
Recent Advancements in Polypropylene Fibre-Reinforced 3D-Printed Concrete: Insights into Mix Ratios, Testing Procedures, and Material Behaviour




Abstract
1. Introduction
2. Raw Materials and Mix
2.1. Secondary Cementitious Materials (SCMs)
2.1.1. Fly Ash (FA)
2.1.2. Silica Fume (SF)
2.1.3. Ground-Granulated Blast-Furnace Slag (GGBS)
2.2. Admixtures
2.2.1. Superplasticizers
2.2.2. Accelerators
2.3. Fibre Types
2.3.1. Polypropylene Fibres (PP)
2.3.2. Polyethylene Fibres (PE)
2.3.3. Steel Fibres
2.4. Mixes from Literature Review
2.5. Printing Parameters Design
2.5.1. Nozzle Diameter
2.5.2. Layer Height
2.5.3. Printing Speed
3. Experimental Procedure for 3D-Printed Concrete
3.1. Mixing Procedure
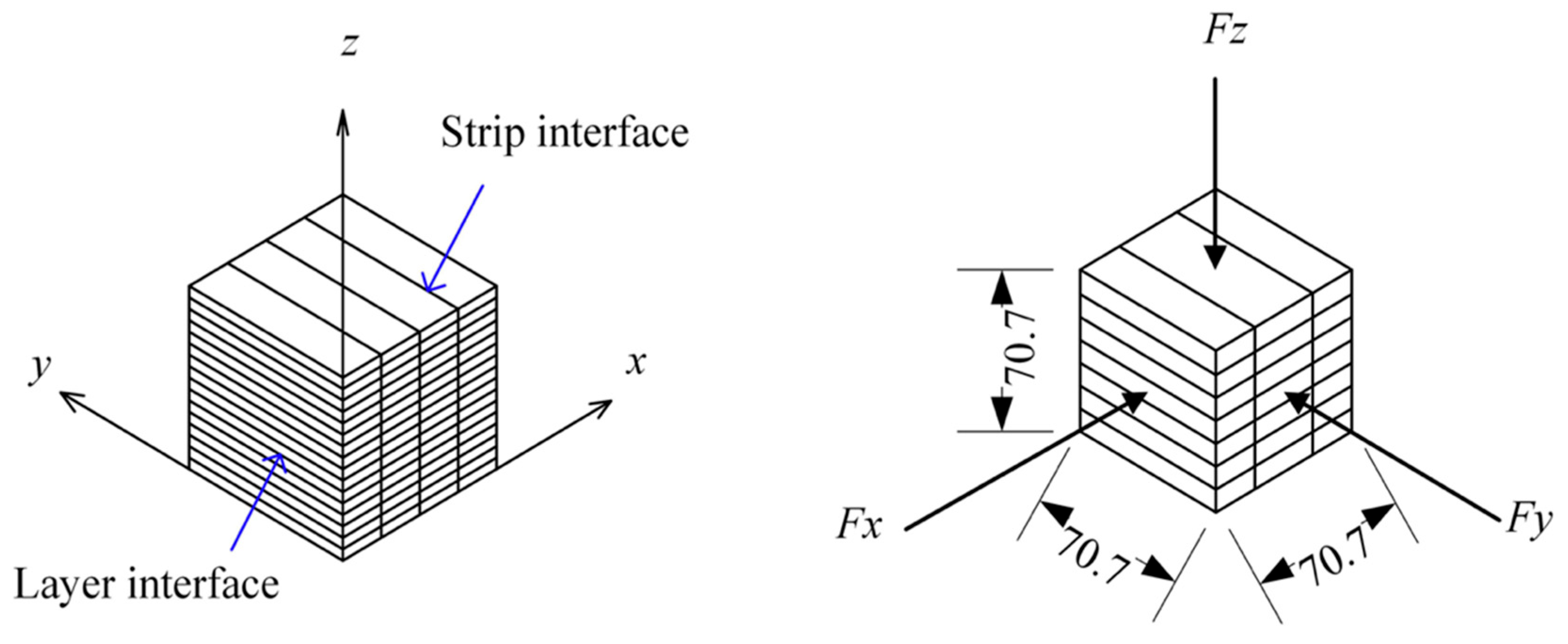
3.2. Flexural and Compressive Tests
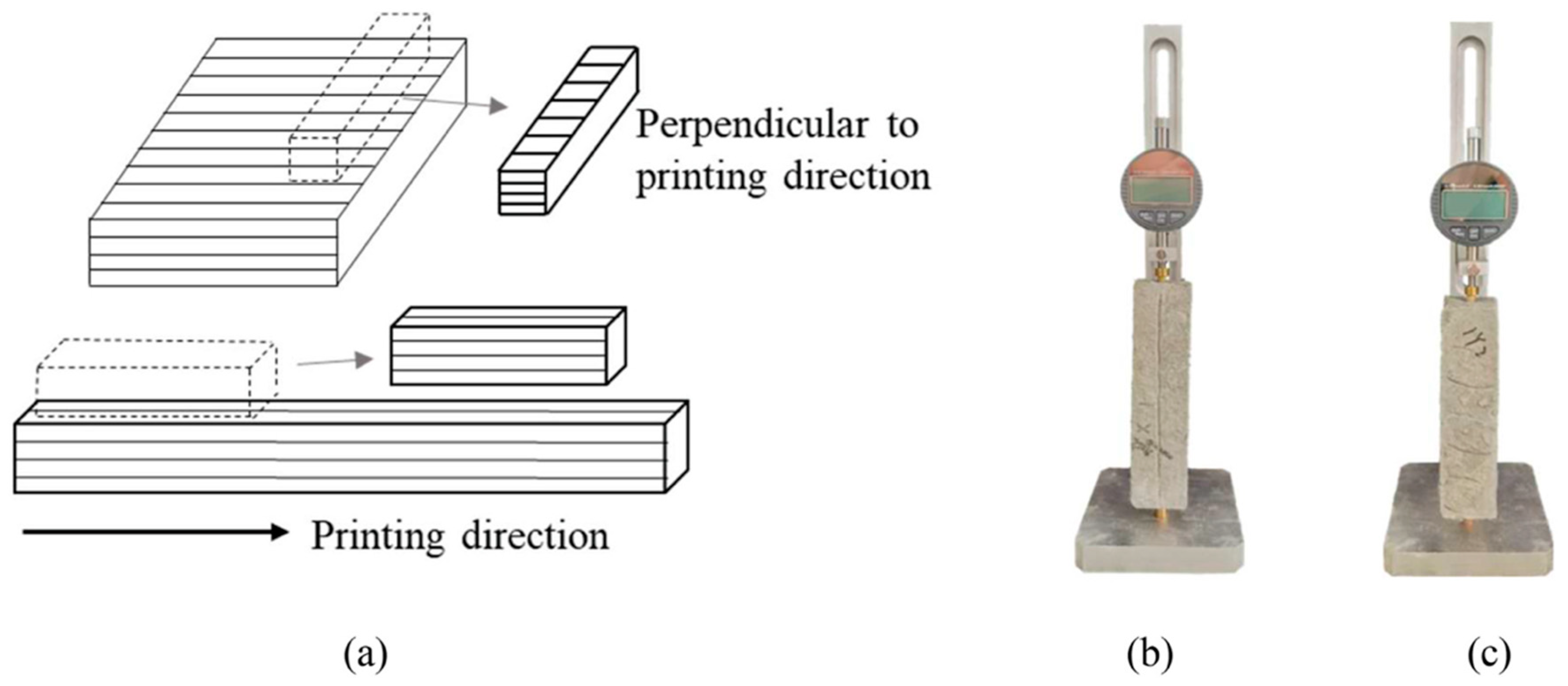
3.3. Shrinkage Test
3.4. Interlayer Bond Strength Test
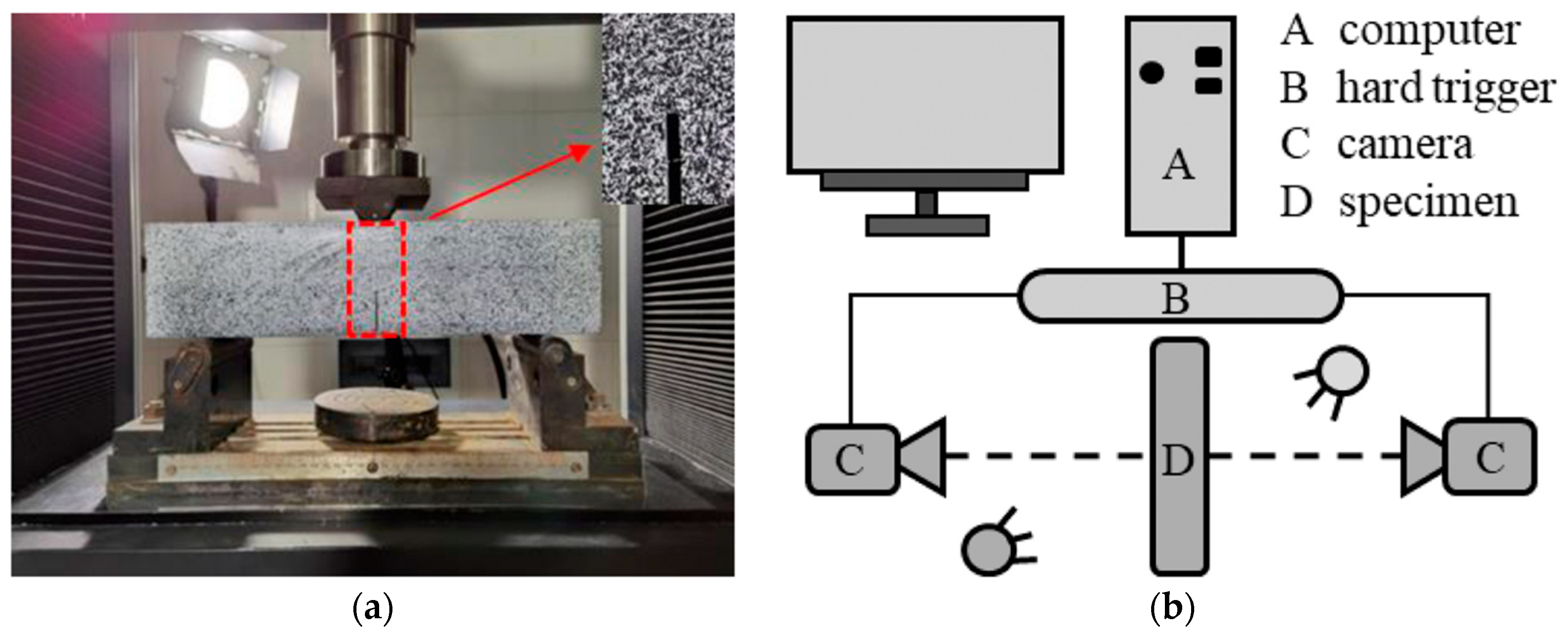
3.5. Fracture Energy Test
3.6. Fluidity Test
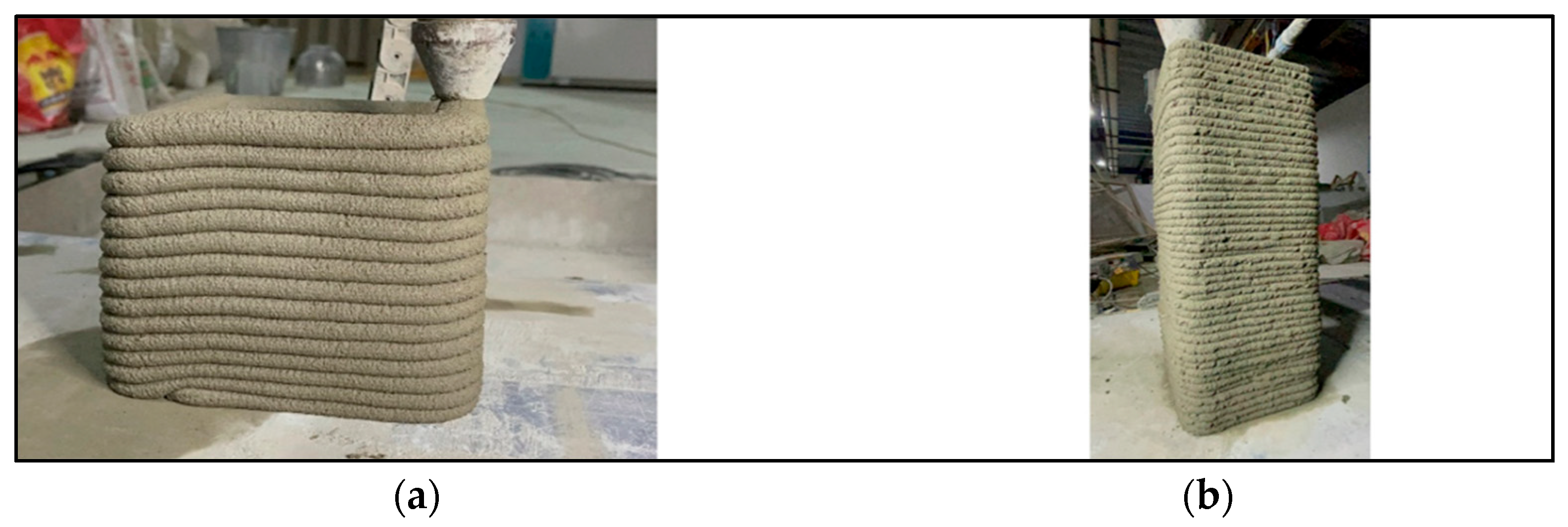
3.7. Buildability Test
3.8. Extrudability Test
3.9. Rheological Test
4. Effects of Polypropylene Fibres in 3D-Printed Concrete
4.1. On Fresh State Properties
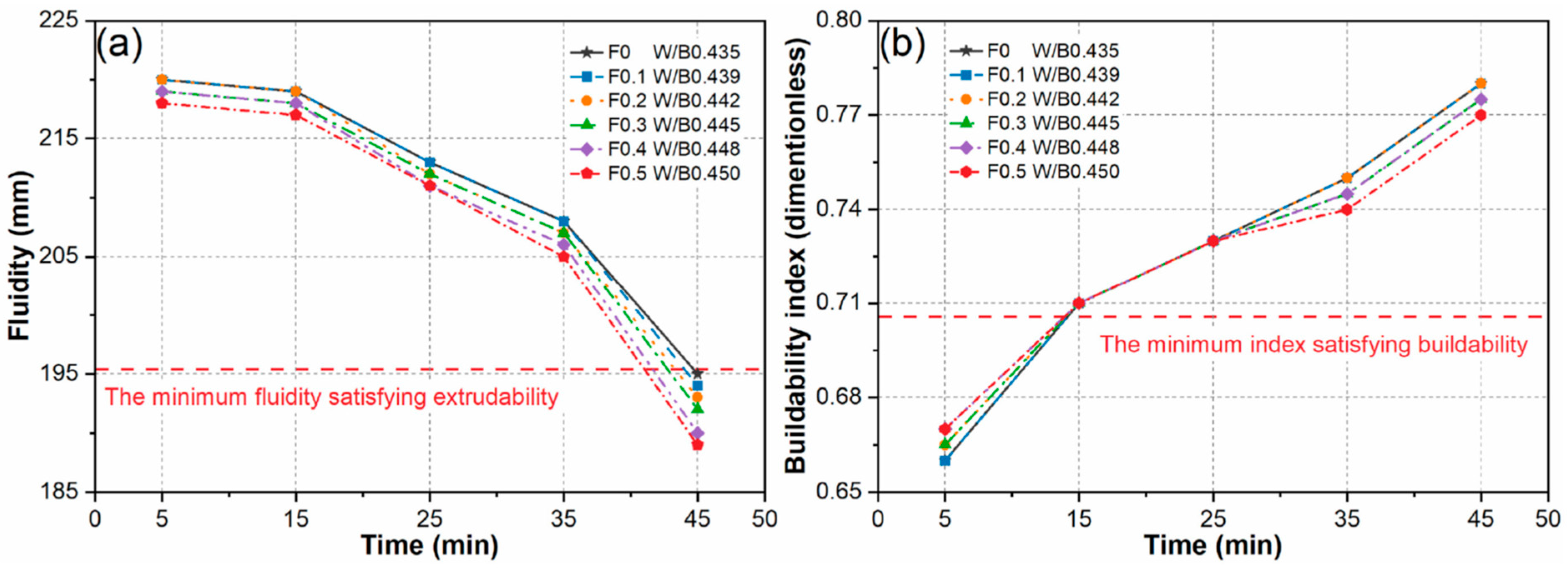
4.1.1. Fluidity
4.1.2. Buildability
4.1.3. Extrudability
4.2. Hardened State Properties
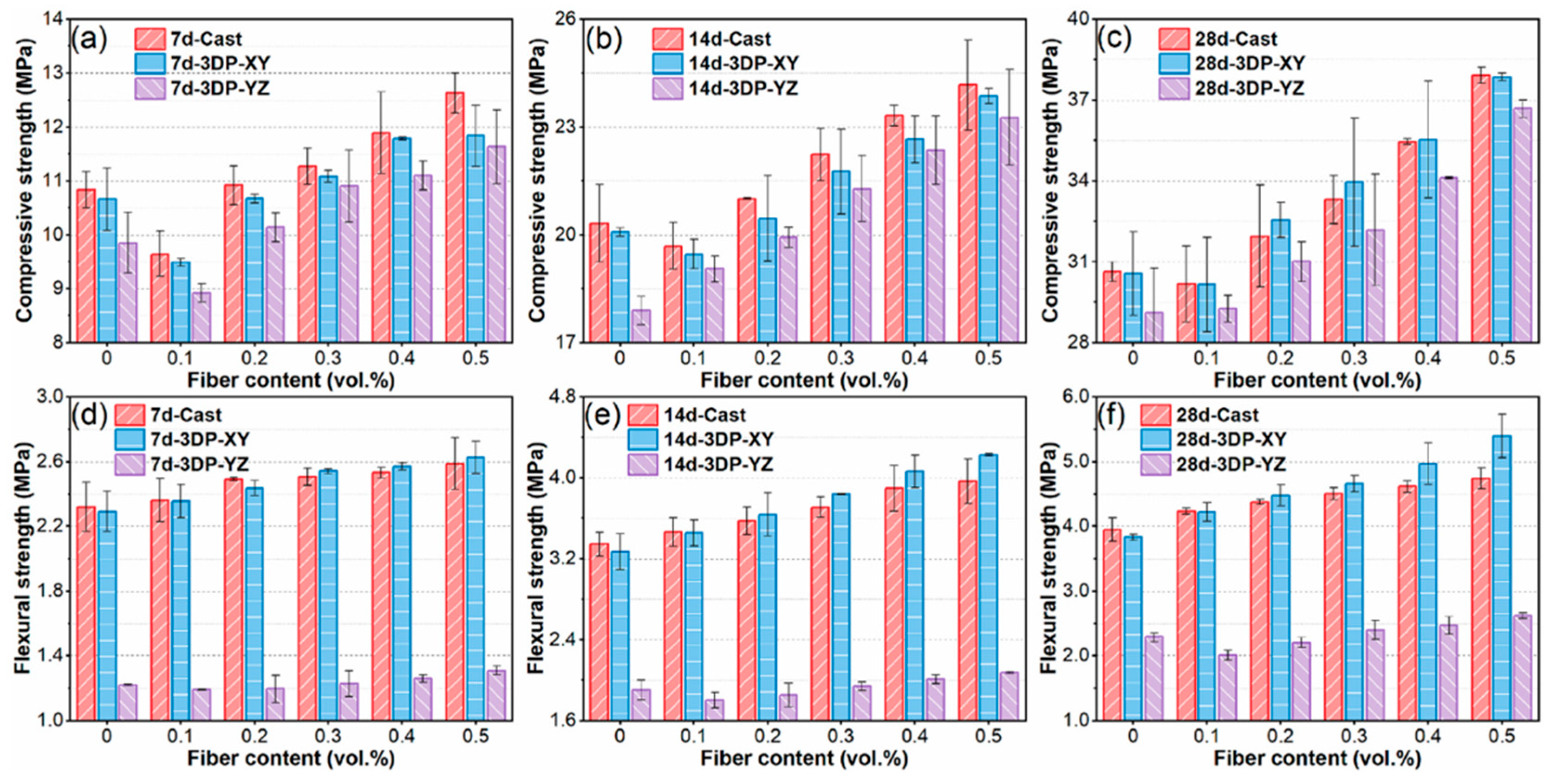
4.2.1. Flexural and Compressive Strength
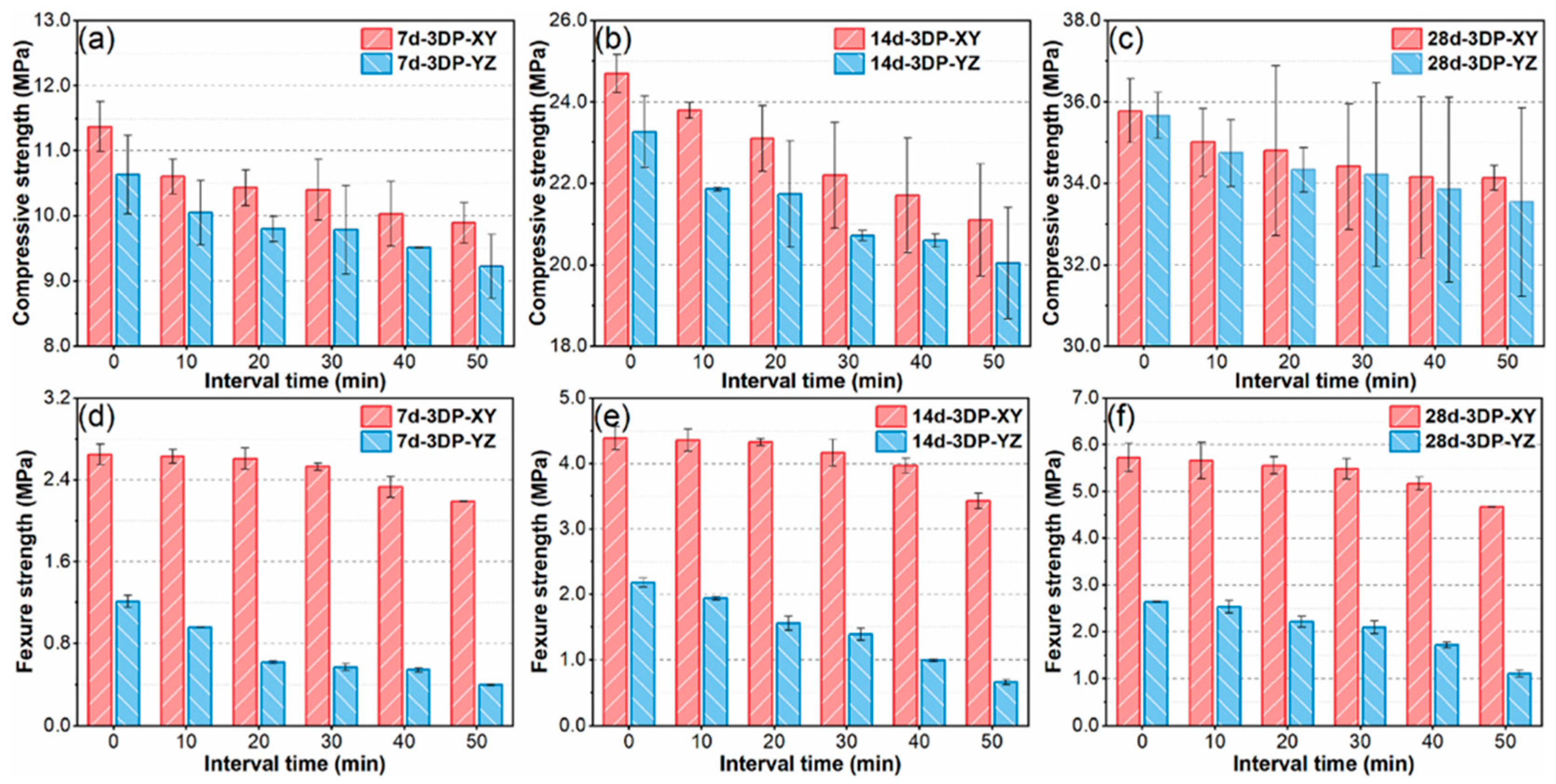
4.2.2. Interlayer Bonding
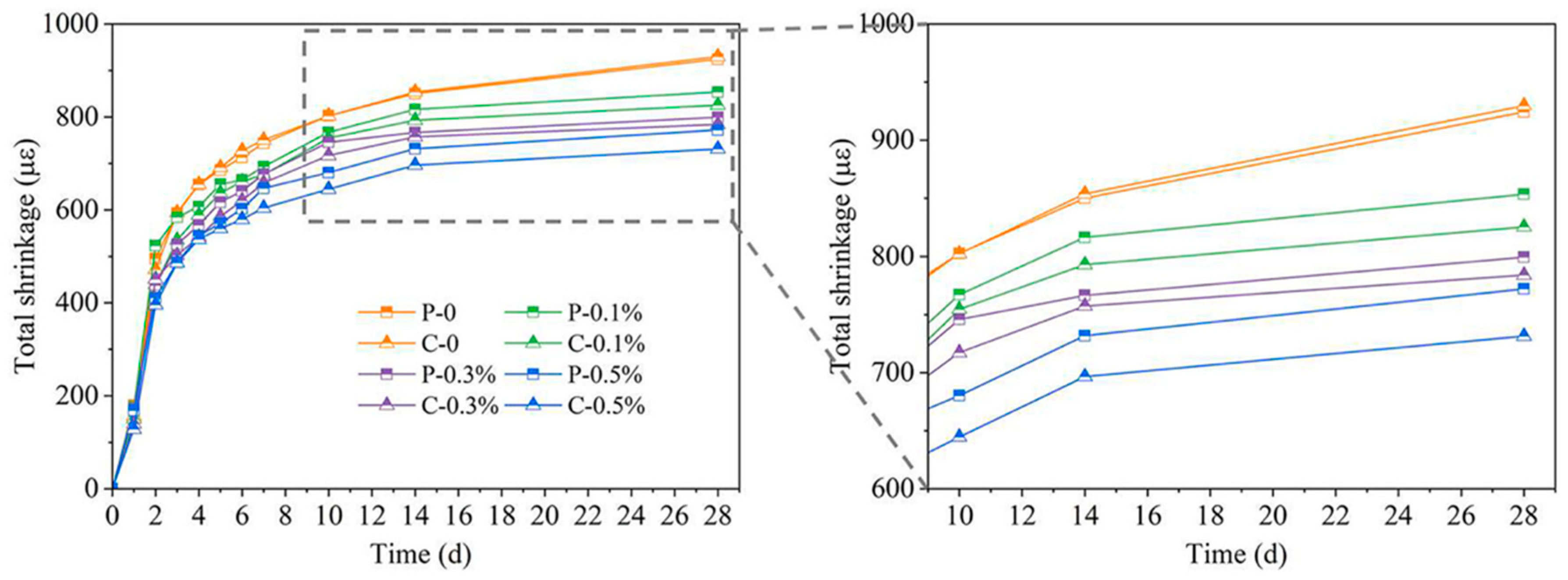
4.2.3. Shrinkage
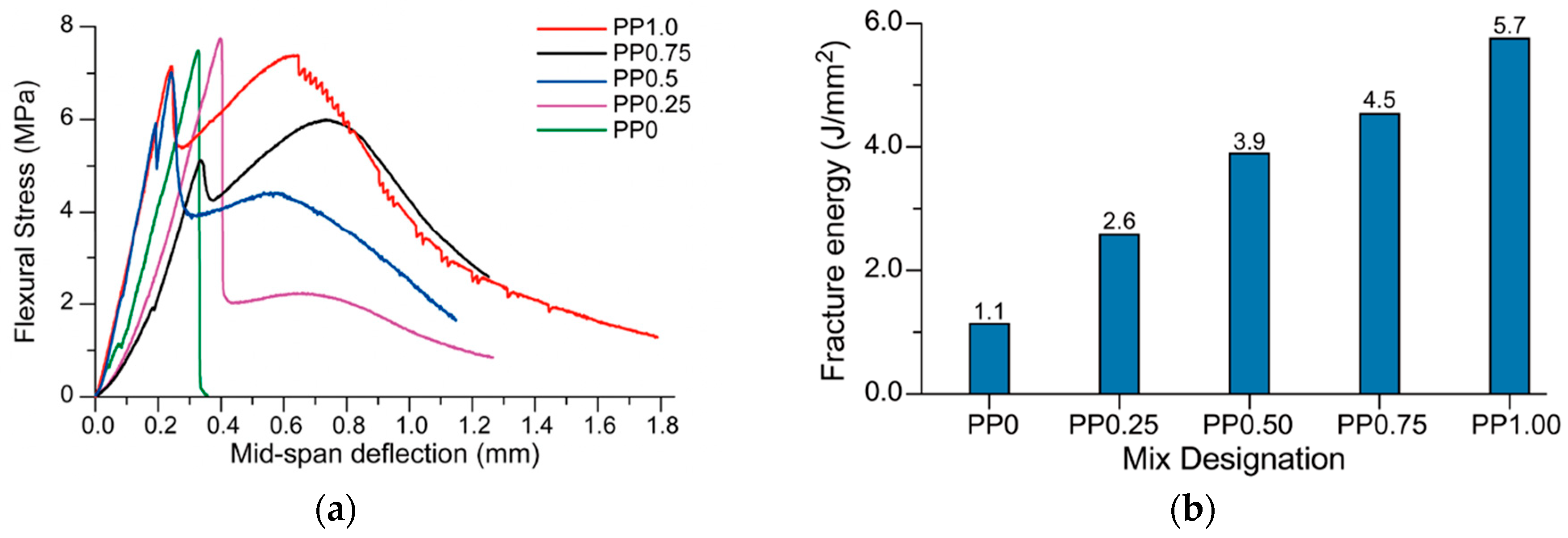
4.2.4. Fracture Energy and Deflection
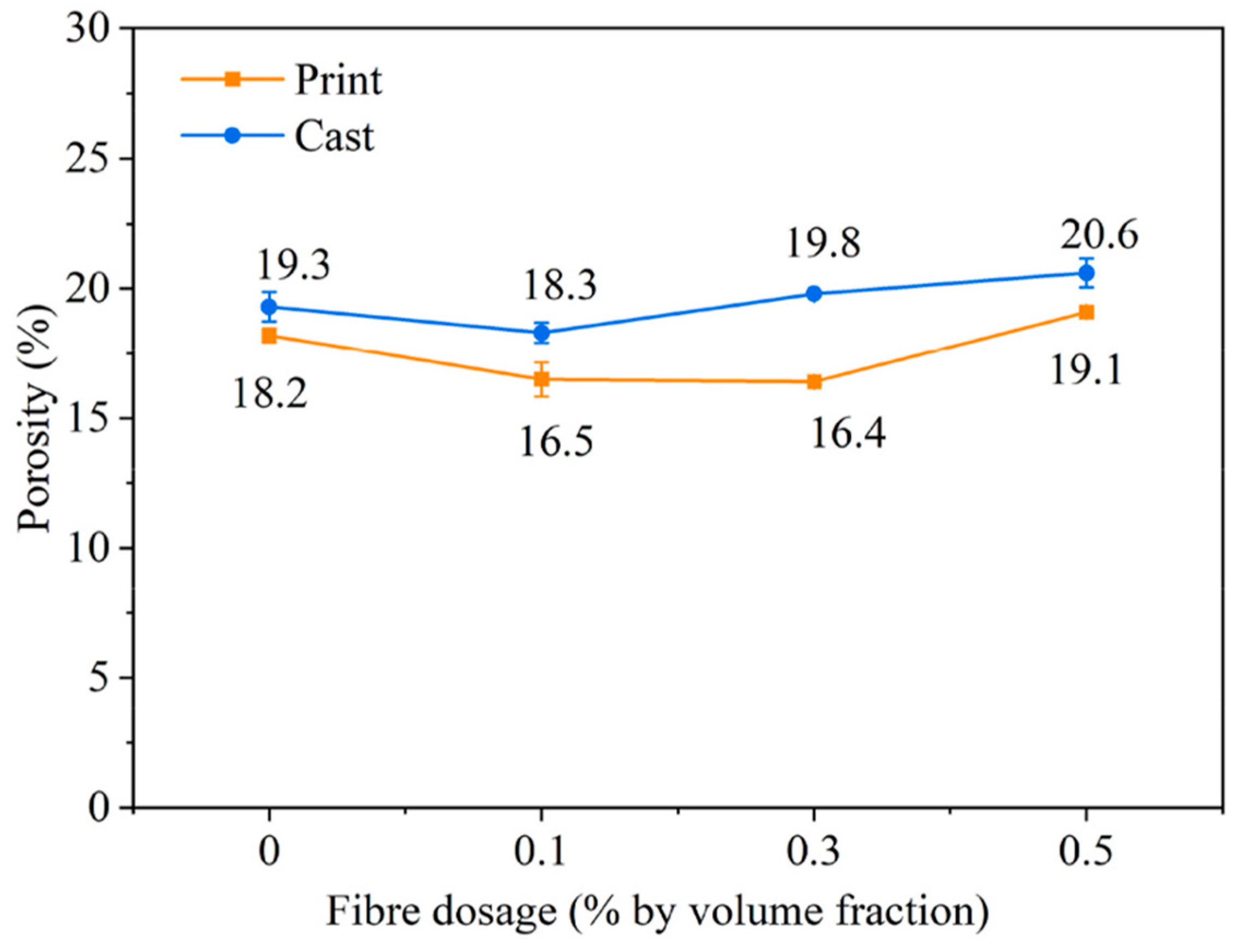
4.2.5. Porosity
4.3. Effect of PP Fibre Variables
5. Gaps in Knowledge and Future Research
- Most studies use a fixed fibre length, often neglecting the impact of variations in length or aspect ratio on fracture toughness, crack control, and workability. The influence of fibre alignment on anisotropic properties in the z-direction also remains underexplored. There is limited research on the effect of fibre length in areas such as its impact on crack propagation and fracture behaviour, as well as its influence on long-term durability and shrinkage. The papers researched in this review focused on limited fibre length and dosages, as no detailed variety in length was examined.
- There is limited research on recycled fibres. However, some good research exists with positive results in a study [50] on the effect of recycled PP and PET fibres is available but still limited. Further research could be conducted in this area to confirm their results and to investigate the reduced drying shrinkage in recycled fibres compared to non-recycled fibres.
- Existing literature offers limited insight into combining PP fibres with other fibres (e.g., steel, basalt, carbon). Hybrid systems may offer synergistic improvements in strength, ductility, and shrinkage resistance but require in-depth study to determine optimal configurations and dosages. Combining the two different fibres could enable the 3D-printed concrete to benefit from both. The 3DPC would obtain the strong mechanical properties from the steel and the substantial shrinkage and crack control properties that polypropylene provides. In this area, the dosage amounts and lengths of each fibre can be varied to determine the most effective one.
