

Additive Friction Stir Deposition of a Tantalum–Tungsten Refractory Alloy

 and
and
Abstract
1. Introduction
2. Materials and Methods
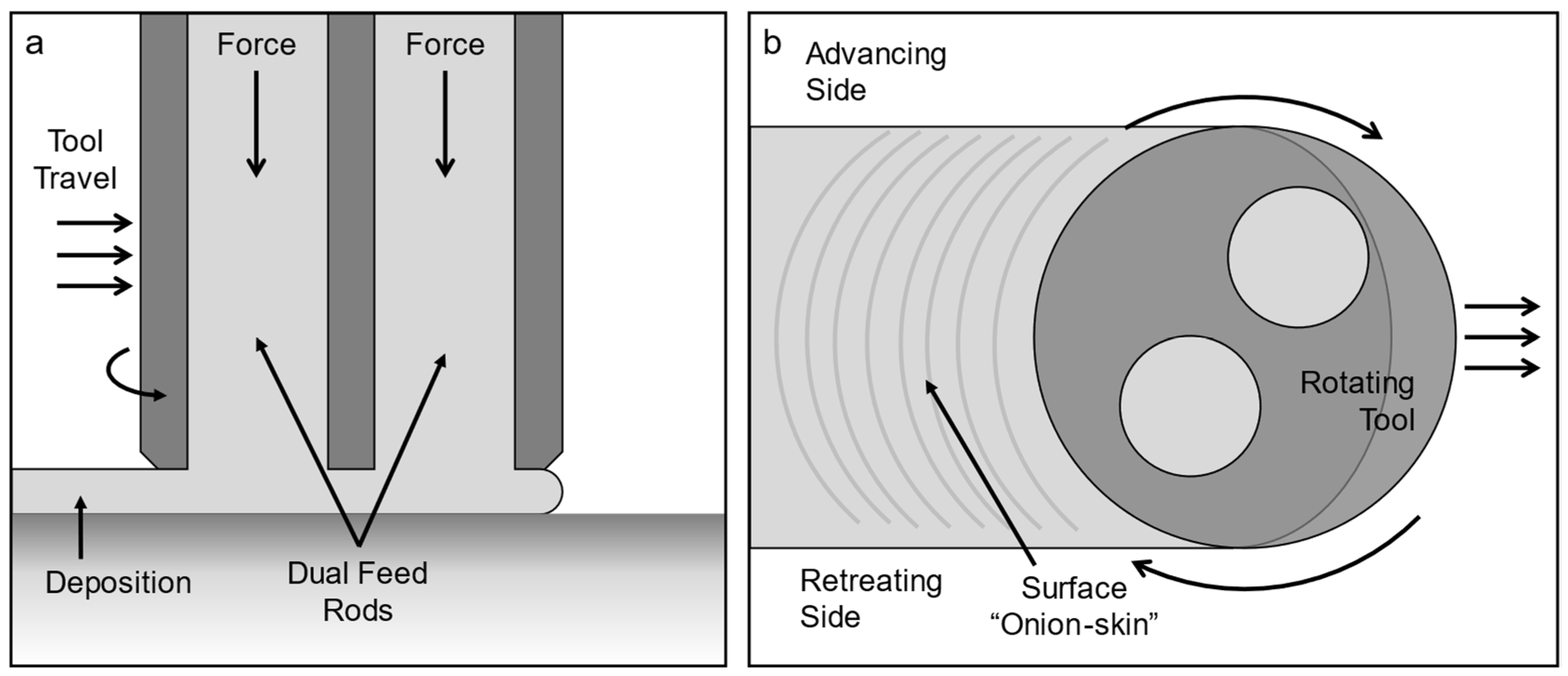
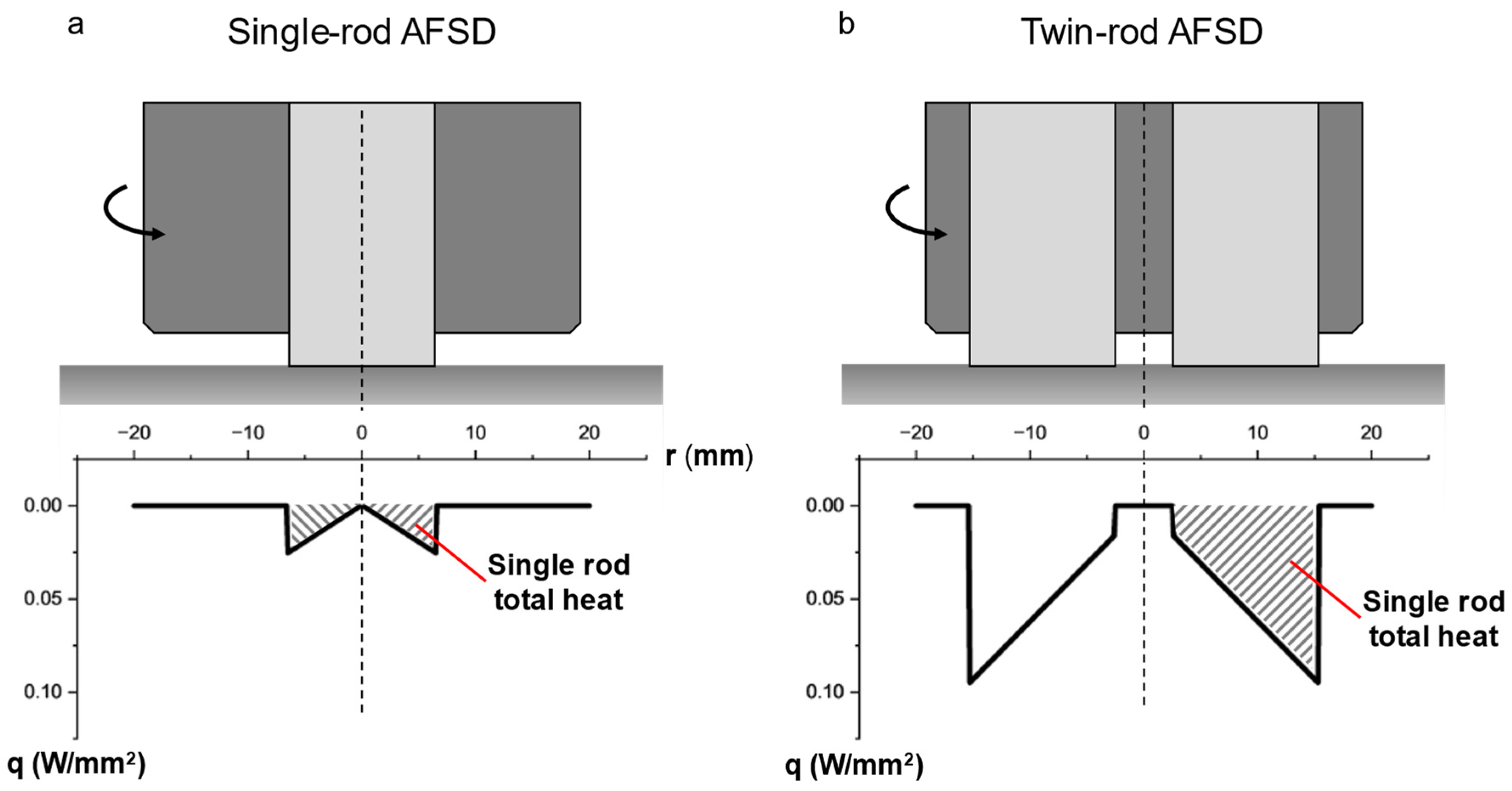
2.1. Twin-Rod Additive Friction Stir Deposition
2.2. Material Characterization
3. Results
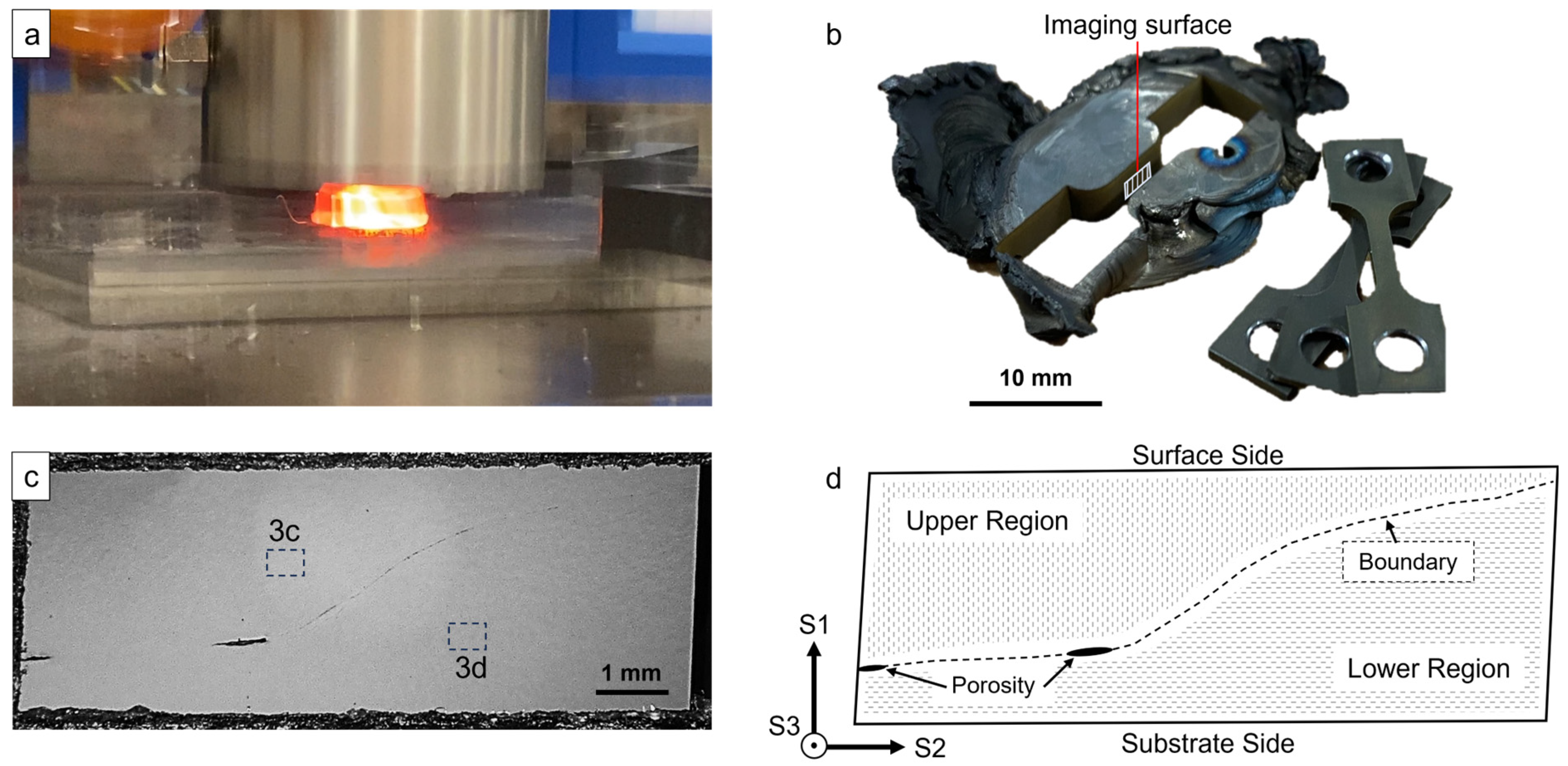
3.1. Deposition Behavior
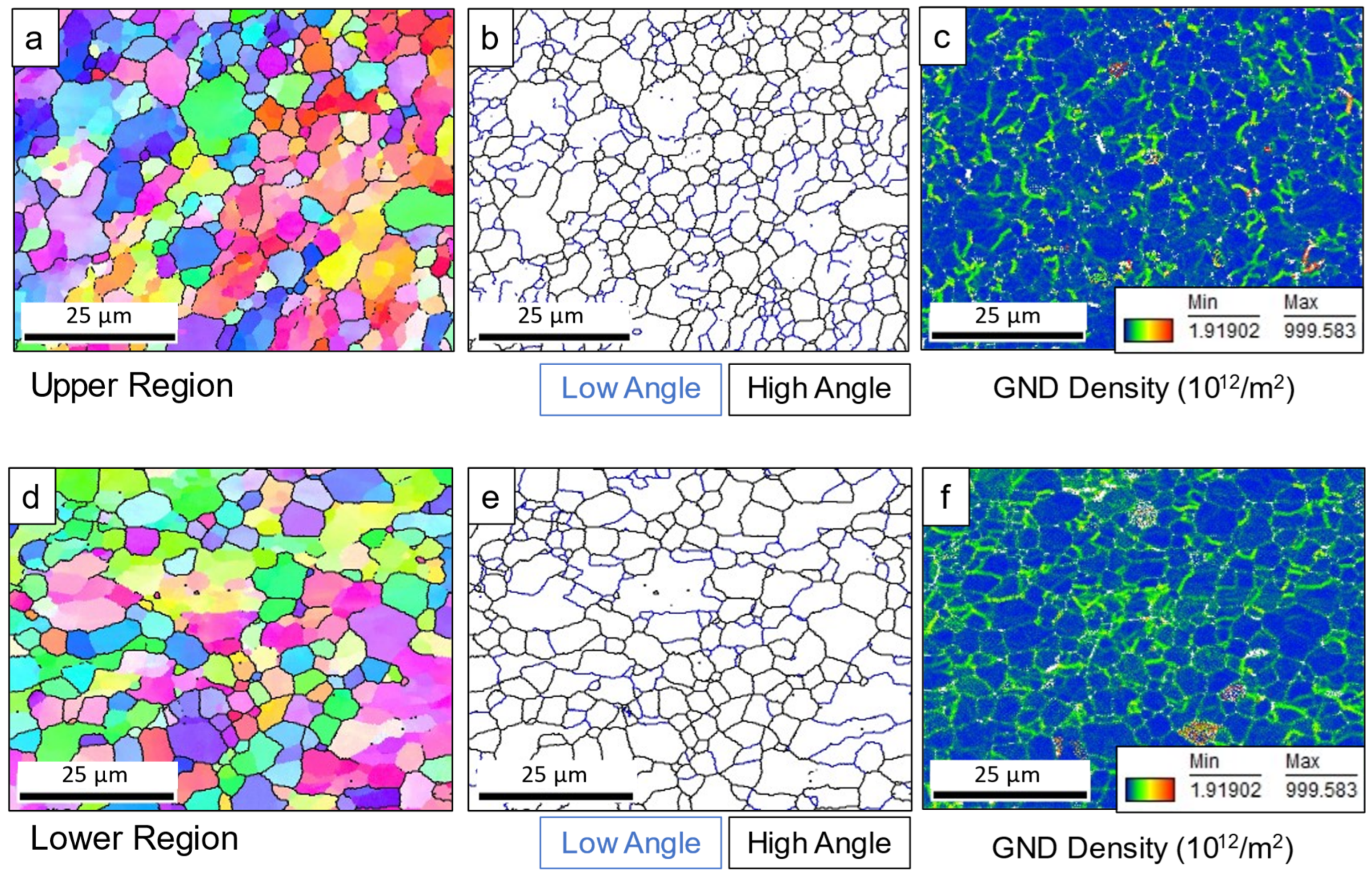
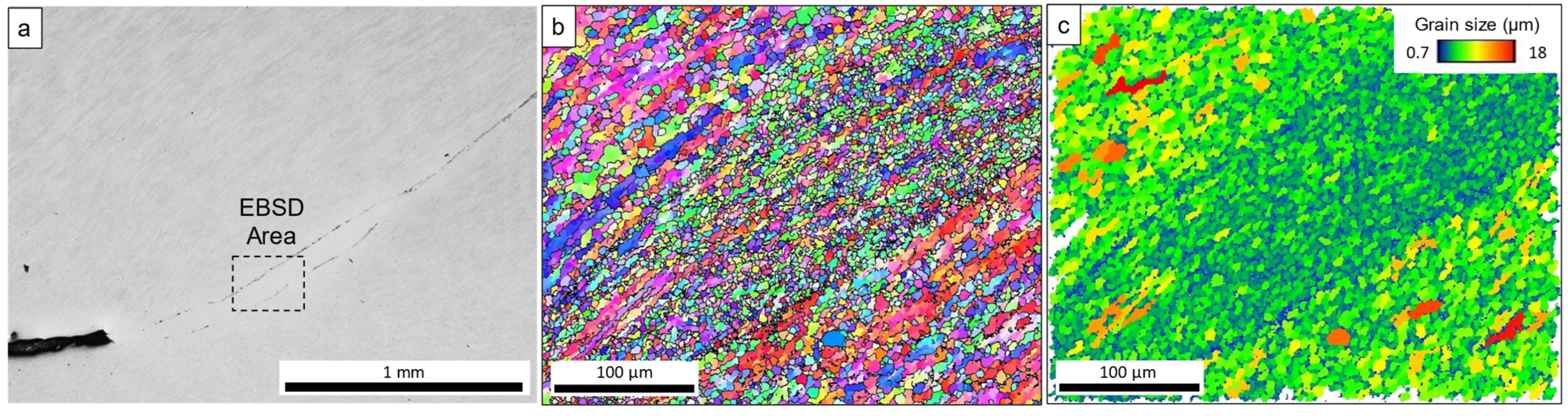
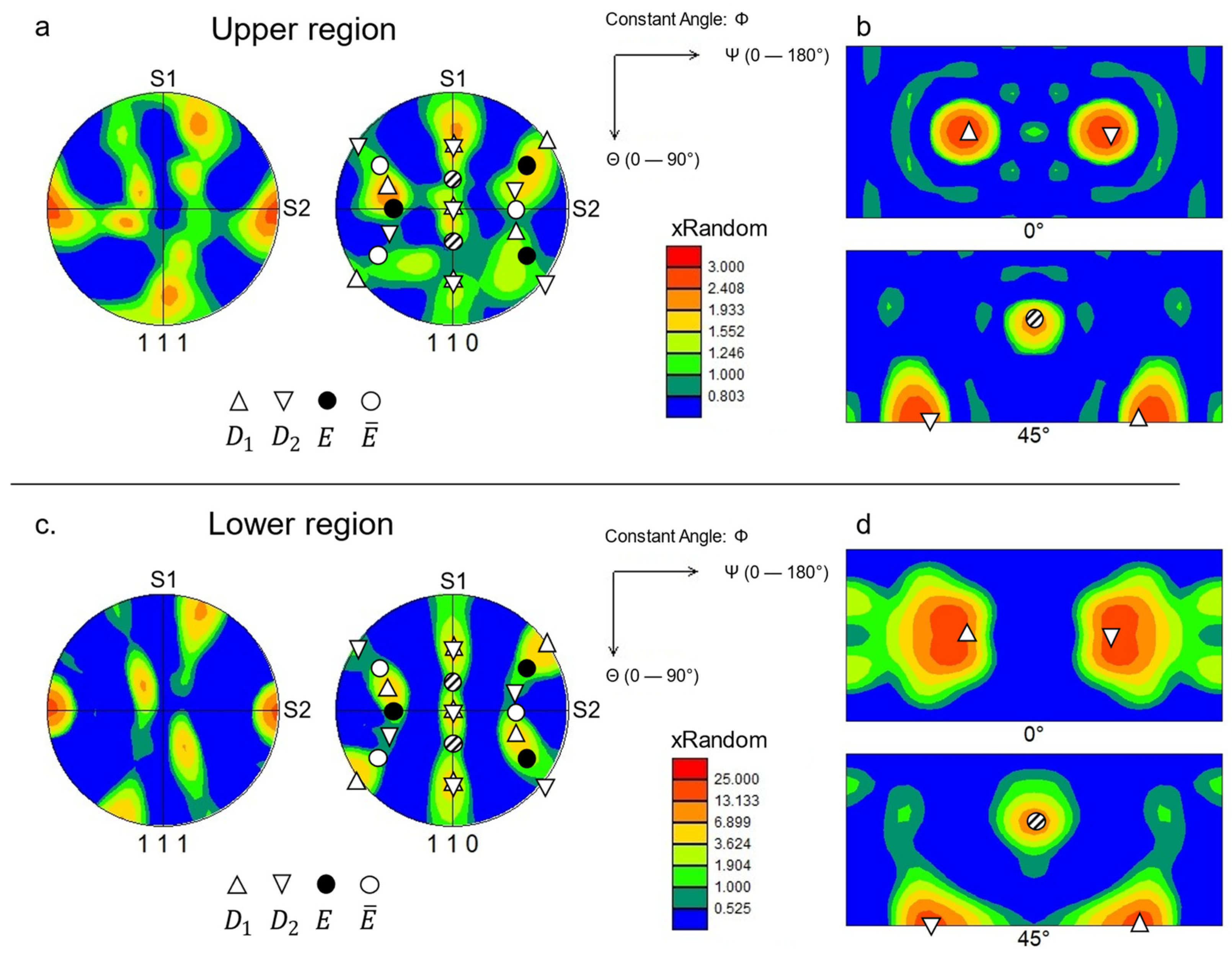
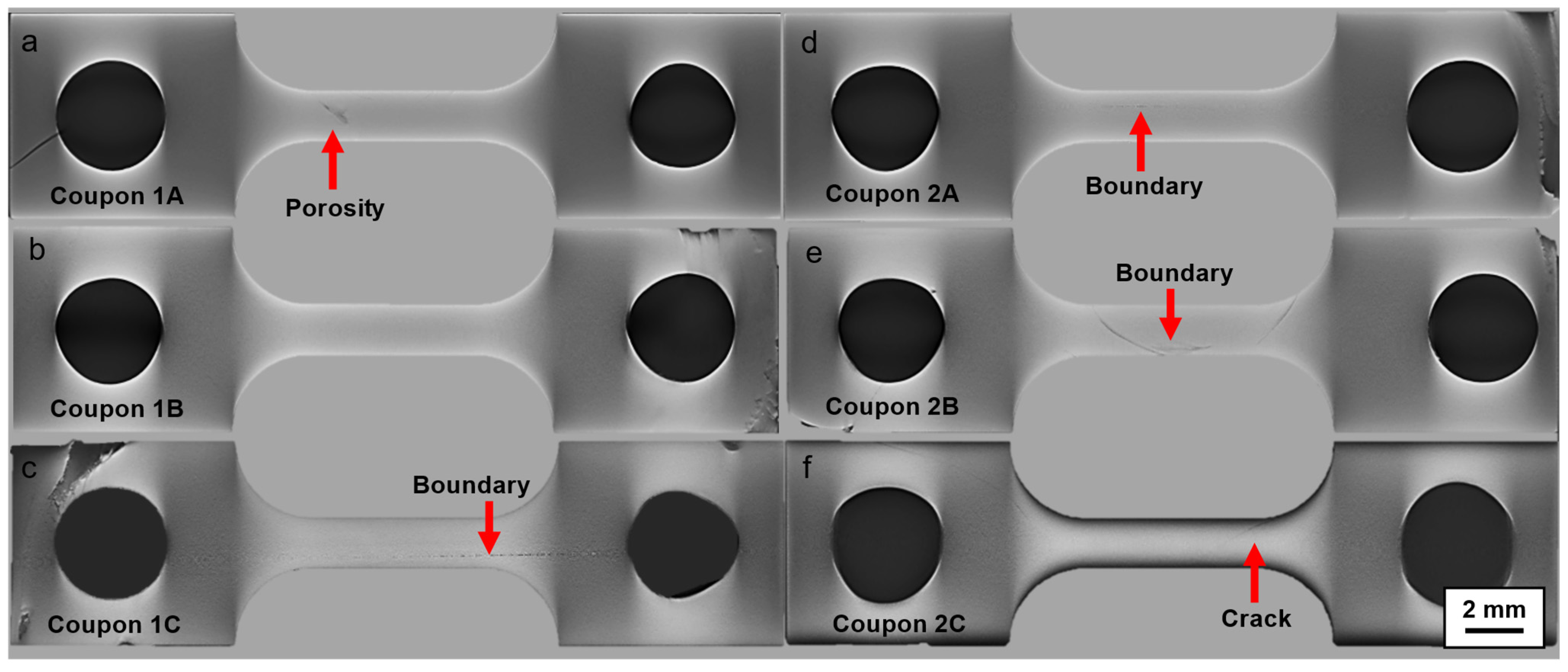
3.2. Microstructural Characterization
3.3. Physical Characterization
4. Discussion
4.1. Feed Material Heating during Twin-Rod AFSD
4.2. High-Temperature Twin-Rod AFSD Behavior
4.3. Microstructural Evolution during AFSD of Ta2.5W
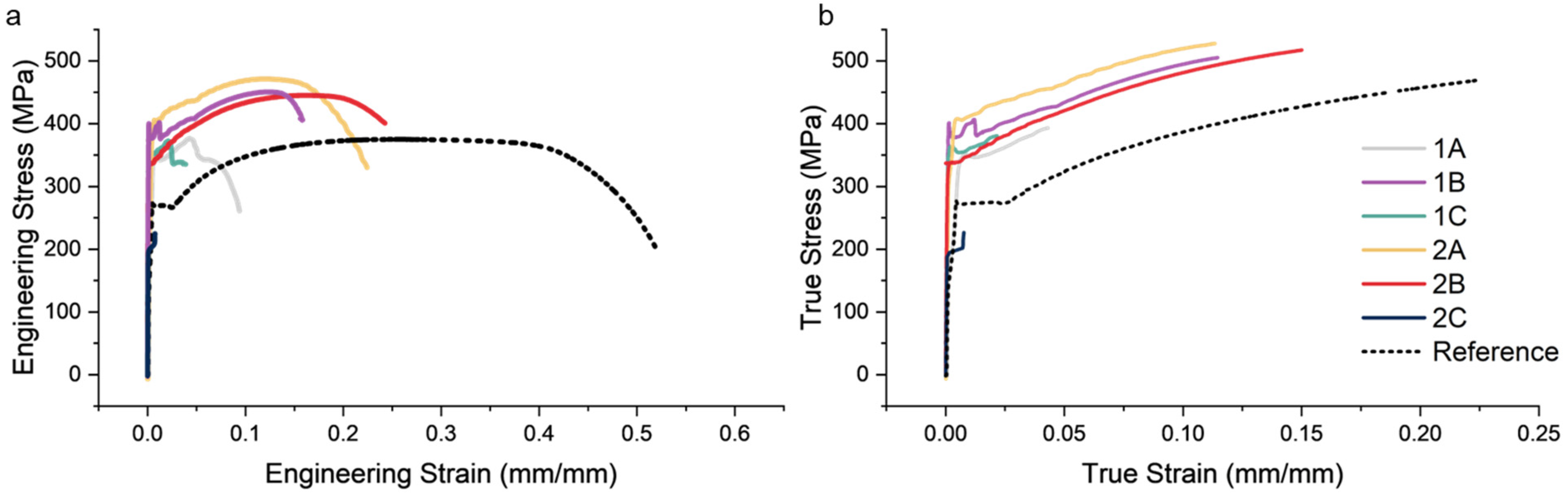
4.4. Mechanical Behavior of AFSD Ta2.5W
4.5. Opportunities and Challenges in Refractory Twin-Rod AFSD
5. Conclusions
- Twin-rod AFSD was found to be very capable for heating and spreading the feed material; however, a skating behavior dominated the trials because of poor adhesion with the substrate. The skating behavior could not be reliably overcome by adjusting the AFSD process variables, implying modifications to the setup will be required to promote substrate adhesion in future research;
- The microstructures of the deposits were found to consist of multiple distinct regions tied to the deformation and bonding of the two feed rods. Some porosity and interfaces existed where the two rods had not fully bonded together. The grain refinement of the material occurred via continuous dynamic recrystallization;
