1. Introduction
Yellow dyes have been used throughout the millennia as a part of cultural heritage, up until the advent of synthetic colourants in the 19th century. These were used for yellows and also for oranges and greens, in combination with red and blue dyeings, respectively. Because they were often locally grown and rarely imported, unlike indigo and cochineal, for example, yellow dyes can provide crucial information on an artwork’s production, in terms of provenance and manufacture [
1]. Despite the wide range of plants that can provide an array of yellow hues, the preferred source of yellow in Europe was weld [
1].
“
Weld for yellows is equivalent to Dyer’s Madder for red” [
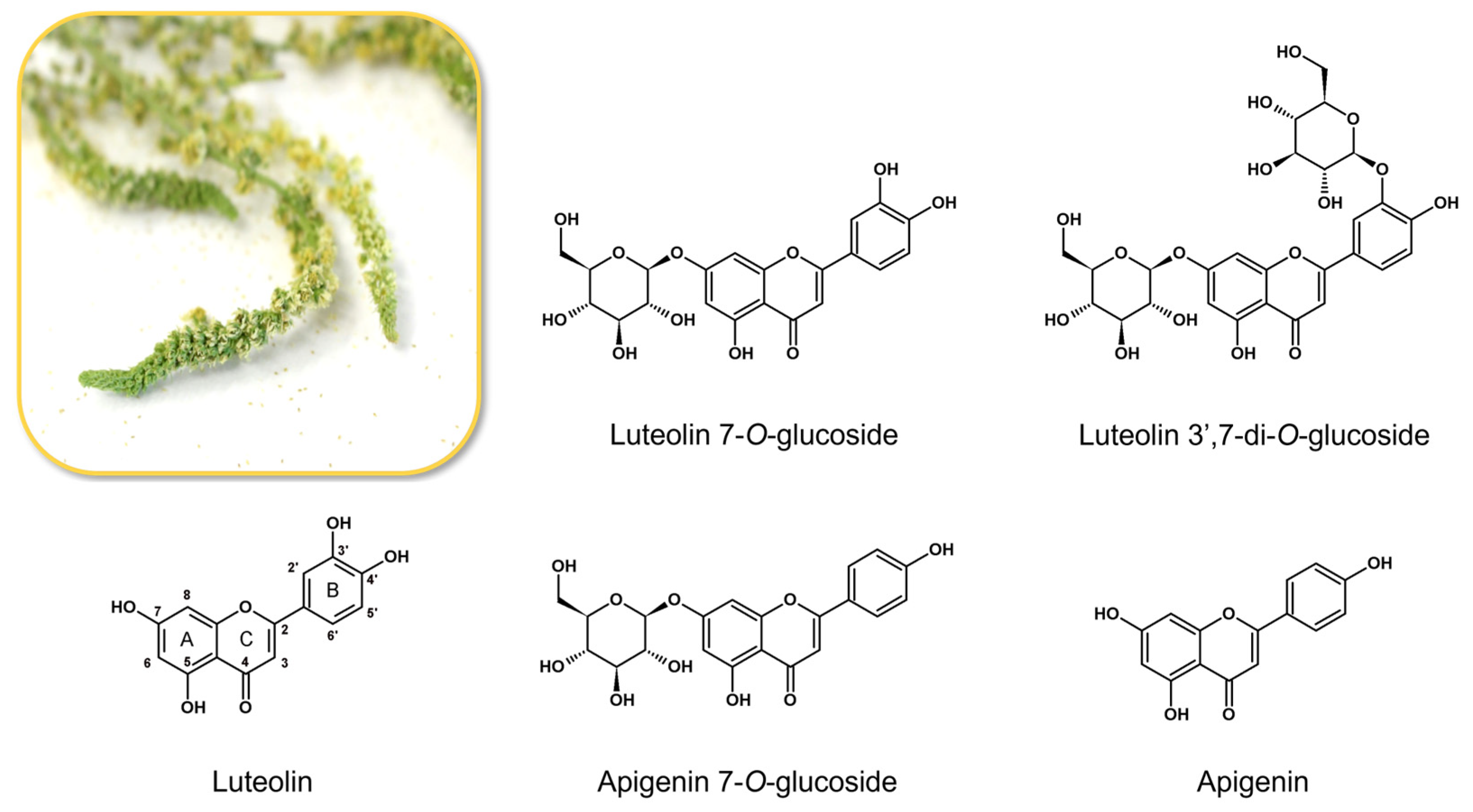
1]. Weld (
Reseda luteola L. Resedaceae), as shown in
Figure 1, or dyer’s mignonette (
gaude in French), can grow in sandy and rocky soils, making it extensively available in wild fields in Europe. It is rich in luteolin-based chromophores, making it very lightfast. The water extracts of the plant are rich in luteolin-7-
O-glucoside (Lut-7-
O-glc), in higher amounts, followed by luteolin-3′,7-
O-glucoside (Lut-3′,7-
O-glc), luteolin (Lut), apigenin-7-
O-glucoside (Api-7-
O-glc), chrysoeriol glycoside (Chry-glc), luteolin-4′-
O-glucoside (Lut-4′-
O-glc), apigenin (Api), apigenin-6,8-di-C-glucoside (Api-6,8-C-glc), and luteolin di-
O-glucoside (Lut-di-
O-glc) [
2,
3,
4,
5,
6].
Even though weld largely ceased to be used after the 19th century, its importance in textile dyeing and painting must be taken into consideration when studying historical documents [
7]. As a source of yellow, which is one of the primary colours recognised among dyers, weld was also one of the bases of an extensive colour gamut obtained from yellow dyes, such as greens, oranges, light browns, and even top-quality blacks.
Although the flavonoids in weld possess an integrated photo-protective mechanism (named the excited-state intramolecular proton transfer (ESIPT)), depending on their structure, it can be more or less efficient, which results in different colour alterations. Their stability also depends on the surrounding environment, pH, and temperature, among others [
8,
9,
10,
11]. Recent studies by our group unveiled the quantum yields of degradation for a group of flavonoid dyes, where a stability scale was proposed for luteolin, quercetin, and kaempferol, as well as their glycosides [
12]. In this study, it was proven that by using irradiation wavelengths superior to 300 nm, it is possible to simulate degradation conditions. The calculated quantum yields of degradation (Փ
R) were used to determine the stability of the molecules in solution, proving that luteolin and its glucoside are on the same stability scale as indigo, one of the most stable natural dyes known (5.99 × 10
−6 and 8.67 × 10
−6, respectively) [
12]. Nevertheless, when studying historical textiles, the complexation with alum becomes impossible to ignore, since the stability of these molecules depends on the environment surrounding them. Villela et al. explored the photostability of luteolin in the presence of Al
3+, testing different percentages of this ion and concluding that the stability decreases as the concentration of alum increases [
13]. After the complexation of luteolin with Al
3+, the ESIPT is less likely to occur [
13].
Considering this, historically accurate reconstructions can be very important to provide new insights into the formulations that master dyers used to produce stable yellows, as well as to understand their degradation mechanisms. Since their stability is so dependent on the environment, the formulation, i.e., the recipe, has a great impact on their lightfastness.
1.1. Master Dyers: Antoine Janot and Paul Gout
To better understand the use and preparation of yellows in textile production, one must resort to historical sources. The most useful preserved documents are those that describe the dyeing practices of a particular time and illustrate them with dyed textile samples. For this study, we focused on dye recipe books produced by two master dyers from Languedoc, in southern France, Antoine Janot and Paul Gout, during two successive periods of the 18th century.