- Although promising results have been reported using recycled PP and PET fibres, comprehensive life-cycle analyses and performance assessments (durability, bond strength, environmental aging) are lacking.
- Studies largely focus on early-age strength and shrinkage. Long-term behaviour under various environmental conditions, including freeze–thaw cycles, carbonation, and chloride ingress, needs further evaluation.
- Variability in testing methods (e.g., interlayer bonding strength, rheology, buildability) limits comparison across studies. Development of uniform testing standards is crucial for advancing this field.
- Modelling the fibre–matrix interaction and incorporating AI or machine learning for mix optimisation is still in its beginnings, presenting an opportunity for predictive and efficient mix design frameworks.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Khan, M.S.; Sanchez, F.; Zhou, H. 3-D printing of concrete: Beyond horizons. Cem. Concr. Res. 2020, 133, 106070. [Google Scholar] [CrossRef]
- Bhushan Jindal, B.; Jangra, P. 3D Printed Concrete: A comprehensive review of raw material’s properties, synthesis, performance, and potential field applications. Constr. Build. Mater. 2023, 387, 131614. [Google Scholar] [CrossRef]
- Alami, A.H.; Olabi, A.G.; Ayoub, M.; Aljaghoub, H.; Alasad, S.; Abdelkareem, M.A. 3D Concrete Printing: Recent Progress, Applications, Challenges, and Role in Achieving Sustainable Development Goals. Buildings 2023, 13, 924. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, D.; Li, H.; Sun, X.; Zhao, K.; Wang, Y. Effect of FA and GGBFS on compressive strength, rheology, and printing properties of cement-based 3D printing material. Constr. Build. Mater. 2022, 339, 127685. [Google Scholar] [CrossRef]
- Al-Noaimat, Y.A.; Chougan, M.; Al-kheetan, M.J.; Al-Mandhari, O.; Al-Saidi, W.; Al-Maqbali, M.; Al-Hosni, H.; Ghaffar, S.H. 3D printing of limestone-calcined clay cement: A review of its potential implementation in the construction industry. Results Eng. 2023, 18, 101115. [Google Scholar] [CrossRef]
- Varela, H.; Barluenga, G.; Perrot, A. Extrusion and structural build-up of 3D printing cement pastes with fly ash, nanoclays and VMAs. Cem. Concr. Compos. 2023, 142, 105217. [Google Scholar] [CrossRef]
- Klyuev, S.; Klyuev, A.; Fediuk, R.; Ageeva, M.; Fomina, E.; Amran, M.; Murali, G. Fresh and mechanical properties of low-cement mortars for 3D printing. Constr. Build. Mater. 2022, 338, 127644. [Google Scholar] [CrossRef]
- Marczyk, J.; Ziejewska, C.; Gądek, S.; Korniejenko, K.; Łach, M.; Góra, M.; Kurek, I.; Doğan-Sağlamtimur, N.; Hebda, M.; Szechyńska-Hebda, M. Hybrid Materials Based on Fly Ash, Metakaolin, and Cement for 3D Printing. Materials 2021, 14, 6874. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Li, H.; Addai-Nimoh, A.; Kreiger, E.; Khayat, K.H. Methodology to design eco-friendly fiber-reinforced concrete for 3D printing. Cem. Concr. Compos. 2024, 147, 105415. [Google Scholar] [CrossRef]
- Dai, P.; Lyu, Q.; Zong, M.; Zhu, P. Effect of waste plastic fibers on the printability and mechanical properties of 3D-printed cement mortar. J. Build. Eng. 2024, 83, 108439. [Google Scholar] [CrossRef]
