
Enhanced Fire Resistance and Mechanical Properties of Epoxy and Epoxy-Based Fiber-Reinforced Composites with Hexachlorocyclotriphosphazene Modification

 ,
,  ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Tensile Tests of the Epoxy Filled with HCTP
2.2.2. Vertical Burn Tests of the Epoxy and Epoxy-Based FRC Filled with HCTP
2.2.3. Three-Point Bending Tests of FRC
2.2.4. Interlaminar Fracture Toughness Tests of FRC
3. Results
3.1. Tensile Properties
3.2. Vertical Burn Tests for the Epoxy and Epoxy-Based FRCs
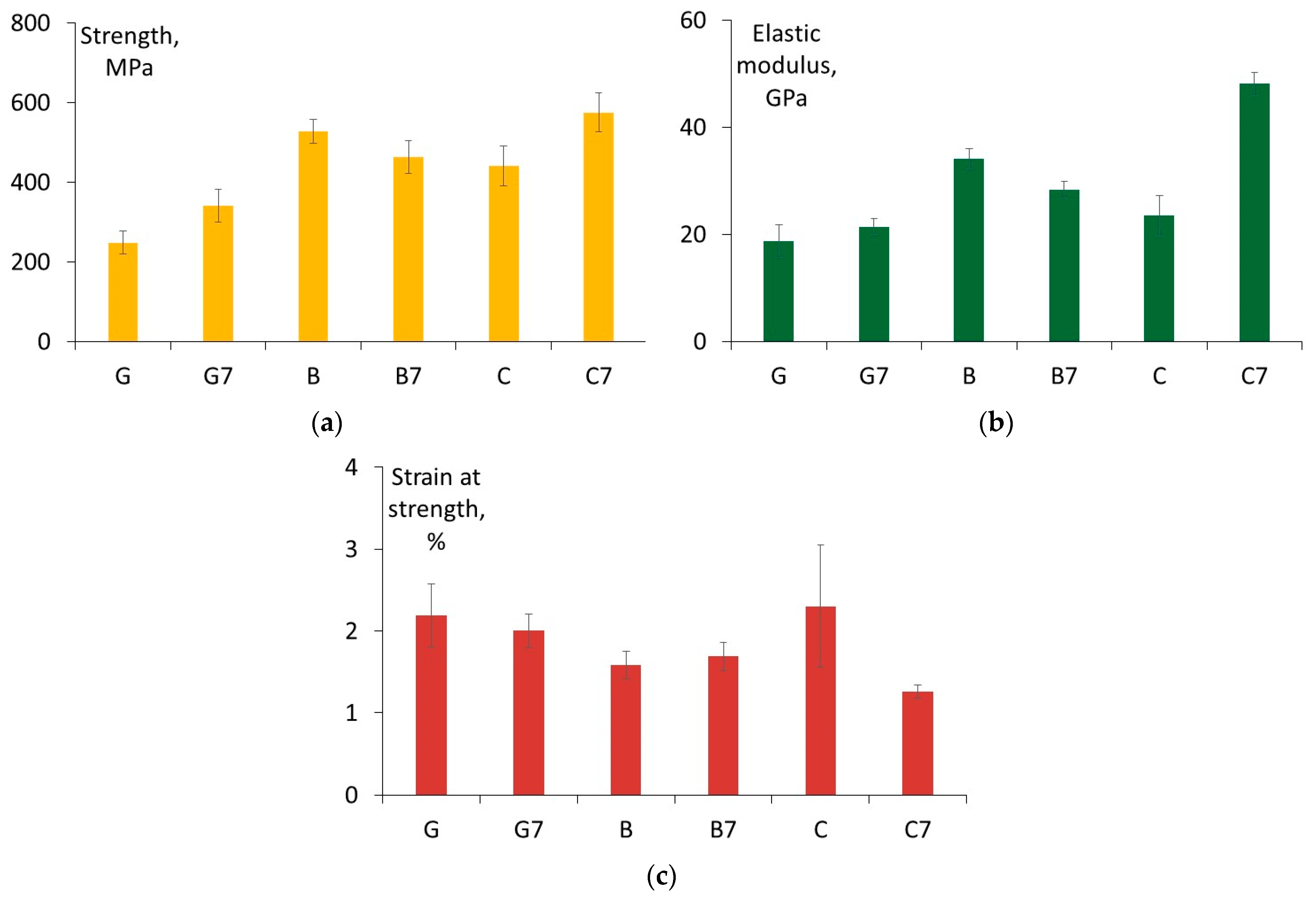
3.3. Flexural Properties of Neat and HCTP-Modified FRCs
3.4. Mode I Interlaminar Fracture Toughness Tests of the Neat and HCTP-Modified FRCs
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lv, Y.F.; Thomas, W.; Chalk, R.; Singamneni, S. Flame retardant polymeric materials for additive manufacturing. Mater. Today Proc. 2020, 33, 5720–5724. [Google Scholar] [CrossRef]
- Glaskova-Kuzmina, T.; Dejus, D.; Jātnieks, J.; Kruuv, P.-P.; Lancere, L.; Kobenko, S.; Sarakovskis, A.; Zolotarjovs, A. Flame-retardant and tensile properties of the polyamide-12 processed by selective laser sintering. J. Compos. Sci. 2022, 6, 185. [Google Scholar] [CrossRef]
- Seraji, S.M.; Gan, H.; Swan, S.R.; Varley, R.J. Phosphazene as an effective flame retardant for rapid curing epoxy resins. React. Funct. Polym. 2021, 164, 104910. [Google Scholar] [CrossRef]
- Chai, M. Flammability Performance of Bio-Derived COMPOSITE Materials for Aircraft Interiors. Ph.D. Thesis, The University of Aukland, Auckland, New Zealand, 2014. [Google Scholar]
- Kim, N.K.; Dutta, S.; Bhattacharyya, D. A review of flammability of natural fibre reinforced polymeric composites. Compos. Sci. Technol. 2018, 162, 64–78. [Google Scholar] [CrossRef]
- Shi, X.-H.; Li, X.-L.; Li, Y.-M.; Li, Z.; Wang, D.Y. Flame-retardant strategy and mechanism of fiber reinforced polymeric composite: A review. Compos. B Eng. 2022, 233, 109663. [Google Scholar] [CrossRef]
- Dasari, A.; Yu, Z.-Z.; Cai, G.-P.; Mai, Y.-W. Recent developments in the fire retardancy of polymeric materials. Prog. Polym. Sci. 2013, 38, 1357–1387. [Google Scholar] [CrossRef]
- Suihkonen, R.; Nevalainen, K.; Orell, O.; Honkanen, M.; Tang, L.; Zhang, H.; Zhang, Z.; Vuorinen, J. Performance of epoxy filled with nano- and micro-sized magnesium hydroxide. J. Mater Sci. 2012, 47, 1480–1488. [Google Scholar] [CrossRef]