- The refined microstructures of the AFSD deposits resulted in higher yield strengths (a 28% average increase) and typically lower elongations at failure. The strengthening is attributed to a refined grain structure and the presence of residual dislocations, while the inconsistent properties are attributed to sample defects, which are not expected to be as prevalent in deposits produced using more sustained depositions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wadsworth, J.; Nieh, T.G.; Stephens, J.J. Recent advances in aerospace refractory metal alloys. Int. Mater. Rev. 1988, 33, 131–150. [Google Scholar] [CrossRef]
- Lambert, J.B. Refractory Metals and Alloys. In Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Almere, The Netherlands, 1990; Volume 2, pp. 557–585. [Google Scholar] [CrossRef]
- Mireles, O. Additive Manufacture of Refractory Metals for Aerospace Applications. In Proceedings of the AIAA Propulsion and Energy 2021 Forum, American Institute of Aeronautics and Astronautics, Virtual Event, 9–11 August 2021. [Google Scholar] [CrossRef]
- Omole, S.; Lunt, A.; Kirk, S.; Shokrani, A. Advanced Processing and Machining of Tungsten and Its Alloys. J. Manuf. Mater. Process. 2022, 6, 15. [Google Scholar] [CrossRef]
- Chandler, H.E. Machining of Refractory Metals. In Machining; ASM International: Almere, The Netherlands, 1989; Volume 16, pp. 858–869. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Yu, H.Z.; Tuncer, N. Solid-State Metal Additive Manufacturing: Physics, Processes, Mechanical Properties, and Applications; Wiley: Hoboken, NJ, USA, 2024. [Google Scholar] [CrossRef]