- Luo, S.; Li, W.; Wang, D. Study on bending performance of 3D printed PVA fiber reinforced cement-based material. Constr. Build. Mater. 2024, 433, 136637. [Google Scholar] [CrossRef]
- Van Der Putten, J.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Development of 3D Printable Cementitious Composites with the Incorporation of Polypropylene Fibers. Materials 2021, 14, 4474. [Google Scholar] [CrossRef]
- Jin, Y.; Zhou, X.; Chen, M.; Zhao, Z.; Huang, Y.; Zhao, P.; Lu, L. High toughness 3D printed white Portland cement-based materials with glass fiber textile. Mater. Lett. 2022, 309, 131381. [Google Scholar] [CrossRef]
- Yan, Z.; Zeng, J.-J.; Zhuge, Y.; Liao, J.; Zhou, J.-K.; Ma, G. Compressive behavior of FRP-confined 3D printed ultra-high performance concrete cylinders. J. Build. Eng. 2024, 83, 108304. [Google Scholar] [CrossRef]
- Farina, I.; Fabbrocino, F.; Colangelo, F.; Feo, L.; Fraternali, F. Surface roughness effects on the reinforcement of cement mortars through 3D printed metallic fibers. Compos. Part B Eng. 2016, 99, 305–311. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Cao, K.; Sun, L. Review on the Durability of Polypropylene Fibre-Reinforced Concrete. Adv. Civ. Eng. 2021, 2021, 6652077. [Google Scholar] [CrossRef]
- Lakshmi, A.; Pandit, P.; Bhagwat, Y.; Nayak, G. A Review on Efficiency of Polypropylene Fiber-Reinforced Concrete. In Sustainability Trends and Challenges in Civil Engineering; Springer: Singapore, 2022. [Google Scholar]
- Ahmad, J.; Burduhos-Nergis, D.D.; Arbili, M.M.; Alogla, S.M.; Majdi, A.; Deifalla, A.F. A Review on Failure Modes and Cracking Behaviors of Polypropylene Fibers Reinforced Concrete. Buildings 2022, 12, 1951. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, Q.; Wu, S.; Zheng, H.; Sun, W. Modification effect of nanosilica and polypropylene fiber for extrusion-based 3D printing concrete: Printability and mechanical anisotropy. Addit. Manuf. 2022, 56, 102944. [Google Scholar] [CrossRef]
- Liu, Q.; Jiang, Q.; Zhou, Z.; Xin, J.; Huang, M. The printable and hardened properties of nano-calcium carbonate with modified polypropylene fibers for cement-based 3D printing. Constr. Build. Mater. 2023, 369, 130594. [Google Scholar] [CrossRef]
- Ibrahim, K.A.; van Zijl, G.P.A.G.; Babafemi, A.J. Comparative studies of LC3- and fly ash-based blended binders in fibre-reinforced printed concrete (FRPC): Rheological and quasi-static mechanical characteristics. J. Build. Eng. 2023, 80, 108016. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Carbonation of concrete made with high amount of fly ash and recycled concrete aggregates for utilization of CO2. J. CO2 Util. 2019, 29, 12–19. [Google Scholar] [CrossRef]
- Aslani, F.; Zhang, Y. Sustainable 3D printed concrete structures using high-quality secondary raw materials. In Sustainable Concrete Materials and Structures; Woodhead Publishing: Cambridge, UK, 2024; pp. 399–443. [Google Scholar]
- Yuan, Q.; Zhou, D.; Li, B.; Huang, H.; Shi, C. Effect of mineral admixtures on the structural build-up of cement paste. Constr. Build. Mater. 2018, 160, 117–126. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2019, 237, 348–351. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Wang, B.; Zhai, M.; Yao, X.; Wu, Q.; Yang, M.; Wang, X.; Huang, J.; Zhao, H. Printable and Mechanical Performance of 3D Printed Concrete Employing Multiple Industrial Wastes. Buildings 2022, 12, 374. [Google Scholar] [CrossRef]