Antoine Janot (1700–1778) wrote three Mémoires on dyeing. The first, titled “Mémoire—on trouvera les opérations de la teinture du grand et bon teint des couleurs qui se consomment en Levant avec la quantité et qualité des drogues qui les composent” (Memoir—on the processes of dyeing the colours that are consumed in the Levant in the good and fast mode of dyeing, with the quantities and qualities of the drugs from which they are obtained) is dated 31 May 1744 and describes the processes to obtain 65 colours. It is illustrated by 61 preserved dyed samples. The second manuscript, entitled “Mémoire sur les opérations que nous avons faites sur les trois couleurs” (Memoir on the processes we have used for the three colours herein), is also dated 1744, and the author describes optimised processes for three colours that were very fashionable and in high demand at the time: crimson, wine soup, and celadon green. The third manuscript, entitled “Mémoire pour les rouges de garance” (Memoir for madder reds), is dated 1747 and corresponds to a period of high competition between French and English dyers to obtain the brightest reds possible with madder [
14,
15].
Janot was born in Carcassonne and learned the art of dyeing from his father, Jacques Janot, who then was the master dyer of a Royal Manufacture of fine wool broadcloth located in Bize, a big village to the northwest of Béziers. Later on, Antoine and his father established their own dye workshop in the nearby broadcloth-producing town of Saint-Chinian, about 15 km northeast of Bize, and this became the place where Antoine completed most of his dyeing activities. At the apex of Janot’s career, a powerful family of businessmen and clothiers from Carcassonne with international connections, the Pinels, rented the Royal Manufacture of Les Ayres next door to Janot’s own dyehouse in Saint-Chinian. As a result, Janot became acquainted with François Pinel, who managed the Royal Manufacture, and with Paul Gout, his apprentice and aide. Gout was certainly inspired by Janot’s first
Mémoire to create his own recipe book with dyed samples nearly 20 years later, when he became the manager and then co-owner of the Royal Manufacture of Bize [
16,
17]. Their respective perspectives and contributions to the history of dyeing techniques do not overlap but rather complete each other. In his dye house, Antoine Janot dyed the cloths of all the independent clothiers of Saint-Chinian, a small town, which, nevertheless, was, at the time, one of the most important wool-broadcloth-producing centres in France. The whole region of Languedoc counted many centres of production of fine wool broadcloths, specially designed for exportation from France to the Ports of the Levant and onward to all parts of the Ottoman Empire. Tens of thousands of pieces were shipped from Marseille each year. Each piece measured 18–20 m in length per 1.39 m in width and weighed about 10.35 kg when dry. In his dye house, Janot had to dye an average of 12–13 such pieces of cloth per day in the range of colours ordered by his customers, the local clothiers, according to the evolution of colour fashions in the customers’ countries. Moreover, like all his colleagues in France, he had to strictly respect the royal regulations on wool and wool cloth dyeing that had been established in 1669 under Louis the XIV by his Minister Jean-Baptiste Colbert. This meant that he was only allowed to use high-quality ingredients, recognised as giving the fastest dyes in amounts and proportions that had been fixed by an agreement with the best dyers of the kingdom [
14,
15].
Paul Gout’s situation was slightly different when, in 1763, he wrote his own manuscript entitled “
Mémoires de teinture” (Memoirs on dyeing) [
16,
17].
This was, firstly, because, as the director of a Royal Manufacture, he had to manage all the aspects of production, from the selection of wools to the checking and packing of the broadcloth pieces. Dyeing and finishing processes were the only operations completed in-house. Therefore, not as many cloth pieces were dyed each day in the Royal Manufacture as in Janot’s specialised dye house. The director of a Royal Manufacture had to either employ a master dyer to supervise the dyeing processes or be trained as a master dyer himself, which was Paul Gout’s case. He, consequently, had both the technical knowledge and the freedom to choose what colours he was going to produce each day, according to his knowledge of the evolution of fashions among his distant customers in the Eastern Mediterranean countries. He was also free to propose new shades, which could allow him to optimise the expense and the use of his high-quality colourants. He was also freer than Janot to devise new colours and shades, where he introduced small proportions of colourants that had been prohibited by the royal regulations on dyeing in fast dyes. This was because the liberal ideas of the Age of Enlightenment had made considerable progress among French political elites during the 20 years that had passed since Janot had written his own
Mémoires. Experiments in new technical processes had become less risky or were even encouraged [
16,
17].
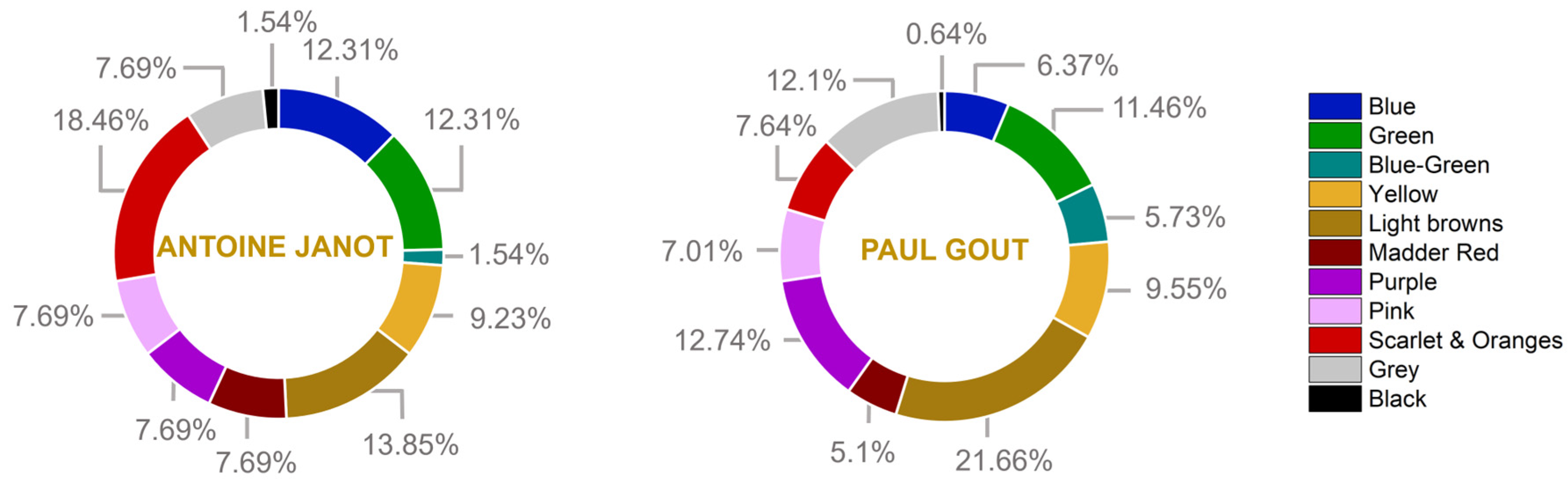
When analysing Janot’s manuscript, one cannot help but notice the considerable percentage of recipes for yellows and light browns: almost a fourth of the total recipes (
Figure 2). Most greens and some oranges were also produced by top-dyeing blue or red with a yellow dyebath. In Gout’s book, weld figures in 33% of the 157 recipes illustrated with samples. Hence, yellow dyes are a striking presence in these books [
14,
15,
16,
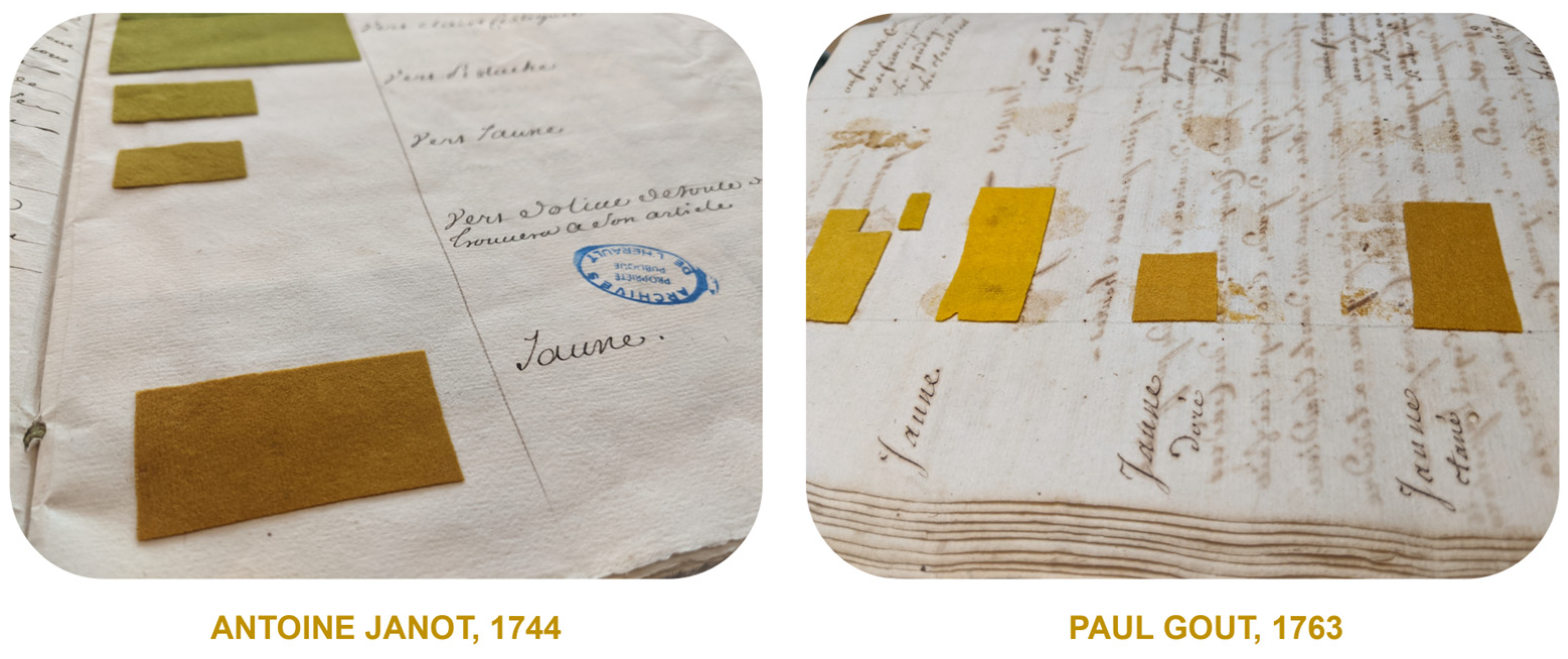
