
Evaluation of Eco-Friendly Hemp-Fiber-Reinforced Recycled HDPE Composites

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the R-HDPE/Hemp Fibers Composites
2.3. Characterization
2.3.1. Stereoscopic Microscopy
2.3.2. Attenuated Total Reflectance (ATR)
2.3.3. X-ray Diffraction (XRD)
2.3.4. Differential Scanning Calorimetry (DSC)
2.3.5. Thermogravimetric Analysis (TGA)
2.3.6. Scanning Electron Microscopy (SEM)
2.3.7. Mechanical Properties
2.3.8. Antioxidant Activity
2.3.9. Soil Degradation Tests
3. Results and Discussion
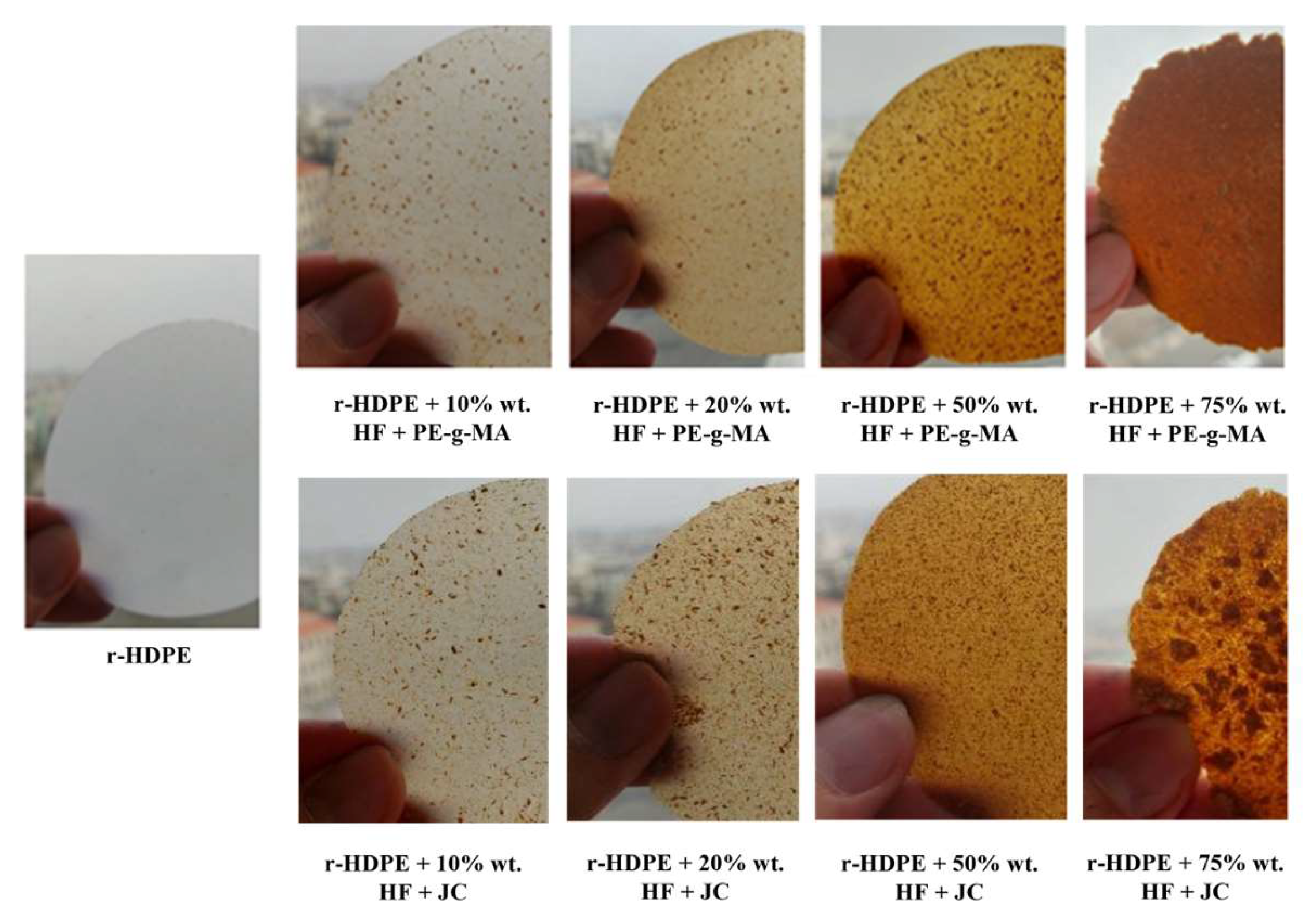
3.1. Synthesis of Composite Materials
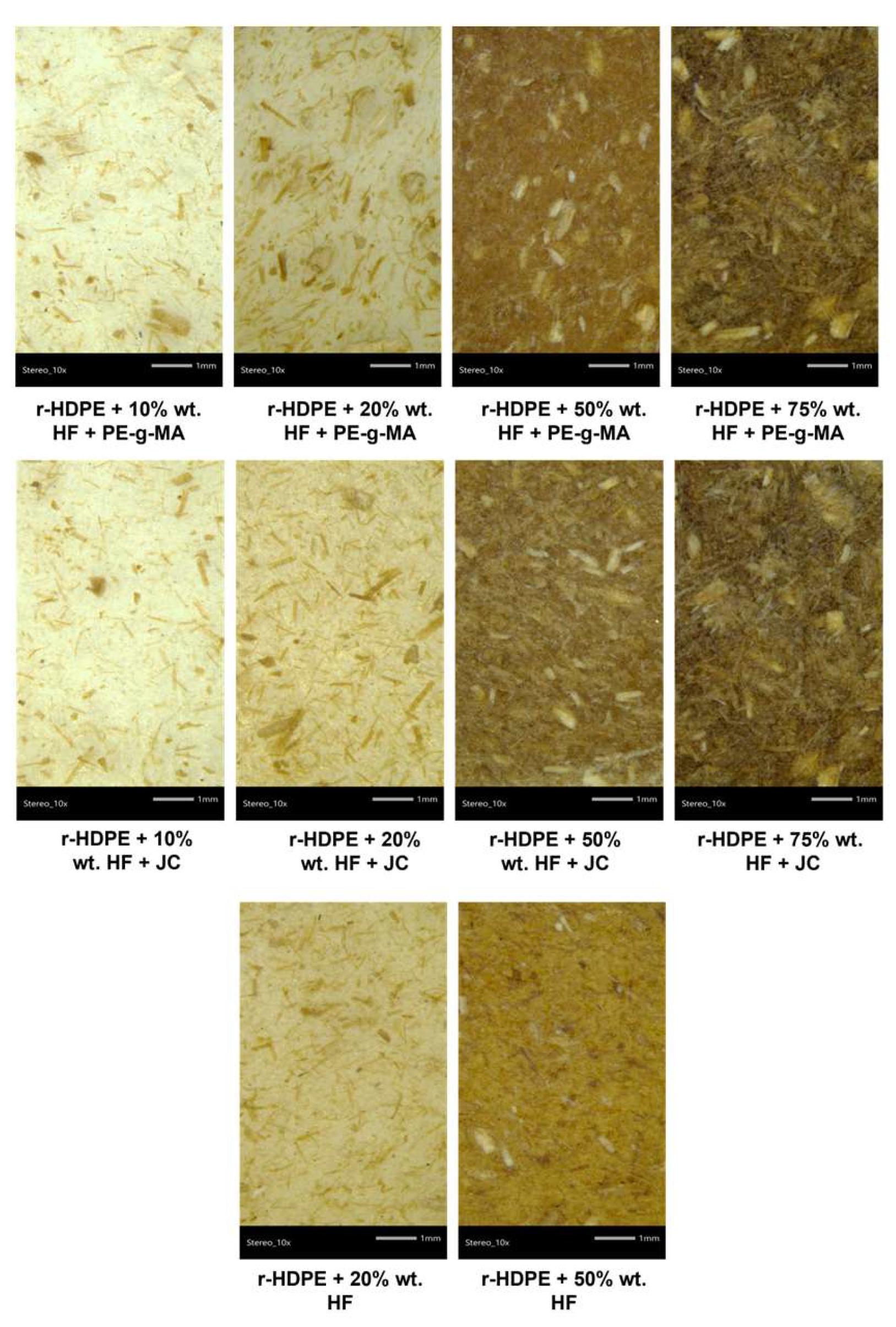
3.2. Stereoscopic Microscopy
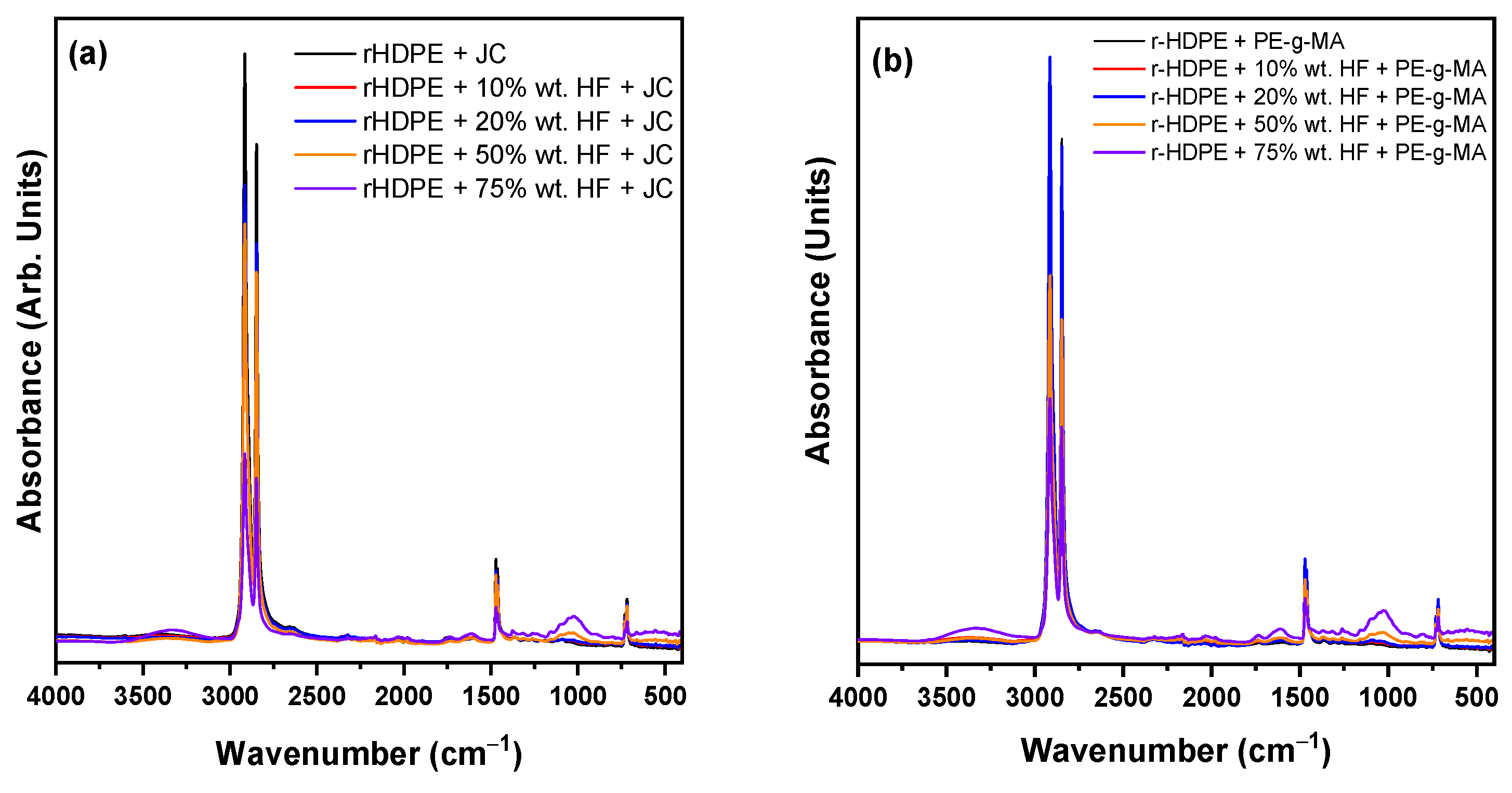
3.3. Attenuated Total Reflectance (ATR)
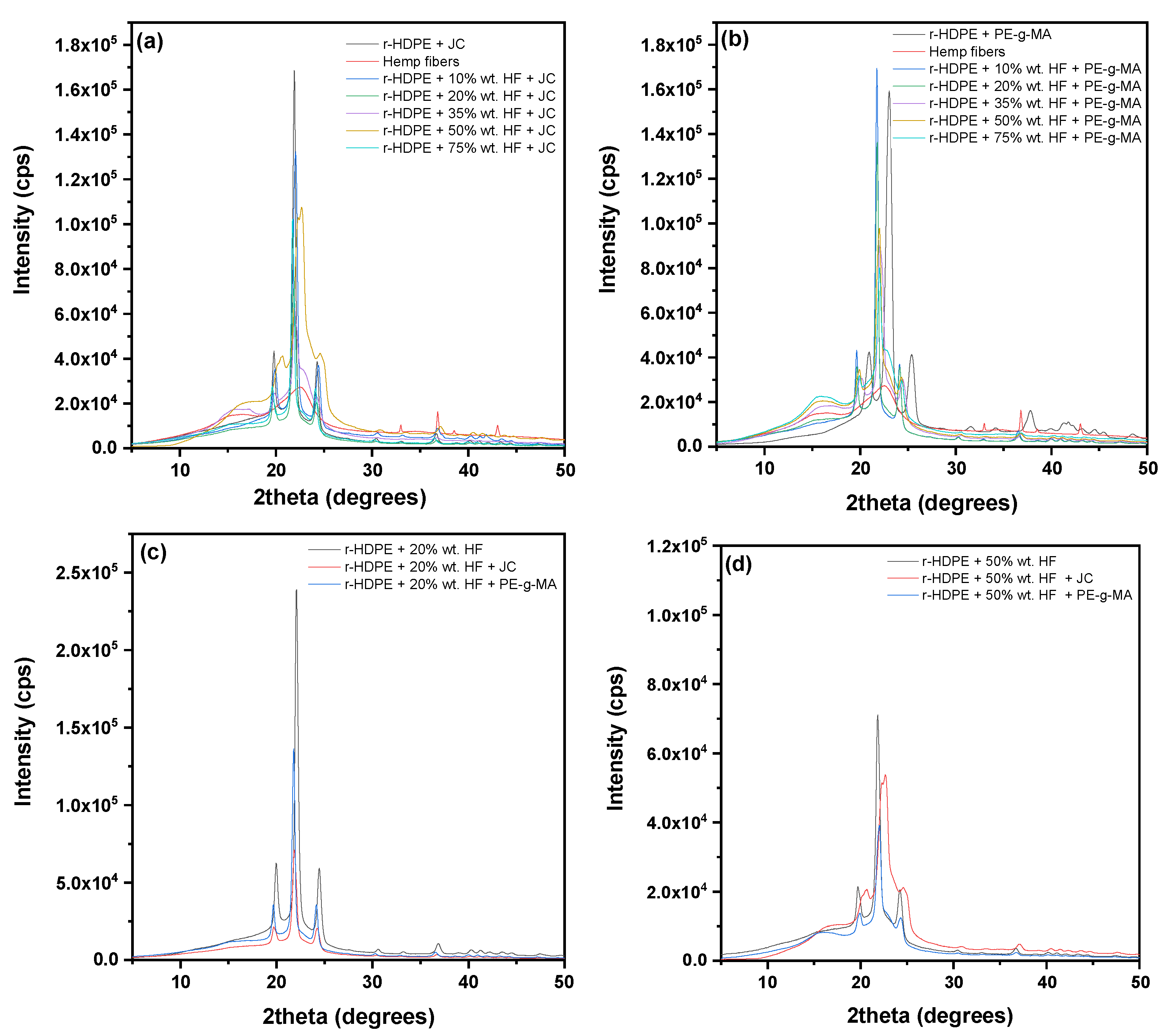
3.4. X-ray Diffraction (XRD)
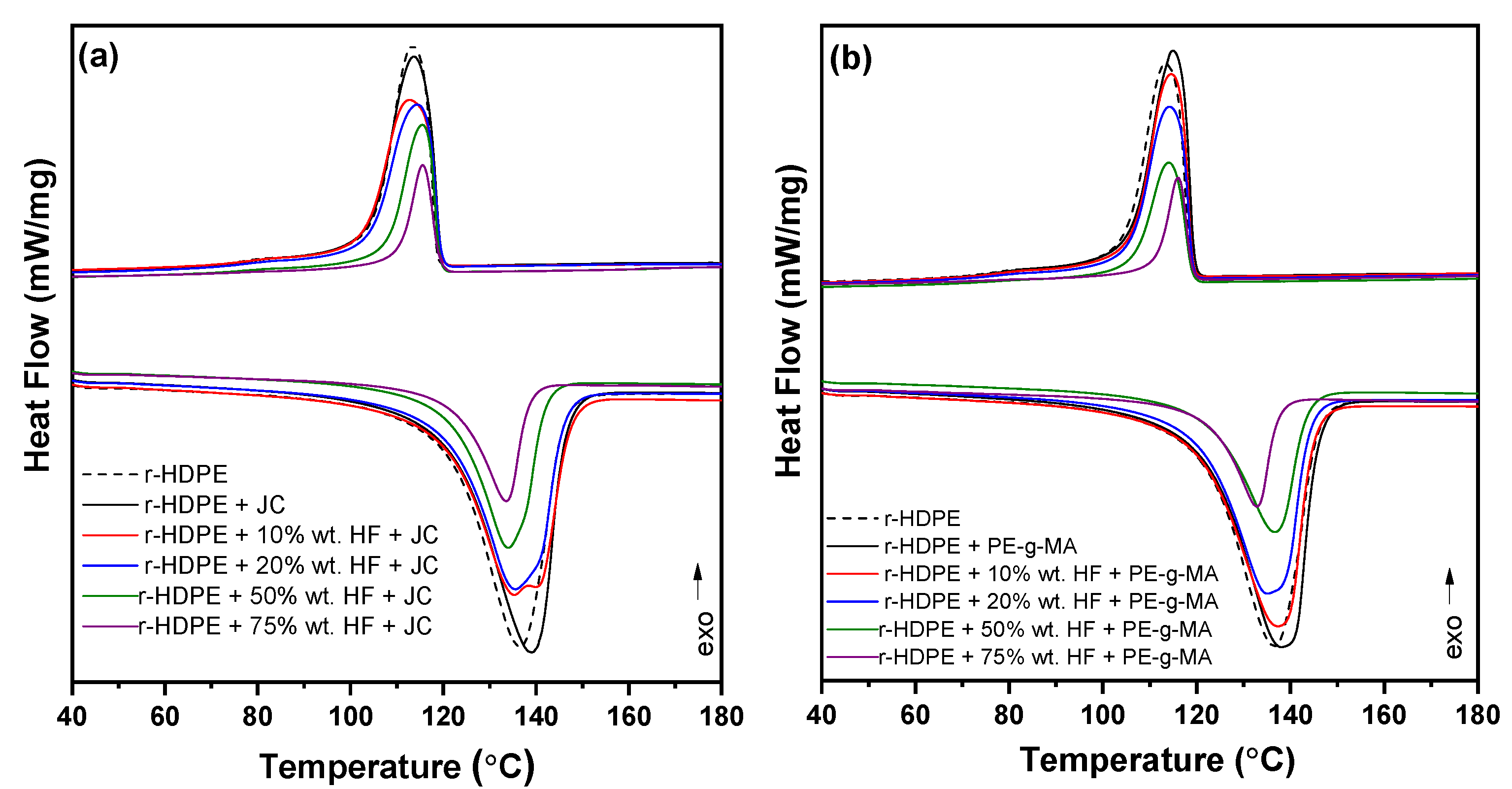
3.5. Differential Scanning Calorimetry (DSC)
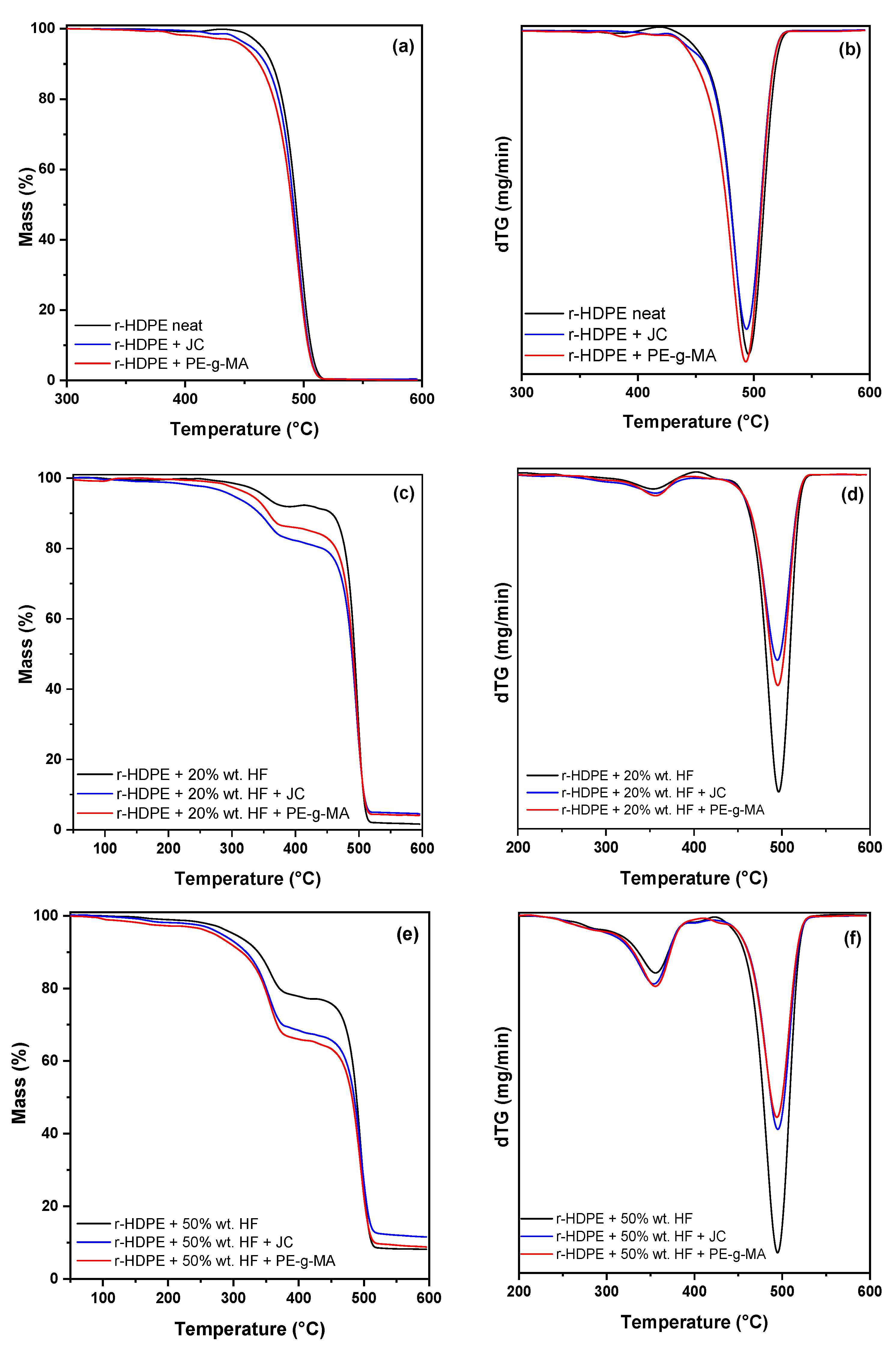
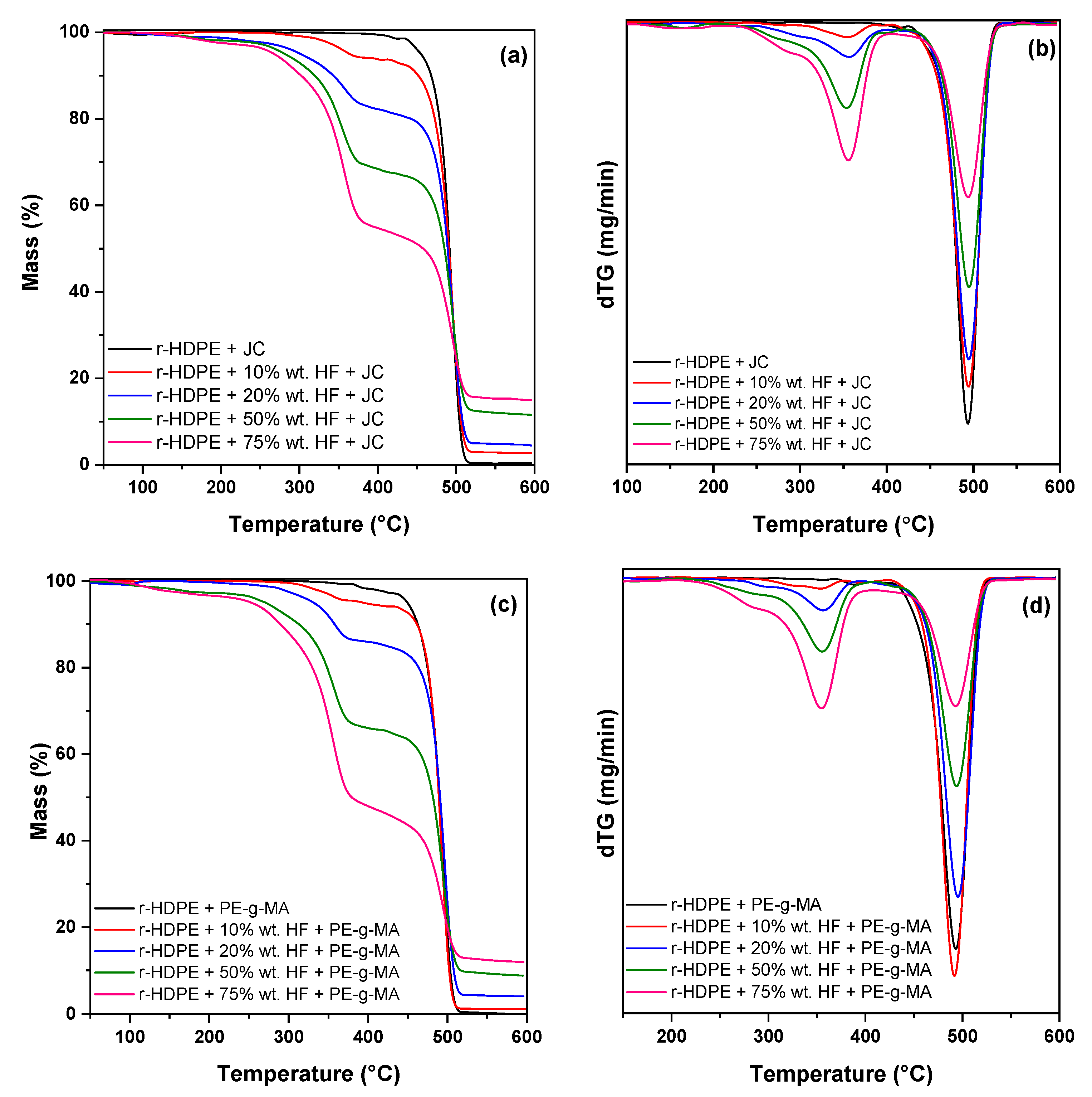
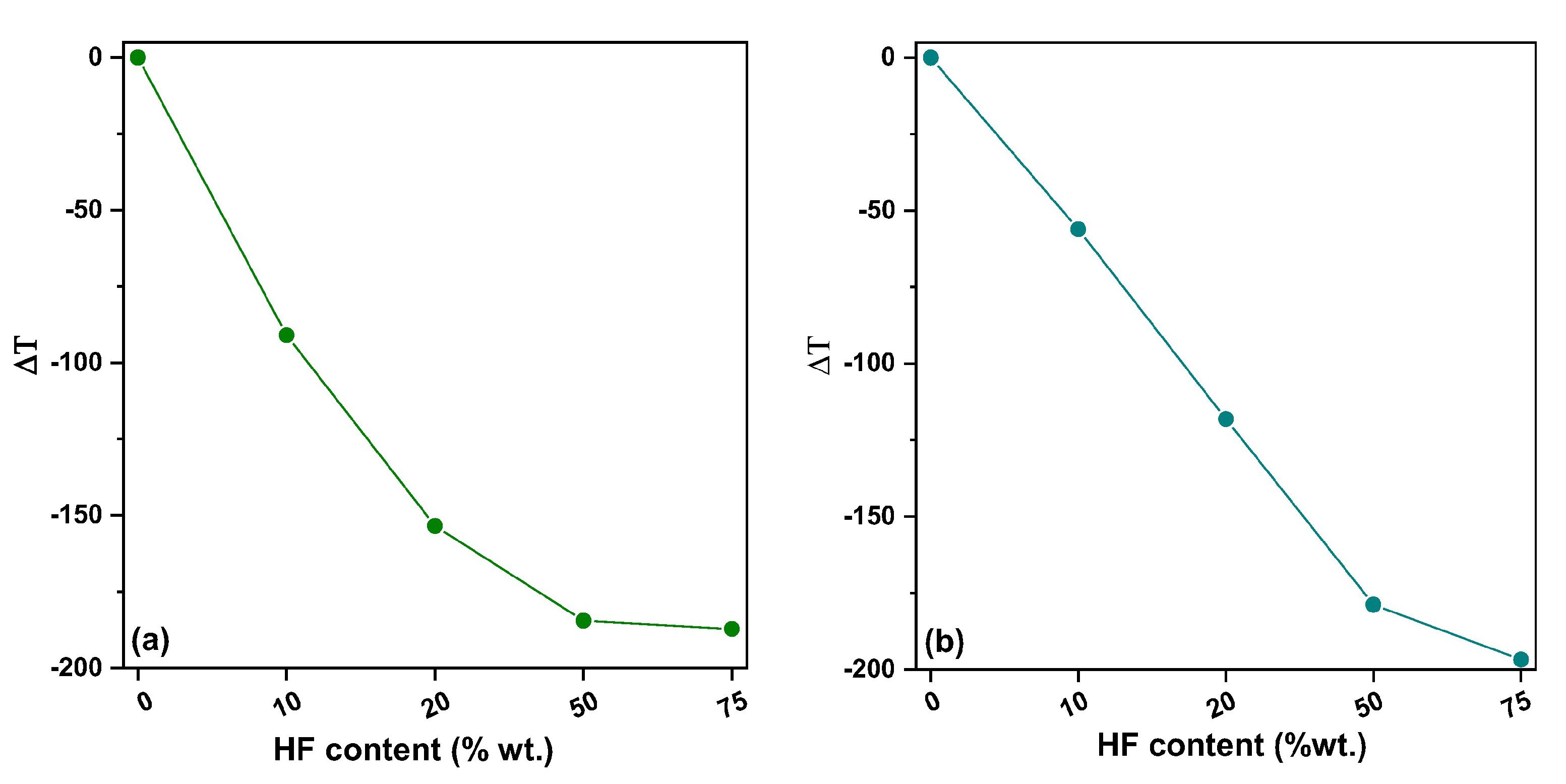
3.6. Thermogravimetric Analysis (TGA)
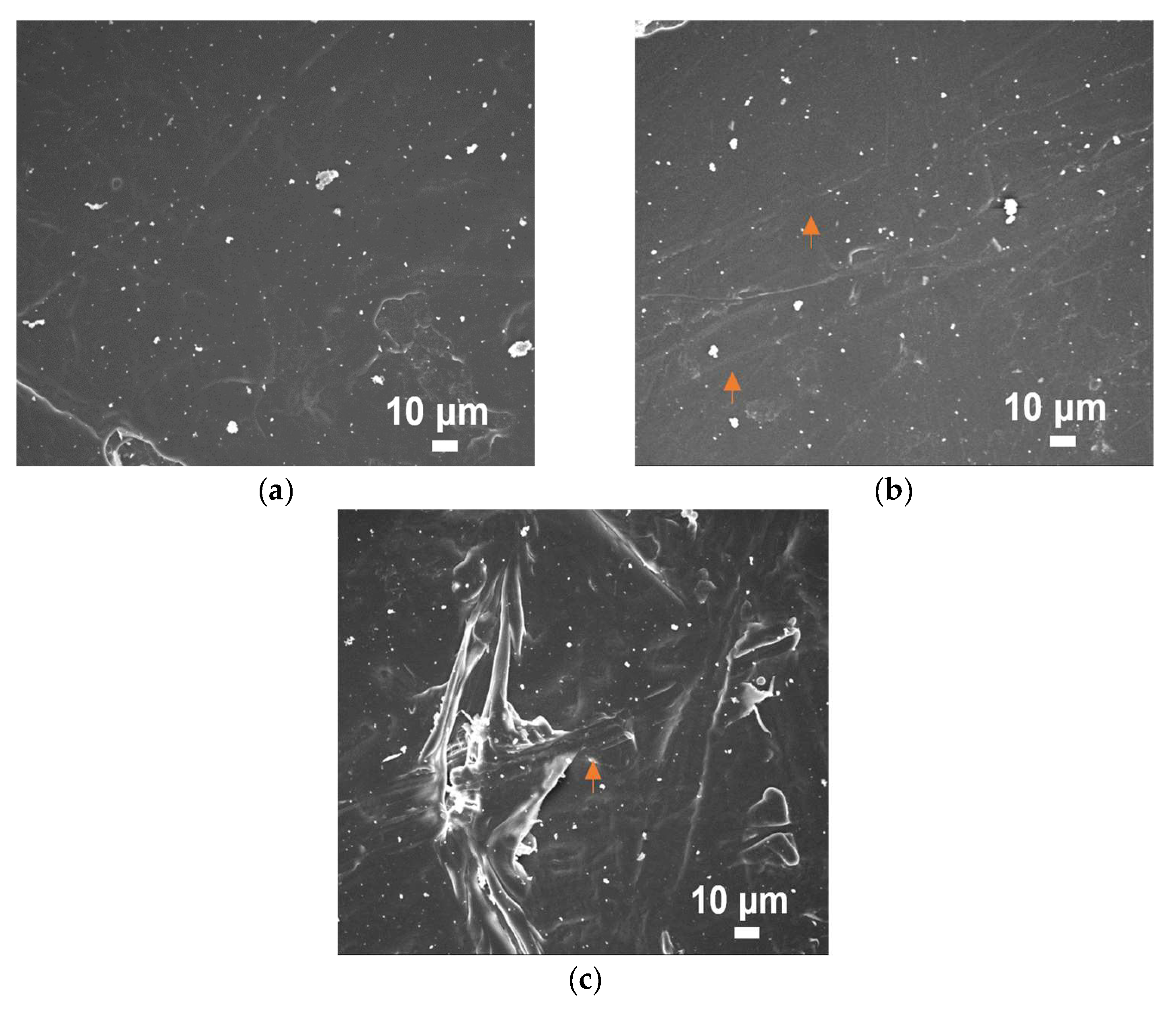
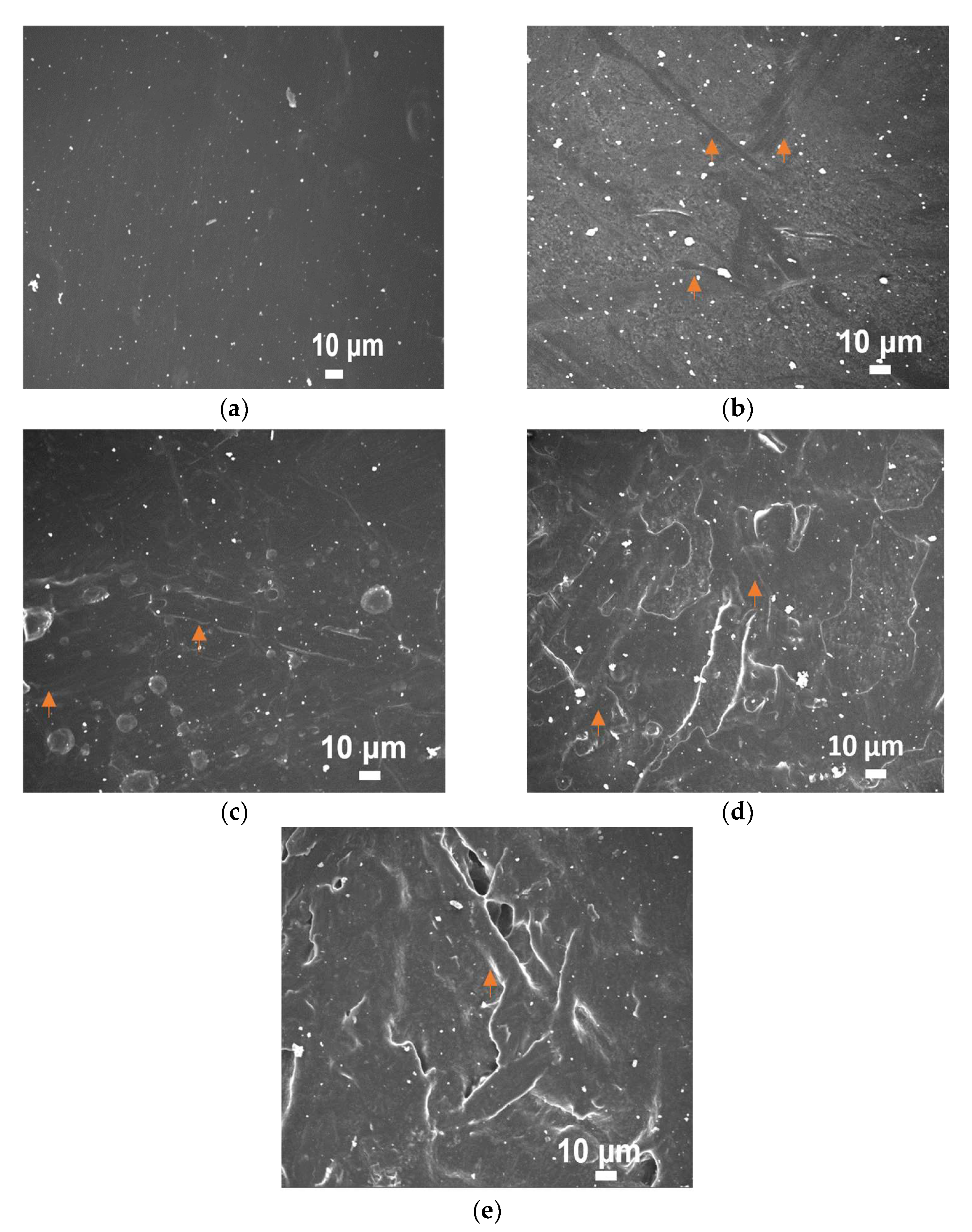
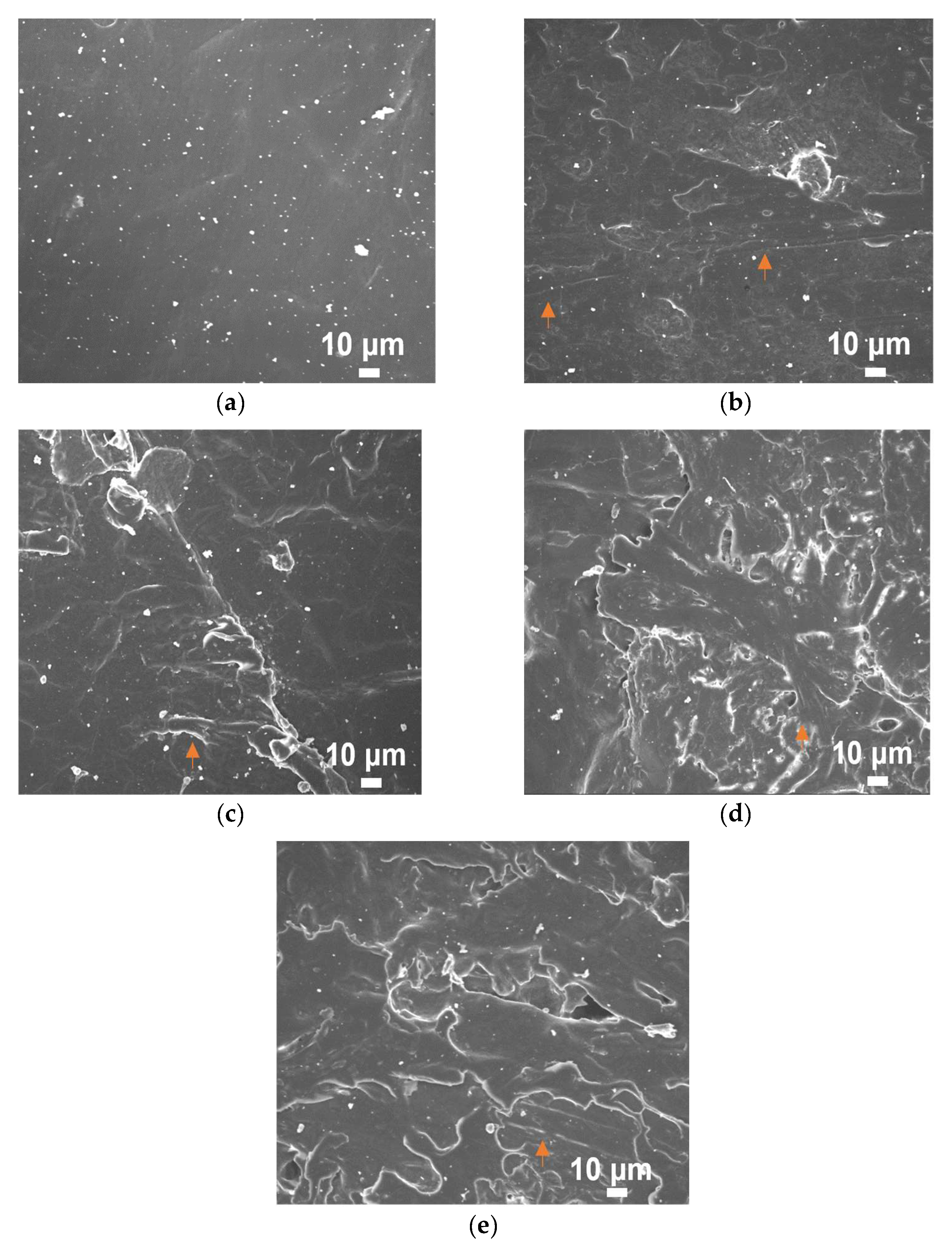
3.7. Scanning Electron Microscopy (SEM)
3.8. Mechanical Properties
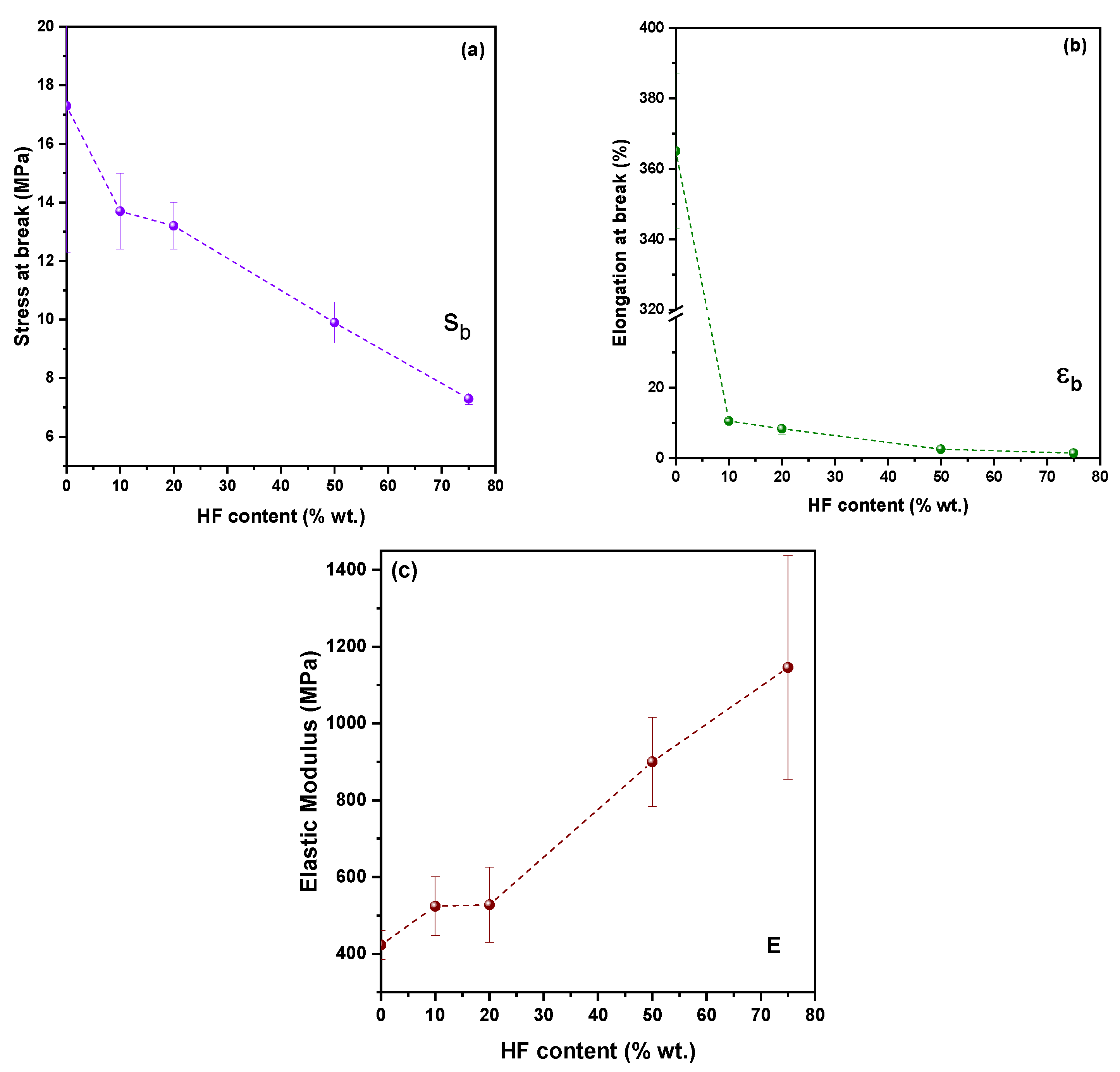
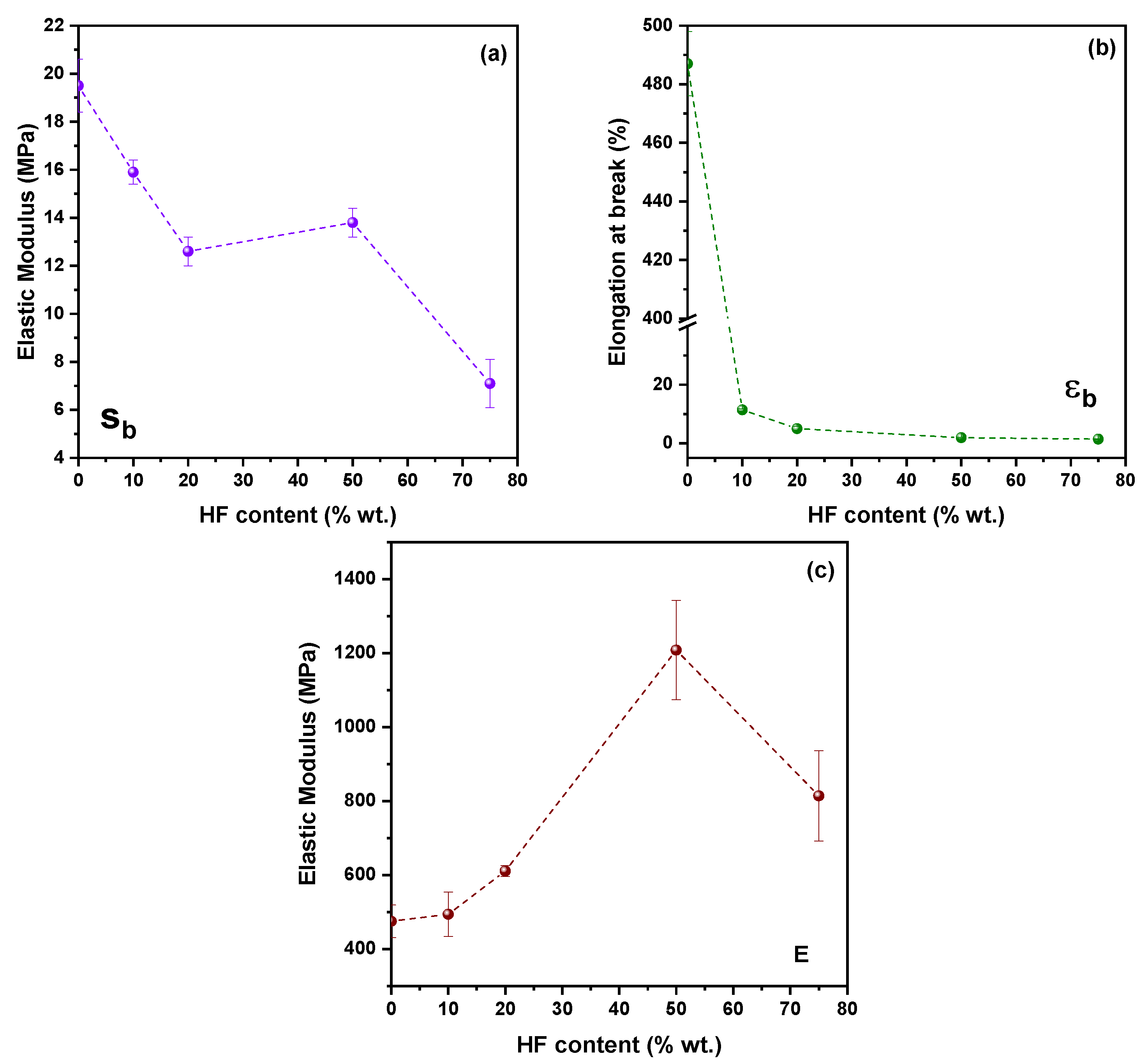
3.8.1. Tensile Tests
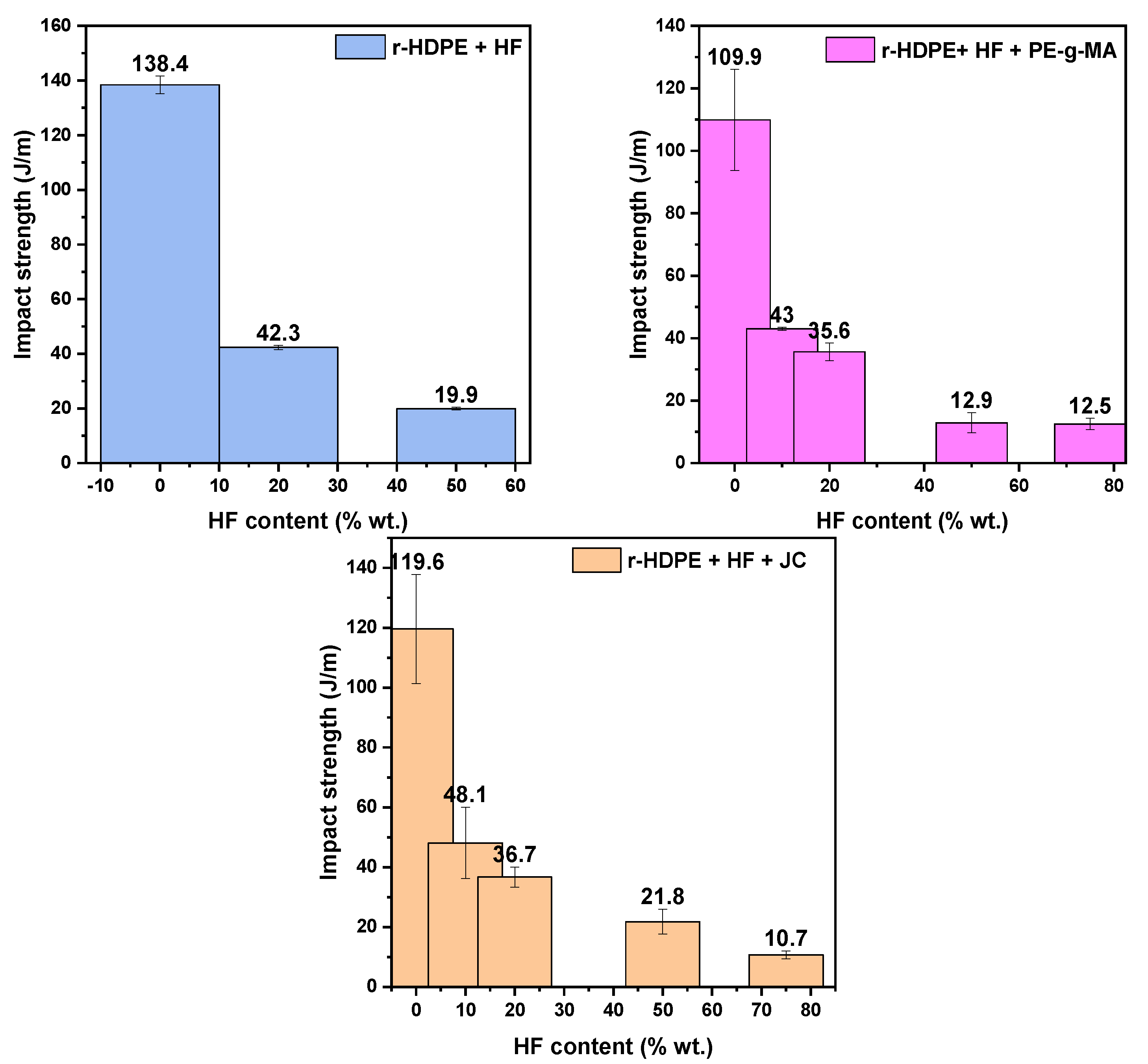
3.8.2. Impact Strength
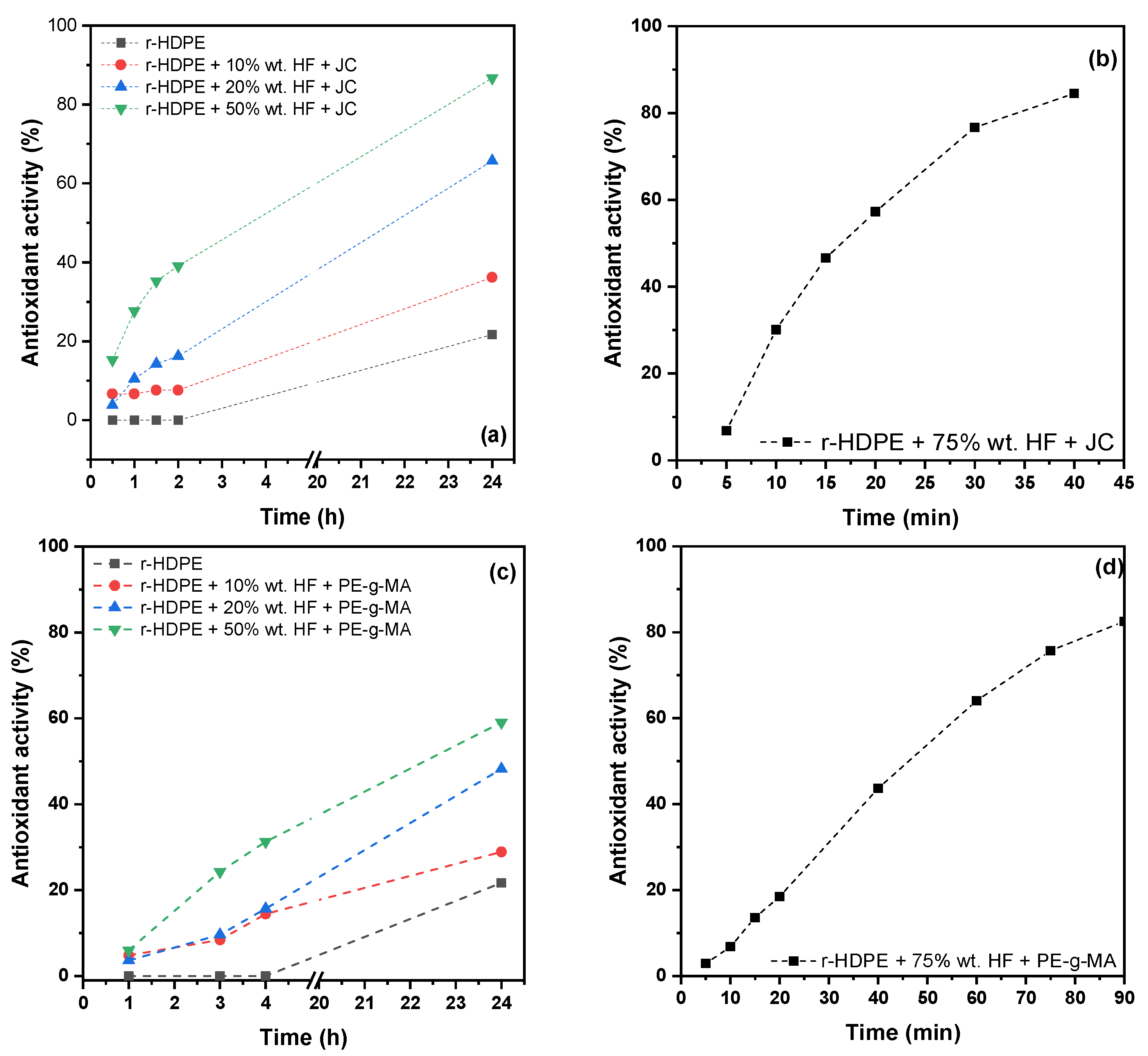
3.9. Antioxidant Activity
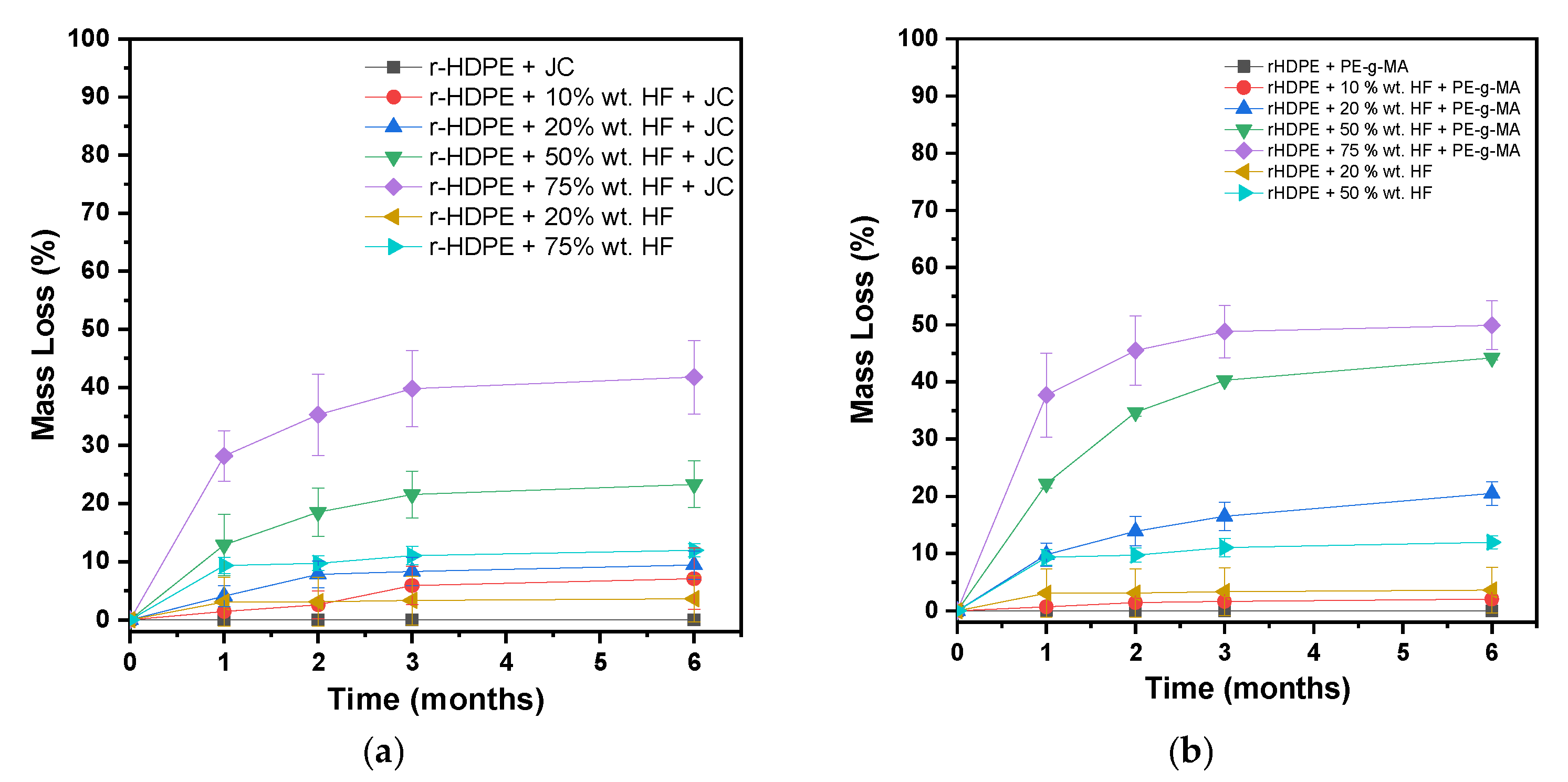
3.10. Soil Degradation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rebelein, A.; Int-Veen, I.; Kammann, U.; Scharsack, J.P. Microplastic fibers—Underestimated threat to aquatic organisms? Sci. Total. Environ. 2021, 777, 146045. [Google Scholar] [CrossRef] [PubMed]
- Avio, C.G.; Gorbi, S.; Regoli, F. Plastics and microplastics in the oceans: From emerging pollutants to emerged threat. Mar. Environ. Res. 2017, 128, 2–11. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Roy, P.; Mohanty, A.K.; Wagner, A.; Sharif, S.; Khalil, H.; Misra, M. Impacts of COVID-19 Outbreak on the Municipal Solid Waste Management: Now and beyond the Pandemic. ACS Environ. Au 2021, 1, 32–45. [Google Scholar] [CrossRef]
