
Development and Validation of a Desktop 3D Printing System with Thermo-Mechanical In Situ Consolidation for Continuous Fiber-Reinforced Polymer Composites

 , ,
, , 
Abstract

1. Introduction
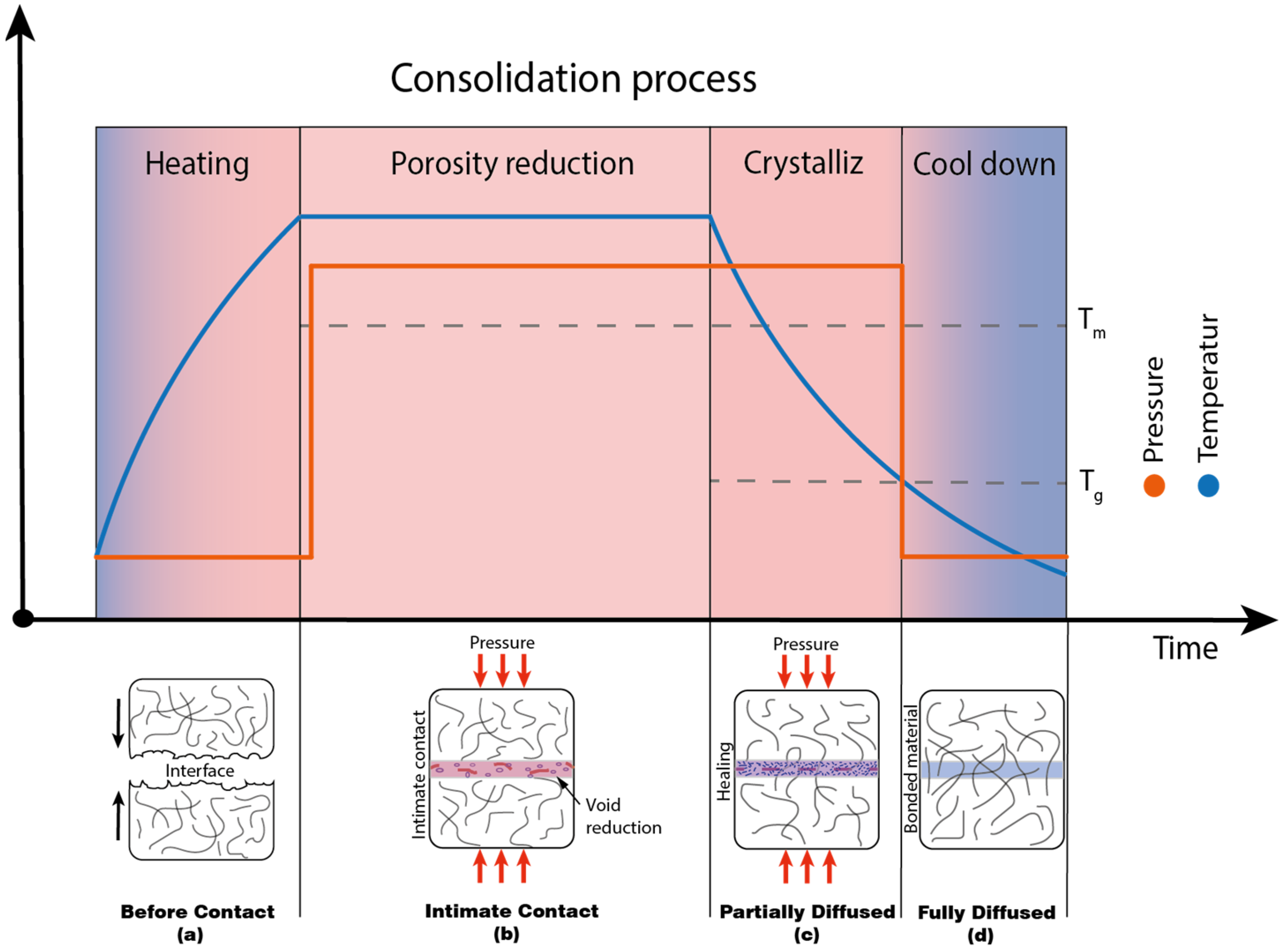
2. Basics of Consolidation Thermoplastic Composites
2.1. Fundamentals
2.2. In Situ Consolidation of Thermoplastic Continuous Fibers
2.3. 3D-Printed Strategies of Thermoplastic Continuous Fibers
2.4. Consolidation Strategies of 3D-Printed Thermoplastic Continuous Fibers
3. System Development
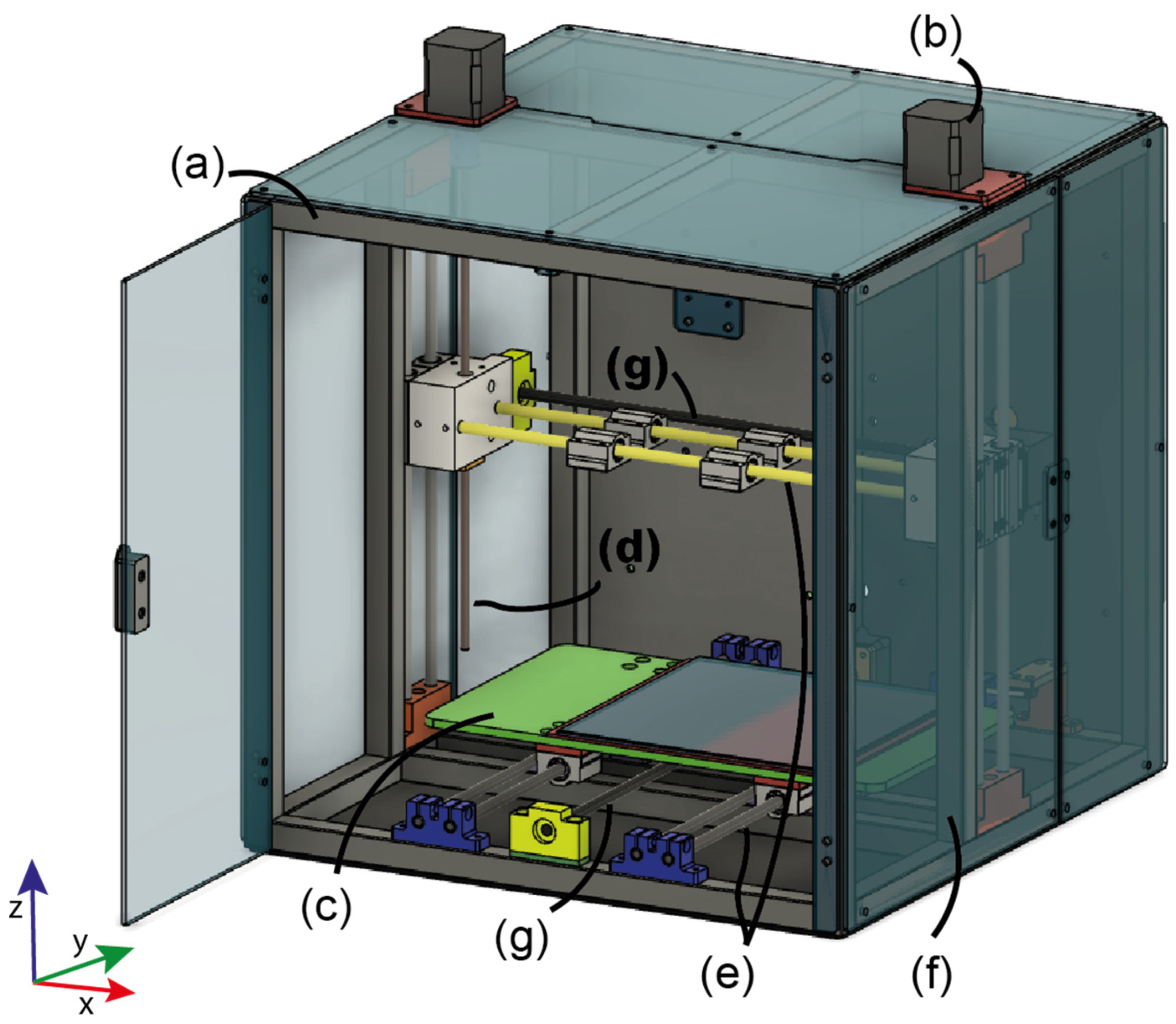
3.1. Hardware
3.1.1. 3D Printer Frame, Axes, and Drive System