- Tarasov, I.V.; Oboishchikova, A.V.; Borisov, R.S.; Kireev, V.V.; Sirotin, I.S. Phosphazene-containing epoxy resins based on bisphenol F with enhanced heat resistance and mechanical properties: Synthesis and properties. Polymers 2022, 14, 4547. [Google Scholar] [CrossRef]
- Yang, G.; Wu, W.-H.; Wang, Y.-H.; Jiao, Y.-H.; Lu, L.-Y.; Qu, H.-Q.; Qin, X.-Y. Synthesis of a novel phosphazene-based flame retardant with active amine groups and its application in reducing the fire hazard of epoxy resin. J. Hazard. Mater. 2019, 366, 78–87. [Google Scholar] [CrossRef]
- Huo, S.; Song, P.; Yu, B.; Ran, S.; Chevali, V.S.; Liu, L. Phosphorus-containing flame retardant epoxy thermosets: Recent advances and future perspectives. Prog. Polym. Sci. 2021, 114, 101366. [Google Scholar] [CrossRef]
- Yang, S.; Wang, J.; Huo, S.; Wang, J.; Tang, Y. Synthesis of a phosphorus/nitrogen-containing compound based on maleimide and cyclotriphosphazene and its flame-retardant mechanism on epoxy resin. Polym. Degrad. Stab. 2016, 126, 9–16. [Google Scholar] [CrossRef]
- Gaifutdinov, A.M.; Andrianova, K.A.; Amirova, L.M.; Milyukov, V.A.; Zagidullin, A.A.; Amirov, R.R. Low-flammability carbon fiber reinforced composites based on low-viscosity phosphorus-containing epoxy binders for transfer molding methods. Mater. Today Commun 2024, 40, 109340. [Google Scholar] [CrossRef]
- Patel, P.; Hull, T.R.; Lyon, R.E.; Stoliarov, S.I.; Walters, R.N.; Crowley, S.; Safronava, N. Investigation of the thermal decomposition and flammability of PEEK and its carbon and glass-fibre composites. Polym. Degrad. Stab. 2011, 96, 12–22. [Google Scholar] [CrossRef]
- Chen, D.; Sun, G.; Meng, M.; Jin, X.; Li, Q. Flexural performance and cost efficiency of carbon/basalt/glass hybrid FRP composite laminates. Thin. Wall. Struct. 2019, 142, 516–531. [Google Scholar] [CrossRef]
- Asadi, A.; Baaij, F.; Mainka, H.; Rademacher, M.; Thompson, J.; Kalaitzidou, K. Basalt fibers as a sustainable and cost-effective alternative to glass fibers in sheet molding compound (SMC). Compos. B Eng. 2017, 123, 210–218. [Google Scholar] [CrossRef]
- López de Vergara, U.; Sarrionandia, M.; Gondra, K.; Aurrekoetxea, J. Impact behaviour of basalt fibre reinforced furan composites cured under microwave and thermal conditions. Compos. B Eng. 2014, 66, 156–161. [Google Scholar] [CrossRef]
