
Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wood Particles Preparation
Determination of L/D Ratio
2.3. Preparation of Wood-Plastic Composites
2.4. Characterization of Composites
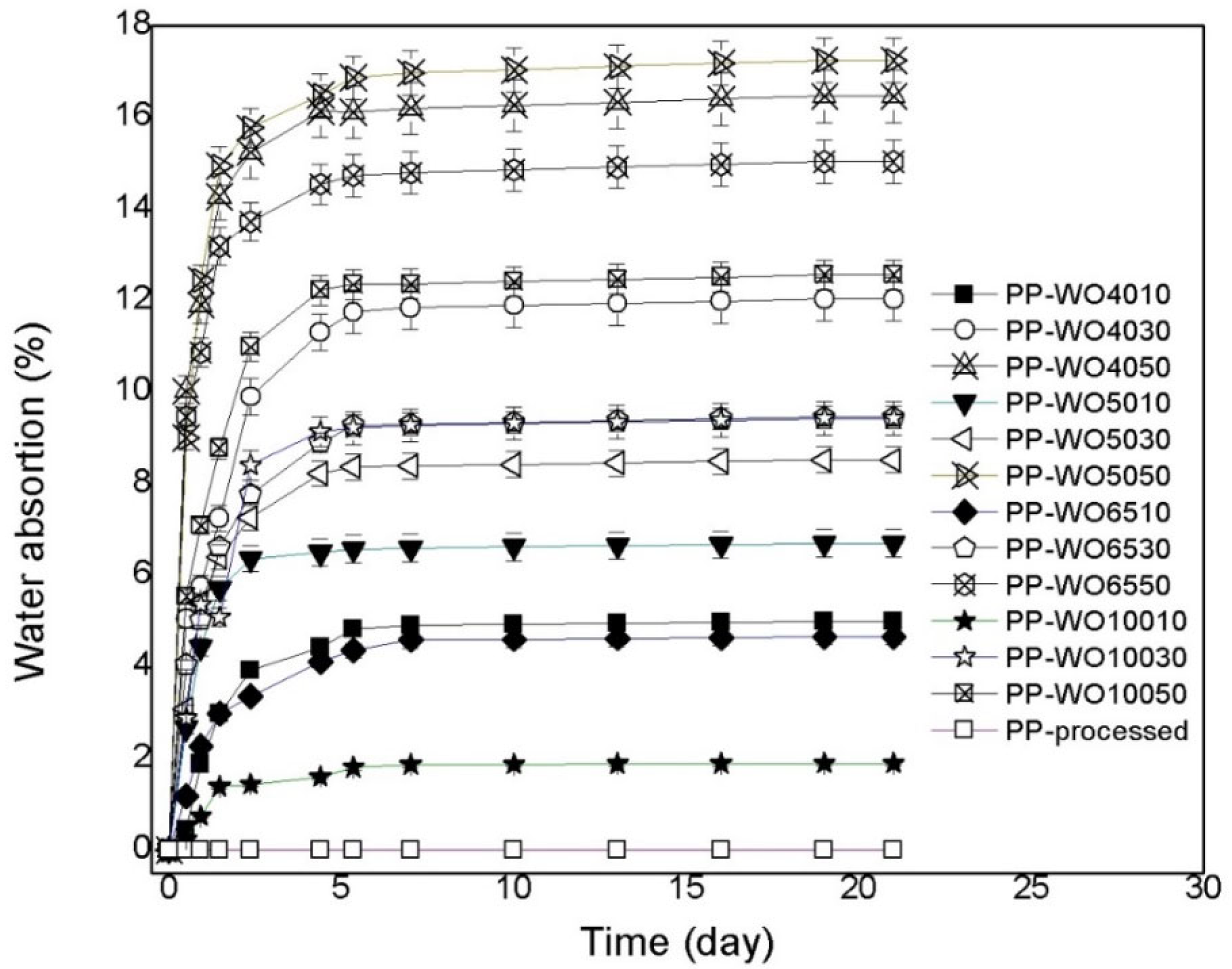
2.4.1. Water Absorption Capacity
2.4.2. Melt Flow Index (MFI)
2.4.3. Mechanical Tests
2.4.4. Environmental Scanning Electron Microscopy (ESEM)
2.4.5. Apparent Density
3. Results and Discussion
3.1. Wood Particles
3.2. Composites
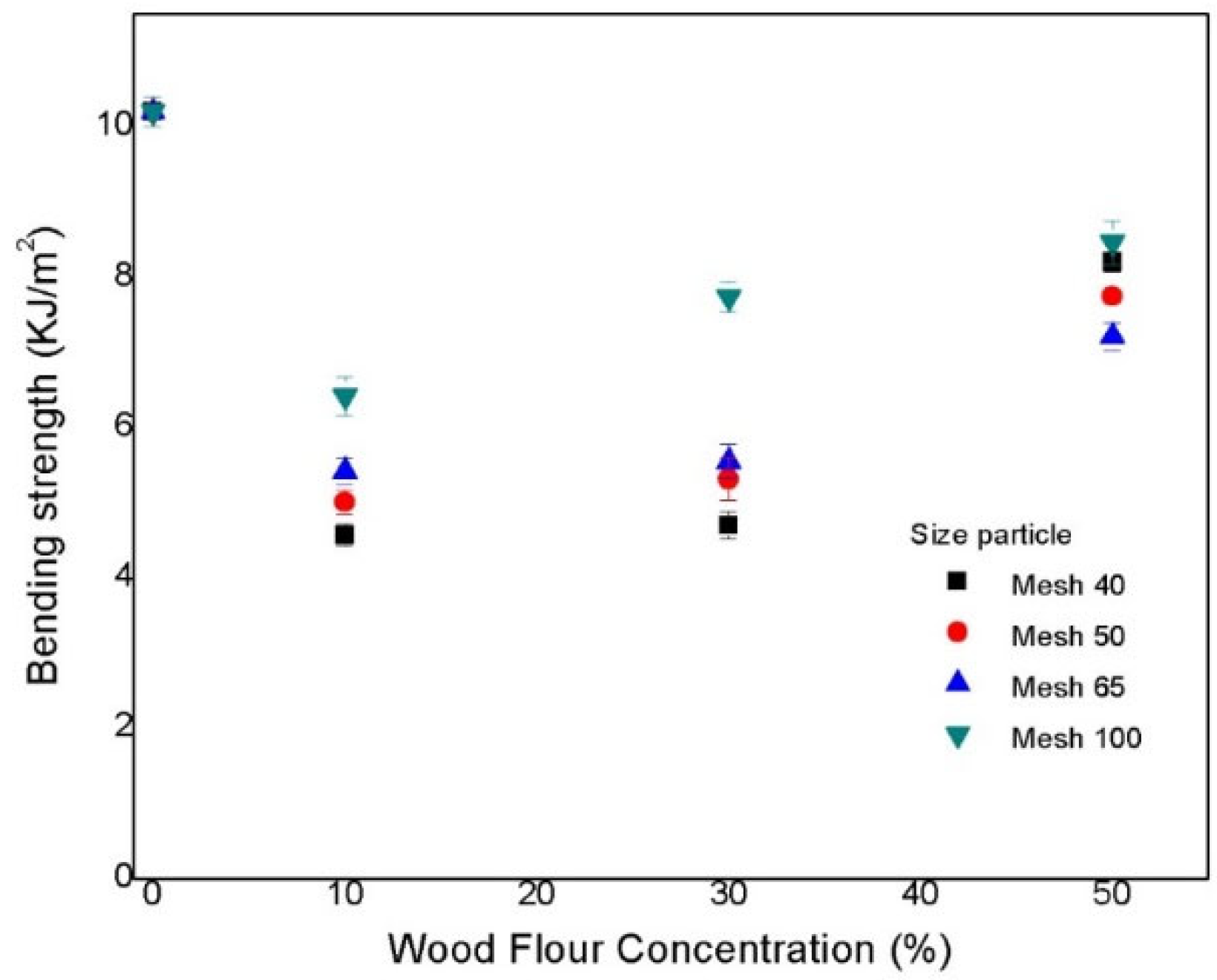
3.3. Impact Tests
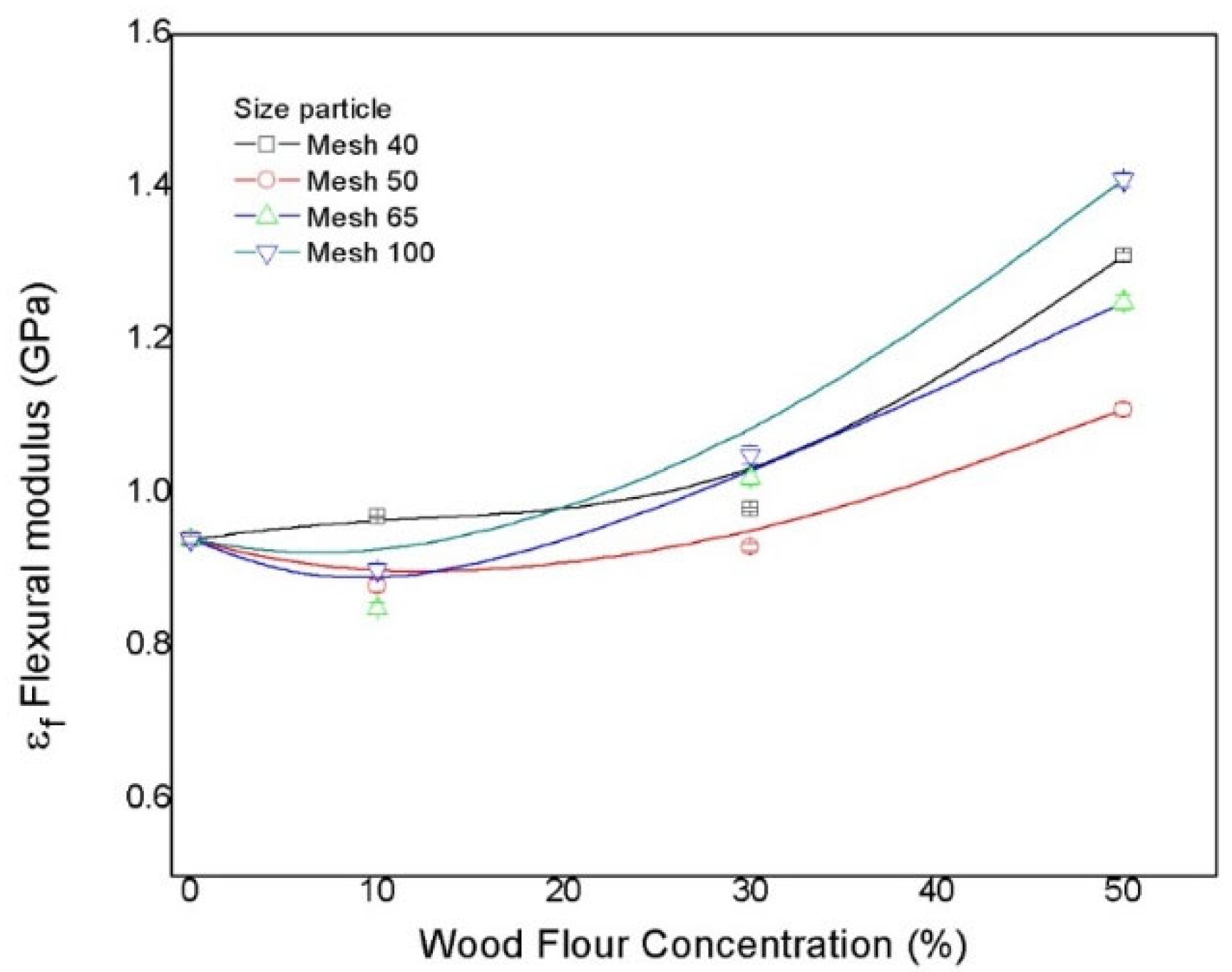
3.4. Flexion Tests
3.5. Tensile Tests
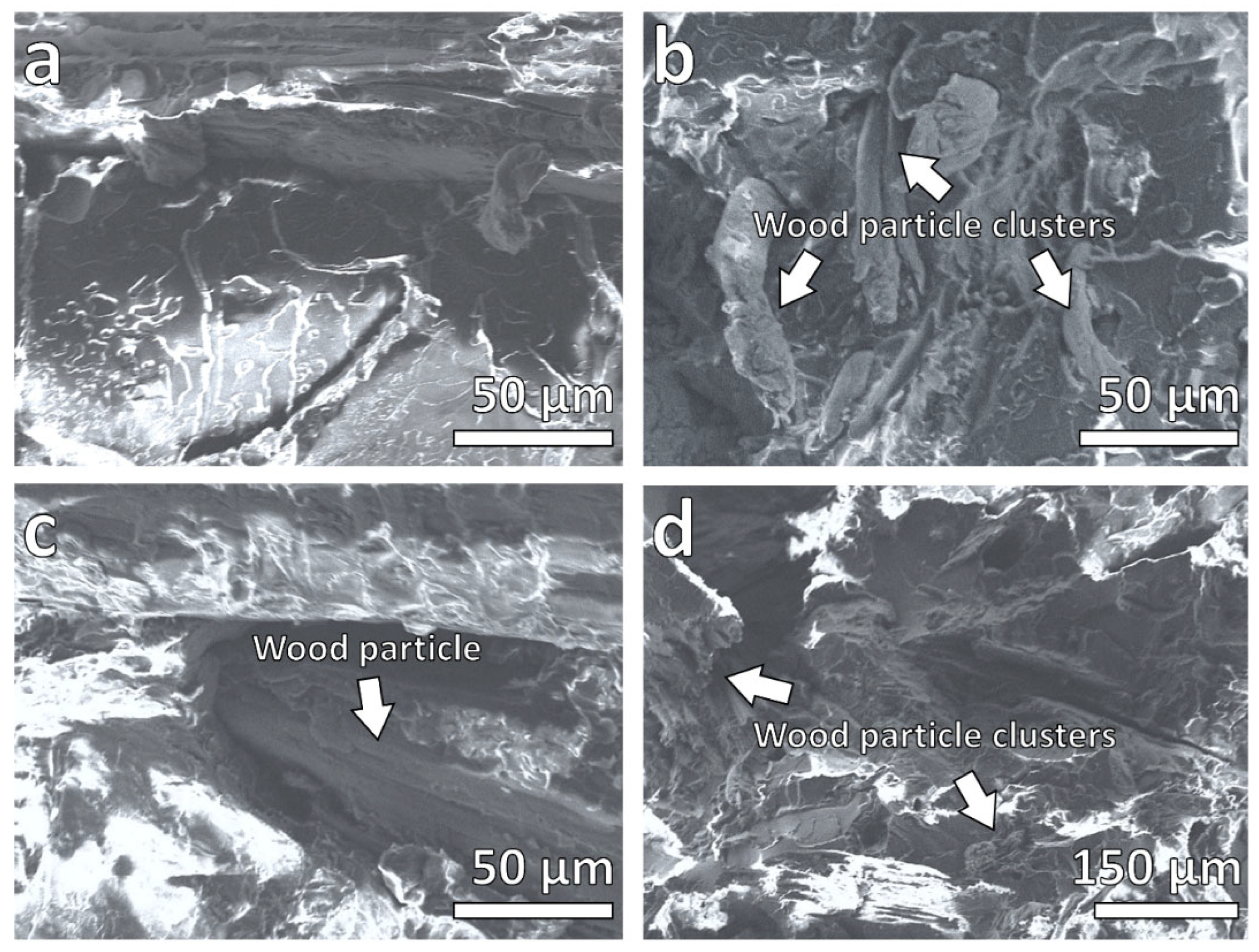
3.6. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jang, B.Z. Advanced Polymer Composites: Principles and Applications; ASM International: Materials Park, OH, USA, 1994; p. 305. [Google Scholar]
- Clyne, T.; Hull, D. An Introduction to Composite Materials, 2nd ed.; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 2019. [Google Scholar]
- Karian, H. Mega-Coupled Polypropylene Composites of Glass Fibers. In Handbook of Polypropylene and Polypropylene Composites, 2nd ed.; Revised and Expanded; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar] [CrossRef]
- Fang, J.; Zhang, L.; Li, C. The combined effect of impregnated rollers configuration and glass fibers surface modification on the properties of continuous glass fibers reinforced polypropylene prepreg composites. Compos. Sci. Technol. 2020, 197, 108259. [Google Scholar] [CrossRef]