17]. Moreover, these manuscripts are full of extremely valuable information, which is unique to its time. They are composed of carefully described recipes, each originally preceded by a sample swatch, as shown in
Figure 3. This gives us the opportunity to reproduce the colours from these books and compare the analytical results to the original swatch. The books are, at the same time, a written record and an artwork prepared by extremely knowledgeable master dyers, who took a lifetime to perfect these recipes. Therefore, these books are the perfect place to start to uncover the hidden secrets of lost yellow colours.
1.2. Characterisation of Organic Colourants
The characterisation of organic colourants is still a challenge to this day. Most in situ analytical techniques present several disadvantages for the identification of dyes in artwork. The infrared signals of the dye are difficult to identify due to the presence of other materials, such as the fibres, while, with Raman spectroscopy, the organic dyes usually present strong fluorescence signals, masking the chromophore’s fingerprint. Nevertheless, this can be overcome by surface-enhanced Raman spectroscopy (SERS), which provides a fingerprint identification of the chromophore that is present [
18,
19]. Fibre optic reflectance spectroscopy, although is a promising tool for a preliminary scan of the possible materials present, it does not allow for the identification of specific dye sources belonging to the same molecular family (such as anthraquinones or flavonoids) [
20]. Molecular fluorescence in the visible proved to be a powerful technique for the identification of the dye source and also of the formulation [
21]. Nevertheless, it requires an extensive database of references and is usually used in synergy with other techniques, such as SERS or HPLC.
Not many techniques provide as many insights into each chromophore as high-performance liquid chromatography (HPLC). Coupled with diode-array detection and mass spectrometry, it is a very robust technique for the identification of organic colourants [
22] and is still the most used technique for the study of historical textiles. It allows for the characterisation of all the chromophores present and of new compounds (with mass spectrometry), enabling the identification of the source material. Because of the possibility of the quantification of the chromophores, HPLC could help us understand the influence of certain ingredients on the final composition of theswatches. Therefore, for this study, we decided to ally the study of colour, through colourimetry, with the characterisation of the final molecular composition, through HPLC-DAD.
This study is being conducted within the REVIVE project, “The threads of the past weaving the future: The colours from the Royal Textile Factory of Covilhã, 1764–1850”. This project focuses on the history of the Portuguese woollen industry and, in particular, on the study of the dyeing and production processes used from the 18th c. onwards. The Royal Textile Factory of Covilhã, active between 1764 and 1850, was established by the Marquis of Pombal within his policy of promoting the modernisation of national wool production. During this period, the Marquis hired many foreign masters, including French master dyers, to work in the Royal Manufacture. Addressing and understanding the recipes from French master dyers from the 18th century gives us a broader view into French production and how it contributed to creating the unique identity of the Royal Textile Factory of Covilhã.
2. Materials and Methods
2.1. Manuscripts
Antoine Janot’s manuscript is preserved in the Archives Départementales de l’Hérault in Montpellier, France, with reference C/5569. Paul Gout’s manuscript is preserved in a private collection and is not accessible to the general public.
2.2. Materials
All solvents that were used were HPLC grade. For all chromatographic studies, as well as dye extraction, Millipore ultrapure water was used. Potassium aluminium sulfate dodecahydrate (AlK(SO4)2·12H2O) and calcium oxide (CaO, mentioned as lime in the recipes) were purchased from Sigma-Aldrich, while organic bran was purchased from the local supermarket. Crude red tartar (KC4H5O6) was collected from barrels of organic red wine produced by Patrick and Alexis Maurel’ s winery Terres du Pic, Mas de La Liquière, 34380 Mas-de-Londres, France.
Flowering branches of Reseda luteola were collected in May 2021 and 2022 by Paula Nabais, from wild populations near Bucelas, north of Lisbon, Portugal (38°54′021″ N–9°60′30″ W). In May 2023, they were collected by Mara Santo, from wild populations near Caparica, south of Lisbon, Portugal (38°65′9597″ N–9°20′4133″ W). The plant material was spread in a tray and air-dried in the dark, in a ventilated area at 20 °C. Weld freshly collected and dried was used except for Gout’s recipe with “old weld”, in which dry weld collected the previous year was used.
The wool is 100% pure wool broadcloth woven from the Ile-de-France breed of sheep at Eric Carlier’s workshop: Le Passe-trame, rue du Moulin Gau, 81660 Payrin-Augmontel, France.
2.3. Weld Dyed Textiles
The recipes are described in thebooks by Dominique Cardon [
14,
15,
16,
17]. Antoine Janot only used weld (
Reseda luteola) as the plant source for the formulation of his yellows, while Paul Gout used other sources of yellows, besides weld, such as flax-leaved daphne (
Daphne gnidium), young fustic (
Cotinus coggygria), and old fustic (
Maclura tinctoria). But one thing to take note of is that both masters used weld to produce the colour they named
Jaune (yellow), indicating that they associated weld with the colour yellow. However, a combination of weld and flax-leaved daphne was used for one of Gout’s samples of
Limon, another yellow shade.