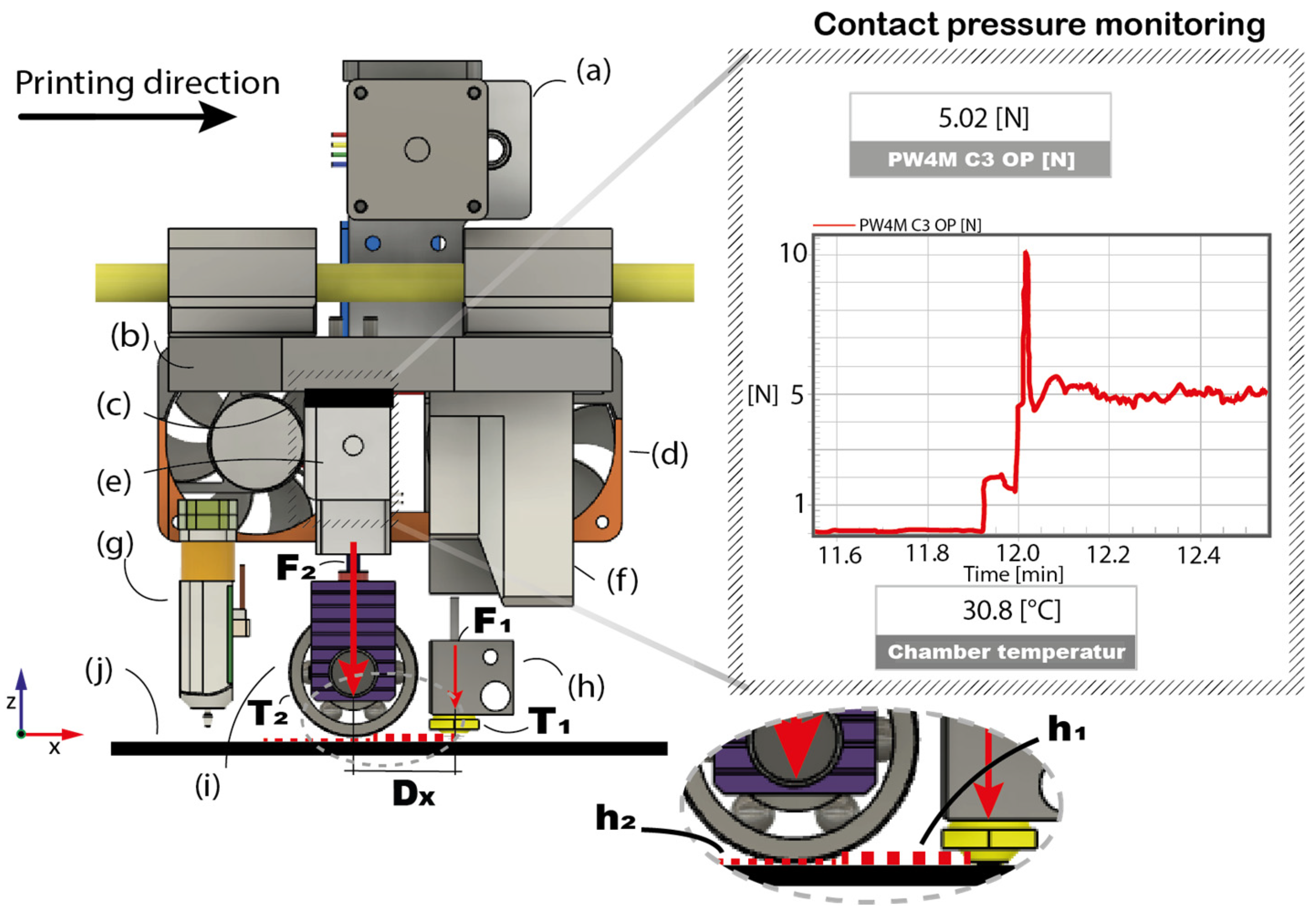
3.1.2. In Situ Consolidation Printing Head
3.1.3. Sensors
3.2. Software
3.2.1. Printer Control
3.2.2. Consolidation Measuring
3.2.3. Infrared Measuring
4. Functionality of the Consolidation Test Bench
4.1. Function Test of the Hardware
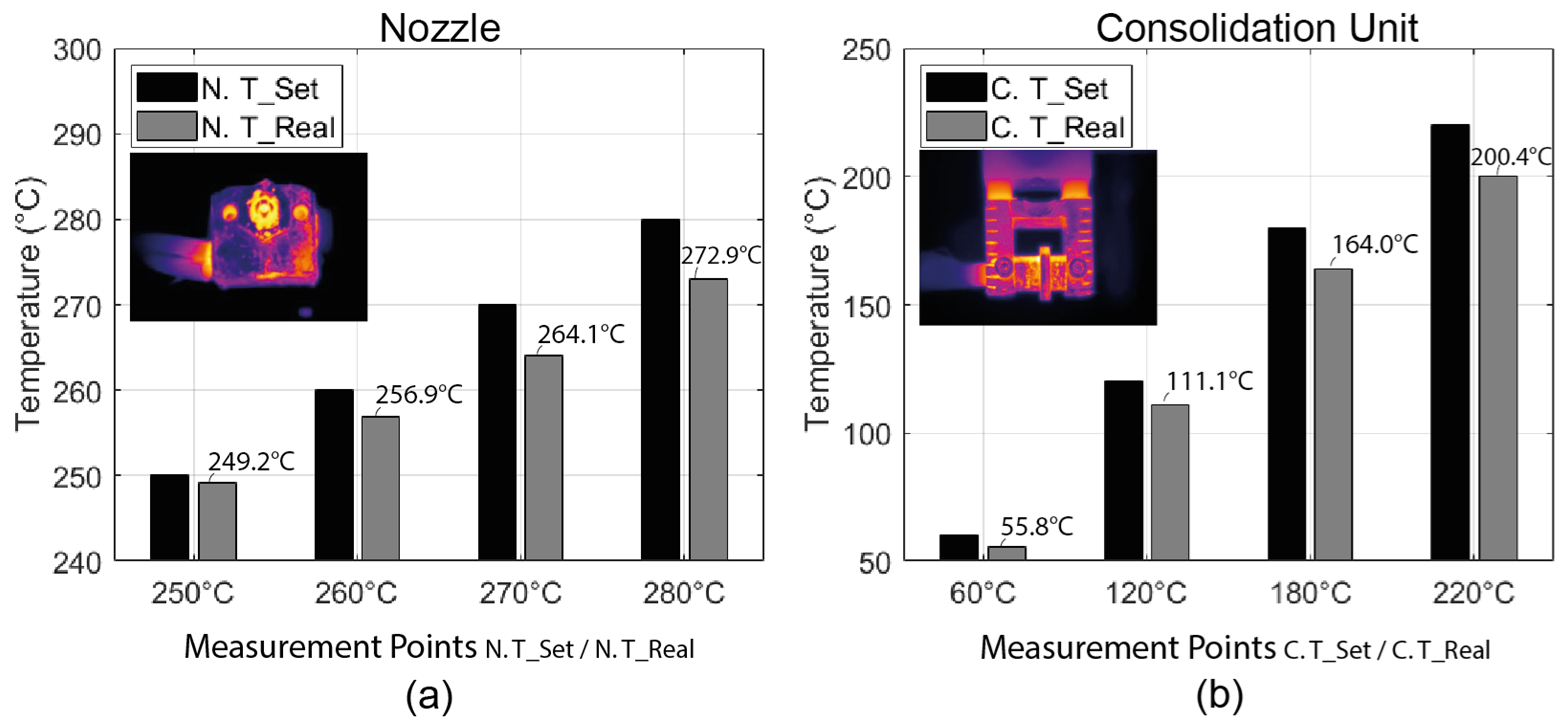
4.1.1. Temperature Control
4.1.2. Consolidation Force
4.1.3. Printing Speed
4.2. Process Flow
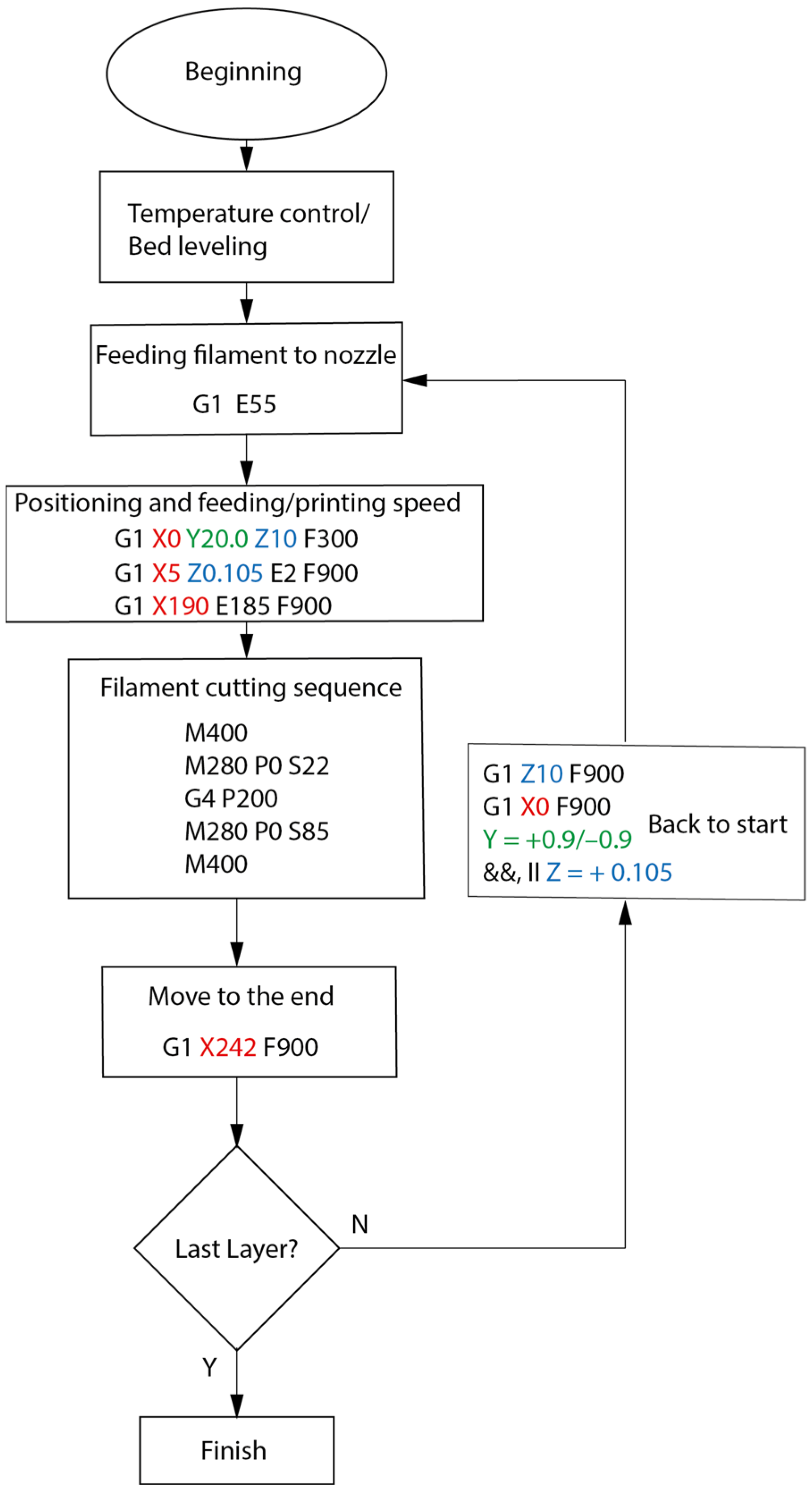
G-Code Generation
5. Experiments
5.1. Material
5.2. Methods
5.2.1. Specimen Conditions
5.2.2. Printing Conditions
5.2.3. Material Testing
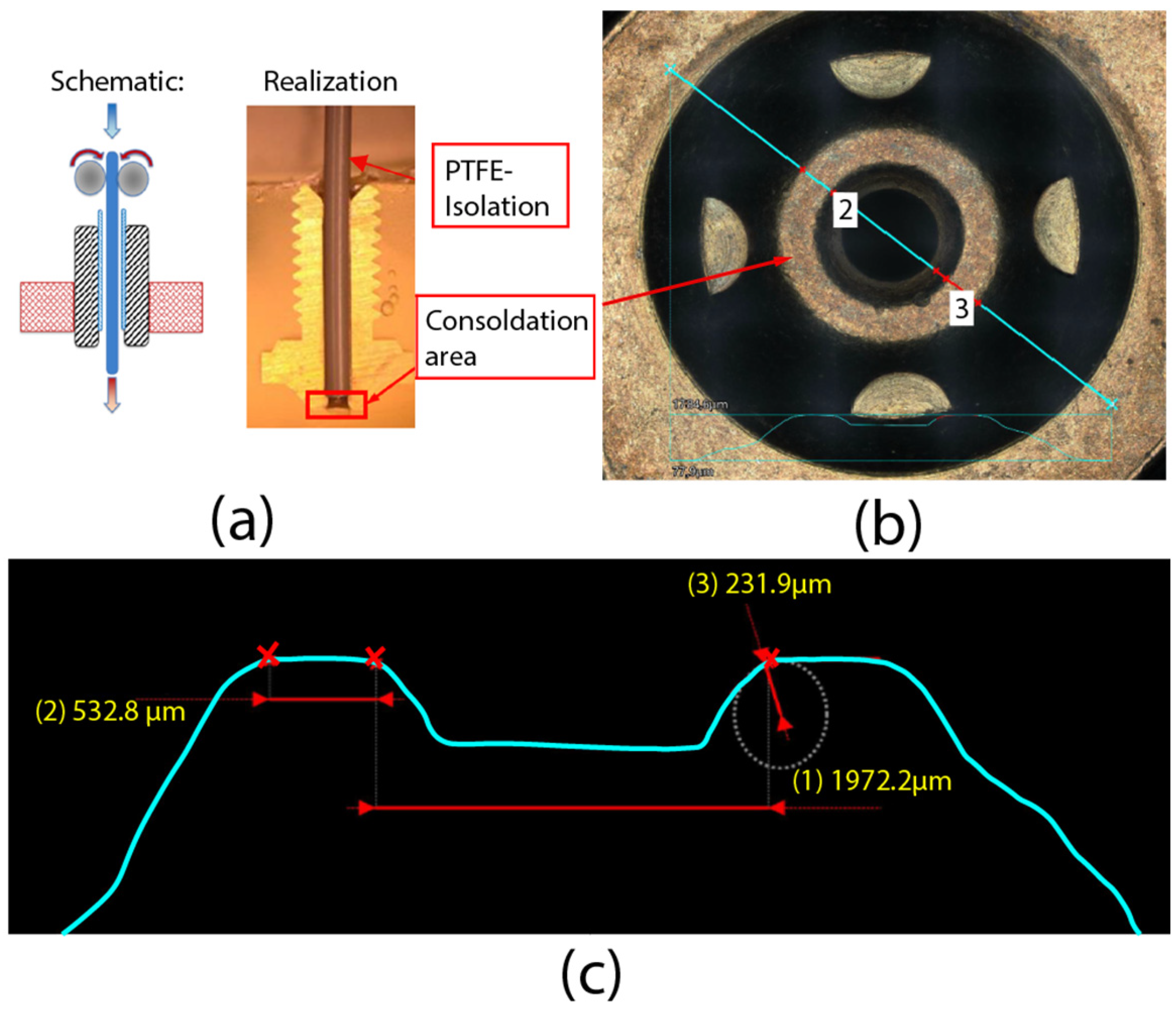
