
Ultrafast Laser Additive Manufacturing: A Review



Abstract
1. Introduction
2. Brief Description of Ultrafast Lasers
3. Ultrashort Pulse Laser-Matter Interaction
3.1. Metals and the Two-Temperature Model
3.2. Bandgap Materials
3.3. Ultrashort Pulse Ablation
4. Ultrafast Laser Techniques in Additive Manufacturing
4.1. Selective Laser Melting/Sintering
4.1.1. Copper
4.1.2. Tungsten
4.1.3. Other Materials
4.2. Multiphoton Lithography
4.2.1. High Resolution and STED-MPL
4.2.2. Tissue Engineering
4.2.3. Micro- and Nano-Optics
4.2.4. Metallic Deposition
4.3. Laser-Induced Forward Transfer
4.4. Pulsed Laser Deposition
4.5. Welding
4.5.1. Glass Welding
4.5.2. Ceramic Welding
4.5.3. Dissimilar Material Welding
5. Advances in Process Techniques
5.1. Process Monitoring
5.1.1. Monitoring of MPL
5.1.2. Monitoring of LIFT
5.1.3. Monitoring of PLD
5.1.4. Monitoring of SLM/SLS
5.2. Increased Throughput
5.2.1. Beam Scanning
5.2.2. Microlens Array
5.2.3. Diffractive Optical Elements
5.2.4. Spatial Light Modulators
5.3. Hybrid Manufacturing
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive Manufacturing and Its Societal Impact: A Literature Review. Int. J. Adv. Manuf. Technol. 2012, 67, 1191–1203. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of Additive Manufacturing Applications towards Environmental Sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Mingareev, I.; Bonhoff, T.; El-Sherif, A.F.; Meiners, W.; Kelbassa, I.; Biermann, T.; Richardson, M. Femtosecond Laser Post-Processing of Metal Parts Produced by Laser Additive Manufacturing. J. Laser Appl. 2013, 25, 052009. [Google Scholar] [CrossRef]
- Maiman, T.H. Stimulated Optical Radiation in Ruby. Nature 1960, 187, 493–494. [Google Scholar] [CrossRef]
- McClung, F.J.; Hellwarth, R.W. Giant Optical Pulsations from Ruby. J. Appl. Phys. 1962, 33, 828. [Google Scholar] [CrossRef]
- Ottaway, D.J.; Harris, L.; Veitch, P.J.; Setzler, S.D.; Francis, M.P.; Young, Y.E.; Konves, J.R.; Chicklis, E.P.; Snell, K.J.; Budni, P.A.; et al. Short-Pulse Actively Q-Switched Er:YAG Lasers. Opt. Express 2016, 24, 15341–15350. [Google Scholar] [CrossRef]
- Penzkofer, A. Passive Q-Switching and Mode-Locking for the Generation of Nanosecond to Femtosecond Pulses. Appl. Phys. B Photophys. Laser Chem. 1988, 46, 43–60. [Google Scholar] [CrossRef]
- Rullière, C. Femtosecond Laser Pulses: Principles and Experiments; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 3662036827. [Google Scholar]
- Sutter, D.H.; Jung, I.D.; Kärtner, F.X.; Matuschek, N.; Morier-Genoud, F.; Scheuer, V.; Tilsch, M.; Tschudi, T.; Keller, U. Self-Starting 6.5-Fs Pulses from a Ti:Sapphire Laser Using a Semiconductor Saturable Absorber and Double-Chirped Mirrors. IEEE J. Sel. Top. Quantum Electron. 1998, 4, 169–177. [Google Scholar] [CrossRef]
- Hargrove, L.E.; Fork, R.L.; Pollack, M.A. Locking of He–Ne Laser Modes Induced by Synchronous Intracavity Modulation. Appl. Phys. Lett. 2004, 5, 4. [Google Scholar] [CrossRef]
- Moulton, P.F. Spectroscopic and Laser Characteristics of Ti:Al2O3. JOSA B 1986, 3, 125–133. [Google Scholar] [CrossRef]
- Spence, D.E.; Kean, P.N.; Sibbett, W. 60-Fsec Pulse Generation from a Self-Mode-Locked Ti:Sapphire Laser. Opt. Lett. 1991, 16, 42–44. [Google Scholar] [CrossRef] [PubMed]
- Keller, U.; Weingarten, K.J.; Kartner, F.X.; Kopf, D.; Braun, B.; Jung, I.D.; Fluck, R.; Honninger, C.; Matuschek, N.; Aus der Au, J. Semiconductor Saturable Absorber Mirrors (SESAM’s) for Femtosecond to Nanosecond Pulse Generation in Solid-State Lasers. IEEE J. Sel. Top. Quantum Electron. 1996, 2, 435–453. [Google Scholar] [CrossRef]
- Keller, U. Ultrafast Solid-State Laser Oscillators: A Success Story for the Last 20 Years with No End in Sight. Appl. Phys. B 2010, 100, 15–28. [Google Scholar] [CrossRef]
- Sargsjan, G.; Stamm, U.; Unger, C.; Zschocke, W.; Ledig, M. Characteristics of a Neodymium-Doped Fiber Laser Mode-Locked with a Linear External Cavity. Opt. Commun. 1991, 86, 480–486. [Google Scholar] [CrossRef]
- Fermann, M.E.; Hofer, M.; Haberl, F.; Craig-Ryan, S.P. Femtosecond Fibre Laser. Electron. Lett. 1990, 26, 1737–1738. [Google Scholar] [CrossRef]
- Fermann, M.E.; Hartl, I. Ultrafast Fibre Lasers. Nat. Photonics 2013, 7, 868–874. [Google Scholar] [CrossRef]
- Zervas, M.N.; Codemard, C.A. High Power Fiber Lasers: A Review. IEEE J. Sel. Top. Quantum Electron. 2014, 20, 219–241. [Google Scholar] [CrossRef]
- Chang, G.; Wei, Z. Ultrafast Fiber Lasers: An Expanding Versatile Toolbox. iScience 2020, 23, 101101. [Google Scholar] [CrossRef]
- Perry, M.D.; Mourou, G. Terawatt to Petawatt Subpicosecond Lasers. Science 1994, 264, 917–924. [Google Scholar] [CrossRef]
- Strickland, D.; Mourou, G. Compression of Amplified Chirped Optical Pulses. Opt. Commun. 1985, 56, 219–221. [Google Scholar] [CrossRef]
- Wellershoff, S.-S.; Hohlfeld, J.; Güdde, J.; Matthias, E. The Role of Electron–Phonon Coupling in Femtosecond Laser Damage of Metals. Appl. Phys. A 1999, 69, S99–S107. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvensleben, F.; Tünnermann, A. Femtosecond, Picosecond and Nanosecond Laser Ablation of Solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Wu, C.; Christensen, M.S.; Savolainen, J.M.; Balling, P.; Zhigilei, L.V. Generation of Subsurface Voids and a Nanocrystalline Surface Layer in Femtosecond Laser Irradiation of a Single-Crystal Ag Target. Phys. Rev. B Condens. Matter Mater. Phys. 2015, 91, 035413. [Google Scholar] [CrossRef]
- Ivanov, D.S.; Zhigilei, L.V. Effect of Pressure Relaxation on the Mechanisms of Short-Pulse Laser Melting. Phys. Rev. Lett. 2003, 91, 105701. [Google Scholar] [CrossRef]
- Shugaev, M.v.; Wu, C.; Armbruster, O.; Naghilou, A.; Brouwer, N.; Ivanov, D.S.; Derrien, T.J.Y.; Bulgakova, N.M.; Kautek, W.; Rethfeld, B.; et al. Fundamentals of Ultrafast Laser–Material Interaction. MRS Bull. 2016, 41, 960–968. [Google Scholar] [CrossRef]
- Rethfeld, B.; Sokolowski-Tinten, K.; von der Linde, D.; Anisimov, S.I. Ultrafast Thermal Melting of Laser-Excited Solids by Homogeneous Nucleation. Phys. Rev. B 2002, 65, 092103. [Google Scholar] [CrossRef]
- Cheng, J.; Liu, C.; Shang, S.; Liu, D.; Perrie, W.; Dearden, G.; Watkins, K. A Review of Ultrafast Laser Materials Micromachining. Opt. Lasers Technol. 2013, 46, 88–102. [Google Scholar] [CrossRef]
- Sima, F.; Sugioka, K.; Vázquez, R.M.; Osellame, R.; Kelemen, L.; Ormos, P. Three-dimensional femtosecond laser processing for lab-on-a-chip applications. Nanophotonics 2018, 7, 613–634. [Google Scholar] [CrossRef]
- Chowdhury, I.H.; Xu, X. Heat Transfer in Femtosecond Laser Processing of Metal. Numer. Heat Transf. Part A Appl. 2011, 44, 219–232. [Google Scholar] [CrossRef]
- Anisimov, S.; Kapeliovich, B.L.; Perelman, T. Electron Emission from Metal Surfaces Exposed to Ultrashort Laser Pulses. J. Exp. Theor. Phys. 1974, 39, 375–377. [Google Scholar]
- Haglund, R.F.J. Photophysics and Photochemistry of Ultrafast Laser Materials Processing. In 3D Laser Microfabrication; Wiley-VCH: Weinheim, Germany, 2006; pp. 139–179. ISBN 978-3-527-60840-9. [Google Scholar]
- Leitz, K.H.; Redlingshöer, B.; Reg, Y.; Otto, A.; Schmidt, M. Metal Ablation with Short and Ultrashort Laser Pulses. Phys. Procedia 2011, 12, 230–238. [Google Scholar] [CrossRef]
- Bonse, J.; Hohm, S.; Kirner, S.V.; Rosenfeld, A.; Kruger, J. Laser-Induced Periodic Surface Structures-A Scientific Evergreen. IEEE J. Sel. Top. Quantum Electron. 2017, 23, 109–123. [Google Scholar] [CrossRef]
- Lewis, L.J.; Perez, D. Laser Ablation with Short and Ultrashort Laser Pulses: Basic Mechanisms from Molecular-Dynamics Simulations. Appl. Surf. Sci. 2009, 255, 5101–5106. [Google Scholar] [CrossRef]
- Lin, Z.; Zhigilei, L.V. Time-Resolved Diffraction Profiles and Atomic Dynamics in Short-Pulse Laser-Induced Structural Transformations: Molecular Dynamics Study. Phys. Rev. B Condens. Matter Mater. Phys. 2006, 73, 184113. [Google Scholar] [CrossRef]