- Talignani, A.; Seede, R.; Whitt, A.; Zheng, S.; Ye, J.; Karaman, I.; Kirka, M.M.; Katoh, Y.; Wang, Y.M. A review on additive manufacturing of refractory tungsten and tungsten alloys. Addit. Manuf. 2022, 58, 103009. [Google Scholar] [CrossRef]
- Sungail, C.; Abid, A.D. Additive manufacturing of tantalum—A study of chemical and physical properties of printed tantalum. Met. Powder Rep. 2020, 75, 28–33. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Wei, D. Advancements in Additive Manufacturing of Tantalum via the Laser Powder Bed Fusion (PBF-LB/M): A Comprehensive Review. Materials 2023, 16, 6419. [Google Scholar] [CrossRef] [PubMed]
- Cotton, M.; Girling, B. Dynamic properties of additively manufactured tantalum. EPJ Web Conf. 2021, 250, 05011. [Google Scholar] [CrossRef]
- Yu, H.Z.; Mishra, R.S. Additive friction stir deposition: A deformation processing route to metal additive manufacturing. Mater. Res. Lett. 2021, 9, 71–83. [Google Scholar] [CrossRef]
- Yu, H.Z.; Jones, M.E.; Brady, G.W.; Griffiths, R.J.; Garcia, D.; Rauch, H.A.; Cox, C.D.; Hardwick, N. Non-beam-based metal additive manufacturing enabled by additive friction stir deposition. Scr. Mater. 2018, 153, 122–130. [Google Scholar] [CrossRef]
- Perry, M.E.J.; Rauch, H.A.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Zhu, Y.; Yu, H.Z. Tracing plastic deformation path and concurrent grain refinement during additive friction stir deposition. Materialia 2021, 18, 101159. [Google Scholar] [CrossRef]
- Perry, M.E.J.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Yu, H.Z. Morphological and microstructural investigation of the non-planar interface formed in solid-state metal additive manufacturing by additive friction stir deposition. Addit. Manuf. 2020, 35, 101293. [Google Scholar] [CrossRef]