5.2.4. Microscopy
5.2.5. Thermal Analysis
6. Results and Discussion
6.1. Cross-Section and Void Observation
6.2. Bending Test Results
6.3. Thermal Analysis of the Printed CFRPC Filament
7. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Luk, J.M.; Kim, H.C.; DeKleine, R.D.; Wallington, T.J.; MacLean, H.L. Greenhouse gas emission benefits of vehicle lightweighting: Monte Carlo probabalistic analysis of the multi material lightweight vehicle glider. Transp. Res. Part D Transp. Environ. 2018, 62, 1–10. [Google Scholar] [CrossRef]
- OECD. The Next Production Revolution: Implications for Governments and Business; OECD Publishing: Paris, France, 2017; ISBN 9789264270992. [Google Scholar]
- Despeisse, M.; Baumers, M.; Brown, P.; Charnley, F.; Ford, S.J.; Garmulewicz, A.; Knowles, S.; Minshall, T.; Mortara, L.; Reed-Tsochas, F.P.; et al. Unlocking value for a circular economy through 3D printing: A research agenda. Technol. Forecast. Soc. Change 2017, 115, 75–84. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Verified Market Reports. Globaler Markt für 3D-Gedruckte Verbundwerkstoffe nach Typ (Kohlefaser, Glasfaser), nach Anwendung (Luft- und Raumfahrt und Verteidigung, Transport), nach geografischem Umfang und Prognose. Available online: https://www.verifiedmarketreports.com/de/product/global-3d-printed-composites-market-2019-by-manufacturers-regions-type-and-application-forecast-to-2024/ (accessed on 14 December 2024).
- Stratview Research. 3-Printed-Composites-Market Size, Share, Trend, Forecast & Industry Analysis: 2019–2024. Available online: https://www.stratviewresearch.com/271/3D-Printed-Composites-Market.html (accessed on 22 November 2024).
- Mason, H.; Gardiner, G. 3D Printing with Continuous Fiber: A Landscape. Available online: https://www.compositesworld.com/articles/3d-printing-with-continuous-fiber-a-landscape (accessed on 1 August 2023).