For Antoine Janot, the colours
Jaune,
Jaune citron (lemon yellow),
Jaune soufré (sulphur yellow), and
Jaune paille (straw yellow) were prepared using the same dyebath, but by dipping the cloths one after the other, obtaining gradually lighter shades of yellows due to the decrease in the concentration of flavonoids in the bath. Gout describes a yellow
Jaune and a lighter version of it,
Limon, which uses 48% weld or flax-leaved daphne. Because of the possible use of another yellow source,
Limon was left out of this first attempt at reconstructing Gout’s yellows. In the second part of his
Mémoires, Gout describes the preparation of a
Jaune with “old weld”, so this recipe was also prepared with dry weld collected during the previous year to understand the differences. See
Table 1 for the recipes described in the
Mémoires of both masters.
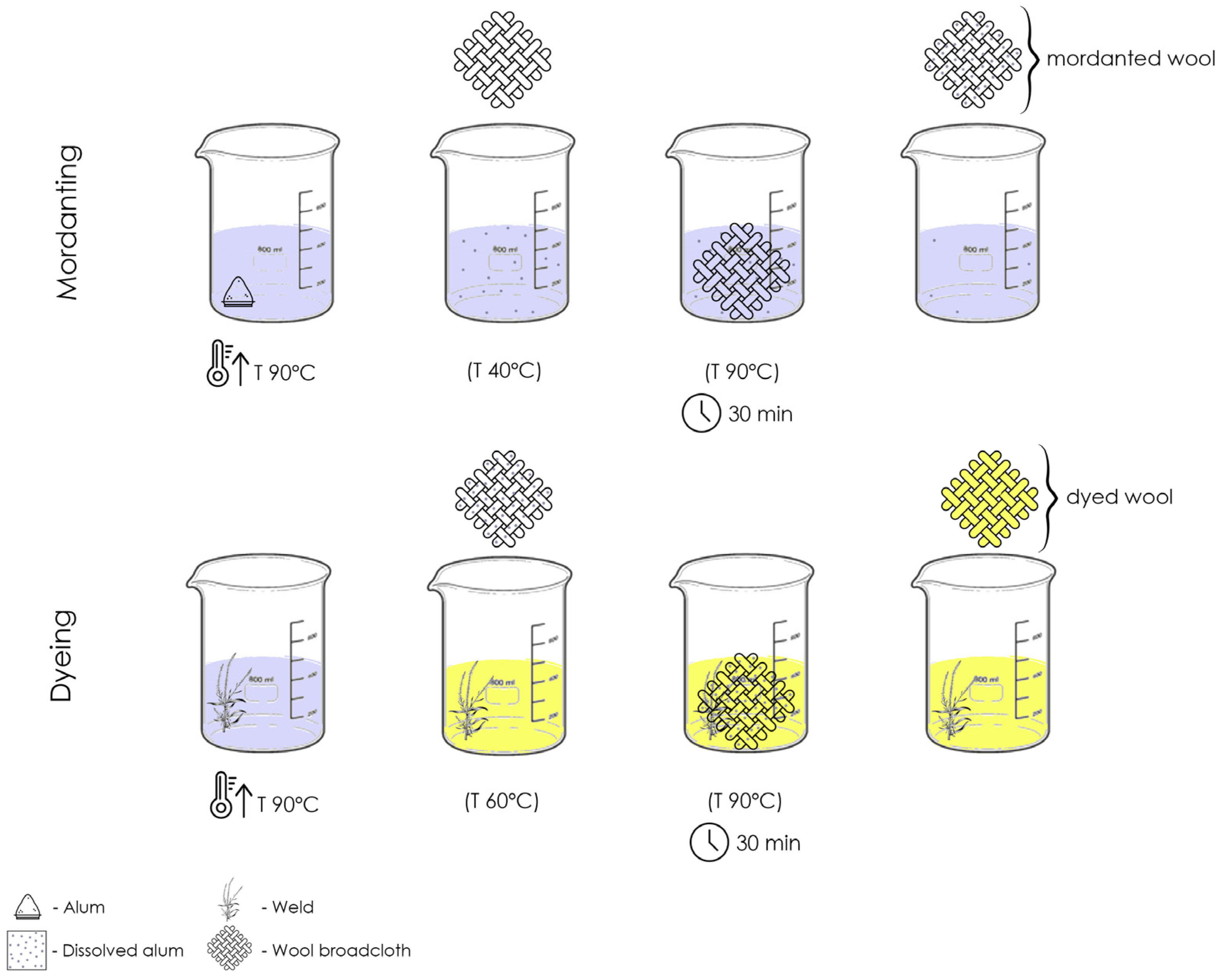
All proportions were based on the dry weight of the textile. Then, 10 × 10 cm2 of unbleached woven wool fabric was pre-mordanted with alum (AlK(SO4)2·12H2O), crude red tartar (KC4H5O6), and wheat bran, in the proportions mentioned in the manuscripts. The dyeing was done by preparing an extraction of weld in water and then adding lime (CaO) for some experiments. We first started our experiments without the addition of lime, so we used fresh plant material.
The mordanting bath began with the weighting of each ingredient for each sample. After this, the ingredients can be added to the beakers with about 500 mL of Mili-Q water. For each sample, a different bath was prepared. Glass beakers with water and all ingredients were heated under magnetic agitation until complete dissolution of alum, which was around 40 °C. After this, the wool broadcloth was added. The wool stood in the beaker until the water reached 90 °C. Once this temperature was reached, the sample stayed under the same conditions for 30 min. After this time, the wool was taken out of the beaker and was left to dry for at least 24 h. After this, the samples were washed with Mili-Q water and left to dry once again until they were ready to dye. It is hard to determine the purity of the water used by the master dyers in the 18th century. For this reason, we decided to use ultrapure water (Mili-Q) in our reconstructions, ensuring that no other impurities affected the accuracy of our results.
For the dyeing bath, the weld plant was put into tea bags to prevent the plant material from attaching to the broadcloth. The tea bags are made of abaca pulp and cellulose and are free from chlorine, glues, and whitening agents. The beakers were filled with 500 mL of Mili-Q water and heated with the weld and lime (when used). When the temperature reaches 60 °C, the water starts to turn yellow, meaning that the chromophores are being successfully extracted. After the bath reaches a temperature of 90 °C, the mordanted wool can be added. The samples stayed in the dyeing bath for either 1, 8, 10, or 30 min, and lime was only used for the baths with a duration of 30 min. For each variation in the recipe, individual dyeing baths were prepared to guarantee that the weld concentration stayed the same.
The subsequent yellows were prepared by adding more wool broadcloths, one at a time, and removing them after 30 min each. In Janot’s yellows, for
Jaune, a dyeing bath of 30 min was performed; for
Jaune citron, the same bath was used for 30 min, the same bath was used for the next 30 min to obtain
Jaune soufré, and, lastly, for
Jaune paille, the same bath was used for another 30 min. See
Figure 4 for the general scheme.
