
Cold Forming Hybrid Aluminium–Carbon Fibre-Reinforced Polymer Sheets Joined by Mechanical Interlocking

 ,
,  , , and
, , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Preparation
2.2.1. Blank Preparation
2.2.2. Joining by Punching
2.2.3. Stamping of Omega Parts
2.2.4. Specimen Curing
2.3. Geometrical Characterization
2.4. Compression Test
3. Results
3.1. Multi-Material Forming of Omega Profiles
3.2. Compression Test
4. Discussion
5. Conclusions
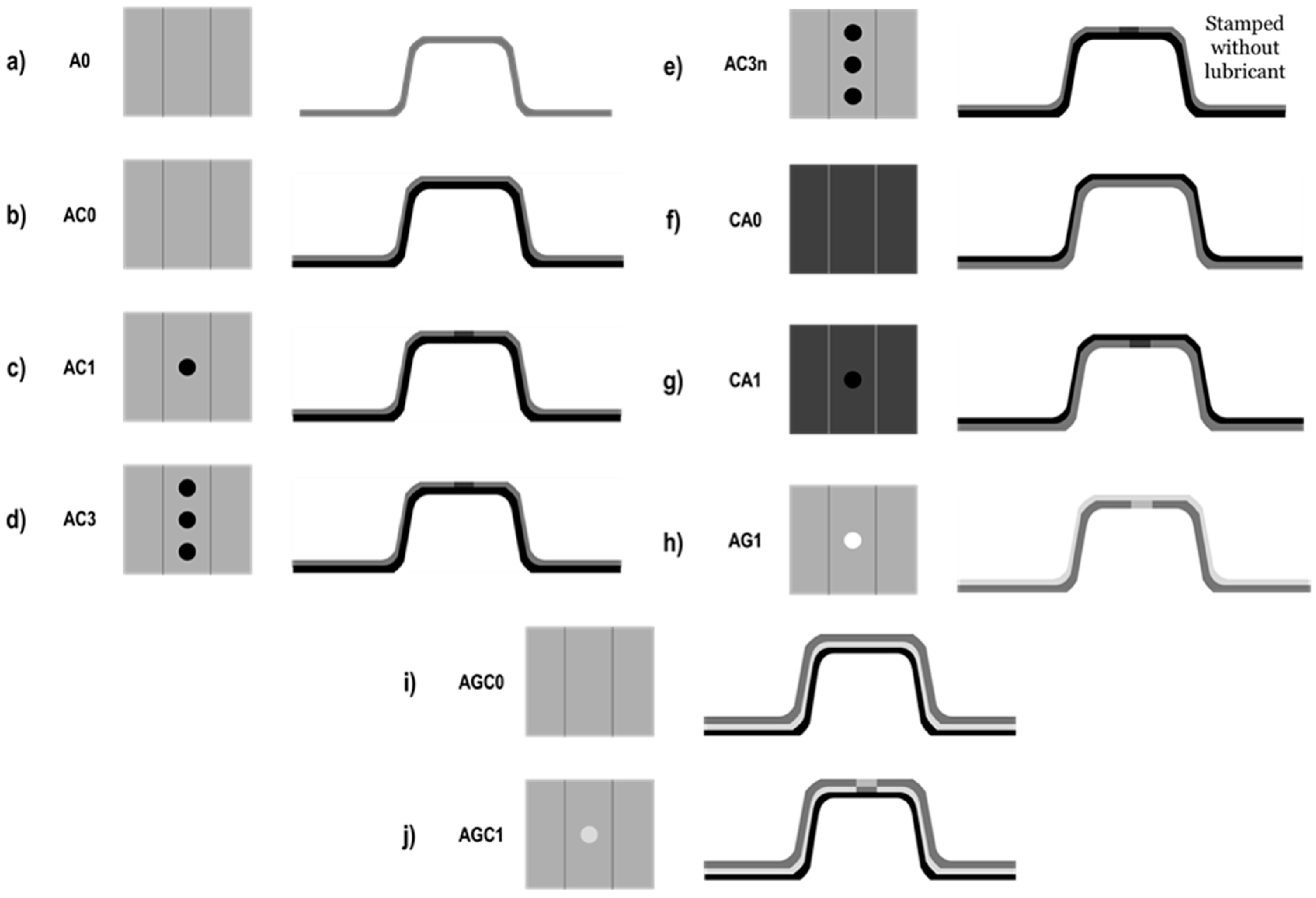
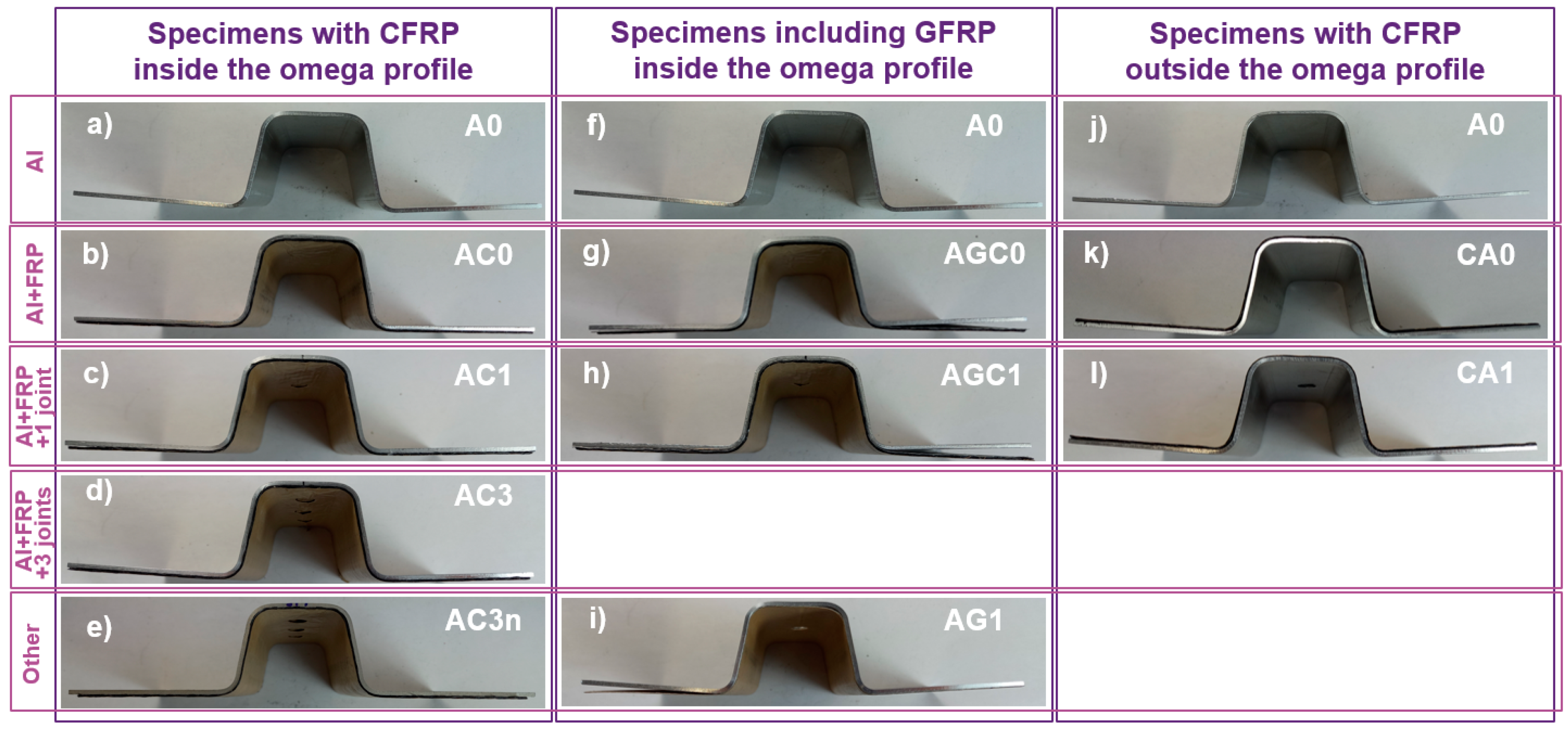
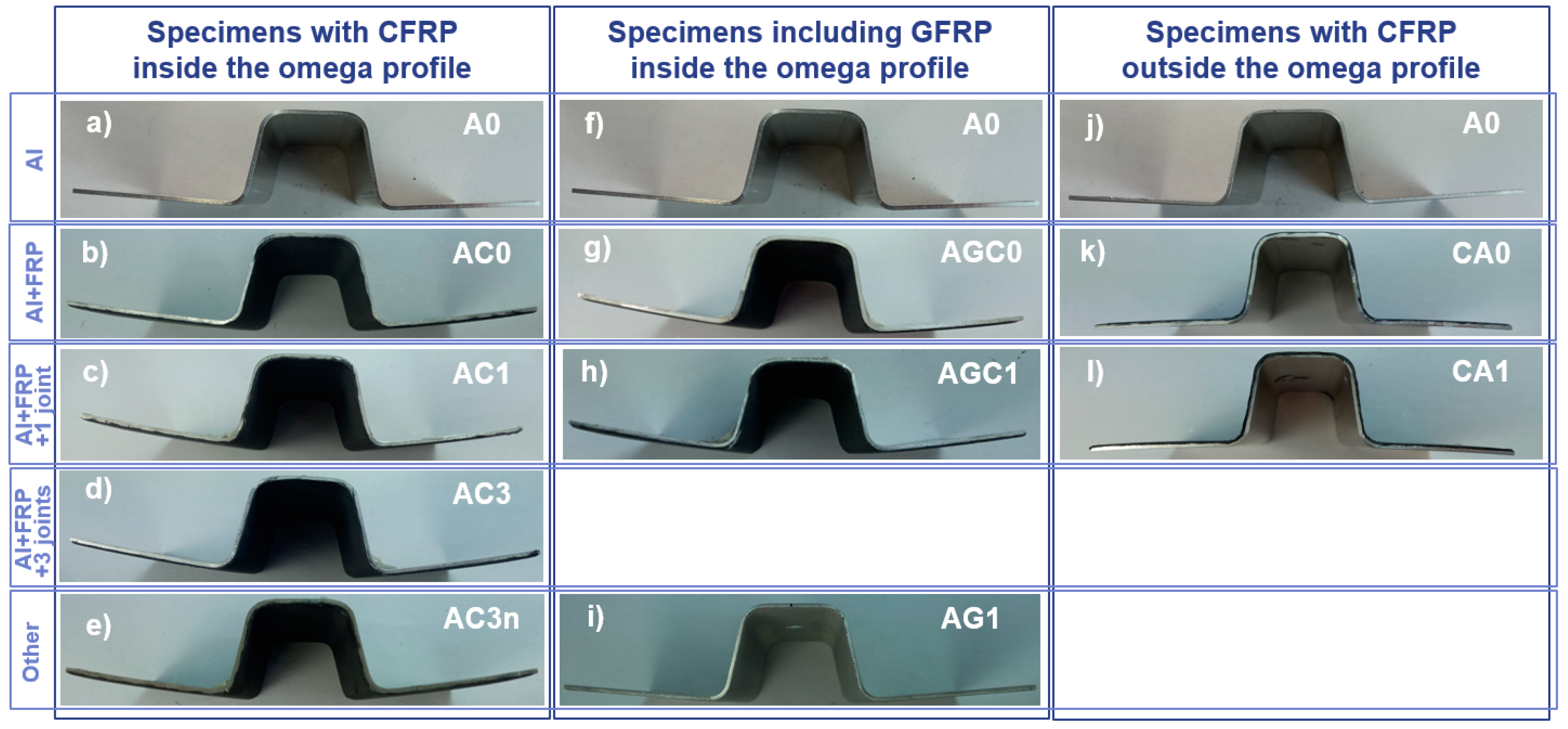
- Multi-material stamping of aluminium with uncured layers of FRP prepregs into complex omega-shaped profiles was as possible, even when mechanical joints through punching were added. Nonetheless, the use of lubricant was crucial for galling prevention, especially in specimens featuring mechanical joints, where galling gave rise to bad-quality parts, showing necking and edge cracking.
- Springback behaviour was reduced when placing the CFRP in the inner part of the omega profile, since tensile stresses in the carbon fibre restricted the elastic recovery of the aluminium, while this effect was unseen when placing CFRP on the outer side of the profile, where fibres were compressed. Flange geometry was also modified when curing due to thermal stresses induced by the mismatch in the coefficient of thermal expansion between aluminium and CFRP.
- Quasi-static compression tests showed that the addition of a CFRP layer in the aluminium omega changed the buckling behaviour from asymmetric to symmetric, regardless of the incorporation of a GFRP layer in between both materials, increasing the maximum compression load. When the CFRP was placed on the outer part of the profile, the increase in the compression load was even higher than when it was placed on the inner side, due to higher restriction on the aluminium folding.