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Tian, X.; Todoroki, A.; Liu, T.; Wu, L.; Hou, Z.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Mizukami, K.; Iizuka, K.; et al. 3D Printing of Continuous Fiber Reinforced Polymer Composites: Development, Application, and Prospective. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- Saeed, K.; McIlhagger, A.; Harkin-Jones, E.; McGarrigle, C.; Dixon, D.; Ali Shar, M.; McMillan, A.; Archer, E. Characterization of continuous carbon fibre reinforced 3D printed polymer composites with varying fibre volume fractions. Compos. Struct. 2022, 282, 115033. [Google Scholar] [CrossRef]
- Becker, C.; Oberlercher, H.; Heim, R.B.; Wuzella, G.; Faller, L.M.; Riemelmoser, F.O.; Nicolay, P.; Druesne, F. Experimental Quantification of the Variability of Mechanical Properties in 3D Printed Continuous Fiber Composites. Appl. Sci. 2021, 11, 11315. [Google Scholar] [CrossRef]
- Zhilyaev, I.; Grieder, S.; Küng, M.; Brauner, C.; Akermann, M.; Bosshard, J.; Inderkum, P.; Francisco, J.; Eichenhofer, M. Experimental and numerical analysis of the consolidation process for additive manufactured continuous carbon fiber-reinforced polyamide 12 composites. Front. Mater. 2022, 9, 8–12. [Google Scholar] [CrossRef]
- 9T Labs AG. Available online: https://www.9tlabs.com/ (accessed on 2 December 2024).
- Ueda, M.; Kishimoto, S.; Yamawaki, M.; Matsuzaki, R.; Todoroki, A.; Hirano, Y.; Le Duigou, A. 3D compaction printing of a continuous carbon fiber reinforced thermoplastic. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105985. [Google Scholar] [CrossRef]
- Henninger, F.; Ye, L.; Friedrich, K. Deconsolidation behaviour of glass fibre-polyamide 12 composite sheet material during post-processing. Plast. Rubber Compos. Process. Appl. 1998, 27, 287–292. [Google Scholar]
- Oberlercher, H.; Heim, R.B.; Laux, M.; Berndt, A.; Becker, C.; Amancio-Filho, S.T.; Riemelmoser, F.O. Additive manufacturing of continuous carbon fiber reinforced polyamide 6: The effect of process parameters on the microstructure and mechanical properties. Procedia Struct. Integr. 2021, 34, 111–120. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Matuszyk, T.I.; Compston, P.; Cardew-Hall, M.J. Modelling the Automated Tape Placement of Thermoplastic Composites with In-Situ Consolidation. In Sustainable Automotive Technologies 2012; Subic, A., Wellnitz, J., Leary, M., Koopmans, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 61–68. ISBN 978-3-642-24144-4. [Google Scholar]
- Mazumdar, S.K.; Hoa, S.V. Application of Taguchi method for process enhancement of on-line consolidation technique. Composites 1995, 26, 669–673. [Google Scholar] [CrossRef]
- Rosselli, F.; Santare, M.H.; Güçeri, S.I. Effects of processing on laser assisted thermoplastic tape consolidation. Compos. Part A Appl. Sci. Manuf. 1997, 28, 1023–1033. [Google Scholar] [CrossRef]
- Esche, R.v.d. Herstellung Langfaserverstärkter Thermoplastbauteile unter Zuhilfenahme von Hochleistungslasern als Wärmequelle; Zugl.: Aachen, Techn. Hochsch., Diss., 2001; Shaker: Aachen, Germany, 2001; ISBN 3-8265-9171-2. [Google Scholar]
- Brogan, M.T.; Monaghan, P.F. Thermal simulation of quartz tube infra-red heaters used in the processing of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 1996, 27, 301–306. [Google Scholar] [CrossRef]
- Haupert, F. Thermoplast-Wickeltechnik: Einfluß der Verarbeitungstechnologie auf Struktur und Eigenschaften Kontinuierlich Faserverstärkter Verbundwerkstoffe; Zugl.: Kaiserslautern, Univ., Diss, Als Ms. gedr; VDI-Verl.: Düsseldorf, Germany, 1997; ISBN 3183435020. [Google Scholar]
- Mazumdar, S. Composites Manufacturing; CRC Press: Boca Raton, FL, USA, 2001; ISBN 9780429127427. [Google Scholar]
- Advanced Composites Manufacturing; Gutowski, T.G.P., Ed.; John Wiley & Sons Inc: New York, NY, USA; Chichester, UK; Weinheim, Germany; Brisbane, Australia; Singapore; Toronto, ON, Canada, 1997; ISBN 978-0-471-15301-6. [Google Scholar]
- Khan, M.A. Experimental and Simulative Description of the Thermoplastic Tape Placement Process with Online Consolidation; Zugl.: Kaiserslautern, Techn. Univ., Diss., 2010, Als Ms. gedr; Inst. für Verbundwerkstoffe: Kaiserslautern, Germany, 2010; ISBN 978-3-934930-90-2. [Google Scholar]
- Kunststoffchemie für Ingenienure; Wolfgang, K., Ed.; 3 Auflage; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2011; ISBN 978-3-446-43047-1. [Google Scholar]