- Prata, J.C.; Silva, A.L.; Walker, T.R.; Duarte, A.C.; Rocha-Santos, T. COVID-19 Pandemic Repercussions on the Use and Management of Plastics. Environ. Sci. Technol. 2020, 54, 7760–7765. [Google Scholar] [CrossRef] [PubMed]
- Chrysafi, I.; Asimakidou, T.; Michailidou, G.; Xanthopoulou, E.; Tziamtzi, C.K.; Zamboulis, A.; Bikiaris, D.N. Characterization of the Thermal, Structural, and Mechanical Properties of Recycled HDPE. Macromol. Symp. 2022, 405, 10–12. [Google Scholar] [CrossRef]
- European Commission. A New Bioceconomy Strategy for a Sustainable Europe: Restoring Healthy Ecosystems and Enhancing Biodiversity; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- European Commission. A Sustainable Bioeconomy for Europe: Strengthening the Connection between Economy, Society and the Environment Updated Bioeconomy Strategy; Publications Office of the European Union: Luxembourg, 2018; pp. 1–107. [Google Scholar] [CrossRef]
- Balu, R.; Dutta, N.K.; Choudhury, N.R. Plastic Waste Upcycling: A Sustainable Solution for Waste Management, Product Development, and Circular Economy. Polymers 2022, 14, 4788. [Google Scholar] [CrossRef]
- Jung, H.; Shin, G.; Kwak, H.; Hao, L.T.; Jegal, J.; Kim, H.J.; Jeon, H.; Park, J.; Oh, D.X. Review of polymer technologies for improving the recycling and upcycling efficiency of plastic waste. Chemosphere 2023, 320, 138089. [Google Scholar] [CrossRef]
- Ahmad, F.; Choi, H.S.; Park, M.K. A Review: Natural Fiber Composites Selection in View of Mechanical, Light Weight, and Economic Properties. Macromol. Mater. Eng. 2014, 300, 10–24. [Google Scholar] [CrossRef]
- Maithil, P.; Gupta, P.; Chandravanshi, M.L. Study of mechanical properties of the natural-synthetic fiber reinforced polymer matrix composite. Mater. Today Proc. 2023. [CrossRef]
- Haris, N.I.N.; Hassan, M.Z.; Ilyas, R.; Suhot, M.A.; Sapuan, S.; Dolah, R.; Mohammad, R.; Asyraf, M. Dynamic mechanical properties of natural fiber reinforced hybrid polymer composites: A review. J. Mater. Res. Technol. 2022, 19, 167–182. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Gopi, J.A.; Radoor, S.; Dominic, M.C.; Krishnasamy, S.; Deshmukh, K.; Hameed, N.; Salim, N.V.; Sienkiewicz, N. Turning waste plant fibers into advanced plant fiber reinforced polymer composites: A comprehensive review. Compos. Part C Open Access 2023, 10, 100333. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S. The Preparation Methods and Processing of Natural Fibre Bio-polymer Composites. Curr. Org. Synth. 2020, 16, 1068–1070. [Google Scholar] [CrossRef]