- Choi, W.K.; Kim, H.I.; Kang, S.J.; Lee, Y.S.; Han, J.H.; Kim, B.J. Mechanical interfacial adhesion of carbon fibers-reinforced polarized-polypropylene matrix composites: Effects of silane coupling agents. Carbon Lett. 2016, 17, 79–84. [Google Scholar] [CrossRef] [Green Version]
- Rasana, N.; Jayanarayanan, K.; Pavithra, R.; Nandhini, G.R.; Ramya, P.; Veeraraagavan, A.V. Mechanical and thermal properties modeling, sorption characteristics of multiscale (multiwalled carbon nanotubes/glass fiber) filler reinforced polypropylene composites. J. Vinyl Addit. Technol. 2019, 25, E94–E107. [Google Scholar] [CrossRef]
- Karnani, R.; Krishnan, M.; Narayan, R. Biofiber-reinforced polypropylene composites. Polym. Eng. Sci. 1997, 37, 476–483. [Google Scholar] [CrossRef] [Green Version]
- Fu, S.; Yu, B.; Tang, W.; Fan, M.; Chen, F.; Fu, Q. Mechanical properties of polypropylene composites reinforced by hydrolyzed and microfibrillated Kevlar fibers. Compos. Sci. Technol. 2018, 163, 141–150. [Google Scholar] [CrossRef]
- Malkapuram, R.; Kumar, V.; Negi, Y.S. Recent development in natural fiber reinforced polypropylene composites. J. Reinf. Plast. Compos. 2009, 28, 1169–1189. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Badji, C.; Beigbeder, J.; Garay, H.; Bergeret, A.; Bénézet, J.C.; Desauziers, V. Under glass weathering of hemp fibers reinforced polypropylene biocomposites: Impact of Volatile Organic Compounds emissions on indoor air quality. Polym. Degrad. Stab. 2018, 149, 85–95. [Google Scholar] [CrossRef]