- Wongkornchaowalit, N.; Lertchirakarn, V. Setting Time and Flowability of Accelerated Portland Cement Mixed with Polycarboxylate Superplasticizer. J. Endod. 2011, 37, 387–389. [Google Scholar] [CrossRef]
- Dilawar Riaz, R.; Usman, M.; Ali, A.; Majid, U.; Faizan, M.; Jalil Malik, U. Inclusive characterization of 3D printed concrete (3DPC) in additive manufacturing: A detailed review. Constr. Build. Mater. 2023, 394, 132229. [Google Scholar] [CrossRef]
- Chandra, S.; Björnström, J. Influence of superplasticizer type and dosage on the slump loss of Portland cement mortars—Part II. Cem. Concr. Res. 2002, 32, 1613–1619. [Google Scholar] [CrossRef]
- Qian, Y.; De Schutter, G. Different Effects of NSF and PCE Superplasticizer on Adsorption, Dynamic Yield Stress and Thixotropy of Cement Pastes. Materials 2018, 11, 695. [Google Scholar] [CrossRef] [PubMed]
- Long, W.-J.; Tao, J.-L.; Lin, C.; Gu, Y.-c.; Mei, L.; Duan, H.-B.; Xing, F. Rheology and buildability of sustainable cement-based composites containing micro-crystalline cellulose for 3D-printing. J. Clean. Prod. 2019, 239, 118054. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Xu, J.; Chen, M.; Zhao, Z.; Li, L.; Wang, S.; Huang, Y.; Zhao, P.; Gong, C.; Lu, L.; Cheng, X. Printability and efflorescence control of admixtures modified 3D printed white Portland cement-based materials based on the response surface methodology. J. Build. Eng. 2021, 38, 102208. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Lombois-Burger, H.; Jia, Z.; Zhang, Z.; Niu, G.; Zhang, Y. Pore structure, internal relative humidity, and fiber orientation of 3D printed concrete with polypropylene fiber and their relation with shrinkage. J. Build. Eng. 2022, 61, 105250. [Google Scholar] [CrossRef]
- Zhou, Y.; Jiang, D.; Sharma, R.; Xie, Y.M.; Singh, A. Enhancement of 3D printed cementitious composite by short fibers: A review. Constr. Build. Mater. 2023, 362, 129763. [Google Scholar] [CrossRef]
- Warsi, S.B.F.; Panda, B.; Biswas, P. Exploring fibre addition methods and mechanical properties of fibre-reinforced 3D printed concrete: A review. Dev. Built Environ. 2023, 16, 100295. [Google Scholar] [CrossRef]
- Liu, X.; Hu, J.; Guo, X. Printability and interlayer bonding property of 3D printed fiber reinforced geopolymer (3DP-FRG). J. Build. Eng. 2024, 87, 109060. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Yu, J. Flexural properties of 3D printed fibre-reinforced concrete with recycled sand. Constr. Build. Mater. 2021, 288, 123077. [Google Scholar] [CrossRef]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and Testing of Strain-Hardening Cement-Based Composites (SHCC) in the Context of 3D-Printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef]
- Bos, F.P.; Bosco, E.; Salet, T.A.M. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2018, 14, 160–174. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Kumar Devalla, T.; Srinivas, D.; Panda, B.; Sitharam, T.G. Investigation on the flexural and tensile performance of 3D printable cementitious mixtures considering the effect of fiber distribution. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Liu, J.; Li, S.; Fox, K.; Tran, P. 3D concrete printing of bioinspired Bouligand structure: A study on impact resistance. Addit. Manuf. 2022, 50, 102544. [Google Scholar] [CrossRef]