2.4. Analytical Techniques
2.4.1. Colourimetry
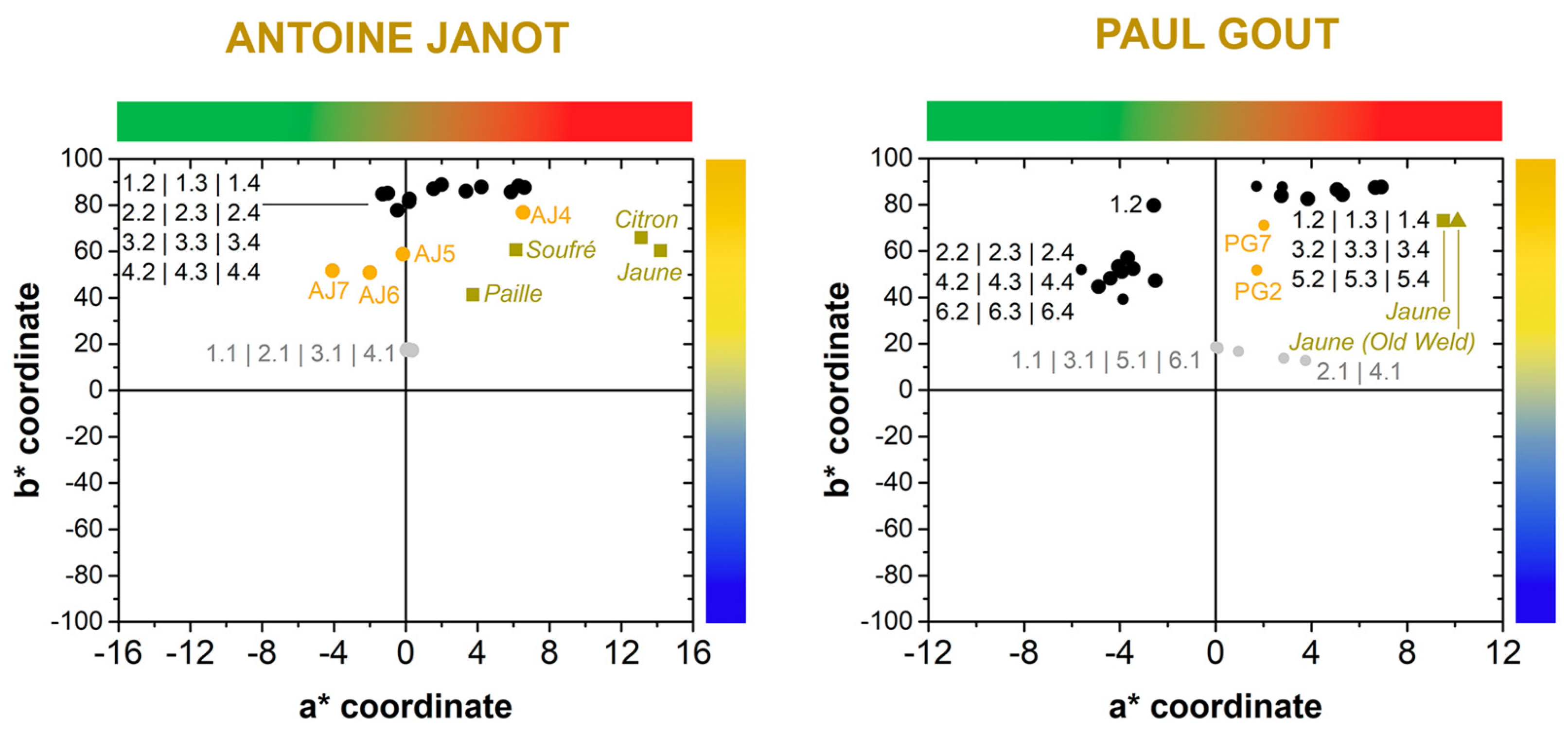
For measuring colour, a handheld spectrophotometer Lovibond TR 520 with a diffused illumination system, 8° viewing angle, and 48 mm integrating sphere was used. The measuring aperture was 8 mm in diameter. Equipment calibration was performed with white and black references. Colour coordinates were calculated defining the D65 illuminant and the 10° observer. The colour data are presented in the CIE-Lab 1976 system. In the Lab Cartesian system, L*, relative brightness, is represented by the z-axis. Variations in relative brightness range from white (L* = 100) to black (L* = 0). The (a*, b*) pair represents the hue of the object. The red/green y-axis plots a*, ranging from negative values (green) to positive values (red). The yellow/blue x-axis reports b* going from negative numbers (blue) to positive numbers (yellow).
2.4.2. High-Performance Liquid Chromatography with a Diode Array Detector (HPLC-DAD)
Approximately 1.0 mg of each dyed sample was extracted by placing it in a microtube with 1 mL solution of oxalic acid (0.2 M) in methanol:acetone:water (0.1:3:3:4, v:v), with magnetic agitation, at 60 °C for 1 h. Each solution was filtered with a 0.45 µL PTPF syringe filter prior to HPLC-DAD analysis.
All samples’ extracts were analysed in triplicate using a Merck-Hitachi Elite LaChrom HPLC-DAD using an Agilent Poroshell 120 CS-C18 column 150 × 4.6 mm i.d., with 2.7 µm pore size column, thermostated at 25 °C (Merck-Hitachi Column Oven L-2300). Detection was carried out at 350 nm using a diode array detector (Merck-Hitachi Diode Array Detector L-2455). The selected samples were the final versions of all variations, with 30 min of dyeing.
The mobile phases were composed of solvent A, 100% (
v/
v) methanol, and solvent B, 0.1% (
v/
v) perchloric acid in water [
2]. The flow rate was 0.60 mL/min, the injection volume was 25 µL, and the gradient method started with a two-minute isocratic 7% A gradient, followed by a linear gradient ranging from 7% A to 15% A in 8 min and then reaching 75% A in 25 min, 80% A in 2 min, and 100% A in 2 min.
Two calibration curves for luteolin and luteolin-7-O-glucoside were obtained using a concentration range of 5.00 × 10−4–9.99 × 10−7 M and 4.38 × 10−4–5.84 × 10−7 M, respectively. Each standard was prepared in duplicate, and then each solution was analysed in duplicate as well, giving four measurements per standard. Unknown concentrations were determined from the regression equations yy = 1.33 × 1011xx − 9.98 × 105 and r2 = 0.9939 for Luteolin-like aglycone compounds and yy = 1.70 × 1011xx − 1.23 × 106 and r2 = 0.9810 for Luteolin-7-O-glucoside-like compounds.
All results were expressed as mean ± standard deviation and presented as molar equivalents of the chromophore.
2.4.3. Statistical Analysis
Values are expressed as the arithmetic means ± standard deviation. Statistical significance was performed by two-way analysis of variance (ANOVA) followed by Šídák’s and Tukey’s multiple comparisons test, with a significant difference with 95% confidence interval (p < 0.05) and GP: p > 0.05 (ns), p ≤ 0.05 (*), p ≤ 0.01 (**), p ≤ 0.001 (***), p ≤ 0.0001 (****), using GraphPad Prism 9.0.0 software (San Diego, CA, USA).
3. Results
3.1. Gaudage—Dyeing with Weld
The process for the recipes of both Antoine Janot and Paul Gout starts with a mordanting bath. The ingredients for each recipe of both masters can be seen in
Table 1. Variations of these recipes were explored in order to see the influence of each ingredient individually present in the mordanting and dyeing baths. Because the indication of the time for dyeing was based on the turns the textiles made around the cauldron [
14,
15,
16,
17], the dyeing bath time was also studied. The bath times that were used were 1, 8, and 10 min. Because the colourimetry showed that more time in the dyeing bath was needed to approach the original’s colour, we, finally, tested for 30 min with the addition of lime at 1%. See
Table 2 for the variations in each recipe.
The main difference between the mordanting baths of both dye masters is the presence of bran in Antoine Janot’s recipes. Bran is the hard outer layer of the wheat kernel.