- Cerqueira, E.F.; Baptista, C.A.R.P.; Mulinari, D.R. Mechanical behaviour of polypropylene reinforced sugarcane bagasse fibers composites. Procedia Eng. 2011, 10, 2046–2051. [Google Scholar] [CrossRef] [Green Version]
- Lila, M.K.; Singhal, A.; Banwait, S.S.; Singh, I. A recyclability study of bagasse fiber reinforced polypropylene composites. Polym. Degrad. Stab. 2018, 152, 272–279. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A.; Tabrizi, A.K. Thermoplastic hybrid composites using bagasse, corn stalk and E-glass fibers: Fabrication and characterization. Polym. Technol. Eng 2014, 53, 1–8. [Google Scholar] [CrossRef]
- Jayaraman, K. Manufacturing sisal–polypropylene composites with minimum fibre degradation. Compos. Sci. Technol. 2003, 63, 367–374. [Google Scholar] [CrossRef]
- Uawongsuwan, P.; Yang, Y.; Hamada, H. Long jute fiber-reinforced polypropylene composite: Effects of jute fiber bundle and glass fiber hybridization. J. Appl. Polym. Sci. 2015, 132, 41819. [Google Scholar] [CrossRef]
- Bassyouni, M. Dynamic mechanical properties and characterization of chemically treated sisal fiber-reinforced polypropylene biocomposites. J. Reinf. Plast. Compos. 2018, 37, 1402–1417. [Google Scholar] [CrossRef]
- Jayamani, E.; Hamdan, S.; Rahman, M.R.; Bakri, M.K.B. Study of sound absorption coefficients and characterization of rice straw stem fibers reinforced polypropylene composites. Bioresources 2015, 10, 3378–3392. [Google Scholar] [CrossRef] [Green Version]