- Ma, W.; Wang, G.; Zhou, Y.; Xu, Q.; Dai, Y. Polyacrylonitrile fiber reinforced 3D printed concrete: Effects of fiber length and content. J. Build. Eng. 2024, 97, 110869. [Google Scholar] [CrossRef]
- Nasr, A.; Duan, Z.; Singh, A.; Yang, M.; Zou, S.; Arab, M.A.E.-S. Enhancing mechanical properties of 3D printed cementitious composites utilizing hybrid recycled PP and PET fibers. Constr. Build. Mater. 2024, 455, 139179. [Google Scholar] [CrossRef]
- van den Heever, M.; du Plessis, A.; Kruger, J.; van Zijl, G. Evaluating the effects of porosity on the mechanical properties of extrusion-based 3D printed concrete. Cem. Concr. Res. 2022, 153, 106695. [Google Scholar] [CrossRef]
- Yao, Y.; Bu, D.; Yu, J.; Shao, L.; Feng, P.; Lu, C.; Wang, J. Flexural behavior of textile reinforced 3D printed concrete under quasi-static and dynamic impact loads. Case Stud. Constr. Mater. 2024, 21, e03645. [Google Scholar] [CrossRef]
- Zeng, J.-J.; Hu, X.; Sun, H.-Q.; Liu, Y.; Chen, W.-J.; Zhuge, Y. Triaxial compressive behavior of 3D printed PE fiber-reinforced ultra-high performance concrete. Cem. Concr. Compos. 2025, 155, 105816. [Google Scholar] [CrossRef]
- Skibicki, S.; Dvořák, R.; Pazdera, L.; Topolář, L.; Kocáb, D.; Alexa, M.; Cendrowski, K.; Hoffmann, M. Anisotropic mechanical properties of 3D printed mortar determined by standard flexural and compression test and acoustic emission. Constr. Build. Mater. 2024, 452, 138957. [Google Scholar] [CrossRef]
- David, M.; Freund, N.; Dröder, K.; Lowke, D. The effects of nozzle diameter and length on the resulting strand properties for shotcrete 3D printing. Mater. Struct. 2023, 56, 157. [Google Scholar] [CrossRef]
- Khan, S.A.; Ilcan, H.; Imran, R.; Aminipour, E.; Şahin, O.; Al Rashid, A.; Şahmaran, M.; Koç, M. The impact of nozzle diameter and printing speed on geopolymer-based 3D-Printed concrete structures: Numerical modeling and experimental validation. Results Eng. 2024, 21, 101864. [Google Scholar] [CrossRef]
- Shahzad, Q.; Abbas, N.; Akbar, M.; Sabi, E.; Thomas, B.S.; Arshid, M.U. Influence of print speed and nozzle diameter on the fiber alignment in 3D printed ultra-high-performance concrete. Front. Mater. 2024, 11, 1355647. [Google Scholar] [CrossRef]
- Nair, S.A.O.; Tripathi, A.; Neithalath, N. Examining layer height effects on the flexural and fracture response of plain and fiber-reinforced 3D-printed beams. Cem. Concr. Compos. 2021, 124, 104254. [Google Scholar] [CrossRef]
- Surehali, S.; Tripathi, A.; Nimbalkar, A.S.; Neithalath, N. Anisotropic chloride transport in 3D printed concrete and its dependence on layer height and interface types. Addit. Manuf. 2023, 62, 103405. [Google Scholar] [CrossRef]
- Zhang, N.; Sanjayan, J. Extrusion nozzle design and print parameter selections for 3D concrete printing. Cem. Concr. Compos. 2023, 137, 104939. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, J.; Liu, Y.; Zhang, X.; Zhao, Z. Effect of processing parameters on the printing quality of 3D printed composite cement-based materials. Mater. Lett. 2022, 308, 131271. [Google Scholar] [CrossRef]