- Stubblefield, G.G.; Frase, K.A.; Van Iderstine, D.; Mujahid, S.; Rhee, H.; Jordan, J.B.; Allison, P.G. Elucidating the influence of temperature and strain rate on the mechanics of AFS-D through a combined experimental and computational approach. J. Mater. Process. Technol. 2022, 305, 117593. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Azushima, A.; Kopp, R.; Korhonen, A.; Yang, D.Y.; Micari, F.; Lahoti, G.D.; Groche, P.; Yanagimoto, J.; Tsuji, N.; Rosochowski, A. Severe plastic deformation (SPD) processes for metals. CIRP Ann. 2008, 57, 716–735. [Google Scholar] [CrossRef]
- Yoder, J.K.; Hahn, G.D.; Zhao, N.; Brennan, R.E.; Cho, K.; Yu, H.Z. Additive friction stir deposition-enabled upcycling of automotive cast aluminum chips. Addit. Manuf. Lett. 2023, 4, 100108. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Yadav, S.; Thapliyal, S.; Gaddam, S.; Verma, R.; Mishra, R.S. Processing-structure-property correlation in additive friction stir deposited Ti-6Al-4V alloy from recycled metal chips. Addit. Manuf. 2021, 47, 102259. [Google Scholar] [CrossRef]
- Chaudhary, B.; Jain, N.K.; Murugesan, J.; Patel, V. Exploring temperature-controlled friction stir powder additive manufacturing process for multi-layer deposition of aluminum alloys. J. Mater. Res. Technol. 2022, 20, 260–268. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Garcia, D.; Song, J.; Vasudevan, V.K.; Steiner, M.A.; Cai, W.; Yu, H.Z. Solid-state additive manufacturing of aluminum and copper using additive friction stir deposition: Process-microstructure linkages. Materialia 2021, 15, 100967. [Google Scholar] [CrossRef]