- Jasmin, N.M.; Sathish, S.; Senthil, T.; Naidu, B.A.; Das, A.D.; Arun, K.; Subbiah, R.; Srinivasan, K. Investigation on natural fiber reinforced polymer matrix composite. Mater. Today Proc. 2023, 74, 60–63. [Google Scholar] [CrossRef]
- Summerscales, J.; Dissanayake, N.P.; Virk, A.S.; Hall, W. A review of bast fibres and their composites. Part 1–Fibres as reinforcements. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1329–1335. [Google Scholar] [CrossRef]
- Sadrmanesh, V.; Chen, Y. Bast fibres: Structure, processing, properties, and applications. Int. Mater. Rev. 2018, 64, 381–406. [Google Scholar] [CrossRef]
- Matzinos, P.; Bikiaris, D.N.; Kokkou, S.; Panayiotou, C. Processing and Characterization of LDPE/Starch Products. J. Appl. Polym. Sci. 2001, 79, 2548–2557. [Google Scholar] [CrossRef]
- Prinos, J.; Bikiaris, D.; Theologidis, S.; Panayiotou, C. Preparation and characterization of LDPE/starch blends containing ethylene/vinyl acetate copolymer as compatibilizer. Polym. Eng. Sci. 1998, 38, 954–964. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Yano, H.; Fu, W. Hemp: A Sustainable Plant with High Industrial Value in Food Processing. Foods 2023, 12, 651. [Google Scholar] [CrossRef]
- Ahmed, A.T.M.F.; Islam, Z.; Mahmud, S.; Sarker, E.; Islam, R. Hemp as a potential raw material toward a sustainable world: A review. Heliyon 2022, 8, e08753. [Google Scholar] [CrossRef]
- Väisänen, T.; Batello, P.; Lappalainen, R.; Tomppo, L. Modification of hemp fibers (Cannabis Sativa L.) for composite applications. Ind. Crop. Prod. 2018, 111, 422–429. [Google Scholar] [CrossRef]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef]
- Liao, J.; Zhang, S.; Tang, X. Sound Absorption of Hemp Fibers (Cannabis sativa L.) Based Nonwoven Fabrics and Composites: A Review. J. Nat. Fibers 2020, 19, 1297–1309. [Google Scholar] [CrossRef]
- Deshmukh, G.S. Advancement in hemp fibre polymer composites: A comprehensive review. J. Polym. Eng. 2022, 42, 575–598. [Google Scholar] [CrossRef]