- Easton, M.A.; Qian, M.; Prasad, A.; Stjohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef]
- Mo, M.Z.; Chen, Z.; Li, R.K.; Dunning, M.; Witte, B.B.L.; Baldwin, J.K.; Fletcher, L.B.; Kim, J.B.; Ng, A.; Redmer, R.; et al. Heterogeneous to Homogeneous Melting Transition Visualized with Ultrafast Electron Diffraction. Science 2018, 360, 1451–1455. [Google Scholar] [CrossRef] [PubMed]
- Stuart, B.; Feit, M.; Herman, S.; Rubenchik, A.; Shore, B.; Perry, M. Nanosecond-to-Femtosecond Laser-Induced Breakdown in Dielectrics. Phys. Rev. B 1996, 53, 1749. [Google Scholar] [CrossRef] [PubMed]
- Rousse, A.; Rischel, C.; Fourmaux, S.; Uschmann, I.; Sebban, S.; Grillon, G.; Balcou, P.; Förster, E.; Geindre, J.P.; Audebert, P.; et al. Non-Thermal Melting in Semiconductors Measured at Femtosecond Resolution. Nature 2001, 410, 65–68. [Google Scholar] [CrossRef]
- Graves, J.; Allen, R. Response of GaAs to Fast Intense Laser Pulses. Phys. Rev. B 1998, 58, 13627. [Google Scholar] [CrossRef]
- Stoian, R.; Ashkenasi, D.; Rosenfeld, A.; Campbell, E.E.B. Coulomb Explosion in Ultrashort Pulsed Laser Ablation of Al2O3. Phys. Rev. B 2000, 62, 13167. [Google Scholar] [CrossRef]
- Bulgakova, N.M.; Stoian, R.; Rosenfeld, A.; Hertel, I.V.; Campbell, E.E.B. Electronic Transport and Consequences for Material Removal in Ultrafast Pulsed Laser Ablation of Materials. Phys. Rev. B 2004, 69, 054102. [Google Scholar] [CrossRef]
- Mao, S.S.; Quéré, F.; Guizard, S.; Mao, X.; Russo, R.E.; Petite, G.; Martin, P. Dynamics of Femtosecond Laser Interactions with Dielectrics. Appl. Phys. A 2004, 79, 1695–1709. [Google Scholar] [CrossRef]
- Keldysh, L.V. Ionization in the Field of a Strong Electromagnetic Wave. Sov. Phys. JETP 1965, 20, 1945–1957. [Google Scholar]
- Sundaram, S.K.; Mazur, E. Inducing and Probing Non-Thermal Transitions in Semiconductors Using Femtosecond Laser Pulses. Nat. Mater. 2002, 1, 217–224. [Google Scholar] [CrossRef]
- Bloembergen, N. Laser Induced Electric Breakdown in Solids. IEEE J. Quantum Electron. 1974, 10, 375–386. [Google Scholar] [CrossRef]
- Lei, S.; Zhao, X.; Yu, X.; Hu, A.; Vukelic, S.; Jun, M.B.G.; Joe, H.E.; Lawrence Yao, Y.; Shin, Y.C. Ultrafast Laser Applications in Manufacturing Processes: A State-of-the-Art Review. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 031005. [Google Scholar] [CrossRef]
- Lenzner, M.; Krausz, F.; Krüger, J.; Kautek, W. Photoablation with Sub-10 Fs Laser Pulses. Appl. Surf. Sci. 2000, 154–155, 11–16. [Google Scholar] [CrossRef]
- Yang, J.; Zhao, Y.; Zhang, N.; Liang, Y.; Wang, M. Ablation of Metallic Targets by High-Intensity Ultrashort Laser Pulses. Phys. Rev. B Condens. Matter Mater. Phys. 2007, 76, 165430. [Google Scholar] [CrossRef]
- Bärsch, N.; Körber, K.; Ostendorf, A.; Tönshoff, K.H. Ablation and Cutting of Planar Silicon Devices Using Femtosecond Laser Pulses. Appl. Phys. A 2003, 77, 237–242. [Google Scholar] [CrossRef]
- Nikumb, S.; Chen, Q.; Li, C.; Reshef, H.; Zheng, H.Y.; Qiu, H.; Low, D. Precision Glass Machining, Drilling and Profile Cutting by Short Pulse Lasers. Thin Solid Film. 2005, 477, 216–221. [Google Scholar] [CrossRef]
- Aljekhedab, F.; Zhang, W.; Haugen, H.K.; Wohl, G.R.; El-Desouki, M.M.; Fang, Q. Influence of Environmental Conditions in Bovine Bone Ablation by Ultrafast Laser. J. Biophotonics 2019, 12, e201800293. [Google Scholar] [CrossRef]
- Bayer, L.; Ye, X.; Lorenz, P.; Zimmer, K. Studies on Perovskite Film Ablation and Scribing with Ns-, Ps- and Fs-Laser Pulses. Appl. Phys. A Mater. Sci. Process. 2017, 123, 1–8. [Google Scholar] [CrossRef]
- Shan, C.; Chen, F.; Yang, Q.; Jiang, Z.; Hou, X. 3D Multi-Microchannel Helical Mixer Fabricated by Femtosecond Laser inside Fused Silica. Micromachines 2018, 9, 29. [Google Scholar] [CrossRef]
- Pecholt, B.; Vendan, M.; Dong, Y.; Molian, P. Ultrafast Laser Micromachining of 3C-SiC Thin Films for MEMS Device Fabrication. Int. J. Adv. Manuf. Technol. 2007, 39, 239–250. [Google Scholar] [CrossRef]
- Labutin, T.A.; Lednev, V.N.; Ilyin, A.A.; Popov, A.M. Femtosecond Laser-Induced Breakdown Spectroscopy. J. Anal. At. Spectrom. 2015, 31, 90–118. [Google Scholar] [CrossRef]
- Li, C.L.; Fisher, C.J.; Burke, R.; Andersson-Engels, S. Orthopedics-Related Applications of Ultrafast Laser and Its Recent Advances. Appl. Sci. 2022, 12, 3957. [Google Scholar] [CrossRef]
- Colombier, J.P.; Combis, P.; Bonneau, F.; le Harzic, R.; Audouard, E. Hydrodynamic Simulations of Metal Ablation by Femtosecond Laser Irradiation. Phys. Rev. B Condens. Matter Mater. Phys. 2005, 71, 165406. [Google Scholar] [CrossRef]
- Wu, C.; Zhigilei, L.v. Microscopic Mechanisms of Laser Spallation and Ablation of Metal Targets from Large-Scale Molecular Dynamics Simulations. Appl. Phys. A Mater. Sci. Process. 2014, 114, 11–32. [Google Scholar] [CrossRef]
- Orazi, L.; Romoli, L.; Schmidt, M.; Li, L. Ultrafast Laser Manufacturing: From Physics to Industrial Applications. CIRP Ann. 2021, 70, 543–566. [Google Scholar] [CrossRef]
- Karim, E.T.; Lin, Z.; Zhigilei, L.V. Molecular Dynamics Study of Femtosecond Laser Interactions with Cr Targets. AIP Conf. Proc. 2012, 1464, 280. [Google Scholar] [CrossRef]
- Garrison, B.J.; Itina, T.E.; Zhigilei, L.V. Limit of Overheating and the Threshold Behavior in Laser Ablation. Phys. Rev. E 2003, 68, 041501. [Google Scholar] [CrossRef] [PubMed]
- Rethfeld, B.; Ivanov, D.S.; Garcia, M.E.; Anisimov, S.I. Modelling Ultrafast Laser Ablation. J. Phys. D Appl. Phys. 2017, 50, 193001. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.-J. Lasers in Additive Manufacturing: A Review. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Fereiduni, E.; Ghasemi, A.; Elbestawi, M. Selective Laser Melting of Aluminum and Titanium Matrix Composites: Recent Progress and Potential Applications in the Aerospace Industry. Aerospace 2020, 7, 77. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive Manufacturing: Challenges, Trends, and Applications. Adv. Mech. Eng. 2019, 11, 1687814018822880. [Google Scholar] [CrossRef]
- Polozov, I.A.; Borisov, E.v.; Sufiiarov, V.S.; Popovich, A.A. Selective Laser Melting of Copper Alloy. Mater. Phys. Mech 2020, 74, 65–71. [Google Scholar] [CrossRef]
- Ramirez, D.A.; Murr, L.E.; Li, S.J.; Tian, Y.X.; Martinez, E.; Martinez, J.L.; Machado, B.I.; Gaytan, S.M.; Medina, F.; Wicker, R.B. Open-Cellular Copper Structures Fabricated by Additive Manufacturing Using Electron Beam Melting. Mater. Sci. Eng. A 2011, 528, 5379–5386. [Google Scholar] [CrossRef]
- Neugebauer, R.; Mller, B.; Gebauer, M.; Tppel, T. Additive Manufacturing Boosts Efficiency of Heat Transfer Components. Assem. Autom. 2011, 31, 344–347. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D Printing of Highly Pure Copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dhekne, P.P.; Dadbakhsh, S.; Kruth, J.P.; van Humbeeck, J.; Vanmeensel, K. Surface Modified Copper Alloy Powder for Reliable Laser-Based Additive Manufacturing. Addit. Manuf. 2020, 35, 101418. [Google Scholar] [CrossRef]
- Roccetti Campagnoli, M.; Galati, M.; Saboori, A. On the Processability of Copper Components via Powder-Based Additive Manufacturing Processes: Potentials, Challenges and Feasible Solutions. J. Manuf. Process. 2021, 72, 320–337. [Google Scholar] [CrossRef]
- El-Wardany, T.I.; She, Y.; Jagdale, V.N.; Garofano, J.K.; Liou, J.J.; Schmidt, W.R. Challenges in Three-Dimensional Printing of High-Conductivity Copper. J. Electron. Packag. Trans. ASME 2018, 140, 020907. [Google Scholar] [CrossRef]
- Kaden, L.; Seyfarth, B.; Ullsperger, T.; Matthäus, G.; Nolte, S. Selective Laser Melting of Copper Using Ultrashort Laser Pulses at Different Wavelengths. Proc. SPIE 2018, 10523, 166–171. [Google Scholar] [CrossRef]
- Kaden, L.; Matthäus, G.; Ramm, R.; Ullsperger, T.; Seyfarth, B.; Nolte, S. Additive Manufacturing of Pure Copper Using Ultrashort Laser Pulses. Proc. SPIE 2019, 10909, 49–55. [Google Scholar] [CrossRef]