- Zhao, Y.; Yang, G.; Zhu, L.; Ding, Y.; Guan, X.; Wu, X.; Yang, Z. Effects of rheological properties and printing speed on molding accuracy of 3D printing basalt fiber cementitious materials. J. Mater. Res. Technol. 2022, 21, 3462–3475. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Sun, X.; Zhou, J.; Wang, Q.; Shi, J.; Wang, H. PVA fibre reinforced high-strength cementitious composite for 3D printing: Mechanical properties and durability. Addit. Manuf. 2022, 49, 102500. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Naidu Nerella, V.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Chen, Y.; Li, D.; Wang, Y.; Geng, S.; Qian, K. Study on the fracture behavior and anisotropy of 3D-printing PVA fiber-reinforced concrete. Constr. Build. Mater. 2024, 447, 138051. [Google Scholar] [CrossRef]
- Chen, Y.; Wei, J.; Huang, H.; Jin, W.; Yu, Q. Application of 3D-DIC to characterize the effect of aggregate size and volume on non-uniform shrinkage strain distribution in concrete. Cem. Concr. Compos. 2018, 86, 178–189. [Google Scholar] [CrossRef]
- C230/C230M; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM (American Society for Testing and Materials): West Conshohocken, PA, USA, 2021.
- Benaicha, M.; Jalbaud, O.; Hafidi Alaoui, A.; Burtschell, Y. Marsh cone coupled to a plexiglas horizontal channel: Rheological characterization of cement grout. Flow Meas. Instrum. 2015, 45, 126–134. [Google Scholar] [CrossRef]
- Panda, B.; Singh, G.V.P.B.; Unluer, C.; Tan, M.J. Synthesis and characterization of one-part geopolymers for extrusion based 3D concrete printing. J. Clean. Prod. 2019, 220, 610–619. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Chen, M.; Yang, L.; Zheng, Y.; Huang, Y.; Li, L.; Zhao, P.; Wang, S.; Lu, L.; Cheng, X. Yield stress and thixotropy control of 3D-printed calcium sulfoaluminate cement composites with metakaolin related to structural build-up. Constr. Build. Mater. 2020, 252, 119090. [Google Scholar] [CrossRef]
- Tran, M.V.; Cu, Y.T.H.; Le, C.V.H. Rheology and shrinkage of concrete using polypropylene fiber for 3D concrete printing. J. Build. Eng. 2021, 44, 103400. [Google Scholar] [CrossRef]
- Sultangaliyeva, F.; Carré, H.; La Borderie, C.; Zuo, W.; Keita, E.; Roussel, N. Influence of flexible fibers on the yield stress of fresh cement pastes and mortars. Cem. Concr. Res. 2020, 138, 106221. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.O.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Wang, W.; Shen, A.; Lyu, Z.; He, Z.; Nguyen, K.T.Q. Fresh and rheological characteristics of fiber reinforced concrete—A review. Constr. Build. Mater. 2021, 296, 123734. [Google Scholar] [CrossRef]
- Aïtcin, P.C. Entrained air in concrete: Rheology and freezing resistance. In Science and Technology of Concrete Admixtures; Woodhead Publishing: Cambridge, UK, 2015; pp. 87–94. [Google Scholar]
- Aly, T.; Sanjayan, J.G.; Collins, F. Effect of polypropylene fibers on shrinkage and cracking of concretes. Mater. Struct. 2008, 41, 1741–1753. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Type | Tensile Strength (MPa) | Youngs Modulus (GPa) | Elongation (%) | Specific Gravity | Ref. |
|---|---|---|---|---|---|
| PP fibres | 310–760 | 3.45–4.9 | 15 | 0.90–0.91 | [40] |
| Polyethylene | 200–300 | 5 | 3 | 0.96 | [40] |