- Mantell, S.C.; Springer, G.S. Manufacturing Process Models for Thermoplastic Composites. J. Compos. Mater. 1992, 26, 2348–2377. [Google Scholar] [CrossRef]
- Ranganathan, S.; Advani, S.G.; Lamontia, M.A. A Non-Isothermal Process Model for Consolidation and Void Reduction during In-Situ Tow Placement of Thermoplastic Composites. J. Compos. Mater. 1995, 29, 1040–1062. [Google Scholar] [CrossRef]
- Pitchumani, R.; Gillespie, J.W.; Lamontia, M.A. Design and Optimization of a Thermoplastic Tow-Placement Process with In-Situ Consolidation. J. Compos. Mater. 1997, 31, 244–275. [Google Scholar] [CrossRef]
- Lee, W.; Springer, G.S. A Model of the Manufacturing Process of Thermoplastic Matrix Composites. J. Compos. Mater. 1987, 21, 1017–1055. [Google Scholar] [CrossRef]
- Loos, A.C.; Dara, P.H. Processing of Thermoplastic Matrix Composites. In Review of Progress in Quantitative Nondestructive Evaluation; Springer Nature: Berlin/Heidelberg, Germany, 1987; Volume 6A, ISBN 978-1-4612-9054-4. [Google Scholar]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden: Mit 39 Tabellen; 2., bearb. und erw. Aufl.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-72189-5. [Google Scholar]
- Lupone, F.; Padovano, E.; Venezia, C.; Badini, C. Experimental Characterization and Modeling of 3D Printed Continuous Carbon Fibers Composites with Different Fiber Orientation Produced by FFF Process. Polymers 2022, 14, 426. [Google Scholar] [CrossRef]
- Iragi, M.; Pascual-González, C.; Esnaola, A.; Lopes, C.S.; Aretxabaleta, L. Ply and interlaminar behaviours of 3D printed continuous carbon fibre-reinforced thermoplastic laminates; effects of processing conditions and microstructure. Addit. Manuf. 2019, 30, 100884. [Google Scholar] [CrossRef]
- Chen, S.; Cai, L.; Duan, Y.; Jing, X.; Zhang, C.; Xie, F. Performance enhancement of 3D-printed carbon fiber-reinforced nylon 6 composites. Polym. Compos. 2024, 45, 5754–5772. [Google Scholar] [CrossRef]
- Wagmare, R.; Harshe, R.; Pednekar, J.; Patro, T.U. Additive manufacturing of continuous fiber-reinforced polymer composites: Current trend and future directions. Prog. Addit. Manuf. 2024, 9, 1–28. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, J.; Yang, D. Fibre misalignment and breakage in 3D printing of continuous carbon fibre reinforced thermoplastic composites. Addit. Manuf. 2021, 38, 101775. [Google Scholar] [CrossRef]
- Yudhanto, A.; Aldhirgham, A.; Feron, E.; Lubineau, G. Post-consolidation process for modifying microscale and mesoscale parameters of 3D printed composite materials. Front. Mater. 2023, 10, 1286840. [Google Scholar] [CrossRef]
- Wu, H.; Chen, X.; Xu, S.; Zhao, T. Evolution of Manufacturing Defects of 3D-Printed Thermoplastic Composites with Processing Parameters: A Micro-CT Analysis. Materials 2023, 16, 6521. [Google Scholar] [CrossRef] [PubMed]
- Todoroki, A.; Oasada, T.; Mizutani, Y.; Suzuki, Y.; Ueda, M.; Matsuzaki, R.; Hirano, Y. Tensile property evaluations of 3D printed continuous carbon fiber reinforced thermoplastic composites. Adv. Compos. Mater. 2020, 29, 147–162. [Google Scholar] [CrossRef]
- Heim, R.B. Mikrostrukturelle Analyse Eines Additiv Gefertigten Endlosfaserverbundwerkstoffes. Bachelor’s Thesis, CarinthiaUniversity of Applied Sciences, Villach, Austria, 2020. [Google Scholar]
- Ye, L.; Chen, Z.-R.; Lu, M.; Hou, M. De-consolidation and re-consolidation in CF/PPS thermoplastic matrix composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 915–922. [Google Scholar] [CrossRef]
- Struzziero, G.; Barbezat, M.; Skordos, A.A. Consolidation of continuous fibre reinforced composites in additive processes: A review. Addit. Manuf. 2021, 48, 102458. [Google Scholar] [CrossRef]
- Guglhör, T. Experimentelle und Modellhafte Betrachtung des Konsolidierungsprozesses von Carbonfaserverstärktem Polyamid-6; Universität Augsburg: Augsburg, Germany, 2017. [Google Scholar]
- Amedewovo, L.; Orgéas, L.; Du Parscau Plessix, B.D.; Lefevre, N.; Levy, A.; Le Corre, S. Deconsolidation of carbon fiber-reinforced PEKK laminates: 3D real-time in situ observation with synchrotron X-ray microtomography. Compos. Part A Appl. Sci. Manuf. 2024, 177, 107917. [Google Scholar] [CrossRef]
- Michalec, P.; Laux, M.; Srinivas, G.L.; Weidner, R.; Brandstötter, M. Five-Axis Printing of Continuous Fibers on the Mold. JMMP 2025, 9, 17. [Google Scholar] [CrossRef]