- Wünscher, S.; Abbel, R.; Perelaer, J.; Schubert, U.S. Progress of Alternative Sintering Approaches of Inkjet-Printed Metal Inks and Their Application for Manufacturing of Flexible Electronic Devices. J. Mater. Chem. C Mater. 2014, 2, 10232–10261. [Google Scholar] [CrossRef]
- Cheng, C.W.; Chen, J.K. Femtosecond Laser Sintering of Copper Nanoparticles. Appl. Phys. A Mater. Sci. Process. 2016, 122, 1–8. [Google Scholar] [CrossRef]
- Arakane, S.; Mizoshiri, M.; Hata, S. Direct Patterning of Cu Microstructures Using Femtosecond Laser-Induced CuO Nanoparticle Reduction. Jpn. J. Appl. Phys. 2015, 54, 06FP07. [Google Scholar] [CrossRef]
- Mizoshiri, M.; Hata, S. Direct Writing of Cu-Based Micro-Temperature Sensors onto Glass and Poly(Dimethylsiloxane) Substrates Using Femtosecond Laser Reductive Patterning of CuO Nanoparticles. Res. Rev. J. Mater. Sci. 2016, 4, 47–54. [Google Scholar] [CrossRef]
- Mizoshiri, M.; Yoshidomi, K. Cu Patterning Using Femtosecond Laser Reductive Sintering of CuO Nanoparticles under Inert Gas Injection. Materials 2021, 14, 3285. [Google Scholar] [CrossRef]
- Roy, N.K.; Dibua, O.G.; Jou, W.; He, F.; Jeong, J.; Wang, Y.; Cullinan, M.A. A Comprehensive Study of the Sintering of Copper Nanoparticles Using Femtosecond, Nanosecond, and Continuous Wave Lasers. J. Micro Nanomanuf. 2018, 6, 10903. [Google Scholar] [CrossRef]
- Roy, N.K.; Behera, D.; Dibua, O.G.; Foong, C.S.; Cullinan, M.A. A Novel Microscale Selective Laser Sintering (μ-SLS) Process for the Fabrication of Microelectronic Parts. Microsyst. Nanoeng. 2019, 5, 64. [Google Scholar] [CrossRef]
- Tolias, P. Analytical Expressions for Thermophysical Properties of Solid and Liquid Tungsten Relevant for Fusion Applications. Nucl. Mater. Energy 2017, 13, 42–57. [Google Scholar] [CrossRef]
- Xie, J.; Lu, H.; Lu, J.; Song, X.; Wu, S.; Lei, J. Additive Manufacturing of Tungsten Using Directed Energy Deposition for Potential Nuclear Fusion Application. Surf. Coat Technol. 2021, 409, 126884. [Google Scholar] [CrossRef]
- Müller, A.V.; Schlick, G.; Neu, R.; Anstätt, C.; Klimkait, T.; Lee, J.; Pascher, B.; Schmitt, M.; Seidel, C. Additive Manufacturing of Pure Tungsten by Means of Selective Laser Beam Melting with Substrate Preheating Temperatures up to 1000 °C. Nucl. Mater. Energy 2019, 19, 184–188. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling Phenomena in Selective Laser Melted Tungsten. J. Mater. Process. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]
- Nie, B.; Yang, L.; Huang, H.; Bai, S.; Wan, P.; Liu, J. Femtosecond Laser Additive Manufacturing of Iron and Tungsten Parts. Appl. Phys. A Mater. Sci. Process. 2015, 119, 1075–1080. [Google Scholar] [CrossRef]
- Bai, S.; Liu, J.; Yang, P.; Zhai, M.; Huang, H.; Shuang Bai, A.; Yang, L.-M. Femtosecond Fiber Laser Additive Manufacturing of Tungsten. Proc. SPIE 2016, 9738, 96–105. [Google Scholar] [CrossRef]
- Seyfarth, B.; Matthäus, G.; Ullsperger, T.; Nolte, S.; Schade, L.; Tunnermann, A. Selective Laser Melting of Borosilicate Glass Using Ultrashort Laser Pulses. Proc. SPIE 2018, 10523, 52–57. [Google Scholar] [CrossRef]
- Ullsperger, T.; Liu, D.; Yürekli, B.; Matthäus, G.; Schade, L.; Seyfarth, B.; Kohl, H.; Ramm, R.; Rettenmayr, M.; Nolte, S. Ultra-Short Pulsed Laser Powder Bed Fusion of Al-Si Alloys: Impact of Pulse Duration and Energy in Comparison to Continuous Wave Excitation. Addit. Manuf. 2021, 46, 102085. [Google Scholar] [CrossRef]
- Liu, D.; Yürekli, B.; Ullsperger, T.; Matthäus, G.; Schade, L.; Nolte, S.; Rettenmayr, M. Microstructural Aspects of Additive Manufacturing of AlLi Alloys with High Li Content. Mater. Des. 2021, 198, 109323. [Google Scholar] [CrossRef]
- Ullsperger, T.; Wencke, Y.L.; Yürekli, B.; Matthäus, G.; Rettenmayr, M.; Luinstra, G.A.; Nolte, S. Laser Powder Bed Fusion of Ultra-High Molecular Weight Polyethylene (UHMWPE) Using near-Infrared Ultrashort Laser Pulses. Mater. Des. 2021, 210, 110048. [Google Scholar] [CrossRef]
- Bai, S.; Liu, J. Additive Manufacturing of Bimetallic Structures. SN Appl. Sci. 2020, 2, 256–294. [Google Scholar] [CrossRef]
- Nie, B.; Huang, H.; Bai, S.; Liu, J. Femtosecond Laser Melting and Resolidifying of High-Temperature Powder Materials. Appl. Phys. A Mater. Sci. Process. 2015, 118, 37–41. [Google Scholar] [CrossRef]
- Ullsperger, T.; Matthäus, G.; Kaden, L.; Engelhardt, H.; Rettenmayr, M.; Risse, S.; Tünnermann, A.; Nolte, S. Selective Laser Melting of Hypereutectic Al-Si40-Powder Using Ultra-Short Laser Pulses. Appl. Phys. A Mater. Sci. Process. 2017, 123, 798. [Google Scholar] [CrossRef]
- Crivello, J.v.; Reichmanis, E. Photopolymer Materials and Processes for Advanced Technologies. Chem. Mater. 2014, 26, 533–548. [Google Scholar] [CrossRef]
- LaFratta, C.N.; Fourkas, J.T.; Baldacchini, T.; Farrer, R.A. Multiphoton Fabrication. Angew. Chem. Int. Ed. 2007, 46, 6238–6258. [Google Scholar] [CrossRef]
- Malinauskas, M.; Farsari, M.; Piskarskas, A.; Juodkazis, S. Ultrafast Laser Nanostructuring of Photopolymers: A Decade of Advances. Phys. Rep. 2013, 533, 1–31. [Google Scholar] [CrossRef]
- Zhou, X.; Hou, Y.; Lin, J. A Review on the Processing Accuracy of Two-Photon Polymerization. AIP Adv. 2015, 5, 030701. [Google Scholar] [CrossRef]
- Harinarayana, V.; Shin, Y.C. Two-Photon Lithography for Three-Dimensional Fabrication in Micro/Nanoscale Regime: A Comprehensive Review. Opt. Laser Technol. 2021, 142, 107180. [Google Scholar] [CrossRef]
- Selimis, A.; Mironov, V.; Farsari, M. Direct Laser Writing: Principles and Materials for Scaffold 3D Printing. Microelectron. Eng. 2015, 132, 83–89. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Chichkov, B.; Mente, P.; Monteiro-Riviere, N.A.; Doraiswamy, A.; Narayan, R.J. Two Photon Polymerization of Polymer–Ceramic Hybrid Materials for Transdermal Drug Delivery. Int. J. Appl. Ceram. Technol. 2007, 4, 22–29. [Google Scholar] [CrossRef]
- Jeon, H.; Hidai, H.; Hwang, D.J.; Grigoropoulos, C.P. Fabrication of Arbitrary Polymer Patterns for Cell Study by Two-Photon Polymerization Process. J. Biomed. Mater. Res. A 2010, 93A, 56–66. [Google Scholar] [CrossRef]
- Juodkazis, S.; Mizeikis, V.; Seet, K.K.; Miwa, M.; Misawa, H. Two-Photon Lithography of Nanorods in SU-8 Photoresist. Nanotechnology 2005, 16, 846. [Google Scholar] [CrossRef]
- Paz, V.F.; Emons, M.; Obata, K.; Ovsianikov, A.; Peterhänsel, S.; Frenner, K.; Reinhardt, C.; Chichkov, B.; Morgner, U.; Osten, W. Development of Functional Sub-100 Nm Structures with 3D Two-Photon Polymerization Technique and Optical Methods for Characterization. J. Laser Appl. 2012, 24, 042004. [Google Scholar] [CrossRef]
- Sakellari, I.; Gaidukeviciute, A.; Giakoumaki, A.; Gray, D.; Fotakis, C.; Farsari, M.; Vamvakaki, M.; Reinhardt, C.; Ovsianikov, A.; Chichkov, B.N. Two-Photon Polymerization of Titanium-Containing Sol–Gel Composites for Three-Dimensional Structure Fabrication. Appl. Phys. A 2010, 100, 359–364. [Google Scholar] [CrossRef]
- Duan, X.M.; Sun, H.B.; Kaneko, K.; Kawata, S. Two-Photon Polymerization of Metal Ions Doped Acrylate Monomers and Oligomers for Three-Dimensional Structure Fabrication. Thin Solid Films 2004, 453–454, 518–521. [Google Scholar] [CrossRef]
- Baldacchini, T.; LaFratta, C.N.; Farrer, R.A.; Teich, M.C.; Saleh, B.E.A.; Naughton, M.J.; Fourkas, J.T. Acrylic-Based Resin with Favorable Properties for Three-Dimensional Two-Photon Polymerization. J. Appl. Phys. 2004, 95, 6072. [Google Scholar] [CrossRef]
- Paipulas, D.; Malinauskas, M.; Perrenoud, M.; Gadonas, R.; Rekštytė, S.; Butkus, S.; Tičkūnas, T.; Sirutkaitis, V.; Bellouard, Y. Combination of Additive and Subtractive Laser 3D Microprocessing in Hybrid Glass/Polymer Microsystems for Chemical Sensing Applications. Opt. Express 2017, 25, 26280–26288. [Google Scholar] [CrossRef]
- Kumi, G.; Yanez, C.O.; Belfield, K.D.; Fourkas, J.T. High-Speed Multiphoton Absorption Polymerization: Fabrication of Microfluidic Channels with Arbitrary Cross-Sections and High Aspect Ratios. Lab Chip 2010, 10, 1057–1060. [Google Scholar] [CrossRef] [PubMed]