- Zhang, M.; Ye, X.; Li, Y.; Wang, H.; Lai, R.; Li, Y. Effect of Heat Treatment States of Feedstock on the Microstructure and Mechanical Properties of AA2219 Layers Deposited by Additive Friction Stir Deposition. Materials 2023, 16, 7591. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Li, Y.; Zhang, M.; Gong, W.; Lai, R.; Li, Y. Preheating-assisted solid-state friction stir repair of Al-Mg-Si alloy plate at different rotational speeds. Int. J. Miner. Metall. Mater. 2024, 31, 725–736. [Google Scholar] [CrossRef]
- Gong, W.; Li, Y.; Zhang, M.; Wang, H.; Liu, Q.; Zeng, Z.; Ma, K.; Yang, B.; Lai, R.; Li, Y. Influence of Preheating Temperature on the Microstructure and Mechanical Properties of 6061/TA1 Composite Plates Fabricated by AFSD. Materials 2023, 16, 6018. [Google Scholar] [CrossRef] [PubMed]
- Farabi, E.; Babaniaris, S.; Barnett, M.R.; Fabijanic, D.M. Microstructure and mechanical properties of Ti6Al4V alloys fabricated by additive friction stir deposition. Addit. Manuf. Lett. 2022, 2, 100034. [Google Scholar] [CrossRef]
- Metz, P.C.; Arwood, Z.; Franz, C.; Heikkenen, E.; Chawla, V.; Babu, S.S.; Penumadu, D.; Page, K. Non-uniform plastic deformation in additive friction stir deposited Ti-6Al-4V. Materialia 2023, 30, 101799. [Google Scholar] [CrossRef]
- Beladi, H.; Farabi, E.; Hodgson, P.D.; Barnett, M.R.; Rohrer, G.S.; Fabijanic, D. Microstructure evolution of 316L stainless steel during solid-state additive friction stir deposition. Philos. Mag. 2022, 102, 618–633. [Google Scholar] [CrossRef]