- Herrera-Franco, P.; Valadez-Gonzalez, A.; Cervantes-Uc, M. Development and characterization of a HDPE -sand- natural fiber composite. Compos. B Eng. 1997, 28, 331–343. [Google Scholar] [CrossRef]
- Lee, H.S.; Cho, D.; Han, S.O. Effect of natural fiber surface treatments on the interfacial and mechanical properties of henequen/polypropylene biocomposites. Macromol. Res. 2008, 16, 411–417. [Google Scholar] [CrossRef] [Green Version]
- Tarrés, Q.; Vilaseca, F.; Herrera-Franco, P.J.; Espinach, F.X.; Delgado-Aguilar, M.; Mutjé, P. Interface and micromechanical characterization of tensile strength of bio-based composites from polypropylene and henequen strands. Ind. Crops Prod. 2019, 132, 319–326. [Google Scholar] [CrossRef]
- Gómez, D.M.; Galindo, J.R.; González, N.R.; Rodrigue, D. Polymer composite based on agave fibres. In Proceedings of the Conference Proceedings: ANTEC 2005, Hynes Convention Center, Boston, MA, USA, 1–5 May 2005; p. 1346. [Google Scholar]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R.; Moscoso-Sánchez, F.J.; Rodrigue, D.; González-Núñez, R. Injection molded self-hybrid composites based on polypropylene and natural fibers. Polym. Compos. 2014, 35, 1798–1806. [Google Scholar] [CrossRef]
- Sanjuan-Raygoza, R.J.; Jasso-Gastinel, C.F. Effect of waste agave fiber on the reinforcing of virgin or recycled polypropylene. Rev. Mex. Ing. Quim. 2009, 8, 319–327. Available online: http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S1665-27382009000300011&lng=es&nrm=iso (accessed on 2 March 2022).