- The incorporation of a mechanical joint through punching on specimens with CFRP on the inner side localized buckling, regardless of the number of joints. This allowed for a higher control of the buckling behaviour, favouring passenger safety, and increased even further the maximum compression load.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AI | aluminium |
| CFRP | Carbon Fibre Reinforced Polymer |
| DIC | Digital Image Correlation |
| GFRP | Glass Fibre Reinforced Polymer |
| RTM | Resin Transfer Moulding |
References
- Fleischer, J.; Nieschlag, J. Introduction to CFRP-metal hybrids for lightweight structures. Prod. Eng. 2018, 12, 109–111. [Google Scholar] [CrossRef]
- Thoppul, S.D.; Finegan, J.; Gibson, R.F. Mechanics of mechanically fastened joints in polymer–matrix composite structures—A review. Compos. Sci. Technol. 2009, 69, 301–329. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2021, 259, 113219. [Google Scholar] [CrossRef]
- FLambiase, F.; Ko, D.-C. Feasibility of mechanical clinching for joining aluminum AA6082-T6 and Carbon Fiber Reinforced Polymer sheets. Mater. Des. 2016, 107, 341–352. [Google Scholar] [CrossRef]
- Caminero, M.; Lopez-Pedrosa, M.; Pinna, C.; Soutis, C. Damage monitoring and analysis of composite laminates with an open hole and adhesively bonded repairs using digital image correlation. Compos. Part B Eng. 2013, 53, 76–91. [Google Scholar] [CrossRef]
- Ucsnik, S.; Scheerer, M.; Zaremba, S.; Pahr, D.H. Experimental investigation of a novel hybrid metal–composite joining technology. Compos. Part A Appl. Sci. Manuf. 2010, 41, 369–374. [Google Scholar] [CrossRef]
- Graham, D.; Rezai, A.; Baker, D.; Smith, P.; Watts, J. The development and scalability of a high strength, damage tolerant, hybrid joining scheme for composite–metal structures. Compos. Part A Appl. Sci. Manuf. 2014, 64, 11–24. [Google Scholar] [CrossRef]
- Galińska, A.; Galiński, C. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part II: Riveting, Clinching, Non-Adhesive Form-Locked Joints, Pin and Loop Joining. Polymers 2020, 12, 1681. [Google Scholar] [CrossRef]
- Latorre, N.; Casellas, D.; Costa, J. A punching process to join metal sheets and fibre reinforced polymer composites by mechanical interlocking. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107744. [Google Scholar] [CrossRef]
- Wang, Z.; Lauter, C.; Sanitther, B.; Camberg, A.; Troester, T. Manufacturing and investigation of steel-CFRP hybrid pillar structures for automotive applications by intrinsic resin transfer moulding technology. Int. J. Automot. Compos. 2016, 2, 229. [Google Scholar] [CrossRef]
- Taylor, T.; Penney, D.; Yanagimoto, J. One-Step Process for Press Hardened Steel–Carbon Fiber Reinforced Thermoset Polymer Hybrid Parts. Steel Res. Int. 2020, 91, 2000085. [Google Scholar] [CrossRef]
- Frantz, M.; Lauter, C.; Tröster, T. Advanced manufacturing technologies for automotive structures in multi-material design consisting of high-strength steels and CFRP. In Proceedings of the 56th International Scientific Colloquium, Ilmenau, Germany, 12–15 September 2011; pp. 12–16. [Google Scholar]
- Kim, J.-H.; Jung, Y.-H.; Lambiase, F.; Moon, Y.-H.; Ko, D.-C. Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding. Materials 2022, 15, 4743. [Google Scholar] [CrossRef]
- Schmidt, H.C.; Damerow, U.; Lauter, C.; Gorny, B.; Hankeln, F.; Homberg, W.; Troester, T.; Maier, H.J.; Mahnken, R. Manufacturing Processes for Combined Forming of Multi-Material Structures Consisting of Sheet Metal and Local CFRP Reinforcements. Key Eng. Mater. 2012, 504–506, 295–300. [Google Scholar] [CrossRef]
- Kondo, K.; Yamashita, Y. US 2015/0298404. 2015. Available online: https://patents.google.com/patent/US20150298404A1/en?oq=US+2015%2f0298404 (accessed on 17 April 2025).