- Agrawal, P.; Shian, C.H.; Sharma, A.; Hu, Z.; Dubey, M.; Lu, Y.; Shao, L.; Prabhakaran, R.; Wu, Y.; Mishra, R.S. Ion irradiation and examination of Additive friction stir deposited 316 stainless steel. Mater. Des. 2024, 238, 112730. [Google Scholar] [CrossRef]
- Gor, M.; Barnett, M.; Fabijanic, D.; Bhattacharjee, P.P. Additive friction stir deposition of super duplex stainless steel: Microstructure and mechanical properties. Addit. Manuf. Lett. 2024, 9, 100204. [Google Scholar] [CrossRef]
- Roper, B.E.T.; Roper, C.M.; Rao, H.M.; Brewer, L.N.; Vasudevan, V.K.; Zhu, N.; Jordon, J.B. Microstructure Evolution in 304L Stainless Steel Cladding Produced by Additive Friction Stir Deposition. Metallogr. Microstruct. Anal. 2024, 13, 174–180. [Google Scholar] [CrossRef]
- Martin, L.P.; Luccitti, A.; Walluk, M. Evaluation of additive friction stir deposition of AISI 316L for repairing surface material loss in AISI 4340. Int. J. Adv. Manuf. Technol. 2022, 121, 2365–2381. [Google Scholar] [CrossRef]
- Patil, S.M.; Krishna, K.V.M.; Sharma, S.; Joshi, S.S.; Radhakrishnan, M.; Banerjee, R.; Dahotre, N.D. Thermo-mechanical process variables driven microstructure evolution during additive friction stir deposition of IN625. Addit. Manuf. 2024, 80, 103958. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Gotawala, N.; Hanh, G.; Garcia, D.; Yu, H.Z. Towards underwater additive manufacturing via additive friction stir deposition. Mater. Des. 2022, 223, 111148. [Google Scholar] [CrossRef]
- Asiatico, P.M. The Applicability of Additive Friction Stir Deposition for Bridge Repair. Virginia Tech, 2021. Available online: http://hdl.handle.net/10919/103691 (accessed on 25 July 2024).