- Goulart, S.A.S.; Oliveira, T.A.; Teixeira, A.; Miléo, P.C.; Mulinari, D.R. Mechanical behaviour of polypropylene reinforced palm fibers composites. Procedia Eng. 2011, 10, 2034–2039. [Google Scholar] [CrossRef] [Green Version]
- Zainudin, E.S.; Yan, L.H.; Haniffah, W.H.; Jawaid, M.; Alothman, O.Y. Effect of coir fiber loading on mechanical and morphological properties of oil palm fibers reinforced polypropylene composites. Polym. Compos. 2014, 35, 1418–1425. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Buyuksari, U.; Dundar, T. Waste pine cones as a source of reinforcing fillers for thermoplastic composites. J. Appl. Polym. Sci. 2010, 117, 2324–2330. [Google Scholar] [CrossRef]
- Messaoudi, K.; Nekkaa, S.; Guessoum, M. Contribution of surface treatments by esterification and silanization in reinforcing the composites based on Pine cone and Spartium junceum flours and polypropylene. J. Adhes. Sci. Technol. 2019, 33, 2405–2429. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Claramunt, J.; Mutjé, P.; Ardanuy, M.; Espinach, F.X. Behavior of the interphase of dyed cotton residue flocks reinforced polypropylene composites. Compos. B Eng. 2017, 128, 200–207. [Google Scholar] [CrossRef] [Green Version]
- Verhey, S.; Lank, P.; Richter, D. Laboratory decay resistance of woodfiber/thermoplastic composites. For. Prod. J. 2001, 51, 44. [Google Scholar]
- Lomelí-Ramírez, M.G.; Ochoa-Ruiz, H.G.; Fuentes-Talavera, F.J.; García-Enriquez, S.; Cerpa-Gallegos, M.A.; Silva-Guzmán, J.A. Evaluation of accelerated decay of wood plastic composites by Xylophagus fungi. Int. Biodeterior. Biodegrad. 2009, 63, 1030–1035. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K.; Verma, S.K.; Tripathy, S.S. Effect of MAPP as a Coupling Agent on the Performance of Jute–PP Composites. J. Reinf. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A.; Tabari, H.Z.; Rezaei, F. Mechanical and thermo-chemical properties of wood-flour/polypropylene blends. Polym. Bull. 2010, 65, 691–700. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Espinach, F.X.; Mutjé, P.; Boufi, S. Polypropylene composites based on lignocellulosic fillers: How the filler morphology affects the composite properties. Mater. Des. 2015, 65, 454–461. [Google Scholar] [CrossRef]
- Maziero, R.; Soares, K.; Itman Filho, A.; Júnior, A.R.F.; Rubio, J.C.C. Maleated Polypropylene as Coupling Agent for Polypropylene Composites Reinforced with Eucalyptus and Pinus Particles. Bioresources 2019, 14, 4774–4791. [Google Scholar] [CrossRef]
- Joseph, K.; Thomas, S.; Pavithran, C. Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites. Polymer 1996, 37, 5139–5149. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Joseph, S.; Jacob, M.; Thomas, S. Oil palm fibre reinforced phenol formaldehyde composites: Influence of fibre surface modifications on the mechanical performance. Appl. Compos. Mater. 2000, 7, 295–329. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Anzaldo, J.; Fuentes-Talavera, F.J.; González-Núñez, R.; Robledo-Ortíz, J.R.; Rodrigue, D. Effect of agave fiber surface treatment on the properties of polyethylene composites produced by dry-blending and compression molding. Polym. Compos. 2017, 38, 96–104. [Google Scholar] [CrossRef]
- Flores-Hernández, M.A.; González, I.; Lomelí-Ramírez, M.G.; Fuentes-Talavera, F.J.; Silva-Guzmán, J.A.; Cerpa-Gallegos, M.A.; García-Enriquez, S. Physical and mechanical properties of wood plastic composites polystyrene-white oak wood flour. J. Compos. Mater. 2014, 48, 209–217. [Google Scholar] [CrossRef]
- Melo, B.N.; Pasa, V.M. Composites based on eucalyptus tar pitch/castor oil polyurethane and short sisal fibers. J. Appl. Polym. Sci. 2003, 89, 3797–3802. [Google Scholar] [CrossRef]
- Flores-Hernández, M.Á.; Torres-Rendón, J.G.; Jiménez-Amezcua, R.M.; Lomelí-Ramírez, M.G.; Fuentes-Talavera, F.J.; Silva-Guzmán, J.A.; García-Enriquez, S. Studies on Mechanical Performance of Wood-Plastic Composites: Polystyrene-Eucalyptus globulus Labill. Bioresources 2017, 12, 6392–6404. [Google Scholar] [CrossRef] [Green Version]
- Costa, T.H.; Carvalho, D.L.; Souza, D.C.; Coutinho, F.M.; Pinto, J.C.; Kokta, B.V. Statistical experimental design and modeling of polypropylene–wood fiber composites. Polym. Test. 2000, 19, 419–428. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.X.; López, F.; García, J.C.; Delgado-Aguilar, M.; Mutjé, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene: Macromechanical and micromechanical analysis. Compos. B Eng. 2016, 91, 384–391. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Leduc, S.; González-Núñez, R.; Rodrigue, D. Mechanical Properties of Recycled Polypropylene/SBR Rubber Crumbs Blends Reinforced by Birch Wood Flour. Polym. Polym. Compos. 2012, 20, 439–444. [Google Scholar] [CrossRef]
- Dahlke, B.; Larbig, H.; Scherzer, H.D.; Poltrock, R. Natural fiber reinforced foams based on renewable resources for automotive interior applications. J. Cell. Plast. 1998, 34, 361–379. [Google Scholar] [CrossRef]
- Langhorst, A.E.; Burkholder, J.; Long, J.; Thomas, R.; Kiziltas, A.; Mielewski, D. Blue-agave fiber-reinforced polypropylene composites for automotive applications. Bioresources 2018, 13, 820–835. [Google Scholar] [CrossRef]
- Mass, P.J. Los encinos como fuente potencial de madera para celulosa y papel en México. Rev. Mex. Cienc. For. 1977, 9, 39–58. [Google Scholar]
- Bonfil, C. La riqueza de los encinos. Ciencias 1993, 29, 13–16. Available online: http://revistas.unam.mx/index.php/cns/article/viewFile/11329/10654 (accessed on 5 October 2021).