- Tutek, K.; Masek, A. Hemp and Its Derivatives as a Universal Industrial Raw Material (with Particular Emphasis on the Polymer Industry)—A Review. Materials 2022, 15, 2565. [Google Scholar] [CrossRef]
- Dahal, R.K.; Acharya, B.; Dutta, A. Mechanical, Thermal, and Acoustic Properties of Hemp and Biocomposite Materials: A Review. J. Compos. Sci. 2022, 6, 373. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp fiber and its composites—A review. J. Compos. Mater. 2011, 46, 973–986. [Google Scholar] [CrossRef]
- Srikavi, A.; Mekala, M. Characterization of Sunn hemp fibers as a substitute for synthetic fibers in composites and various applications. Ind. Crop. Prod. 2023, 192, 116135. [Google Scholar] [CrossRef]
- Leoni, M.; Musio, S.; Croci, M.; Tang, K.; Magagnini, G.M.; Thouminot, C.; Müssig, J.; Amaducci, S. The effect of agronomic management of hemp (Cannabis sativa L.) on stem processing and fibre quality. Ind. Crop. Prod. 2022, 188, 115520. [Google Scholar] [CrossRef]
- Terzopoulou, Z.N.; Papageorgiou, G.Z.; Papadopoulou, E.; Athanassiadou, E.; Reinders, M.; Bikiaris, D.N. Development and study of fully biodegradable composite materials based on poly(butylene succinate) and hemp fibers or hemp shives. Polym. Compos. 2014, 37, 407–421. [Google Scholar] [CrossRef]
- Kim, B.-J.; Byun, J.-H.; Park, S.-J. Effects of Graphenes/CNTs Co-reinforcement on Electrical and Mechanical Properties of HDPE Matrix Nanocomposites. Bull. Korean Chem. Soc. 2010, 31, 2261–2264. [Google Scholar] [CrossRef]
- Kumar P, S.; Jayanarayanan, K.; Balachandran, M. Thermal and Mechanical Behavior of Functionalized MWCNT Reinforced Epoxy Carbon Fabric Composites. Mater. Today Proc. 2020, 24, 1157–1166. [Google Scholar] [CrossRef]
- Kumar P, S.; Jayanarayanan, K.; Balachandran, M. High-performance thermoplastic polyaryletherketone/carbon fiber composites: Comparison of plasma, carbon nanotubes/graphene nano-anchoring, surface oxidation techniques for enhanced interface adhesion and properties. Compos. Part B Eng. 2023, 253, 110560. [Google Scholar] [CrossRef]
- Madueke, C.I.; Mbah, O.M.; Umunakwe, R. A review on the limitations of natural fibres and natural fibre composites with emphasis on tensile strength using coir as a case study. Polym. Bull. 2022, 80, 3489–3506. [Google Scholar] [CrossRef] [PubMed]