Tartar, the crystalline salt deposit formed in wine barrels during wine fermentation (potassium hydrogen tartrate mixed with calcium tartrate and anthocyanins from the wine), was used as an agent to improve colour and stability. Its stability role, however, needs to be accessed by performing artificial ageing experiments in the future. The percentages vary within the recipes: Antoine Janot uses 2% red tartar, while Gout proposes 8% when using fresh weld and 4% when using old weld. This most likely has an influence on the final colour, as we ascertained with colourimetry. Gout also uses less plant material, 64–68%, while Janot uses close to the weight of the textile, 80%. Gout was known for reusing baths as much as possible and avoiding wasting any material. Therefore, it is interesting to compare the yellows from both dye masters to understand if a more than 20% difference in the quantity of the plant material would influence the final obtained colour. In this sense, Gout also proposes the use of 12% alum with the old weld, in contrast with the 16% for the Jaune by both dye masters.
It is also important to consider the influence of the pH. The optimum pH for mordanting wool with Al
3+ is in the range of 3–4 [
23], since above pH 6 aluminium compounds start to show a low solubility, with the creation of aluminium coagulants [
24]. According to Edgar and Simpson, the absorption of Al
3+ by the wool increases the pH of the bath [
23]. The addition of tartar might also be to lower the pH of the mordanting bath. If the pH of the water used by both master dyers was higher, it would make sense to add tartar to optimise the absorption of alum by the wool, thus considerably increasing the percentage of colourants that become fixed onto the wool [
25]. This was mentioned by Gout in his treatise “White tartar and red tartar have the same properties in our dyes, where they are of great use to prepare the cloth to take up the colour” (p. 50 in [
16]). Moreover, Valery Golikov [
26] found that the use of tartar and polyphenolic compounds such as gallotannins allows for the use of water of any quality. This prevents the precipitation of unwanted compounds (such as other salts) on the fibre surfaces, allowing for more homogeneous mordanting and dyeing. In this case, the role of bran is also clear, since bran is known to have a substantial number of polyphenolic compounds [
27]. In Antoine Janot’s recipe, bran would prevent the precipitation of impurities, such as iron salts, onto the wool fibres.
The pH of the dyeing bath becomes alkaline with the addition of lime (CaO). Favaro et al. studied the various luteolin species through fluorimetric titration [
28]. They found that there are four species within the pH range of 2–12: neutral form (pH < 5), mono-anion (pH ~7), di-anion (pH ~9), and tri-anion (pH ~12). They also described the order of deprotonations: 7-OH; 4-OH; 3-OH and/or 5-OH [
28]. The addition of dried plant material would slightly lower the pH, justifying the addition of lime to increase it, optimising the conditions in which it is more likely for metal chelation to occur when the mordanted textile is added to the dyeing bath. This occurs through the OH at C5, only deprotonated at pH ≈ 10.3, and the carbonyl at C4 [
28]. The use of additives to increase the pH of the extraction bath to optimise metal chelation was already reported in weld lake pigment recipes of the 19th century [
2].
Moreover, Gout mentions that lime aids in the extraction of the colour, similar to what was described when potash is added: “
… put a small amount of quicklime, with ashes, in the bottom, on the first bundle of weld; this is what makes it give out its sap more easily” [
16,
29]. Kirby et al. described that the addition of potash to a dyeing bath can result in the greater solubility of the dyestuff, and, in the case of weld, it aids in preserving the glycosides in the colouring matter, which may degrade due to the temperatures of the dyeing bath [
29].
3.2. Colourimetry
Colourimetry was performed to determine the accuracy of the reconstructions, comparing the results to the originally dyed samples of both Antoine Janot and Paul Gout. The colourimetry of the original samples can be found in
Table 1. Colourimetry also allows us to better understand which ingredients have the highest influence on the final colour and in what way.
The reconstruction of the yellow recipes for both dye masters showed that red tartar influences all the coordinates, and the higher the amount of tartar is, the bigger the difference. It was also clear that lime impacts both the L* and the a* coordinates. Finally, when looking at dyeing times, it is clear that longer dyeing baths lead to darker tones (a lower L*) and a more reddish hue (a higher a*). The 30 min of dyeing variations with lime and dipping successive cloths in the same dyebath leads to lighter colours (a higher L*), less red (a lower a*,) and also less yellow (a lower b*), indicating the exhaustion of the yellow colourants in the dyebath, as is expected. For Gout, there is a clear separation of the samples using alum from those using alum and tartar, as seen in
Figure 5.
We will address, in future studies, the influence of different sources of red tartar and also the influence of the natural ageing of the historical swatches. It is important to note that the original colours of the 18th-century swatches might have changed due to natural ageing. This might also justify the difference in colours between the original swatches and the reconstructions. Therefore, it becomes necessary to artificially age the reconstructions and begin to understand the conservation condition of the historical samples.
In conclusion, when analysing the colourimetry of the original swatch, where old weld was used by Paul Gout, it appears that there is minimal variation in both hue and brightness, in comparison with the other Jaune. This suggests that Gout was able to develop a method that demanded a lower amount of weld, tartar, and alum than the first yellow recipe (Jaune), while producing nearly the same colour. This was also the case for our reconstructions. Therefore, we consider that exploring the use of an older weld (aged for more than a year) could be a promising avenue for future investigations.
3.3. HPLC-DAD Analysis
3.3.1. Dyeing Bath
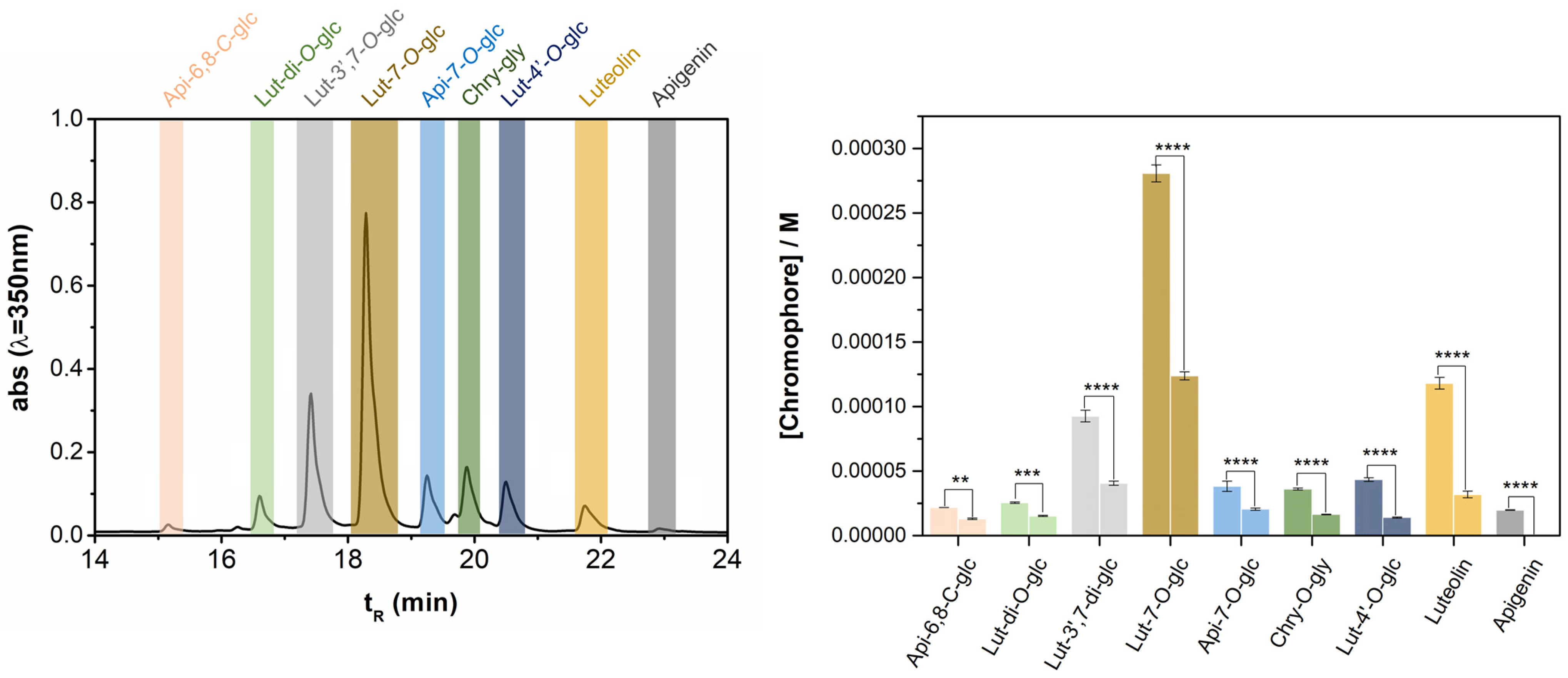
To better understand these shifts in the colour, HPLC-DAD of selected samples was performed.