- Agrawal, P.; Haridas, R.S.; Agrawal, P.; Mishra, R.S. Deformation based additive manufacturing of a metastable high entropy alloy via Additive friction stir deposition. Addit. Manuf. 2022, 60, 103282. [Google Scholar] [CrossRef]
- Garcia, D.; Hartley, W.D.; Rauch, H.A.; Griffiths, R.J.; Wang, R.; Kong, Z.J.; Zhu, Y.; Yu, H.Z. In situ investigation into temperature evolution and heat generation during additive friction stir deposition: A comparative study of Cu and Al-Mg-Si. Addit. Manuf. 2020, 34, 101386. [Google Scholar] [CrossRef]
- Thomas, W.; Threadgill, P.; Nicholas, E. Feasibility of friction stir welding steel. Sci. Technol. Weld. Join. 1999, 4, 365–372. [Google Scholar] [CrossRef]
- Liu, F.C.; Hovanski, Y.; Miles, M.P.; Sorensen, C.D.; Nelson, T.W. A review of friction stir welding of steels: Tool, material flow, microstructure, and properties. J. Mater. Sci. Technol. 2018, 34, 39–57. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Tsuji, N.; Maeda, M.; Nakata, K.; Nogi, K. Friction stir welding of carbon steels. Mater. Sci. Eng. A 2006, 429, 50–57. [Google Scholar] [CrossRef]
- Gandra, J.; Krohn, H.; Miranda, R.M.; Vilaça, P.; Quintino; Santos, J.F.D. Friction surfacing—A review. J. Mater. Process. Technol. 2014, 214, 1062–1093. [Google Scholar] [CrossRef]
- Dilip JJ, S.; Babu, S.; Rajan, S.V.; Rafi, K.H.; Ram GD, J.; Stucker, B.E. Use of Friction Surfacing for Additive Manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Gotawala, N.; Mishra, N.K.; Shrivastava, A. Solid-state depositions of multilayer SS304 by friction stir metal deposition. Mater. Lett. 2022, 314, 131881. [Google Scholar] [CrossRef]
- Rafi, H.; Ram, G.D.; Phanikumar, G.; Kalvala, P. Microstructural evolution during friction surfacing of tool steel H13. Mater. Des. 2011, 32, 82–87. [Google Scholar] [CrossRef]
- Pereira, D.; Gadra, J.; Teixeira, J.; Mirand, R.; Vilaca, P. Wear behaviour of steel coatings produced by friction surfacing. J. Mater. Process. Technol. 2014, 214, 2858–2868. [Google Scholar] [CrossRef]
- Kallien, Z.; Klusemann, B. Combined experimental-numerical analysis of the temperature evolution and distribution during friction surfacing. Surf. Coat. Technol. 2022, 437, 128350. [Google Scholar] [CrossRef]
- ASTM B708-12(2019); Standard Specification for Tantalum and Tantalum Alloy Plate, Sheet, and Strip. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- Wang, Z.; Yuan, Y.; Arshad, K.; Wang, J.; Zhou, Z.; Tang, J.; Lu, G.-H. Effects of tantalum concentration on the microstructures and mechanical properties of tungsten-tantalum alloys. Fusion Eng. Des. 2017, 125, 496–502. [Google Scholar] [CrossRef]
- Gourdin, W.; Lassila, D.; Leblanc, M.; Shields, A. The influence of tungsten alloying on the mechanical properties of tantalum. J. Phys. IV 1994, 4, C8207–C8212. [Google Scholar] [CrossRef]
- Ma, G.; Wei, Z.; Wu, G.; Mao, X. The microstructure and strength of a tantalum alloy: Influence of temperature. Mater. Sci. Eng. A 2023, 880, 145312. [Google Scholar] [CrossRef]
- Gray, G.T., III; Bingert, S.R.; Wright, S.I.; Chen, S.R. Influence of Tungsten Alloying Additions on the Mechanical Properties and texture of Tantalum. MRS Online Proc. Libr. 1993, 322, 407–412. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Baczynski, J.; Jonas, J.J. Texture development during the torsion testing of α-iron and two if steels. Acta Mater. 1996, 44, 4273–4288. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Bourke, M.A. Texture formation during equal channel angular extrusion of fcc and bcc materials: Comparison with simple shear. Mater. Sci. Eng. A 2005, 394, 66–77. [Google Scholar] [CrossRef]
- Rahimi, S.; Wynne, B.P.; Baker, T.N. Development of Microstructure and Crystallographic Texture in a Double-Sided Friction Stir Welded Microalloyed Steel. Metall. Mater. Trans. A 2017, 48, 362–378. [Google Scholar] [CrossRef]
- Kocks, F.; Tomé, C.; Wenk, H.-R. Texture and Anisotropy. Preferred Orientations in Polycrystals and Their Effect on Material Properties; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]
- Sharma, S.; Krishna, K.V.M.; Radhakrishnan, M.; Pantawane, M.V.; Patil, S.M.; Joshi, S.S.; Scholar, R.B.; Dahotre, N.B. A pseudo thermo-mechanical model linking process parameters to microstructural evolution in multilayer additive friction stir deposition of magnesium alloy. Mater. Des. 2022, 224, 111412. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Nesterenko, V.F.; Meyers, M.A.; LaSalvia, J.C.; Bondar, M.P.; Chen, Y.J.; Lukyanov, Y.L. Shear localization and recrystallization in high-strain, high-strain-rate deformation of tantalum. Mater. Sci. Eng. A 1997, 229, 23–41. [Google Scholar] [CrossRef]