- Lu, N.; Oza, S. A comparative study of the mechanical properties of hemp fiber with virgin and recycled high density polyethylene matrix. Compos. Part B Eng. 2013, 45, 1651–1656. [Google Scholar] [CrossRef]
- Lu, N.; Oza, S. Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites: Effect of two different chemical modifications. Compos. Part B Eng. 2013, 44, 484–490. [Google Scholar] [CrossRef]
- Chimeni-Yomeni, D.; Faye, A.; Rodrigue, D.; Dubois, C. Behavior of polyethylene composites based on hemp fibers treated by surface-initiated catalytic polymerization. Polym. Compos. 2021, 42, 2334–2348. [Google Scholar] [CrossRef]
- Chimeni, D.Y.; Dubois, C.; Rodrigue, D. Polymerization compounding of hemp fibers to improve the mechanical properties of linear medium density polyethylene composites. Polym. Compos. 2017, 39, 2860–2870. [Google Scholar] [CrossRef]
- Lu, N.; Swan, R.H., Jr.; Ferguson, I. Composition, structure, and mechanical properties of hemp fiber reinforced composite with recycled high-density polyethylene matrix. J. Compos. Mater. 2012, 46, 1915–1924. [Google Scholar] [CrossRef]
- Angulo, C.; Brahma, S.; Espinosa-Dzib, A.; Peters, R.; Stewart, K.M.E.; Pillay, S.; Ning, H. Development of hemp fiber composites with recycled high density polyethylene grocery bags. Environ. Prog. Sustain. Energy 2021, 40, e13617. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Meincken, M.; Tyhoda, L. Natural Fibre Modification and Its Influence on Fibre-matrix Interfacial Properties in Biocomposite Materials. Fibers Polym. 2020, 21, 677–689. [Google Scholar] [CrossRef]
- Tanasă, F.; Zănoagă, M.; Teacă, C.; Nechifor, M.; Shahzad, A. Modified hemp fibers intended for fiber-reinforced polymer composites used in structural applications—A review. I. Methods of modification. Polym. Compos. 2019, 41, 5–31. [Google Scholar] [CrossRef]
- Liu, M.; Thygesen, A.; Summerscales, J.; Meyer, A.S. Targeted pre-treatment of hemp bast fibres for optimal performance in biocomposite materials: A review. Ind. Crop. Prod. 2017, 108, 660–683. [Google Scholar] [CrossRef]
- Graziano, A.; Jaffer, S.; Sain, M. Review on modification strategies of polyethylene / polypropylene immiscible thermoplastic polymer blends for enhancing their mechanical behavior. J. Elastomers Plast. 2018, 54, 291–336. [Google Scholar] [CrossRef]