- Challenger, A. Utilización y Conservación de los Ecosistemas Terrestres de México. Pasado, Presente y Futuro (No. 581.5 C44Y); Comisión Nacional para el Conocimiento y Uso de la Biodiversidad: México, D.F., Mexico, 1998. [Google Scholar]
- Nixon, K.C. The genus Quercus in Mexico. In Biological diversity of Mexico: Origins and Distribution; Ramamoorthy, T.P., Bye, R., Lot, A., Fa, J., Eds.; Oxford University Press: New York, NY, USA, 1993; pp. 447–458. [Google Scholar]
- Zavala, F. Los encinos mexicanos: Un recurso desaprovechado. Cienc. Desarro. 1990, 16, 43–51. [Google Scholar]
- Richter, G.; Fuentes, F.; Silva, J.; Rodríguez, R.; Torres, P. Fichas de Propiedades Tecnológicas de las Maderas; Departamento de Madera, Celulosa y Papel. CUCEI. Universidad de Guadalajara: Guadalajara, México, 2012. [Google Scholar]
- Manos, P.S.; Doyle, J.J.; Nixon, K.C. Phylogeny, biogeography, and processes of molecular differentiation in Quercus subgenus Quercus (Fagaceae). Mol. Phylogenet. Evol. 1999, 12, 333–349. [Google Scholar] [CrossRef] [Green Version]
- Arizaga, S.; Martínez-Cruz, J.; Salcedo-Cabrales, M.; Bello-González, M.A. Manual de la Biodiversidad de Encinos Michoacanos, 1st ed.; Instituto Nacional de Ecología: México, D.F., Mexico, 2009. [Google Scholar]
- Morales-Saldaña, S.; Luna-Bonilla, O.Á.D.; Cadena-Rodríguez, Y.J.; Valencia, A.S. Species distribution of Quercus (Fagaceae) along an altitude gradient, reveals zonation in a hotspot. Bot. Sci. 2021, 99, 722–734. [Google Scholar] [CrossRef]
- Nájera-Luna, J.A.; Vargas-Antonio, Z.; Méndez-González, J.; de Jesús Graciano-Luna, J. Propiedades físicas y mecánicas de la madera en Quercus laeta Liemb. de El Salto, Durango. Ra Ximhai 2005, 1, 559–576. Available online: https://www.redalyc.org/pdf/461/46110307.pdf (accessed on 10 October 2021). [CrossRef]
- ASTM D 638-14; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014.
- ASTM D 790-15e2; Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials Properties. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- ASTM D 5628-96; Standard Test Method for Impact Resistance of Flat, Rigid Plastic Specimens by Means of Falling Dart (Tup or Falling Mass). American Society for Testing and Materials: West Conshohocken, PA, USA, 1996.
- ASTM D1238-13; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. American Society for Testing and Materials: West Conshohocken, PA, USA, 2013.
- Cranks, J. The Mathematics of Diffusion; Oxford University Press: London, UK, 1979; Chapter IV. [Google Scholar]
- Ashori, A. Hybrid Composites from Waste Materials. J. Polym. Environ. 2009, 18, 65–70. [Google Scholar] [CrossRef]
- Maldas, D.; Kokta, B.V.; Daneault, C. Thermoplastic composites of polystyrene: Effect of different wood species on mechanical properties. J. Appl. Polym. Sci. 1995, 38, 413–439. [Google Scholar] [CrossRef]
- Stark, N.M.; Rowlands, R.E. Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Sci. 2003, 35, 167–174. [Google Scholar]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Water absorption behavior and mechanical properties of lignocellulosic filler–polyolefin bio-composites. Compos. Struct. 2006, 72, 429–437. [Google Scholar] [CrossRef]
- Najafi, S.K.; Sharifnia, H.; Tajvidi, M. Effects of water absorption on creep behavior of wood-plastic composites. J. Compos. Mater. 2008, 42, 993–1002. [Google Scholar] [CrossRef]
- Mishra, S.; Verma, J. Effect of compatibilizers on water absorption kinetics of polypropylene/wood flour foamed composites. J. Appl. Polym. Sci. 2006, 101, 2530–2537. [Google Scholar] [CrossRef]
- Tajvidi, M.; Najafi, S.K.; Moteei, N. Long-term water uptake behavior of natural fiber/polypropylene composites. J. Appl. Polym. Sci. 2006, 99, 2199–2203. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A.; Bakar, A.A. Mechanical performance of oil palm empty fruit bunches/jute fibres reinforced epoxy hybrid composites. Mater. Sci. Eng. A 2010, 527, 7944–7949. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A. Fundamental studies on wood–plastic composites: Effects of fiber concentration and mixing temperature on the mechanical properties of poplar/PP composite. Polym. Compos. 2008, 29, 569–573. [Google Scholar] [CrossRef]