- Amato, L.; Gu, Y.; Bellini, N.; Eaton, S.M.; Cerullo, G.; Osellame, R. Integrated Three-Dimensional Filter Separates Nanoscale from Microscale Elements in a Microfluidic Chip. Lab Chip 2012, 12, 1135–1142. [Google Scholar] [CrossRef] [PubMed]
- Takaura, A.; Maruo, S.; Saito, Y. Optically Driven Micropump with a Twin Spiral Microrotor. Opt. Express 2009, 17, 18525–18532. [Google Scholar] [CrossRef]
- Doraiswamy, A.; Jin, C.; Narayan, R.J.; Mageswaran, P.; Mente, P.; Modi, R.; Auyeung, R.; Chrisey, D.B.; Ovsianikov, A.; Chichkov, B. Two photon induced polymerization of organic–inorganic hybrid biomaterials for microstructured medical devices. Acta Biomater. 2006, 2, 267–275. [Google Scholar] [CrossRef]
- Gittard, S.D.; Ovsianikov, A.; Monteiro-Riviere, N.A.; Lusk, J.; Morel, P.; Minghetti, P.; Lenardi, C.; Chichkov, B.N.; Narayan, R.J. Fabrication of Polymer Microneedles Using a Two-Photon Polymerization and Micromolding Process. J. Diabetes Sci. Technol. 2009, 3, 304–311. [Google Scholar] [CrossRef]
- Nava, M.M.; di Maggio, N.; Zandrini, T.; Cerullo, G.; Osellame, R.; Martin, I.; Raimondi, M.T. Synthetic Niche Substrates Engineered via Two-Photon Laser Polymerization for the Expansion of Human Mesenchymal Stromal Cells. J. Tissue Eng. Regen. Med. 2017, 11, 2836–2845. [Google Scholar] [CrossRef]
- Mačiulaitis, J.; Deveikyte, M.; Rekštyte, S.; Bratchikov, M.; Darinskas, A.; Šimbelyte, A.; Daunoras, G.; Laurinavičiene, A.; Laurinavičius, A.; Gudas, R.; et al. Preclinical Study of SZ2080 Material 3D Microstructured Scaffolds for Cartilage Tissue Engineering Made by Femtosecond Direct Laser Writing Lithography. Biofabrication 2015, 7, 015015. [Google Scholar] [CrossRef]
- Kawata, S.; Sun, H.B.; Tanaka, T.; Takada, K. Finer Features for Functional Microdevices. Nature 2001, 412, 697–698. [Google Scholar] [CrossRef]
- He, M.; Zhang, Z.; Cao, C.; Zhou, G.; Kuang, C.; Liu, X. 3D Sub-Diffraction Printing by Multicolor Photoinhibition Lithography: From Optics to Chemistry. Laser Photon. Rev. 2022, 16, 2100229. [Google Scholar] [CrossRef]
- Fischer, J.; Wegener, M. Three-Dimensional Optical Laser Lithography beyond the Diffraction Limit. Laser Photon. Rev. 2013, 7, 22–44. [Google Scholar] [CrossRef]
- Wichmann, J.; Hell, S.W. Breaking the Diffraction Resolution Limit by Stimulated Emission: Stimulated-Emission-Depletion Fluorescence Microscopy. Opt. Lett. 1994, 19, 780–782. [Google Scholar] [CrossRef]
- Scott, T.F.; Kowalski, B.A.; Sullivan, A.C.; Bowman, C.N.; McLeod, R.R. Two-Color Single-Photon Photoinitiation and Photoinhibition for Subdiffraction Photolithography. Science 2009, 324, 913–917. [Google Scholar] [CrossRef]
- Li, N.; Gattass, R.R.; Gershgoren, E.; Hwang, H.; Fourkas, J.T. Achieving 1/20 Resolution by One-Color Initiation and Deactivation of Polymerization. Science 2009, 324, 910–913. [Google Scholar] [CrossRef] [PubMed]
- Dhandayuthapani, B.; Yoshida, Y.; Maekawa, T.; Kumar, D.S. Polymeric Scaffolds in Tissue Engineering Application: A Review. Int. J. Polym. Sci. 2011, 2011, 290602. [Google Scholar] [CrossRef]
- Torgersen, J.; Qin, X.H.; Li, Z.; Ovsianikov, A.; Liska, R.; Stampfl, J. Hydrogels for Two-Photon Polymerization: A Toolbox for Mimicking the Extracellular Matrix. Adv. Funct. Mater. 2013, 23, 4542–4554. [Google Scholar] [CrossRef]
- Maciulaitis, J.; Rekštytė, S.; Bratchikov, M.; Gudas, R.; Malinauskas, M.; Pockevicius, A.; Usas, A.; Rimkunas, A.; Jankauskaite, V.; Grigaliunas, V.; et al. Customization of Direct Laser Lithography-Based 3D Scaffolds for Optimized in Vivo Outcome. Appl. Surf. Sci. 2019, 487, 692–702. [Google Scholar] [CrossRef]
- Timashev, P.; Kuznetsova, D.; Koroleva, A.; Prodanets, N.; Deiwick, A.; Piskun, Y.; Bardakova, K.; Dzhoyashvili, N.; Kostjuk, S.; Zagaynova, E.; et al. Novel Biodegradable Star-Shaped Polylactide Scaffolds for Bone Regeneration Fabricated by Two-Photon Polymerization. Nanomedicine 2016, 11, 1041–1053. [Google Scholar] [CrossRef]
- Flamourakis, G.; Spanos, I.; Vangelatos, Z.; Manganas, P.; Papadimitriou, L.; Grigoropoulos, C.; Ranella, A.; Farsari, M. Laser-Made 3D Auxetic Metamaterial Scaffolds for Tissue Engineering Applications. Macromol. Mater. Eng. 2020, 305, 2000238. [Google Scholar] [CrossRef]
- Klein, F.; Richter, B.; Striebel, T.; Franz, C.M.; von Freymann, G.; Wegener, M.; Bastmeyer, M. Two-Component Polymer Scaffolds for Controlled Three-Dimensional Cell Culture. Adv. Mater. 2011, 23, 1341–1345. [Google Scholar] [CrossRef]
- Richter, B.; Hahn, V.; Bertels, S.; Claus, T.K.; Wegener, M.; Delaittre, G.; Barner-Kowollik, C.; Bastmeyer, M. Guiding Cell Attachment in 3D Microscaffolds Selectively Functionalized with Two Distinct Adhesion Proteins. Adv. Mater. 2017, 29, 1604342. [Google Scholar] [CrossRef] [PubMed]
- Sun, Q.; Juodkazis, S.; Murazawa, N.; Mizeikis, V.; Misawa, H. Freestanding and Movable Photonic Microstructures Fabricated by Photopolymerization with Femtosecond Laser Pulses. J. Micromech. Microeng. 2010, 20, 035004. [Google Scholar] [CrossRef]
- Cojoc, G.; Liberale, C.; Candeloro, P.; Gentile, F.; Das, G.; de Angelis, F.; di Fabrizio, E. Optical Micro-Structures Fabricated on Top of Optical Fibers by Means of Two-Photon Photopolymerization. Microelectron. Eng. 2010, 87, 876–879. [Google Scholar] [CrossRef]
- Malinauskas, M.; Gilbergs, H.; Ukauskas, A.; Purlys, V.; Paipulas, D.; Gadonas, R. A Femtosecond Laser-Induced Two-Photon Photopolymerization Technique for Structuring. J. Opt. 2010, 12, 035204. [Google Scholar] [CrossRef]
- Li, J.; Fejes, P.; Lorenser, D.; Quirk, B.C.; Noble, P.B.; Kirk, R.W.; Orth, A.; Wood, F.M.; Gibson, B.C.; Sampson, D.D.; et al. Two-Photon Polymerisation 3D Printed Freeform Micro-Optics for Optical Coherence Tomography Fibre Probes. Sci. Rep. 2018, 8, 14789. [Google Scholar] [CrossRef]
- Freppon, D.J.; Williams, H.E.; Melino, M.A.; Rumpf, R.C.; Kuebler, S.M. Fabrication of Three-Dimensional Micro-Photonic Structures on the Tip of Optical Fibers Using SU-8. Opt. Express 2011, 19, 22910–22922. [Google Scholar] [CrossRef]
- Nair, S.P.; Trisno, J.; Wang, H.; Yang, J.K.W. 3D Printed Fiber Sockets for Plug and Play Micro-Optics. Int. J. Extrem. Manuf. 2020, 3, 015301. [Google Scholar] [CrossRef]
- Dietrich, P.I.; Blaicher, M.; Reuter, I.; Billah, M.; Hoose, T.; Hofmann, A.; Caer, C.; Dangel, R.; Offrein, B.; Troppenz, U.; et al. In Situ 3D Nanoprinting of Free-Form Coupling Elements for Hybrid Photonic Integration. Nat. Photonics 2018, 12, 241–247. [Google Scholar] [CrossRef]
- Gissibl, T.; Thiele, S.; Herkommer, A.; Giessen, H. Two-Photon Direct Laser Writing of Ultracompact Multi-Lens Objectives. Nat. Photonics 2016, 10, 554–560. [Google Scholar] [CrossRef]
- Gissibl, T.; Thiele, S.; Herkommer, A.; Giessen, H. Sub-Micrometre Accurate Free-Form Optics by Three-Dimensional Printing on Single-Mode Fibres. Nat. Commun. 2016, 7, 11763. [Google Scholar] [CrossRef] [PubMed]
- Ocier, C.R.; Richards, C.A.; Bacon-Brown, D.A.; Ding, Q.; Kumar, R.; Garcia, T.J.; van de Groep, J.; Song, J.H.; Cyphersmith, A.J.; Rhode, A.; et al. Direct Laser Writing of Volumetric Gradient Index Lenses and Waveguides. Light Sci. Appl. 2020, 9, 196. [Google Scholar] [CrossRef] [PubMed]
- Vaezi, M.; Seitz, H.; Yang, S. A Review on 3D Micro-Additive Manufacturing Technologies. Int. J. Adv. Manuf. Technol. 2012, 67, 1721–1754. [Google Scholar] [CrossRef]
- Waller, E.H.; Dix, S.; Gutsche, J.; Widera, A.; von Freymann, G. Functional Metallic Microcomponents via Liquid-Phase Multiphoton Direct Laser Writing: A Review. Micromachines 2019, 10, 827. [Google Scholar] [CrossRef] [PubMed]
- Waller, E.H.; von Freymann, G. From Photoinduced Electron Transfer to 3D Metal Microstructures via Direct Laser Writing. Nanophotonics 2018, 7, 1259–1277. [Google Scholar] [CrossRef]
- Ma, Z.C.; Zhang, Y.L.; Han, B.; Chen, Q.D.; Sun, H.B. Femtosecond-Laser Direct Writing of Metallic Micro/Nanostructures: From Fabrication Strategies to Future Applications. Small Methods 2018, 2, 1700413. [Google Scholar] [CrossRef]