- Karaagac, E.; Koch, T.; Archodoulaki, V.-M. Choosing an Effective Compatibilizer for a Virgin HDPE Rich-HDPE/PP Model Blend. Polymers 2021, 13, 3567. [Google Scholar] [CrossRef] [PubMed]
- Utracki, L.A. Compatibilization of Polymer Blends. Can. J. Chem. Eng. 2002, 80, 1008–1016. [Google Scholar] [CrossRef]
- Andre, J.S.; Li, B.; Chen, X.; Paradkar, R.; Walther, B.; Feng, C.; Tucker, C.; Mohler, C.; Chen, Z. Interfacial reaction of a maleic anhydride grafted polyolefin with ethylene vinyl alcohol copolymer at the buried solid/solid interface. Polymer 2021, 212, 123141. [Google Scholar] [CrossRef]
- Roumeli, E.; Terzopoulou, Z.; Pavlidou, E.; Chrissafis, K.; Papadopoulou, E.; Athanasiadou, E.; Triantafyllidis, K.; Bikiaris, D.N. Effect of maleic anhydride on the mechanical and thermal properties of hemp/high-density polyethylene green composites. J. Therm. Anal. Calorim. 2015, 121, 93–105. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Y.; Shao, W.; Ren, Y.; Dong, W.; Zhang, F.; Liu, L.-Z. Crystallization, Structures, and Properties of Different Polyolefins with Similar Grafting Degree of Maleic Anhydride. Polymers 2020, 12, 675. [Google Scholar] [CrossRef]
- Naik, J.B.; Mishra, S. Esterification effect of maleic anhydride on swelling properties of natural fiber/high density polyethylene composites. J. Appl. Polym. Sci. 2007, 106, 2571–2574. [Google Scholar] [CrossRef]
- Chimeni, D.Y.; Toupe, J.L.; Dubois, C.; Rodrigue, D. Effect of surface modification on the interface quality between hemp and linear medium-density polyethylene. J. Appl. Polym. Sci. 2016, 133, 1–10. [Google Scholar] [CrossRef]
- Standau, T.; Nofar, M.; Dörr, D.; Ruckdäschel, H.; Altstädt, V. A Review on Multifunctional Epoxy-Based Joncryl® ADR Chain Extended Thermoplastics. Polym. Rev. 2021, 62, 296–350. [Google Scholar] [CrossRef]
- Grigora, M.-E.; Terzopoulou, Z.; Tsongas, K.; Klonos, P.; Kalafatakis, N.; Bikiaris, D.; Kyritsis, A.; Tzetzis, D. Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs. Polymers 2021, 13, 1381. [Google Scholar] [CrossRef]