- Ichazo, M.N.; Albano, C.; Gonzalez, J.; Perera, R.; Candal, A.M. Polypropylene/wood flour composites: Treatments and properties. Compos. Struct. 2001, 54, 207–214. [Google Scholar] [CrossRef]
- Nair, K.M.; Diwan, S.M.; Thomas, S. Tensile properties of short sisal fiber reinforced polystyrene composites. J. Appl. Polym. Sci. 1996, 60, 1483–1497. [Google Scholar] [CrossRef]
- Zhu, M.; Song, J.; Li, T.; Gong, A.; Wang, Y.; Dai, J.; Yao, Y.; Luo, W.; Henderson, D.; Hu, L. Highly anisotropic, highly transparent wood composites. Mater. Av. 2016, 28, 5181–5187. [Google Scholar] [CrossRef]
- Borysiak, S.; Paukszta, D. Mechanical Properties of Lignocellulosic/Polypropylene Composites. Mol. Cryst. Liq. Cryst. 2008, 484, 379–388. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Reinforced polypropylene composites: Effects of chemical compositions and particle size. Bioresour. Technol. 2010, 101, 2515–2519. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mesh | Retention (%) | L/D Ratio |
|---|---|---|
| 40 (594–421 µm) | 35.04 | 4.60 ± 0.20 |
| 50 (420–298 µm) | 21.62 | 4.32 ± 0.19 |
| 65 (297–211 µm) | 16.16 | 4.29 ± 0.22 |
| 100 (210–150 µm) | 16.95 | 3.93 ± 0.16 |
| Samples | Mesh and (Aspect Ratio) | Concetration of Wood Particles (wt%) | Apparent Density (g/cm3) | Melt Flow Index (g/10 min) | Water Absortion (%) | Water Diffusion Coefficient (1013 m2/s) |
|---|---|---|---|---|---|---|
| PP processed | - | - | 0.89 ± 0.011 | 5.11 ± 0.14 | 0 | - |
| PP-WO4010 | 40 (4.6 ± 0.20) | 10 | 0.89 ± 0.010 | 4.17 ± 0.16 | 4.99 ± 0.15 | 2.72 ± 0.09 |
| PP-WO4030 | 30 | 0.91 ± 0.007 | 1.88 ± 0.14 | 12.04 ± 0.48 | 3.03 ± 0.08 | |
| PP-WO4050 | 50 | 0.98 ± 0.019 | 0.91 ± 0.04 | 16.47 ± 0.58 | 4.69 ± 0.11 | |
| PP-WO5010 | 50 (4.32 ± 0.19) | 10 | 0.88 ± 0.010 | 4.93 ± 0.13 | 6.71 ± 0.30 | 2.86 ± 0.06 |
| PP-WO5030 | 30 | 0.92 ± 0.008 | 3.07 ± 0.10 | 8.52 ± 0.28 | 2.97 ± 0.07 | |
| PP-WO5050 | 50 | 0.97 ± 0.018 | 1.04 ± 0.03 | 17.25 ± 0.48 | 4.86 ± 0.10 | |
| PP-WO6510 | 65 (4.29 ± 0.22) | 10 | 0.88 ± 0.010 | 4.66 ± 0.11 | 4.66 ± 0.18 | 2.56 ± 0.05 |
| PP-WO6530 | 30 | 0.92 ± 0.007 | 3.18 ± 0.09 | 9.46 ± 0.24 | 3.01 ± 0.07 | |
| PP-WO6550 | 50 | 1.04 ± 0.013 | 1.06 ± 0.04 | 15.04 ± 0.47 | 4.08 ± 0.08 | |
| PP-WO10010 | 100 (3.93 ± 0.16) | 10 | 0.91 ± 0.010 | 4.02 ± 0.12 | 1.90 ± 0.06 | 2.26 ± 0.05 |
| PP-WO10030 | 30 | 0.92 ± 0.008 | 2.23 ± 0.08 | 9.429 ± 0.37 | 3.03 ± 0.08 | |
| PP-WO10050 | 50 | 1.07 ± 0.014 | 1.07 ± 0.04 | 12.57 ± 0.33 | 3.61 ± 0.7 |
| Formulations | Impact | Flexural | Tensile | |||
|---|---|---|---|---|---|---|
| Bending Strength (KJ/m2) | σf Maximum Strength (MPa) | εf Flexural Modulus (GPa) | σt Ultimate Tensile Strength (MPa) | Elongation at Break (%) | εt Young’s Modulus (GPa) | |
| PP processed | 10.2 ± 0.20 | 40.03 ± 0.98 | 0.94 ± 0.005 | 26.80 ± 1.08 | 420 ± 10.5 | 1.73 ± 0.04 |
| PP-WO4010 | 4.57 ± 0.15 | 39.03 ± 1.71 | 0.97 ± 0.002 | 19.35 ± 1.27 | 1.49 ± 0.04 | 1.54 ± 0.01 |
| PP-WO4030 | 4.70 ± 0.18 | 32.42 ± 0.34 | 0.98 ± 0.003 | 16.79 ± 0.90 | 1.14 ± 0.03 | 2.52 ± 0.02 |
| PP-WO4050 | 8.20 ± 0.13 | 35.25 ± 0.45 | 1.31 ± 0.006 | 11.22 ± 0.41 | 0.71 ± 0.01 | 2.73 ± 0.03 |
| PP-WO5010 | 5.01 ± 0.16 | 32.2 ± 1.14 | 0.88 ± 0.008 | 19.78 ± 1.22 | 1.69 ± 0.05 | 1.70 ± 0.01 |
| PP-WO5030 | 5.32 ± 0.28 | 31.49 ± 1.01 | 0.93 ± 0.005 | 18.64 ± 1.41 | 1.16 ± 0.03 | 2.44 ± 0.02 |
| PP-WO5050 | 7.75 ± 0.09 | 28.13 ± 0.90 | 1.11 ± 0.009 | 9.85 ± 0.47 | 0.62 ± 0.01 | 2.68 ± 0.02 |
| PP-WO6510 | 5.42 ± 0.17 | 32.34 ± 1.05 | 0.85 ± 0.008 | 19.42 ± 1.08 | 1.71 ± 0.03 | 1.42 ± 0.02 |
| PP-WO6530 | 5.55 ± 0.23 | 33.66 ± 0.61 | 1.02 ± 0.009 | 13.2 ± 0.67 | 1.06 ± 0.02 | 1.96 ± 0.06 |