- Takeyasu, N.; Tanaka, T.; Kawata, S. Fabrication of 3D Metal/Polymer Microstructures by Site-Selective Metal Coating. Appl. Phys. A 2007, 90, 205–209. [Google Scholar] [CrossRef]
- Radke, A.; Gissibl, T.; Klotzbücher, T.; Braun, P.v.; Giessen, H. Three-Dimensional Bichiral Plasmonic Crystals Fabricated by Direct Laser Writing and Electroless Silver Plating. Adv. Mater. 2011, 23, 3018–3021. [Google Scholar] [CrossRef]
- Ishikawa, A.; Formanek, F.; Chiyoda, K.; Takeyasu, N.; Kawata, S.; Tanaka, T. Three-Dimensional Fabrication of Metallic Nanostructures over Large Areas by Two-Photon Polymerization. Opt. Express 2006, 14, 800–809. [Google Scholar] [CrossRef]
- Farrer, R.A.; LaFratta, C.N.; Li, L.; Praino, J.; Naughton, M.J.; Saleh, B.E.A.; Teich, M.C.; Fourkas, J.T. Selective Functionalization of 3-D Polymer Microstructures. J. Am. Chem. Soc. 2006, 128, 1796–1797. [Google Scholar] [CrossRef]
- Wendy Gu, X.; Greer, J.R. Ultra-Strong Architected Cu Meso-Lattices. Extrem. Mech. Lett. 2015, 2, 7–14. [Google Scholar] [CrossRef]
- Gansel, J.K.; Thiel, M.; Rill, M.S.; Decker, M.; Bade, K.; Saile, V.; von Freymann, G.; Linden, S.; Wegener, M. Gold Helix Photonic Metamaterial as Broadband Circular Polarizer. Science 2009, 325, 1513–1515. [Google Scholar] [CrossRef] [PubMed]
- Pons, A.-C.; LaFratta, C.N.; Fourkas, J.T.; Pons, J.; Naughton, M.J.; Baldacchini, T.; Sun, Y. Multiphoton Laser Direct Writing of Two-Dimensional Silver Structures. Opt. Express 2005, 13, 1275–1280. [Google Scholar] [CrossRef]
- Tanaka, T.; Ishikawa, A.; Kawata, S. Two-Photon-Induced Reduction of Metal Ions for Fabricating Three-Dimensional Electrically Conductive Metallic Microstructure. Appl. Phys. Lett. 2006, 88, 081107. [Google Scholar] [CrossRef]
- Maruo, S.; Saeki, T. Femtosecond Laser Direct Writing of Metallic Microstructures by Photoreduction of Silver Nitrate in a Polymer Matrix. Opt. Express 2008, 16, 1174–1179. [Google Scholar] [CrossRef] [PubMed]
- Takami, A.; Heisterkamp, A.; Hördt, A.; Heinemann, D.; Torres-Mapa, M.L.; Terakawa, M.; Nedyalkov, N.N.; Ripken, T.; Nakajima, Y. Femtosecond Laser Direct Writing of Metal Microstructure in a Stretchable Poly(Ethylene Glycol) Diacrylate (PEGDA) Hydrogel. Opt. Lett. 2016, 41, 1392–1395. [Google Scholar] [CrossRef]
- Ameloot, R.; Roeffaers, M.B.J.; de Cremer, G.; Vermoortele, F.; Hofkens, J.; Sels, B.F.; de Vos, D.E. Metal–Organic Framework Single Crystals as Photoactive Matrices for the Generation of Metallic Microstructures. Adv. Mater. 2011, 23, 1788–1791. [Google Scholar] [CrossRef]
- Blasco, E.; Müller, J.; Müller, P.; Trouillet, V.; Schön, M.; Scherer, T.; Barner-Kowollik, C.; Wegener, M. Fabrication of Conductive 3D Gold-Containing Microstructures via Direct Laser Writing. Adv. Mater. 2016, 28, 3592–3595. [Google Scholar] [CrossRef]
- Vyatskikh, A.; Delalande, S.; Kudo, A.; Zhang, X.; Portela, C.M.; Greer, J.R. Additive Manufacturing of 3D Nano-Architected Metals. Nat. Commun. 2018, 9, 593. [Google Scholar] [CrossRef]
- Arnold, C.B.; Serra, P.; Piqué, A. Laser Direct-Write Techniques for Printing of Complex Materials. MRS Bull. 2007, 32, 23–31. [Google Scholar] [CrossRef]
- Piqué, A.; Auyeung, R.C.Y.; Kim, H.; Charipar, N.A.; Mathews, S.A. Laser 3D Micro-Manufacturing. J. Phys. D Appl. Phys. 2016, 49, 223001. [Google Scholar] [CrossRef]
- Brown, M.S.; Brasz, C.F.; Ventikos, Y.; Arnold, C.B. Impulsively Actuated Jets from Thin Liquid Films for High-Resolution Printing Applications. J. Fluid Mech. 2012, 709, 341–370. [Google Scholar] [CrossRef]
- Boutopoulos, C.; Kalpyris, I.; Serpetzoglou, E.; Zergioti, I. Laser-Induced Forward Transfer of Silver Nanoparticle Ink: Time-Resolved Imaging of the Jetting Dynamics and Correlation with the Printing Quality. Microfluid. Nanofluidics 2013, 16, 493–500. [Google Scholar] [CrossRef]
- Piqué, A.; Charipar, K.M. Laser-Induced Forward Transfer Applications in Micro-Engineering. In Handbook of Laser Micro- and Nano-Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 1325–1359. [Google Scholar]
- Alloncle, A.-P.; Bouffaron, R.; Hermann, J.; Sentis Anne-Patricia Alloncle, M.; Sentis, M.; Hermann, J. Laser-Induced Forward Transfer of 40 Nm Chromium Film Using Ultrashort Laser Pulses. Proc. SPIE 2006, 6263, 205–210. [Google Scholar] [CrossRef]
- Bera, S.; Sabbah, A.J.; Yarbrough, J.M.; Allen, C.G.; Winters, B.; Durfee, C.G.; Squier, J.A. Optimization Study of the Femtosecond Laser-Induced Forward-Transfer Process with Thin Aluminum Films. Appl. Opt. 2007, 46, 4650–4659. [Google Scholar] [CrossRef]
- Mikšys, J.; Arutinov, G.; Römer, G.R.B.E. Pico- to Nanosecond Pulsed Laser-Induced Forward Transfer (LIFT) of Silver Nanoparticle Inks: A Comparative Study. Appl. Phys. A Mater. Sci. Process. 2019, 125, 814. [Google Scholar] [CrossRef]
- Grivas, C.; Banks, D.P.; Zergioti, I.; Robert, W.E. Ballistic Laser-Assisted Solid Transfer (BLAST) from a Thin Film Precursor. Opt. Express 2008, 16, 3249–3254. [Google Scholar] [CrossRef]
- Othon, C.M.; Laracuente, A.; Ladouceur, H.D.; Ringeisen, B.R. Sub-Micron Parallel Laser Direct-Write. Appl. Surf. Sci. 2008, 255, 3407–3413. [Google Scholar] [CrossRef]
- Klini, A.; Manousaki, A.; Fotakis, C.; Gray, D.; Loukakos, P.A. Laser Induced Forward Transfer of Metals by Temporally Shaped Femtosecond Laser Pulses. Opt. Express 2008, 16, 11300–11309. [Google Scholar] [CrossRef]
- Zergioti, I.; Mailis, S.; Vainos, N.A.; Papakonstantinou, P.; Kalpouzos, C.; Grigoropoulos, C.P.; Fotakis, C. Microdeposition of Metal and Oxide Structures Using Ultrashort Laser Pulses. Appl. Phys. A 1998, 66, 579–582. [Google Scholar] [CrossRef]
- Zhang, J.; Hartmann, B.; Siegel, J.; Marchi, G.; Clausen-Schaumann, H.; Sudhop, S.; Huber, H.P. Sacrificial-Layer Free Transfer of Mammalian Cells Using near Infrared Femtosecond Laser Pulses. PLoS ONE 2018, 13, e0195479. [Google Scholar] [CrossRef]
- Zergioti, I.; Karaiskou, A.; Papazoglou, D.G.; Fotakis, C.; Kapsetaki, M.; Kafetzopoulos, D. Femtosecond Laser Microprinting of Biomaterials. Appl. Phys. Lett. 2005, 86, 163902. [Google Scholar] [CrossRef]
- Zergioti, I.; Papazoglou, D.G.; Karaiskou, A.; Fotakis, C.; Gamaly, E.; Rode, A. A Comparative Schlieren Imaging Study between Ns and Sub-Ps Laser Forward Transfer of Cr. Appl. Surf. Sci. 2003, 208–209, 177–180. [Google Scholar] [CrossRef]
- Shugaev, M.v.; Bulgakova, N.M. Thermodynamic and Stress Analysis of Laser-Induced Forward Transfer of Metals. Appl. Phys. A 2010, 101, 103–109. [Google Scholar] [CrossRef]
- Kuznetsov, A.I.; Chichkov, B.N.; Kiyan, R. Laser Fabrication of 2D and 3D Metal Nanoparticle Structures and Arrays. Opt. Express 2010, 18, 21198–21203. [Google Scholar] [CrossRef]
- Visser, C.W.; Pohl, R.; Sun, C.; Römer, G.W.; Huis In ’T Veld, B.; Lohse, D. Toward 3D Printing of Pure Metals by Laser-Induced Forward Transfer. Adv. Mater. 2015, 27, 4087–4092. [Google Scholar] [CrossRef]
- Feinaeugle, M.; Pohl, R.; Bor, T.; Vaneker, T.; Römer, G. Printing of Complex Free-Standing Microstructures via Laser-Induced Forward Transfer (LIFT) of Pure Metal Thin Films. Addit. Manuf. 2018, 24, 391–399. [Google Scholar] [CrossRef]
- Li, Q.; Grojo, D.; Alloncle, A.-P.; Delaporte, P. Dynamics of Double-Pulse Laser Printing of Copper Microstructures. Appl. Surf. Sci. 2019, 471, 627–632. [Google Scholar] [CrossRef]
- Munoz-martin, D.; Chen, Y.; Morales, M.; Molpeceres, C. Overlapping Limitations for Ps-Pulsed LIFT Printing of High Viscosity Metallic Pastes. Metals 2020, 10, 168. [Google Scholar] [CrossRef]
- Guo, Q.; Wang, M.; Zhang Qitong Guo, Z.; Zhang, Z. The Dynamics and Deposition Results of Femtosecond Laser-Induced Liquid Film Forward Transfer. Int. Conf. Laser Opt. Optoelectron. Technol. Proc. 2021, 11885, 65–70. [Google Scholar] [CrossRef]
- Willmott, P.R.; Huber, J.R. Pulsed Laser Vaporization and Deposition. Rev. Mod. Phys. 2000, 72, 315. [Google Scholar] [CrossRef]