Figure 6 illustrates the results of each chromophore, quantified as equivalents of Lut-7-
O-glc or the aglycone form (Lut).
All compounds show a concentration decrease. Apigenin is the only compound that was not detected in the final dyeing bath. Lut-7-O-glc is, without a doubt, the compound present in a higher concentration, followed by Lut.
Apart from this, Lut is the compound with the highest reduction (73%). This fact can be an indication that this compound may have a higher binding affinity to the mordanted fibres.
3.3.2. Wool Broadcloth Dyed Samples
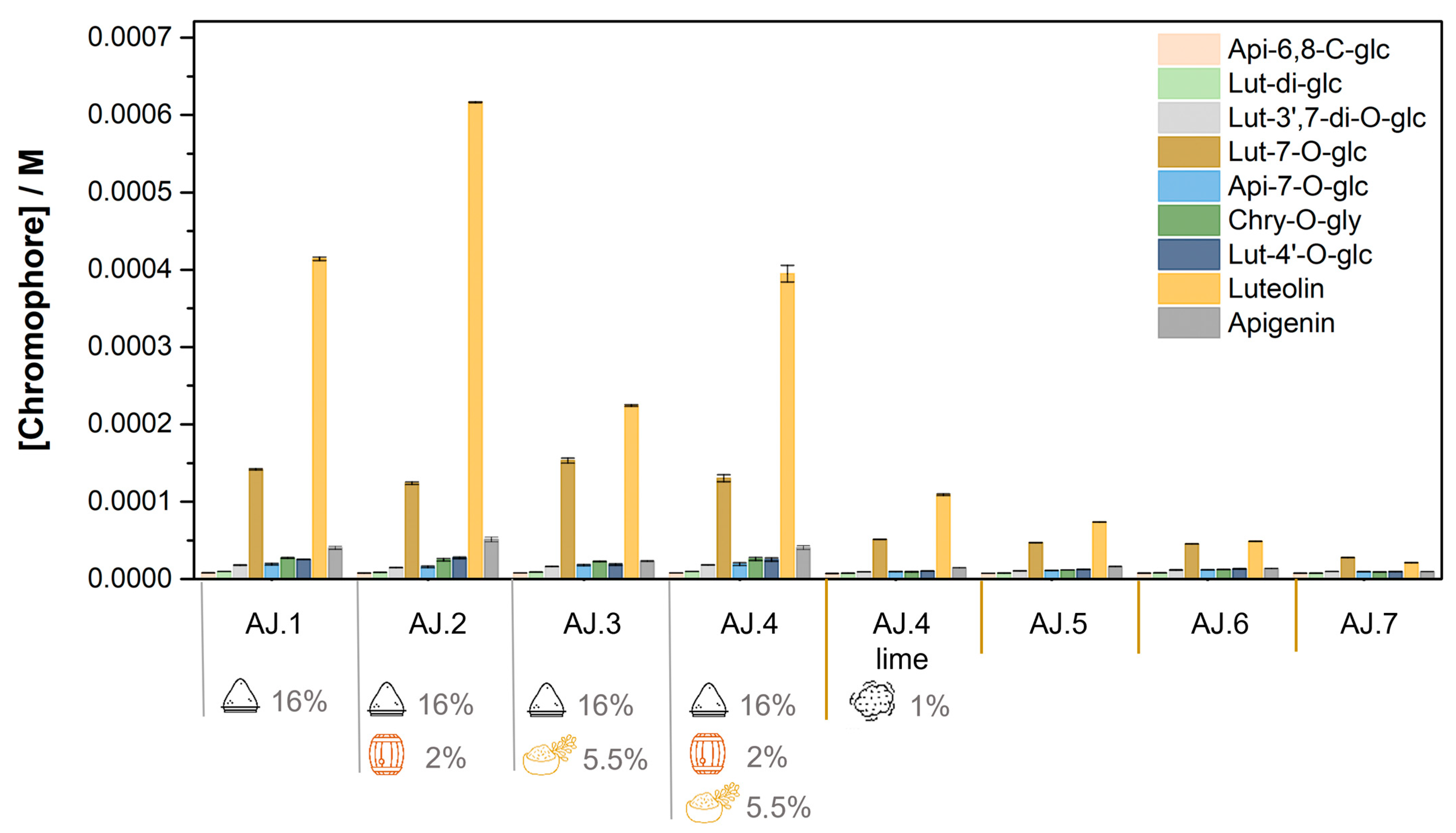
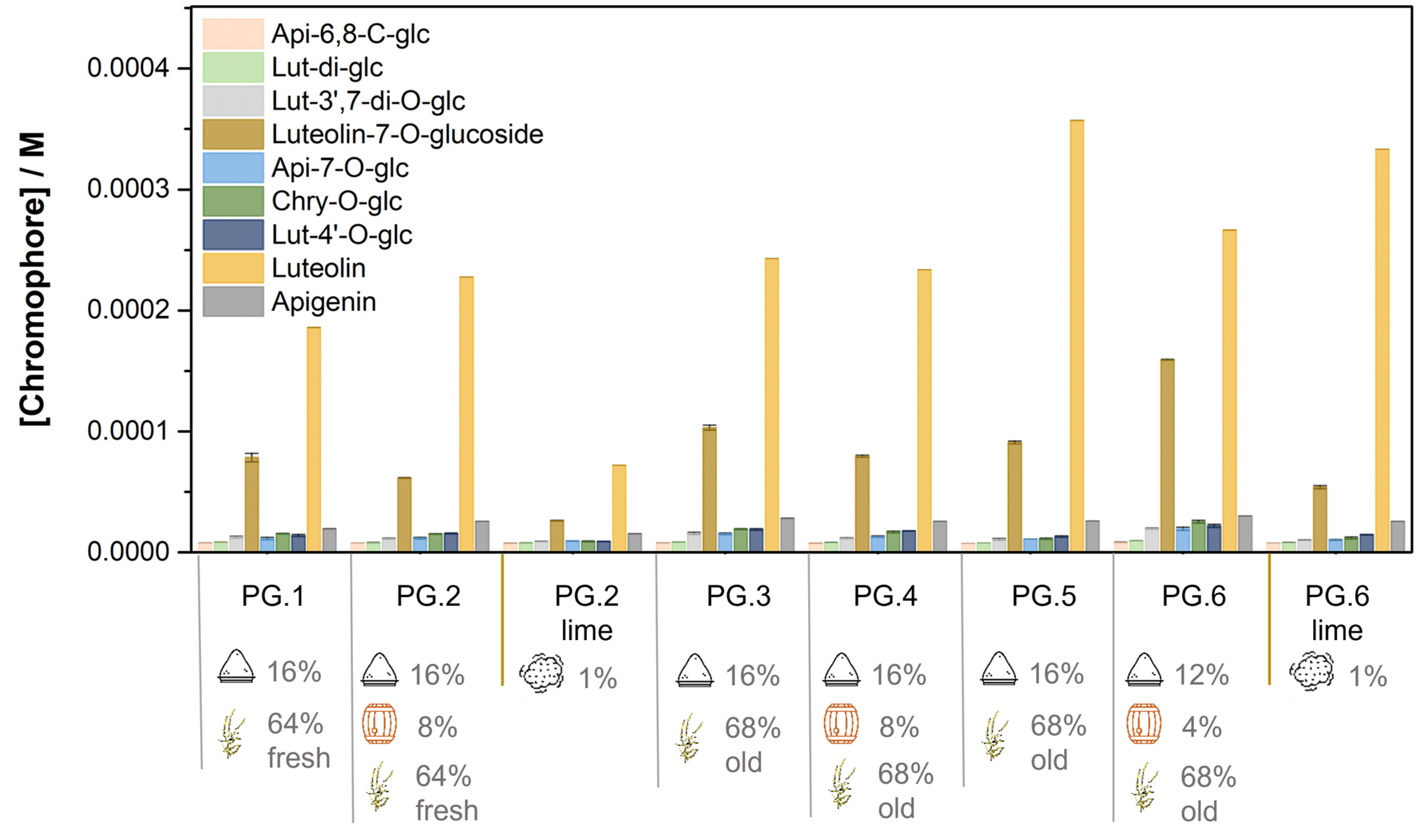
Each dyed sample was submitted to the already described extraction process and analysed by HPLC-DAD.