- Diniță, A.; Ripeanu, R.G.; Ilincă, C.N.; Cursaru, D.; Matei, D.; Naim, R.I.; Tănase, M.; Portoacă, A.I. Advancements in Fiber-Reinforced Polymer Composites: A Comprehensive Analysis. Polymers 2024, 16, 2. [Google Scholar] [CrossRef] [PubMed]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterization of basalt fibre reinforced plastic. Compos. B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Balaji, K.V.; Shirvanimoghaddam, K.; Rajan, G.S.; Ellis, A.V.; Naebe, M. Surface treatment of basalt fiber for use in automotive composites. Mater. Today Chem. 2020, 17, 100334. [Google Scholar] [CrossRef]
- Landucci, G.; Rossi, F.; Nicolella, C.; Zanelli, S. Design and testing of innovative materials for passive fire protection. Fire Safety J. 2009, 44, 1103–1109. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Mathys, Z.; Gibson, A.G. Heat release of polymer composites in fire. Compos. A Appl. Sci. Manuf. 2006, 37, 1040–1054. [Google Scholar] [CrossRef]
- Bhat, T.; Chevali, V.; Liu, X.; Feih, S.; Mouritz, A. Fire structural resistance of basalt fibre composite. Compos. A Appl. Sci. Manuf. 2015, 71, 107–115. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.-J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Epoxy Resin EpikoteMGS LR 285, Hexion. Available online: https://www.havel-composites.com/en/products/epoxy-resin-l-285-mgs-7-2575 (accessed on 17 June 2024).
- Hardener Epikure MGS LH 285, Hexion. Available online: https://www.r-g.de/en/art/110119 (accessed on 17 June 2024).
- BAS UNI 350. Basaltex. Available online: https://www.basaltex.com/products/multi-axial-fabrics (accessed on 17 June 2024).
- Glass Fabric AEROGLASS 390 g/m2 Twill 2/2, Havel. Available online: https://www.havel-composites.com/en/products/glass-fabric-aeroglass-390g-m2-twill-2-2-2508-9478 (accessed on 17 June 2024).
- ECC. Carbon Fabric (Style 442-5 Aero, Twill Weave). Available online: https://www.r-g.de/en/art/190225 (accessed on 17 June 2024).
- ISO 527-1:2019; Plastics—Determination of Tensile Properties. Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/75824.html (accessed on 18 June 2024).
- ASTM D3801; Standard Test Method for Measuring the Comparative Burning Characteristics of Solid Plastics in a Vertical Position. ASTM International: West Conshohocken, PA, USA, 2020. Available online: https://www.astm.org/d3801-20a.html (accessed on 17 June 2024).
- ASTM D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017. Available online: https://www.astm.org/d0790-17.html (accessed on 17 June 2024).