- Venkatesan, K.B.; Karkhanis, S.S.; Matuana, L.M. Microcellular foaming of poly(lactic acid) branched with food-grade chain extenders. J. Appl. Polym. Sci. 2021, 138, 50686. [Google Scholar] [CrossRef]
- Tucci, F.; Vedernikov, A. Design Criteria for Pultruded Structural Elements. In Reference Module in Materials Science and Materials Engineering; Elsevier, B.V., Ed.; Academic Press: Amsterdam, The Netherlands, 2021; pp. 51–58. [Google Scholar]
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic Pultrusion: A Review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef]
- Cassagnau, P.; Bounor-Legaré, V.; Fenouillot, F. Reactive Processing of Thermoplastic Polymers: A Review of the Fundamental Aspects. Int. Polym. Process 2007, 22, 218–258. [Google Scholar] [CrossRef]
- Blois, M.S. Antioxidant Determinations by the Use of a Stable Free Radical. Nature 1958, 181, 1199–1200. [Google Scholar] [CrossRef]
- Gulmine, J.; Janissek, P.; Heise, H.; Akcelrud, L. Polyethylene characterization by FTIR. Polym. Test. 2002, 21, 557–563. [Google Scholar] [CrossRef]
- Mouallif, I.; Latrach, A.; Chergui, M.; Benali, A.; Barbe, N. FTIR study of HDPE structural changes, moisture absorption and mechanical properties variation when exposed to sulphuric acid aging in various temperatures. Mater. Sci. 2011, 1–7. [Google Scholar]
- Krehula, L.K.; Katančić, Z.; Siročić, A.P.; Hrnjak-Murgić, Z. Weathering of High-Density Polyethylene-Wood Plastic Composites. J. Wood Chem. Technol. 2013, 34, 39–54. [Google Scholar] [CrossRef]
- Neves, A.C.C.; Rohen, L.A.; Mantovani, D.P.; Carvalho, J.P.R.G.; Vieira, C.M.F.; Lopes, F.P.D.; Simonassi, N.T.; da Luz, F.S.; Monteiro, S.N. Comparative mechanical properties between biocomposites of Epoxy and polyester matrices reinforced by hemp fiber. J. Mater. Res. Technol. 2020, 9, 1296–1304. [Google Scholar] [CrossRef]
- Dolçà, C.; Fages, E.; Gonga, E.; Garcia-Sanoguera, D.; Balart, R.; Quiles-Carrillo, L. The Effect of Varying the Amount of Short Hemp Fibers on Mechanical and Thermal Properties of Wood–Plastic Composites from Biobased Polyethylene Processed by Injection Molding. Polymers 2021, 14, 138. [Google Scholar] [CrossRef] [PubMed]
- Bikiaris, D.; Prinos, J.; Panayiotou, C. Effect of EAA and starch on the thermooxidative degradation of LDPE. Polym. Degrad. Stab. 1997, 56, 1–9. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | r-HDPE (g) | Hemp Fibers (g) | Compatibilizer (g) | |