| PP-WO6550 | 7.21 ± 0.18 | 35.45 ± 0.41 | 1.25 ± 0.010 | 9.12 ± 0.45 | 0.48 ± 0.01 | 2.54 ± 0.02 |
| PP-WO10010 | 6.42 ± 0.26 | 34.56 ± 0.55 | 0.90 ± 0.009 | 17.56 ± 0.92 | 1.38 ± 0.03 | 1.76 ± 0.01 |
| PP-WO10030 | 7.74 ± 0.20 | 32.68 ± 0.23 | 1.05 ± 0.012 | 14.88 ± 0.93 | 1.11 ± 0.03 | 1.98 ± 0.03 |
| PP-WO10050 | 8.46 ± 0.29 | 39.10 ± 0.48 | 1.41 ± 0.009 | 8.21 ± 0.40 | 0.52 ± 0.01 | 2.60 ± 0.03 |
| Fiber/Particle | Composition | Mechanical Properties | References | |||||
|---|---|---|---|---|---|---|---|---|
| Fiber/ Particle (wt%) | C.a.* | PP (wt%) | Tensile Modulus (MPa) | Tensile Strength (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | ||
| Poplar (Alamo) | 30 | 70 | ~1230 ** | ~1300 * | Ashori 2009 [62] | |||
| Agave | 30 | 70 | ~600 ** | 23.5 ± 0.1 | 43.3 ± 1.8 | 1632.62 | Perez-Fonseca et al., 2014 [23] | |
| Agave | 30 | 70 | 2221± 60.4 | 23.2 ± 0.43 | 39.2 ± 0.53 | 1176 ± 36.3 | Langhorst et al., 2018 [46] | |
| Birch | 20 | 80 | ~1080 ** | ~17 ** | Kakroodi et al. 2012 [44] | |||
| 40 | 60 | ~1290 ** | ~15.5 ** | |||||
| Eucalyptus | 40 | 60 | ~3800 ** | ~22.8 ** | ~2600 ** | Maziero et al., 2019 [35] | ||
| Coir fibers and oil palm | 30 | 70 | ~2134 | ~30.851 | ~53.012 | ~2920 | Zainudin et al., 2014 [26] | |
| Cotton strands | 30 | 70 | 38.2 | Serra et al., 2017 [29] | ||||
| 40 | 60 | 41.7 | ||||||
| Jute | 10 | 90 | 20.60 | 27.61 | Mohanty et al., 2004 [32] | |||
| 15 | 85 | 21.67 | 32.63 | |||||
| 30 | 70 | 24.20 | 34.31 | |||||
| Oak (Quercus castaneifolia) | 40 | 2 | 60 | ~2050 ** | ~24 * | ~31 ** | ~2350 ** | Ashori and Nourbakhsh, 2010 [75] |
| Oak (Quercus pedunculata L.) | 30 | 70 | ~790 | ~26 | Borysiak and Paukszta, 2008 [74] | |||
| Oak (Quercus Laeta Liemb) | 10–50 | 90–50 | 1420–2730 | 9.12–19.42 | 28.13–39.10 | 850–1410 | Our Work | |
| Olive stones | 30 | 70 | ~3450 ** | ~24 | Naghmouchi et al., 2015 [34] | |||
| Palm | 5 | 2 | 93 | 24.4 ± 0.9 | 783.7 ± 83.6 | Goulart et al., 2011 [25] | ||
| Pine and beech | 40 | 3 | 57 | 48.1 ± 2.17 | 5005.2 ± 109.4 | Ayrilmis et al., 2010 [27] | ||
| Pine | 40 | 60 | ~3100 * | ~21.3 ** | ~2550 ** | Maziero et al., 2019 [35] | ||
| Pine | 30 | 70 | ~620 ** | 28.0 ± 1.0 | 46.2 ± 2.0 | 1427 ± 41 | Perez-Fonseca et al., 2014 [23] | |
| Pine | 40 | 60 | 3200–3610 | 21.7–25.5 | 38.7–42.9 | 2690–3150 | Stark and Rowland, 2003 [64] | |
| Pine | 40 | 2 | 60 | ~1750 ** | ~19 ** | ~27 ** | ~2000 ** | Ashori and Nourbakhsh, 2010 [75] |
| Pine | 30 | 70 | ~750 | ~24 | Borysiak and Paukszta, 2008 [74] | |||
| Sugar cane bagasse | 20 | 80 | 1442.5 ± 68.7 | 22.3 ± 0.8 | 37.2 ± 2.1 | 960.7 ± 139.2 | Cerqueira et al., 2011 [12] | |
| 10 | 90 | 1027.1 ± 82.9 | 23.0 ± 0.6 | 35.5 ± 3.6 | 1200.8 ± 112.9 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández-Jiménez, J.A.; Jiménez-Amezcua, R.M.; Lomelí-Ramírez, M.G.; Silva-Guzmán, J.A.; Torres-Rendón, J.G.; García-Enriquez, S. Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization. J. Compos. Sci. 2022, 6, 184. https://doi.org/10.3390/jcs6070184
Hernández-Jiménez JA, Jiménez-Amezcua RM, Lomelí-Ramírez MG, Silva-Guzmán JA, Torres-Rendón JG, García-Enriquez S. Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization. Journal of Composites Science. 2022; 6(7):184. https://doi.org/10.3390/jcs6070184
Chicago/Turabian StyleHernández-Jiménez, José Angel, Rosa María Jiménez-Amezcua, María Guadalupe Lomelí-Ramírez, José Antonio Silva-Guzmán, José Guillermo Torres-Rendón, and Salvador García-Enriquez. 2022. "Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization" Journal of Composites Science 6, no. 7: 184. https://doi.org/10.3390/jcs6070184
APA StyleHernández-Jiménez, J. A., Jiménez-Amezcua, R. M., Lomelí-Ramírez, M. G., Silva-Guzmán, J. A., Torres-Rendón, J. G., & García-Enriquez, S. (2022). Utilization of Wood Flour from White Oak Branches as Reinforcement in a Polypropylene Matrix: Physical and Mechanical Characterization. Journal of Composites Science, 6(7), 184. https://doi.org/10.3390/jcs6070184