Figure 7 shows the quantification results for Antoine Janot’s samples, while
Figure 8 shows the quantification results for Paul Gout’s samples.
Tables S3 and S4 in the Supplementary Materials indicate the concentrations of all the detected compounds.
The broadcloth dyed extracts’ quantifications were performed in order to compare all the prepared recipes. For this reason, all dyed broadcloths were extracted following the exact same procedure. By comparing
Figure 6,
Figure 7 and
Figure 8, it was possible to identify the same nine compounds in the weld dyeing bath and after the dye extraction process, using both Antoine Janot and Paul Gout’s recipes.
When analysing the HPLC results from
Figure 7 and
Figure 8, one must remember that a compound that presents a lower concentration may indicate that this compound is able to strongly bind to the textile, which is more difficult to extract. For instance, comparing the major compound present in the dyeing bath (Lut-7-
O-glc) and the major compound extracted in both Paul Gout and Antoine Janot’s reproductions (Lut) can indicate that Luteolin binds less to the textile than Luteolin-7-
O-glucoside. Since we are using a mild extraction procedure [
30] and knowing that flavonoid glucoside forms may be converted into their aglycone forms upon using temperatures higher than 60 °C and acids stronger than oxalic acid 0.2 M [
31], we do not believe that we are promoting the hydrolysis of Lut-7-
O-glc to Lut while extracting the dyed broadcloths.
Nevertheless, Lut-7-
O-glc and Lut are the major detected compounds, with Lut being the compound extracted in higher amounts, particularly in Antoine Janot’s recipes AJ.1, AJ.2, and AJ.4 (
Figure 7). This may indicate that Paul Gout’s variations are stronger in terms of the colour compound fixation, since less chromophore is extracted from the dyed samples (
Figure 8).
Particularly for Antoine Janot, the variation with alum and red tartar (AJ.2) is the sample with a higher amount of extracted Luteolin (69% total amount of chromophores), with a 1:0.20 ratio of Lut:Lut-7-
O-glc. In contrast, the variation with alum and bran (AJ.3) has a low amount of Luteolin (15% total amount of chromophores), with a 1:0.44 ratio of Lut:Lut-7-
O-glc. By comparing these results with the CIELab analysis (
Figure 5), AJ.3 shows a strong yellow tone and the lowest lightness (L* coordinate). This shows that, by extracting a lower amount of Lut with the oxalic acid (0.2 M) solution, the chromophore strongly binds to the textile using this recipe.
Looking at the last four samples from Antoine Janot’s recipes, AJ.4 Jaune, AJ.5 Citron, AJ.6 Soufré, and AJ.7 Paille, these samples were prepared by successively dipping the cloths in the dyeing bath, with 30′ dyeing each, with the addition of lime. The HPLC-DAD results showed that these are the samples have a less extractable chromophore concentration, particularly Lut and Lut-7-O-glc. This indicated that the higher pH of the dyeing bath, due to the addition of lime, improves the efficacy of the binding.
In contrast, the use of red tartar diminishes the yellow’s intensity in Paul Gout’s yellows. These recipes show a higher extraction of Lut, which may indicate that these may be less strongly bound complexes.
Apart from PG.6 Jaune, the variations with 30 min and lime appear to extract less than the previous ones, which may indicate that the dye is more strongly linked to the textile. This is significant for the chromophores extracted in PG.6, when compared with PG.2, both of which include lime. In fact, the PG.6 lime extracts more chromophores than that of PG.2, indicating the importance of the pH in the dyeing bath. There is no significant difference between using recently collected and dried or old weld.
4. Conclusions
This preliminary approach to the reconstructions of the yellow recipes of both dye masters allowed a closer look at the 18th-century manufacture of dyed broadcloth using weld. When analysing Janot’s manuscript, one cannot help but notice the considerable percentage of recipes for yellows and light browns: almost a fourth of the total recipes. In Gout’s book, weld figures in 33% of the 157 recipes illustrated with samples. Hence, yellow dyes are a striking presence in these books.
It was found that red tartar has an immense influence on all the coordinates of the CIEL*a*b* system, and the higher the amount of tartar is, the bigger the difference is. Moreover, by using 5.5% bran, Antoine Janot could improve the dyeing recipe by achieving a stronger yellow tone than by just using alum, as shown by HPLC. Both these ingredients were shown to have an immense influence on the final obtained tonality and also on the strength of the complex with alum. The latter needs to be further explored.
The percentage of weld had less influence than expected. In fact, Gout’s recipe for Jaune using 68% old weld showed to be as yellow as Janot’s Jaune using 80% recent weld. That being said, in terms of dyeing efficiency, Paul Gout’s recipes seem to be more promising, for they use a lower amount of weld, and the chromophores responsible for the yellow dyeing bind more strongly to the textile than Antoine Janot’s recipes.
In the dyeing bath, lime is the decisive factor: it not only influences both the L* and the a* coordinates (red–green), while having little effect on the b* coordinate (yellow–blue), but also impacts the strength of the complex. All the samples with lime, with the exception of PG.6, were shown to extract less, which is an indication that the dyes are strongly bound to the textile, considering the intensity of the colours measured by colourimetry. These results directly corroborate the need for a more alkaline dyeing bath, using lime, which would optimise the conditions in which it is more likely for metal chelation to occur: lime is essential to obtain a bright and stable yellow.
Finally, we consider that exploring the use of older weld (left to dry and kept for more than a year) could be a promising avenue for future investigations. Moreover, considering that the historical reconstructions are still not a match with the originals colourimetry-wise, it would be important to explore other sources of red tartar to better understand the influence of different percentages of lime, i.e., a further increase of the pH of the dyeing bath. The analysis of the original swatches would also provide greater insight into these recipes.
These results contributed to technological source research, by undertaking a thorough study of the manufacturing processes of weld yellows by 18th-century master dyers. These reconstructions were accomplished with as much historical accuracy as possible, which allows for the further study of degradation mechanisms and the development of analytical techniques that will permit their identification in aged artwork. Moreover, they were a first step in understanding the specific formulations of French dyers, so we can further address their influence on the production processes and dyeing of wool broadcloths in the Portuguese Royal Manufacture of the 18th century.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