- Tang, Y.; Liu, Y.; Peng, Y.; Xiong, W.; Long, J.; Tan, D. Dynamic restoration and texture evolution of pure tantalum during warm deformation. Int. J. Refract. Met. Hard Mater. 2023, 115, 106279. [Google Scholar] [CrossRef]
- Ma, G.; Hughes, D.A.; Godfrey, A.W.; Chen, Q.; Hansen, N.; Wu, G. Microstructure and strength of a tantalum-tungsten alloy after cold rolling from small to large strains. J. Mater. Sci. Technol. 2021, 83, 34–48. [Google Scholar] [CrossRef]
- Lassila, D.H.; Goldberg, A.; Becker, R. The effect of grain boundaries on the athermal stress of tantalum and tantalum-tungsten alloys. Metall. Mater. Trans. A 2002, 33, 3457–3464. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Koo, R.C. Grain-size effects on the deformation of tantalum at low temperatures. J. Common Met. 1962, 4, 138–144. [Google Scholar] [CrossRef]
- Hansen, L.T.; Fullwood, D.T.; Homer, E.R.; Wagoner, R.H.; Lim, H.; Carroll, J.D.; Zhou, G.; Bong, H.J. An investigation of geometrically necessary dislocations and back stress in large grained tantalum via EBSD and CPFEM. Mater. Sci. Eng. A 2020, 772, 138704. [Google Scholar] [CrossRef]
- Chen, S.R.; Gray, G.T., III; Bingert, S.R. Mechanical Properties and Constitutive Relations for Tantalum and Tantalum Alloys under High-Rate Deformation; LANL: Los Alamos, NM, USA, 1996. [Google Scholar] [CrossRef]
- Wright, S.I.; Gray, G.T., III; Rollett, A.D. Textural and microstructural gradient effects on the mechanical behavior of a tantalum plate. Metall. Mater. Trans. A 1994, 25, 1025–1031. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Voxel Size (µm) | Voltage | Current | Power | Filter Material and Thickness (mm) | X-ray Source-to-Detector Distance (mm) | Exposure Time (ms) | Number of Projections | Number of Frames Averaged |
|---|---|---|---|---|---|---|---|---|
| 22 | 220 | 100 | 22 | Sn, 1 | 1180 | 4000 | 1120 | 2 |
| Trial No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Tool Rotation Rate (rev/min) | 500 | 500 | 800 | 500 | 500 | 500 | 500 | 450 | 450 | 500 |
| Tool Traverse Rate (mm/min) | 100 | 100 | 50 | 0 | 0 | 12.5 | 12.5 | 12.5 | 18 | 24 |
| Material Feed Rate (mm/min) | 38 | 38 | 19 | 0 | 0 | 2 | 2 | 3 | 3 | 3 |
| Average Spindle Torque (Nm) | n/a | n/a | 60 | 20 | 20 | 50 | 75 | 85 | 75 | 100 |
| Peak Spindle Torque (Nm) | 380* | 270 | 250 | 30 | 42 | 73 | 100 | 300 * | 100 | 300 * |
| Average Actuator Load (kN) | n/a ** | n/a ** | 20 | 1 | 2.5 | 5 | 4 | 4.8 | 5 | 7 |
| Peak Actuator Load (kN) | 16 | 14 | 30 | 6 | 4.8 | 7 | 10.5 | 14 | 8 | 18 |
| Outcome | Rapid Overload No Adhesion | Rapid Overload No Adhesion | Partial Deposition and Tool Jam | No Adhesion | No Adhesion | Skating and Tool Jam | Skating | Skating and Deposition | Skating | Skating, Deposition, and Tool Jam |
| Upper Region | Lower Region | ||||
|---|---|---|---|---|---|
| S1 | S2 | S3 | S1 | S2 | S3 |
| 0° | 45° ± 120°/240° | 0° | 7° | 8° ± 120°/240° | 15° |
| Region | Average Measured | ||||
|---|---|---|---|---|---|
| Upper | 194 | 99.7 | 63.1 | 356.8 | 371.5 |
| Lower | 194 | 115.2 | 64.8 | 374.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Griffiths, R.J.; Wilson-Heid, A.E.; Linne, M.A.; Garza, E.V.; Wright, A.; Martin, A.A. Additive Friction Stir Deposition of a Tantalum–Tungsten Refractory Alloy. J. Manuf. Mater. Process. 2024, 8, 177. https://doi.org/10.3390/jmmp8040177
Griffiths RJ, Wilson-Heid AE, Linne MA, Garza EV, Wright A, Martin AA. Additive Friction Stir Deposition of a Tantalum–Tungsten Refractory Alloy. Journal of Manufacturing and Materials Processing. 2024; 8(4):177. https://doi.org/10.3390/jmmp8040177
Chicago/Turabian StyleGriffiths, R. Joey, Alexander E. Wilson-Heid, Marissa A. Linne, Eleanna V. Garza, Arnold Wright, and Aiden A. Martin. 2024. "Additive Friction Stir Deposition of a Tantalum–Tungsten Refractory Alloy" Journal of Manufacturing and Materials Processing 8, no. 4: 177. https://doi.org/10.3390/jmmp8040177
APA StyleGriffiths, R. J., Wilson-Heid, A. E., Linne, M. A., Garza, E. V., Wright, A., & Martin, A. A. (2024). Additive Friction Stir Deposition of a Tantalum–Tungsten Refractory Alloy. Journal of Manufacturing and Materials Processing, 8(4), 177. https://doi.org/10.3390/jmmp8040177