|---|---|---|---|---|
| PE-g-MA | JC | |||
| r-HDPE neat | - | - | - | |
| r-HDPE + 20% wt. HF | 8 | 2 | - | - |
| r-HDPE + 50% wt. HF | 5 | 5 | - | - |
| r-HDPE + JC | 10 | - | - | 0.1 |
| r-HDPE + 10% wt. HF + JC | 9 | 1 | - | 0.1 |
| r-HDPE + 20% wt. HF + JC | 8 | 2 | - | 0.2 |
| r-HDPE + 50% wt. HF + JC | 5 | 5 | - | 0.5 |
| r-HDPE + 75% wt. HF + JC | 2.5 | 7.5 | - | 0.75 |
| r-HDPE + PΕ-g-MA | 10 | - | 0.1 | - |
| r-HDPE + 10% wt. HF + PΕ-g-MA | 9 | 1 | 0.1 | - |
| r-HDPE + 20% wt. HF + PΕ-g-MA | 8 | 2 | 0.2 | - |
| r-HDPE + 50% wt. HF + PΕ-g-MA | 5 | 5 | 0.5 | - |
| r-HDPE + 75% wt. HF + PΕ-g-MA | 2.5 | 7.5 | 0.75 | - |
| Sample | Without Compatibilizer | +1% wt. JC | +1% wt. PE-g-MA | |||
|---|---|---|---|---|---|---|
| Tm (°C) | Tc (°C) | Tm (°C) | Tc (°C) | Tm (°C) | Tc (°C) | |
| r-HDPE | 136 | 113.5 | 139.1 | 113.6 | 138 | 114.9 |
| r-HDPE + 10% wt. HF | - | - | 135.3 | 112.7 | 137.3 | 114.5 |
| r-HDPE + 20% wt. HF | 136.9 | 114.2 | 135.6 | 114.4 | 136.1 | 114.3 |
| r-HDPE + 50% wt. HF | 134.2 | 115.2 | 134 | 115.5 | 136.7 | 114 |
| r-HDPE + 75% wt. HF | - | - | 133.6 | 115.5 | 132.8 | 116 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xanthopoulou, E.; Chrysafi, I.; Polychronidis, P.; Zamboulis, A.; Bikiaris, D.N. Evaluation of Eco-Friendly Hemp-Fiber-Reinforced Recycled HDPE Composites. J. Compos. Sci. 2023, 7, 138. https://doi.org/10.3390/jcs7040138
Xanthopoulou E, Chrysafi I, Polychronidis P, Zamboulis A, Bikiaris DN. Evaluation of Eco-Friendly Hemp-Fiber-Reinforced Recycled HDPE Composites. Journal of Composites Science. 2023; 7(4):138. https://doi.org/10.3390/jcs7040138
Chicago/Turabian StyleXanthopoulou, Eleftheria, Iouliana Chrysafi, Prodromos Polychronidis, Alexandra Zamboulis, and Dimitrios N. Bikiaris. 2023. "Evaluation of Eco-Friendly Hemp-Fiber-Reinforced Recycled HDPE Composites" Journal of Composites Science 7, no. 4: 138. https://doi.org/10.3390/jcs7040138
APA StyleXanthopoulou, E., Chrysafi, I., Polychronidis, P., Zamboulis, A., & Bikiaris, D. N. (2023). Evaluation of Eco-Friendly Hemp-Fiber-Reinforced Recycled HDPE Composites. Journal of Composites Science, 7(4), 138. https://doi.org/10.3390/jcs7040138