- Fähler, S.; Störmer, M.; Krebs, H.U. Origin and Avoidance of Droplets during Laser Ablation of Metals. Appl. Surf. Sci. 1997, 109–110, 433–436. [Google Scholar] [CrossRef]
- Perna, G.; Capozzi, V.; Pagliara, S.; Ambrico, M.; Lojacono, D. Reflectance and Photoluminescence Characterization of CdS and CdSe Heteroepitaxial Films Deposited by Laser Ablation Technique. Thin Solid Films 2001, 387, 208–211. [Google Scholar] [CrossRef]
- Chrisey, D.B.; Piqué, A.; McGill, R.A.; Horwitz, J.S.; Ringeisen, B.R.; Bubb, D.M.; Wu, P.K. Laser Deposition of Polymer and Biomaterial Films. Chem. Rev. 2003, 103, 553–576. [Google Scholar] [CrossRef]
- Rode, A.v.; Luther-Davies, B.; Gamaly, E.G. Ultrafast Ablation with High-Pulse-Rate Lasers. Part II: Experiments on Laser Deposition of Amorphous Carbon Films. J. Appl. Phys. 1999, 85, 4222. [Google Scholar] [CrossRef]
- Gamaly, E.G.; Rode, A.v.; Luther-Davies, B. Ultrafast Laser Ablation and Film Deposition. In Pulsed Laser Deposition of Thin Films: Applications-Led Growth of Functional Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; p. 118. ISBN 9780471447092. [Google Scholar]
- McCann, R.; Roy, S.S.; Papakonstantinou, P.; McLaughlin, J.A.; Ray, S.C. Spectroscopic Analysis of A-C and a-CNx Films Prepared by Ultrafast High Repetition Rate Pulsed Laser Deposition. J. Appl. Phys. 2005, 97, 073522. [Google Scholar] [CrossRef]
- Zakery, A.; Rode, A.V.; Luther-Davies, B.; Samoc, M.; Ruan, Y. Low-Loss Waveguides in Ultrafast Laser-Deposited As2S3 Chalcogenide Films. JOSA B 2003, 20, 1844–1852. [Google Scholar] [CrossRef]
- Banks, P.S.; Dinh, L.; Stuart, B.C.; Feit, M.D.; Komashko, A.M.; Rubenchik, A.M.; Perry, M.D.; McLean, W. Short-Pulse Laser Deposition of Diamond-like Carbon Thin Films. Appl. Phys. A Mater. Sci. Process. 1999, 69, S347–S353. [Google Scholar] [CrossRef]
- Okoshi, M.; Higashikawa, K.; Hanabusa, M. Pulsed Laser Deposition of ZnO Thin Films Using a Femtosecond Laser. Appl. Surf. Sci. 2000, 154–155, 424–427. [Google Scholar] [CrossRef]
- Perrière, J.; Millon, E.; Seiler, W.; Boulmer-Leborgne, C.; Craciun, V.; Albert, O.; Loulergue, J.C.; Etchepare, J. Comparison between ZnO Films Grown by Femtosecond and Nanosecond Laser Ablation. J. Appl. Phys. 2001, 91, 690. [Google Scholar] [CrossRef]
- Millon, E.; Albert, O.; Loulergue, J.C.; Etchepare, J.; Hulin, D.; Seiler, W.; Perrière, J. Growth of Heteroepitaxial ZnO Thin Films by Femtosecond Pulsed-Laser Deposition. J. Appl. Phys. 2000, 88, 6937. [Google Scholar] [CrossRef]
- Liu, B.; Hu, Z.; Che, Y.; Allenic, A.; Sun, K.; Pan, X. Growth of ZnO Nanoparticles and Nanorods with Ultrafast Pulsed Laser Deposition. Appl. Phys. A Mater. Sci. Process. 2008, 93, 813–818. [Google Scholar] [CrossRef]
- Amoruso, S.; Tuzi, S.; Pallotti, D.K.; Aruta, C.; Bruzzese, R.; Chiarella, F.; Fittipaldi, R.; Lettieri, S.; Maddalena, P.; Sambri, A.; et al. Structural Characterization of Nanoparticles-Assembled Titanium Dioxide Films Produced by Ultrafast Laser Ablation and Deposition in Background Oxygen. Appl. Surf. Sci. 2013, 270, 307–311. [Google Scholar] [CrossRef]
- Pervolaraki, M.; Komninou, P.; Kioseoglou, J.; Othonos, A.; Giapintzakis, J. Ultrafast Pulsed Laser Deposition of Carbon Nanostructures: Structural and Optical Characterization. Appl. Surf. Sci. 2013, 278, 101–105. [Google Scholar] [CrossRef]
- Chen, X.; Mao, S.S. Titanium Dioxide Nanomaterials: Synthesis, Properties, Modifications and Applications. Chem. Rev. 2007, 107, 2891–2959. [Google Scholar] [CrossRef]
- Sanz, M.; Castillejo, M.; Amoruso, S.; Ausanio, G.; Bruzzese, R.; Wang, X. Ultra-Fast Laser Ablation and Deposition of TiO2. Appl. Phys. A 2010, 101, 639–644. [Google Scholar] [CrossRef]
- Murakami, M.; Liu, B.; Hu, Z.; Liu, Z.; Uehara, Y.; Che, Y. Burst-Mode Femtosecond Pulsed Laser Deposition for Control of Thin Film Morphology and Material Ablation. Appl. Phys. Express 2009, 2, 0425011–0425013. [Google Scholar] [CrossRef]
- Inoue, Y.; Muramatsu, S.; Itoigawa, F.; Ono, S.; Sudo, M.; Fukuda, K.; Yanagida, T. Size Control and Luminescence Properties of Eu2+:LiCaAlF6 Particles Prepared by Femtosecond Pulsed Laser Ablation. J. Appl. Phys. 2017, 122, 133107. [Google Scholar] [CrossRef]
- Maddi, C.; Aswin, J.R.; Scott, A.; Aslam, Z.; Willneff, E.; Adarsh, K.N.V.D.; Jha, A. Structural, Spectroscopic, and Excitonic Dynamic Characterization in Atomically Thin Yb3+-Doped MoS2, Fabricated by Femtosecond Pulsed Laser Deposition. Adv. Opt. Mater. 2019, 7, 1900753. [Google Scholar] [CrossRef]
- Tamaki, T.; Watanabe, W.; Nishii, J.; Itoh, K. Welding of Transparent Materials Using Femtosecond Laser Pulses. Jpn. J. Appl. Phys. Part 2 Lett. 2005, 44, L687. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Femtosecond Laser Three-Dimensional Micro- and Nanofabrication. Appl. Phys. Rev. 2014, 1, 041303. [Google Scholar] [CrossRef]
- Richter, S.; Zimmermann, F.; Sutter, D.; Budnicki, A.; Tünnermann, A.; Sören Richter, A.; Nolte, S. Ultrashort Pulse Laser Welding of Glasses without Optical Contacting. Proc. SPIE 2017, 10094, 118–125. [Google Scholar] [CrossRef]
- Huang, H.; Yang, L.M.; Liu, J. Ultrashort Pulsed Fiber Laser Welding and Sealing of Transparent Materials. Appl. Opt. 2012, 51, 2979–2986. [Google Scholar] [CrossRef]
- Hélie, D.; Bégin, M.; Lacroix, F.; Vallée, R. Reinforced Direct Bonding of Optical Materials by Femtosecond Laser Welding. Appl. Opt. 2012, 51, 2098–2106. [Google Scholar] [CrossRef]
- Richter, S.; Döring, S.; Tünnermann, A.; Nolte, S. Bonding of Glass with Femtosecond Laser Pulses at High Repetition Rates. Appl. Phys. A 2011, 103, 257–261. [Google Scholar] [CrossRef]
- Richter, S.; Nolte, S.; Tünnermann, A. Ultrashort Pulse Laser Welding—A New Approach for High- Stability Bonding of Different Glasses. Phys. Procedia 2012, 39, 556–562. [Google Scholar] [CrossRef]
- Miyamoto, I.; Horn, A.; Gottmann, J. Local Melting of Glass Material and Its Application to Direct Fusion Welding by Ps-Laser Pulses. JLMN-J. Laser Micro/Nanoeng. 2007, 2, 7–14. [Google Scholar] [CrossRef]
- Miyamoto, I.; Horn, A.; Gottmann, J.; Wortmann, D.; Yoshino, F. Fusion Welding of Glass Using Femtosecond Laser Pulses with High-Repetition Rates. J. Laser Micro Nanoeng. 2007, 2, 57–63. [Google Scholar] [CrossRef]
- Takai, H.; Micorikawa, K.; Sugioka, K.; Iida, M. Efficient Microwelding of Glass Substrates by Ultrafast Laser Irradiation Using a Double-Pulse Train. Opt. Lett. 2011, 36, 2734–2736. [Google Scholar] [CrossRef]
- Wu, D.; Wang, H.; Xu, J.; Midorikawa, K.; Sugioka, K.; Wu, S.; Makimura, T. Absorption Mechanism of the Second Pulse in Double-Pulse Femtosecond Laser Glass Microwelding. Opt. Express 2013, 21, 24049–24059. [Google Scholar] [CrossRef] [PubMed]
- Richter, S.; Zimmermann, F.; Döring, S.; Tünnermann, A.; Nolte, S. Ultrashort High Repetition Rate Exposure of Dielectric Materials: Laser Bonding of Glasses Analyzed by Micro-Raman Spectroscopy. Appl. Phys. A Mater. Sci. Process. 2013, 110, 9–15. [Google Scholar] [CrossRef]
- Watanabe, W.; Onda, S.; Tamaki, T.; Itoh, K.; Nishii, J. Space-Selective Laser Joining of Dissimilar Transparent Materials Using Femtosecond Laser Pulses. Appl. Phys. Lett. 2006, 89, 021106. [Google Scholar] [CrossRef]
- Hélie, D.; Vallée, R.; Gouin, S. Assembling an Endcap to Optical Fibers by Femtosecond Laser Welding and Milling. Opt. Mater. Express 2013, 3, 1742–1754. [Google Scholar] [CrossRef]
- Shanshool, H.M.; Naser, H.; Hadi, N.M.; Flaih, H.A.; Abbas, F.M.; Hussin, M.J.; Hindal, S.S. Parameters Affecting the Welding of Transparent Materials Using Femtosecond Laser Pulses. Lasers Manuf. Mater. Process. 2020, 7, 59–73. [Google Scholar] [CrossRef]
- Hand, D.P.; Chen, J.; Carter, R.M.; Thomson, R.R. Avoiding the Requirement for Pre-Existing Optical Contact during Picosecond Laser Glass-to-Glass Welding. Opt. Express 2015, 23, 18645–18657. [Google Scholar] [CrossRef]
- Miyamoto, I.; Cvecek, K.; Schmidt, M. Crack-Free Conditions in Welding of Glass by Ultrashort Laser Pulse. Opt. Express 2013, 21, 14291–14302. [Google Scholar] [CrossRef] [PubMed]