| Steel fibres | >1000 | 150–180 | - | 7.8 | [40] |
| Mix | Cement | FA | SF | Water | W/B | Sand | SP | VMA | Fibre | MK | RLP | LC2 | Gypsum | GGBS | Clay | Units | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M1 | 1000 | - | - | 350 | 0.35 | 1000 | 0.70 | 1.28 | 0.00% | - | - | - | - | - | - | (g) | [46] |
| M2 | 1000 | - | - | 350 | 0.35 | 1000 | 0.71 | 1.28 | PE 0.25% | - | - | - | - | - | - | ||
| M3 | 1000 | - | - | 350 | 0.35 | 1000 | 0.73 | 1.28 | PE 0.50% | - | - | - | - | - | - | ||
| M4 | 1000 | - | - | 350 | 0.35 | 1000 | 1.12 | 1.28 | PE 1.00% | - | - | - | - | - | - | ||
| M5 | 1000 | - | - | 350 | 0.35 | 1000 | 1.98 | 1.28 | PE 1.40% | - | - | - | - | - | - | ||
| FA | 521 | 161 | 81 | 235 | 0.31 | 1229 | 7.64 | 2.29 | PP 1.00% | - | - | - | - | - | - | (kg/m3) | [24] |
| LC2 | 382 | - | - | 344 | 0.45 | 1229 | 7.64 | 2.29 | PP 1.00% | - | - | 343.7 | 38.2 | - | - | ||
| C | 962 | - | 107 | 299 | 0.28 | 1068 | 3.20 | 1.07 | 0.00% | - | - | - | - | - | - | (kg/m3) | [47] |
| F0.5 | 957 | - | 106 | 298 | 0.28 | 1063 | 3.19 | 1.06 | Steel 0.50% | - | - | - | - | - | - | ||
| F1.0 | 953 | - | 106 | 296 | 0.28 | 1058 | 3.18 | 1.06 | Steel 1.00% | - | - | - | - | - | - | ||
| Pn | GPC 0.45 | - | 0.25 | - | 0.26 | 1 | 0.012 | - | 0.00% | - | - | - | - | 0.3 | - | By weight of binder | [48] |
| PnF | GPC 0.45 | - | 0.25 | - | 0.26 | 1 | 0.012 | - | Steel 0.055% | - | - | - | - | 0.3 | - | ||
| F0.0% | 697 | - | 60.6 | 227 | 0.3 | 1213 | 1.29 | 0.38 | 0.00% | - | - | - | - | - | - | (kg/m3) | [39] |
| F0.1% | 697 | - | 60.6 | 227 | 0.3 | 1213 | 1.29 | 0.38 | PP 0.1% | - | - | - | - | - | - | ||
| F0.3% | 697 | - | 60.6 | 227 | 0.3 | 1213 | 1.29 | 0.38 | PP 0.3% | - | - | - | - | - | - | ||
| F0.5% | 697 | - | 60.6 | 227 | 0.3 | 1213 | 1.29 | 0.38 | PP 0.5% | - | - | - | - | - | - | ||
| B0 | 0.9 PC 0.1 SAC | - | 0.1 | - | 0.3 | 1 | 0.01 | - | 0.00% | 0.02 | 0.1 | - | - | - | - | By ratio to sand | [49] |
| C1 | 0.9 PC 0.1 SAC | - | 0.1 | - | 0.3 | 1 | 0.01 | - | PAN 0.10% | 0.02 | 0.1 | - | - | - | - | ||
| C2 | 0.9 PC 0.1 SAC | - | 0.1 | - | 0.3 | 1 | 0.01 | - | PAN 0.20% | 0.02 | 0.1 | - | - | - | - | ||
| C3 | 0.9 PC 0.1 SAC | - | 0.1 | - | 0.3 | 1 | 0.01 | - | PAN 0.30% | 0.02 | 0.1 | - | - | - | - | ||
| C4 | 0.9 PC 0.1 SAC | - | 0.1 | - | 0.3 | 1 | 0.01 | - | PAN 0.40% | 0.02 | 0.1 | - | - | - | - | ||
| PP 0.3% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PP 0.3% | - | - | - | - | - | - | (kg/m3) | [50] |
| PP 0.5% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PP 0.5% | - | - | - | - | - | - | ||
| PP 1.0% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PP 1.0% | - | - | - | - | - | - | ||
| PP 1.5% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PP 1.5% | - | - | - | - | - | - | ||
| PET 0.3% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PET 0.3% | - | - | - | - | - | - | ||
| PET 0.5% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PET 0.5% | - | - | - | - | - | - | ||
| PET 1.0% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PET 1.0% | - | - | - | - | - | - | ||
| PET 1.5% | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | PET 1.5% | - | - | - | - | - | - | ||
| 0.2PP + 0.8PET | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | 0.2PP + 0.8PET | - | - | - | - | - | - | ||