- Glaskova-Kuzmina, T.; Aniskevich, A.; Papanicolaou, G.; Portan, D.; Zotti, A.; Borriello, A.; Zarrelli, M. Hydrothermal aging of an epoxy resin filled with carbon nanofillers. Polymers 2020, 12, 1153. [Google Scholar] [CrossRef] [PubMed]
- Glaskova-Kuzmina, T.; Zotti, A.; Borriello, A.; Zarrelli, M.; Aniskevich, A. Basalt fibre composite with carbon nanomodified epoxy matrix under hydrothermal ageing. Polymers 2021, 13, 532. [Google Scholar] [CrossRef] [PubMed]
- ASTM D5528; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2022. Available online: https://www.astm.org/d5528-13.html (accessed on 17 June 2024).
- Glaskova-Kuzmina, T.; Stankevics, L.; Tarasovs, S.; Sevcenko, J.; Špaček, V.; Sarakovskis, A.; Zolotarjovs, A.; Shmits, K.; Aniskevich, A. Effect of core-shell rubber nanoparticles on the mechanical properties of epoxy and epoxy-based CFR. Materials 2022, 15, 7502. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.-H.; Baek, J.J.; Chang, K.C.; Lim, H.S.; Choi, M.-S.; Koh, W.-G.; Shin, G. Influence of Thiol-Functionalized Polysilsesquioxane/Phosphorus Flame-Retardant Blends on the Flammability and Thermal, Mechanical, and Volatile Organic Compound (VOC) Emission Properties of Epoxy Resins. Polymers 2024, 16, 842. [Google Scholar] [CrossRef] [PubMed]
- Niu, M.; Zhang, Z.; Wei, Z.; Wang, W. Effect of a Novel Flame Retardant on the Mechanical, Thermal and Combustion Properties of Poly(Lactic Acid). Polymers 2020, 12, 2407. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, D.; Li, Z.; Li, Z.; Peng, X.; Liu, C.; Zhang, Y.; Zheng, P. Recent Developments in the Flame-Retardant System of Epoxy Resin. Materials 2020, 13, 2145. [Google Scholar] [CrossRef]
- Toldy, A.; Szolnoki, B.; Marosi, G. Flame retardancy of fibre-reinforced epoxy resin composites for aerospace applications. Polym. Degrad. Stab. 2011, 96, 371–376. [Google Scholar] [CrossRef]
- Parveez, B.; Kittur, M.I.; Badruddin, I.A.; Kamangar, S.; Hussien, M.; Umarfarooq, M.A. Scientific Advancements in Composite Materials for Aircraft Applications: A Review. Polymers 2022, 14, 5007. [Google Scholar] [CrossRef] [PubMed]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Glaskova-Kuzmina, T.; Vidinejevs, S.; Volodins, O.; Sevcenko, J.; Aniskevich, A.; Špaček, V.; Raškinis, D.; Vogonis, G. Enhanced Fire Resistance and Mechanical Properties of Epoxy and Epoxy-Based Fiber-Reinforced Composites with Hexachlorocyclotriphosphazene Modification. J. Compos. Sci. 2024, 8, 290. https://doi.org/10.3390/jcs8080290
Glaskova-Kuzmina T, Vidinejevs S, Volodins O, Sevcenko J, Aniskevich A, Špaček V, Raškinis D, Vogonis G. Enhanced Fire Resistance and Mechanical Properties of Epoxy and Epoxy-Based Fiber-Reinforced Composites with Hexachlorocyclotriphosphazene Modification. Journal of Composites Science. 2024; 8(8):290. https://doi.org/10.3390/jcs8080290
Chicago/Turabian StyleGlaskova-Kuzmina, Tatjana, Sergejs Vidinejevs, Olegs Volodins, Jevgenijs Sevcenko, Andrey Aniskevich, Vladimir Špaček, Dalius Raškinis, and Gediminas Vogonis. 2024. "Enhanced Fire Resistance and Mechanical Properties of Epoxy and Epoxy-Based Fiber-Reinforced Composites with Hexachlorocyclotriphosphazene Modification" Journal of Composites Science 8, no. 8: 290. https://doi.org/10.3390/jcs8080290
APA StyleGlaskova-Kuzmina, T., Vidinejevs, S., Volodins, O., Sevcenko, J., Aniskevich, A., Špaček, V., Raškinis, D., & Vogonis, G. (2024). Enhanced Fire Resistance and Mechanical Properties of Epoxy and Epoxy-Based Fiber-Reinforced Composites with Hexachlorocyclotriphosphazene Modification. Journal of Composites Science, 8(8), 290. https://doi.org/10.3390/jcs8080290