- Cheng, G.; Zhang, G.; Stoian, R.; Zhao, W. Femtosecond Laser Bessel Beam Welding of Transparent to Non-Transparent Materials with Large Focal-Position Tolerant Zone. Opt. Express 2018, 26, 917–926. [Google Scholar] [CrossRef]
- Chen, H.; Duan, J.; Deng, L.; Zeng, X. Picosecond Laser Welding of Glasses with a Large Gap by a Rapid Oscillating Scan. Opt. Lett. 2019, 44, 2570–2573. [Google Scholar] [CrossRef]
- Alexeev, I.; Cvecek, K.; Schmidt, C.; Miyamoto, I.; Frick, T.; Schmidt, M. Characterization of Shear Strength and Bonding Energy of Laser Pro- Duced Welding Seams in Glass. J. Laser Micro/Nanoeng. 2012, 7, 279–283. [Google Scholar] [CrossRef]
- Fernie, J.A.; Drew, R.A.L.; Knowles, K.M. Joining of Engineering Ceramics. Int. Mater. Rev. 2013, 54, 283–331. [Google Scholar] [CrossRef]
- Penilla, E.H.; Devia-Cruz, L.F.; Wieg, A.T.; Martinez-Torres, P.; Cuando-Espitia, N.; Sellappan, P.; Kodera, Y.; Aguilar, G.; Garay, J.E. Ultrafast Laser Welding of Ceramics. Science 2019, 365, 803–808. [Google Scholar] [CrossRef] [PubMed]
- Carter, R.; Troughton, M.; Chen, J.; Elder, I.; Thomson, R.; Richard, A.; Carter, M.; Thomson, R.R.; Lamb, R.A.; Esser, M.J.D.; et al. Picosecond Laser Welding of Optical to Metal Components. Proc. SPIE 2016, 9736, 244–253. [Google Scholar] [CrossRef]
- Ozeki, Y.; Inoue, T.; Tamaki, T.; Yamaguchi, H.; Onda, S.; Watanabe, W.; Sano, T.; Nishiuchi, S.; Hirose, A.; Itoh, K. Direct Welding between Copper and Glass Substrates with Femtosecond Laser Pulses. Appl. Phys. Express 2008, 1, 0826011–0826013. [Google Scholar] [CrossRef]
- Zhang, G.; Cheng, G. Direct Welding of Glass and Metal by 1 KHz Femtosecond Laser Pulses. Appl. Opt. 2015, 54, 8957–8961. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Li, Y.; Ao, S.; Luo, Z.; Zhang, D. Welding of 304 Stainless Steel and Glass Using High-Repetition-Frequency Femtosecond Laser. Mater. Res. Express. 2021, 8, 106523. [Google Scholar] [CrossRef]
- Ciuca, O.P.; Carter, R.M.; Prangnell, P.B.; Hand, D.P. Characterisation of Weld Zone Reactions in Dissimilar Glass-to-Aluminium Pulsed Picosecond Laser Welds. Mater. Charact. 2016, 120, 53–62. [Google Scholar] [CrossRef]
- Lu, Q.Y.; Wong, C.H. Additive Manufacturing Process Monitoring and Control by Non-Destructive Testing Techniques: Challenges and in-Process Monitoring. Virtual Phys. Prototyp. 2017, 13, 39–48. [Google Scholar] [CrossRef]
- Chua, Z.Y.; Ahn, I.H.; Moon, S.K. Process Monitoring and Inspection Systems in Metal Additive Manufacturing: Status and Applications. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 235–245. [Google Scholar] [CrossRef]
- Chen, Z.; Zong, X.; Shi, J.; Zhang, X. Online Monitoring Based on Temperature Field Features and Prediction Model for Selective Laser Sintering Process. Appl. Sci. 2018, 8, 2383. [Google Scholar] [CrossRef]
- Hebert, R.J. Viewpoint: Metallurgical Aspects of Powder Bed Metal Additive Manufacturing. J. Mater. Sci. 2016, 51, 1165–1175. [Google Scholar] [CrossRef]
- Guo, B.; Sun, J.; Lu, Y.F.; Jiang, L. Ultrafast Dynamics Observation during Femtosecond Laser-Material Interaction. Int. J. Extrem. Manuf. 2019, 1, 032004. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Juodkazis, S.; Malinauskas, M. Optical 3D Printing: Bridging the Gaps in the Mesoscale. J. Opt. 2018, 20, 053001. [Google Scholar] [CrossRef]
- Baldacchini, T.; Zimmerley, M.; Kuo, C.H.; Potma, E.O.; Zadoyan, R. Characterization of Microstructures Fabricated by Two-Photon Polymerization Using Coherent Anti-Stokes Raman Scattering Microscopy. J. Phys. Chem. B 2009, 113, 12663–12668. [Google Scholar] [CrossRef]
- Obata, K.; El-Tamer, A.; Koch, L.; Hinze, U.; Chichkov, B.N. High-Aspect 3D Two-Photon Polymerization Structuring with Widened Objective Working Range (WOW-2PP). Light Sci. Appl. 2013, 2, e116. [Google Scholar] [CrossRef]
- Boiko, Y.; Costa, J.M.; Wang, M.; Esener, S.; Cumpston, B.; Ananthavel, S.; Barlow, S.; Dyer, D.; Ehrlich, J.; Erskine, L.; et al. Cationic Two-Photon Induced Polymerization with High Dynamic Range. Opt. Express 2001, 8, 571–584. [Google Scholar] [CrossRef] [PubMed]
- Baldacchini, T.; Zadoyan, R. In Situ and Real Time Monitoring of Two-Photon Polymerization Using Broadband Coherent Anti-Stokes Raman Scattering Microscopy. Opt. Express 2010, 18, 19219–19231. [Google Scholar] [CrossRef]
- Yulianto, E.; Chatterjee, S.; Purlys, V.; Mizeikis, V. Imaging of Latent Three-Dimensional Exposure Patterns Created by Direct Laser Writing in Photoresists. Appl. Surf. Sci. 2019, 479, 822–827. [Google Scholar] [CrossRef]
- Kallioniemi, L.; Annurakshita, S.; Bautista, G. Third-Harmonic Generation Microscopy of Undeveloped Photopolymerized Structures. OSA Contin. 2020, 3, 2961–2967. [Google Scholar] [CrossRef]
- Nakata, Y.; Okada, T. Time-Resolved Microscopic Imaging of the Laser-Induced Forward Transfer Process. Appl. Phys. A 1999, 69, S275–S278. [Google Scholar] [CrossRef]
- Feinaeugle, M.; Alloncle, A.P.; Delaporte, P.; Sones, C.L.; Eason, R.W. Time-Resolved Shadowgraph Imaging of Femtosecond Laser-Induced Forward Transfer of Solid Materials. Appl. Surf. Sci. 2012, 258, 8475–8483. [Google Scholar] [CrossRef]
- Kononenko, T.v.; Alloncle, P.; Konov, V.I.; Sentis, M. Shadowgraphic Imaging of Laser Transfer Driven by Metal Film Blistering. Appl. Phys. A 2010, 102, 49–54. [Google Scholar] [CrossRef]
- Pohl, R.; Visser, C.W.; Römer, G.W.; Lohse, D.; Sun, C.; Huis in ’T Veld, B. Ejection Regimes in Picosecond Laser-Induced Forward Transfer of Metals. Phys. Rev. Appl. 2015, 3, 024001. [Google Scholar] [CrossRef]
- Alloncle, A.-P.; Grojo, D.; Delaporte, P.; Li, Q. Jetting Regimes of Double-Pulse Laser-Induced Forward Transfer. Opt. Mater. Express 2019, 9, 3476–3486. [Google Scholar] [CrossRef]
- Gordon, J.v.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect Structure Process Maps for Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast Laser Processing of Materials: From Science to Industry. Light Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef]
- Marrian, C.R.K.; Tennant, D.M. Nanofabrication. J. Vac. Sci. Technol. A Vac. Surf. Film. 2003, 21, S207. [Google Scholar] [CrossRef]
- Zacharatos, F.; Makrygianni, M.; Zergioti, I. Laser-Induced Forward Transfer (LIFT) Technique as an Alternative for Assembly and Packaging of Electronic Components. IEEE J. Sel. Top. Quantum Electron. 2021, 27, 1–8. [Google Scholar] [CrossRef]
- Biver, E.; Rapp, L.; Alloncle, A.-P.; Serra, P.; Delaporte, P.; Bohandy, J.; Kim, B.F.; Adrian, F.J. High-Speed Multi-Jets Printing Using Laser Forward Transfer: Time-Resolved Study of the Ejection Dynamics. Opt. Express 2014, 22, 17122–17134. [Google Scholar] [CrossRef] [PubMed]
- Jonušauskas, L.; Gailevičius, D.; Rekštytė, S.; Juodkazis, S.; Malinauskas Linas Jonušauskas, M.; Malinauskas, M. Synchronization of Linear Stages and Galvo-Scanners for Efficient Direct Laser Fabrication of Polymeric 3D Meso-Scale Structures. Proc. SPIE 2018, 10523, 132–139. [Google Scholar] [CrossRef]
- Puerto, D.; Biver, E.; Alloncle, A.P.; Delaporte, P. Single Step High-Speed Printing of Continuous Silver Lines by Laser-Induced Forward Transfer. Appl. Surf. Sci. 2016, 374, 183–189. [Google Scholar] [CrossRef]
- Liu, Y.; Meng, J.; Zhu, L.; Chen, H.; Li, Z.; Li, S.; Wang, D.; Wang, Y.; Kosiba, K. Dynamic compressive properties and underlying failure mechanisms of selective laser melted Ti-6Al-4V alloy under high temperature and strain rate conditions. Addit. Manuf. 2022, 54, 102772. [Google Scholar] [CrossRef]
- Franz, D.; Häfner, T.; Kunz, T.; Roth, G.L.; Rung, S.; Esen, C.; Hellmann, R. Characterization of a Hybrid Scanning System Comprising Acousto-Optical Deflectors and Galvanometer Scanners. Appl. Phys. B 2022, 128, 55. [Google Scholar] [CrossRef]
- Kato, J.I.; Takeyasu, N.; Adachi, Y.; Sun, H.-B.; Kawata, S. Multiple-Spot Parallel Processing for Laser Micronanofabrication. Appl. Phys. Lett. 2005, 86, 044102. [Google Scholar] [CrossRef]