| 0.4PP + 0.6PET | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | 0.4PP + 0.6PET | - | - | - | - | - | - | ||
| 0.6PP + 0.4PET | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | 0.6PP + 0.4PET | - | - | - | - | - | - | ||
| 0.8PP + 0.2PET | 850 | - | - | 255 | 0.3 | 1275 | 5.95 | 1.088 | 0.8PP + 0.2PET | - | - | - | - | - | - | ||
| Mix | 562 | 162 | 81.4 | 256 | 0.32 | 1144 Malmesbury | 4.9 | 2.4 | PP 1.00% | - | - | - | - | - | - | (kg/m3) | [51] |
| Mix | 0.45 PC 0.05 SAC | 0.4 | 0.1 | - | 0.26 | 0.28 | 0.0105 | 0.003% | PVA 1.82% | - | - | - | - | - | 0.0035 | By mass ratio to cementitious material | [52] |
| Mix | 810 | 0.14 | 202SF 450SP | 204 | 0.20 | 665 | 10.14 | - | PE 0.5% | - | - | - | - | - | - | (kg/m3) | [53] |
| Mix 1 | 560 | 160 | 80 | 240 | 0.3 | - | - | - | 0.00% | - | - | - | - | - | - | (kg/m3) | [54] |
| Mix 2 | 560 | 160 | 80 | 240 | 0.3 | - | - | - | Polye× 3 kg/m3 | - | - | - | - | - | - |
| PP Fibre Content (vol.%) | Fibre Length (mm) | Optimal Printing Parameter | Fresh State Performance | Mechanical Improvement | Shrinkage Reduction |
|---|---|---|---|---|---|
| 0.1–0.3 | 3, 6 | Nozzle diameter: 6–10 mm, Speed: 50–100 mm/s, Layer height: 5–10 mm | Improved shape retention, Decreased workability | Marginal compressive strength change, Improved flexural strength | Moderate shrinkage |
| 0.2–0.5 | 6 | Nozzle diameter: 6–8 mm, Speed: 50–80 mm/s, Layer height: 5–8 mm | Increased yield stress, Improved thixotropy | Moderate compressive strength increases, Enhanced toughness | Reduced shrinkage (up to 20%) |
| 0.5–1.0 | 6 | Nozzle diameter: 4–6 mm, Speed: 40–60 mm/s, Layer height: 4–6 mm | Enhanced buildability (up to 67%), Reduced slump (~46%) | Notable compressive and tensile strength improvements, Reduced anisotropy | Significant shrinkage control (up to 46% reduction) |
| 1.0–1.25 | 6 | Nozzle diameter: 4–6 mm, Speed: 30–50 mm/s, Layer height: 4–6 mm | Superior shape stability, Significantly improved buildability | Deflection-hardening behaviour, Significantly increased toughness | Maximum shrinkage reduction, superior crack control |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hopkins, B.; Si, W.; Khan, M.; McNally, C. Recent Advancements in Polypropylene Fibre-Reinforced 3D-Printed Concrete: Insights into Mix Ratios, Testing Procedures, and Material Behaviour. J. Compos. Sci. 2025, 9, 292. https://doi.org/10.3390/jcs9060292
Hopkins B, Si W, Khan M, McNally C. Recent Advancements in Polypropylene Fibre-Reinforced 3D-Printed Concrete: Insights into Mix Ratios, Testing Procedures, and Material Behaviour. Journal of Composites Science. 2025; 9(6):292. https://doi.org/10.3390/jcs9060292
Chicago/Turabian StyleHopkins, Ben, Wen Si, Mehran Khan, and Ciaran McNally. 2025. "Recent Advancements in Polypropylene Fibre-Reinforced 3D-Printed Concrete: Insights into Mix Ratios, Testing Procedures, and Material Behaviour" Journal of Composites Science 9, no. 6: 292. https://doi.org/10.3390/jcs9060292
APA StyleHopkins, B., Si, W., Khan, M., & McNally, C. (2025). Recent Advancements in Polypropylene Fibre-Reinforced 3D-Printed Concrete: Insights into Mix Ratios, Testing Procedures, and Material Behaviour. Journal of Composites Science, 9(6), 292. https://doi.org/10.3390/jcs9060292