- Elderfield, N.; Wong, J.C. Discrete in-situ consolidation of additively manufactured continuous fiber-reinforced polymer composites. Compos. Part A Appl. Sci. Manuf. 2023, 171, 107562. [Google Scholar] [CrossRef]
- He, Q.; Wang, H.; Fu, K.; Ye, L. 3D printed continuous CF/PA6 composites: Effect of microscopic voids on mechanical performance. Compos. Sci. Technol. 2020, 191, 108077. [Google Scholar] [CrossRef]
- Ouyang, Z.; Yang, L.; Pi, Z.; Wang, Z.; Yan, C.; Shi, Y. Robot-assisted laser additive manufacturing for high-strength/low-porosity continuous fiber-reinforced thermoplastic composites. Compos. Sci. Technol. 2024, 247, 110397. [Google Scholar] [CrossRef]
- Tu, Y.; Tan, Y.; Zhang, F.; Zou, S.; Zhang, J. High-Throughput Additive Manufacturing of Continuous Carbon Fiber-Reinforced Plastic by Multifilament. Polymers 2024, 16, 704. [Google Scholar] [CrossRef]
- Sieberer, S.; Savandaiah, C.; Pichler, S.; Maurer, J.; Schagerl, M. Influence of post-consolidation on continuous carbon-fibre reinforced additively manufactured specimens in bending. Compos. Struct. 2023, 320, 117176. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, Z.; Zhang, F.; Tan, Y.; Tu, Y.; Yang, B. Performance of 3D-Printed Continuous-Carbon-Fiber-Reinforced Plastics with Pressure. Materials 2020, 13, 471. [Google Scholar] [CrossRef]
- Savandaiah, C.; Sieberer, S.; Plank, B.; Maurer, J.; Steinbichler, G.; Sapkota, J. Influence of Rapid Consolidation on Co-Extruded Additively Manufactured Composites. Polymers 2022, 14, 1838. [Google Scholar] [CrossRef]
- Oberlercher, H.; Laux, M.; Heim, R.B.; Berndt, A.; Amancio-Filho, S.T.; Riemelmoser, F.O. In-situ consolidation of additively manufactured continuous fiber reinforced material: Technical approach and results. In Material Forming; Materials Research Forum LLC: Millersville, PA, USA, 2023; pp. 85–92. [Google Scholar]
- Banjo, A.D.; Agrawal, V.; Auad, M.L.; Celestine, A.-D.N. Moisture-induced changes in the mechanical behavior of 3D printed polymers. Compos. Part C Open Access 2022, 7, 100243. [Google Scholar] [CrossRef]
- DIN EN ISO 14125:2011-05; Fibre-reinforced plastic composites—Determination of flexural properties (ISO 14125:1998 + Cor.1:2001 + Amd.1:2011); German version EN ISO 14125:1998 + AC:2002 + A1:2011. DIN Media GmbH: Berlin, Germany, 2024.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Range for PA6 |
|---|---|
| 250–280 °C | |
| 30–80 °C | |
| 60–220 °C | |
| 0.105–0.125 mm | |
| 0–30 N | |
| 5–15 mm/s | |
| 10–25 m |
| Sensors | Specification |
|---|---|
| Load cell | HBM PW4M (Darmstadt, Germany) |
| Temperature sensor | PT100 (Kleinostheim, Germany) |
| Thermistors | 104NT (Tokyo, Japan) |
| Infrared camera | Testo 890 (Titisee-Neustadt, Germany) |
| Bed leveling | BLTouch V3.1 (Songpa-gu, Seoul, Republic of Korea) |
| Humidity sensor | Testo Hygrometer (Titisee-Neustadt, Germany) |
| Sample | Glass Transition Temperature [°C] | Crystallization Temperature [°C] | Melting Temperature [°C] |
|---|---|---|---|
| CF/PA6 | 66 | 169 | 225 |
| PA6 | 54 | 152 | 242 |
| Condition | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.105 | 15 | 30 | 272 | |||||||
| 18 | 180 | 15 | ||||||||
| 0.125 | ||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oberlercher, H.; Laux, M.; de Oliveira, G.H.M.; Amancio-Filho, S.T. Development and Validation of a Desktop 3D Printing System with Thermo-Mechanical In Situ Consolidation for Continuous Fiber-Reinforced Polymer Composites. J. Compos. Sci. 2025, 9, 128. https://doi.org/10.3390/jcs9030128
Oberlercher H, Laux M, de Oliveira GHM, Amancio-Filho ST. Development and Validation of a Desktop 3D Printing System with Thermo-Mechanical In Situ Consolidation for Continuous Fiber-Reinforced Polymer Composites. Journal of Composites Science. 2025; 9(3):128. https://doi.org/10.3390/jcs9030128
Chicago/Turabian StyleOberlercher, Hannes, Marius Laux, Gean Henrique Marcatto de Oliveira, and Sergio T. Amancio-Filho. 2025. "Development and Validation of a Desktop 3D Printing System with Thermo-Mechanical In Situ Consolidation for Continuous Fiber-Reinforced Polymer Composites" Journal of Composites Science 9, no. 3: 128. https://doi.org/10.3390/jcs9030128
APA StyleOberlercher, H., Laux, M., de Oliveira, G. H. M., & Amancio-Filho, S. T. (2025). Development and Validation of a Desktop 3D Printing System with Thermo-Mechanical In Situ Consolidation for Continuous Fiber-Reinforced Polymer Composites. Journal of Composites Science, 9(3), 128. https://doi.org/10.3390/jcs9030128