- Demes, M.; Janke, N.; Beuscher, J.; Kühn, M.; Dröder, K. Process integration of hot stamping steel and thermoforming fibre-reinforced thermoplastics. Procedia CIRP 2020, 85, 138–143. [Google Scholar] [CrossRef]
- Hwang, S.-F.; Li, Y.-R. Deep Drawing Behavior of Metal-Composite Sandwich Plates. Materials 2022, 15, 6612. [Google Scholar] [CrossRef]
- Gresham, J.; Cantwell, W.; Cardew-Hall, M.; Compston, P.; Kalyanasundaram, S. Drawing behaviour of metal–composite sandwich structures. Compos. Struct. 2006, 75, 305–312. [Google Scholar] [CrossRef]
- Heinrichs, J.; Jacobson, S. The influence from shape and size of tool surface defects on the occurrence of galling in cold forming of aluminium. Wear 2011, 271, 2517–2524. [Google Scholar] [CrossRef]
- Lange, K. Handbook of Metal Forming. J. Appl. Met. 1986, 4, 188. [Google Scholar] [CrossRef]
- Pujante, J.; Pelcastre, L.; Vilaseca, M.; Casellas, D.; Prakash, B. Investigations into wear and galling mechanism of aluminium alloy-tool steel tribopair at different temperatures. Wear 2013, 308, 193–198. [Google Scholar] [CrossRef]
- Heinrichs, J.; Jacobson, S. Laboratory test simulation of aluminium cold forming—Influence from PVD tool coatings on the tendency to galling. Surf. Coat. Technol. 2010, 204, 3606–3613. [Google Scholar] [CrossRef]
- Vilaseca, M.; Pujante, J.; Ramírez, G.; Casellas, D. Investigation into adhesive wear of PVD coated and uncoated hot stamping production tools. Wear 2013, 308, 148–154. [Google Scholar] [CrossRef]
- Pujante, J.; Vilaseca, M.; Casellas, D.; Riera, M.D. The Role of Adhesive Forces and Mechanical Interaction on Material Transfer in Hot Forming of Aluminium. Tribol. Lett. 2015, 59, 1–8. [Google Scholar] [CrossRef]
- Baroutaji, A.; Sajjia, M.; Olabi, A.-G. On the crashworthiness performance of thin-walled energy absorbers: Recent advances and future developments. Thin-Walled Struct. 2017, 118, 137–163. [Google Scholar] [CrossRef]
- Hussein, R.D.; Ruan, D.; Lu, G. Cutting and crushing of square aluminium/CFRP tubes. Compos. Struct. 2017, 171, 403–418. [Google Scholar] [CrossRef]
- Bambach, M.; Elchalakani, M. Plastic mechanism analysis of steel SHS strengthened with CFRP under large axial deformation. Thin-Walled Struct. 2007, 45, 159–170. [Google Scholar] [CrossRef]
- Song, H.-W.; Wan, Z.-M.; Xie, Z.-M.; Du, X.-W. Axial impact behavior and energy absorption efficiency of composite wrapped metal tubes. Int. J. Impact Eng. 2000, 24, 385–401. [Google Scholar] [CrossRef]
- Latorre, N.; Casellas, D.; Costa, J.; Garcia-Llamas, E.; Pujante, J. Forming of mechanically interlocked aluminium and carbon fibre reinforced polymer parts with complex geometry. Mater. Res. Proc. 2024, 41, 1640–1649. [Google Scholar] [CrossRef]
- Dohda, K.; Yamamoto, M.; Hu, C.; Dubar, L.; Ehmann, K.F. Galling phenomena in metal forming. Friction 2021, 9, 665–685. [Google Scholar] [CrossRef]
- Back, P.-E. Deformation Behaviour of an Energy Absorber. Master’s Thesis, Luleå University of Technology, Luleå, Sweden, 2010. [Google Scholar]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Latorre, N.; Casellas, D.; Costa, J.; Garcia-Llamas, E.; Pujante, J. Cold Forming Hybrid Aluminium–Carbon Fibre-Reinforced Polymer Sheets Joined by Mechanical Interlocking. J. Compos. Sci. 2025, 9, 204. https://doi.org/10.3390/jcs9050204
Latorre N, Casellas D, Costa J, Garcia-Llamas E, Pujante J. Cold Forming Hybrid Aluminium–Carbon Fibre-Reinforced Polymer Sheets Joined by Mechanical Interlocking. Journal of Composites Science. 2025; 9(5):204. https://doi.org/10.3390/jcs9050204
Chicago/Turabian StyleLatorre, Núria, Daniel Casellas, Josep Costa, Eduard Garcia-Llamas, and Jaume Pujante. 2025. "Cold Forming Hybrid Aluminium–Carbon Fibre-Reinforced Polymer Sheets Joined by Mechanical Interlocking" Journal of Composites Science 9, no. 5: 204. https://doi.org/10.3390/jcs9050204
APA StyleLatorre, N., Casellas, D., Costa, J., Garcia-Llamas, E., & Pujante, J. (2025). Cold Forming Hybrid Aluminium–Carbon Fibre-Reinforced Polymer Sheets Joined by Mechanical Interlocking. Journal of Composites Science, 9(5), 204. https://doi.org/10.3390/jcs9050204