- Lin, Y.; Hong, M.H.; Chen, G.X.; Lim, C.S.; Wang, Z.B.; Tan, L.S.; Shi, L.P.; Chong, T.C. Patterning of Phase Change Films with Microlens Arrays. J. Alloys Compd. 2008, 449, 253–257. [Google Scholar] [CrossRef]
- Dong, X.Z.; Zhao, Z.S.; Duan, X.M. Micronanofabrication of Assembled Three-Dimensional Microstructures by Designable Multiple Beams Multiphoton Processing. Appl. Phys. Lett. 2007, 91, 124103. [Google Scholar] [CrossRef]
- Maibohm, C.; Silvestre, O.F.; Borme, J.; Sinou, M.; Heggarty, K.; Nieder, J.B. Multi-Beam Two-Photon Polymerization for Fast Large Area 3D Periodic Structure Fabrication for Bioapplications. Sci. Rep. 2020, 10, 8740. [Google Scholar] [CrossRef]
- Narazaki, A.; Sato, T.; Kurosaki, R.; Kawaguchi, Y.; Niino, H. Nano- and Microdot Array Formation of FeSi2 by Nanosecond Excimer Laser-Induced Forward Transfer. Appl. Phys. Express 2008, 1, 0570011–0570013. [Google Scholar] [CrossRef]
- Nakata, Y.; Hayashi, E.; Tsubakimoto, K.; Miyanaga, N.; Narazaki, A.; Shoji, T.; Tsuboi, Y. Nanodot Array Deposition via Single Shot Laser Interference Pattern Using Laser-Induced Forward Transfer. Int. J. Extrem. Manuf. 2020, 2, 025101. [Google Scholar] [CrossRef]
- Mills, B.; Grant-Jacob, J.A.; Feinaeugle, M.; Eason, R.W.; Mills, B.; Feinaeugle, M.; Sones, C.L.; Rizvi, N.; Eason, R.W.; Chen, C.; et al. Single-Pulse Multiphoton Polymerization of Complex Structures Using a Digital Multimirror Device. Opt. Express 2013, 21, 14853–14858. [Google Scholar] [CrossRef] [PubMed]
- Chang, C.-Y.; Lien, C.-H.; Cheng, L.-C.; Campagnola, P.J.; Chen, S.-J.; Li, Y.-C. Fast Multiphoton Microfabrication of Freeform Polymer Microstructures by Spatiotemporal Focusing and Patterned Excitation. Opt. Express 2012, 20, 19030–19038. [Google Scholar] [CrossRef]
- Yang, L.; El-Tamer, A.; Hinze, U.; Li, J.; Hu, Y.; Huang, W.; Chu, J.; Chichkov, B.N. Parallel Direct Laser Writing of Micro-Optical and Photonic Structures Using Spatial Light Modulator. Opt. Lasers Eng. 2015, 70, 26–32. [Google Scholar] [CrossRef]
- Vizsnyiczai, G.; Kelemen, L.; Ormos, P. Holographic Multi-Focus 3D Two-Photon Polymerization with Real-Time Calculated Holograms. Opt. Express 2014, 22, 24217–24223. [Google Scholar] [CrossRef]
- Wang, J.; Sun, S.; Zhang, H.; Hasegawa, S.; Wang, P.; Hayasaki, Y. Holographic Femtosecond Laser Parallel Processing Method Based on the Fractional Fourier Transform. Opt. Lasers Eng. 2021, 146, 106704. [Google Scholar] [CrossRef]
- Nguyen, A.; Koroleva, A.; Chichkov, B.N.; Obata, K.; Narayan, R.J.; Gittard, S.D. Fabrication of Microscale Medical Devices by Two-Photon Polymerization with Multiple Foci via a Spatial Light Modulator. Biomed. Opt. Express 2011, 2, 3167–3178. [Google Scholar] [CrossRef]
- Saha, S.K.; Wang, D.; Nguyen, V.H.; Chang, Y.; Oakdale, J.S.; Chen, S.C. Scalable Submicrometer Additive Manufacturing. Science 2019, 366, 105–109. [Google Scholar] [CrossRef] [PubMed]
- Geng, Q.; Wang, D.; Chen, P.; Chen, S.C. Ultrafast Multi-Focus 3-D Nano-Fabrication Based on Two-Photon Polymerization. Nat. Commun. 2019, 10, 2179. [Google Scholar] [CrossRef]
- Heath, D.J.; Feinaeugle, M.; Grant-Jacob, J.A.; Mills, B.; Robert Eason, W.; Bohandy, J.; Kim, B.F.; Adrian, F.J.; Tseng, M.L.; Wu, P.C.; et al. Dynamic Spatial Pulse Shaping via a Digital Micromirror Device for Patterned Laser-Induced Forward Transfer of Solid Polymer Films. Opt. Mater. Express 2015, 5, 1129–1136. [Google Scholar] [CrossRef]
- Auyeung, R.C.Y.; Kim, H.; Charipar, N.A.; Birnbaum, A.J.; Mathews, S.A.; Piqué, A. Laser Forward Transfer Based on a Spatial Light Modulator. Appl. Phys. A 2010, 102, 21–26. [Google Scholar] [CrossRef]
- Qi, J.; Wang, Z.; Xu, J.; Lin, Z.; Li, X.; Chu, W.; Cheng, Y.A. Femtosecond Laser Induced Selective Etching in Fused Silica: Optimization of the Inscription Conditions with a High-Repetition-Rate Laser Source. Opt. Express 2018, 26, 29669–29678. [Google Scholar] [CrossRef] [PubMed]
- Sugioka, K.; Xu, J.; Wu, D.; Hanada, Y.; Wang, Z.; Cheng, Y.; Midorikawa, K. Femtosecond Laser 3D Micromachining: A Powerful Tool for the Fabrication of Microfluidic, Optofluidic, and Electrofluidic Devices Based on Glass. Lab Chip 2014, 14, 3447–3458. [Google Scholar] [CrossRef] [PubMed]
- Kiyama, S.; Matsuo, S.; Hashimoto, S.; Morihira, Y. Examination of Etching Agent and Etching Mechanism on Femotosecond Laser Microfabrication of Channels inside Vitreous Silica Substrates. J. Phys. Chem. C 2009, 113, 11560–11566. [Google Scholar] [CrossRef]
- Wu, D.; Wu, S.Z.; Xu, J.; Niu, L.G.; Midorikawa, K.; Sugioka, K. Hybrid Femtosecond Laser Microfabrication to Achieve True 3D Glass/Polymer Composite Biochips with Multiscale Features and High Performance: The Concept of Ship-in-a-Bottle Biochip. Laser Photon. Rev. 2014, 8, 458–467. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Rekštytė, S.; Buividas, R.; Butkus, S.; Gadonas, R.; Juodkazis, S.; Malinauskas, M. Hybrid Subtractive-Additive-Welding Microfabrication for Lab-on-Chip Applications via Single Amplified Femtosecond Laser Source. Opt. Eng. 2017, 56, 1. [Google Scholar] [CrossRef]
- Andrijec, D.; Andriukaitis, D.; Vargalis, R.; Baravykas, T.; Drevinskas, T.; Kornyšova, O.; Butkuė, A.; Kaškonienė, V.; Stankevičius, M.; Gricius, H.; et al. Hybrid Additive-Subtractive Femtosecond 3D Manufacturing of Nanofilter-Based Microfluidic Separator. Appl. Phys. A Mater. Sci. Process. 2021, 127, 781. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Gruene, M.; Pflaum, M.; Koch, L.; Maiorana, F.; Wilhelmi, M.; Haverich, A.; Chichkov, B. Laser Printing of Cells into 3D Scaffolds. Biofabrication 2010, 2, 014104. [Google Scholar] [CrossRef]
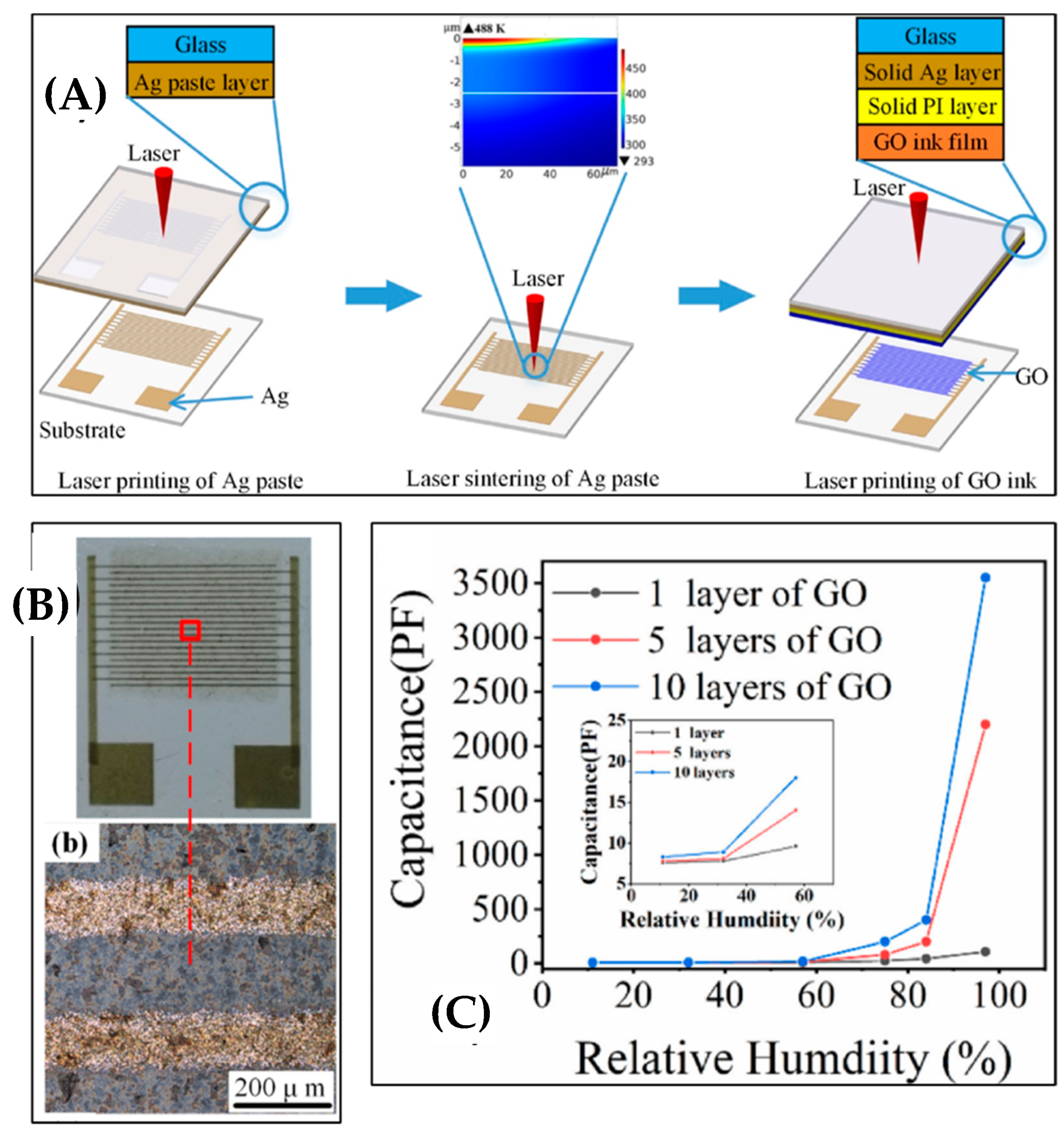
- Wang, X.; Zhang, J.; Mei, X.; Xu, B.; Miao, J. Laser Fabrication of Fully Printed Graphene Oxide Microsensor. Opt. Lasers Eng. 2021, 140, 106520. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Koter, R.; Hartelt, M.; Spaltmann, D.; Pentzien, S.; Rosenfeld, A.; Krüger, J. Tribological Performance of Sub-100-Nm Femtosecond Laser-Induced Periodic Surface Structures on Titanium. Appl. Surf. Sci. 2016, 374, 190–196. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Gemini, L.; Romoli, L.; Lazzini, G.; Fuso, F.; Faucon, M.; Kling, R. Towards Laser-Textured Antibacterial Surfaces. Sci. Rep. 2018, 8, 10112. [Google Scholar] [CrossRef]
- Kirner, S.v.; Hermens, U.; Mimidis, A.; Skoulas, E.; Florian, C.; Hischen, F.; Plamadeala, C.; Baumgartner, W.; Winands, K.; Mescheder, H.; et al. Mimicking Bug-like Surface Structures and Their Fluid Transport Produced by Ultrashort Laser Pulse Irradiation of Steel. Appl. Phys. A Mater. Sci. Process. 2017, 123, 1–13. [Google Scholar] [CrossRef]
- Worts, N.; Jones, J.; Squier, J. Surface Structure Modification of Additively Manufactured Titanium Components via Femtosecond Laser Micromachining. Opt. Commun. 2019, 430, 352–357. [Google Scholar] [CrossRef]
- Lee, B.E.J.; Exir, H.; Weck, A.; Grandfield, K. Characterization and Evaluation of Femtosecond Laser-Induced Sub-Micron Periodic Structures Generated on Titanium to Improve Osseointegration of Implants. Appl. Surf. Sci. 2018, 441, 1034–1042. [Google Scholar] [CrossRef]


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Justification for Ultrashort Pulse | Wavelength | Average Power | Pulse Duration | Repetition Rate | Pulse Energy | Scanning Velocity |
|---|---|---|---|---|---|---|---|
| Borosilicate glass [93] | Controlled thermal diffusion in bulk, shorter resolidification times | 1030 nm, frequency doubled to 515 nm | 11 W | Femtoseconds, unspecified | 20 MHz | 0.55 mJ | 20 mm/s |
| Al-Li, Al-Si [94,95,99] | Stronger refinement of microstructure, smaller melt pool and higher shape accuracy, reduced evaporation of Li in-process. | 1030 nm | 25–30 W | 500 fs–800 ps | 6–20 MHz | 1.5 µJ | 700 mm/s |
| UHMWPE [96] | Multi-photon absorption for more localized energy deposition, improved ultimate tensile strength. | 1030 nm | 30 W | 500 fs | 10 MHz | 3 µJ | 100 to 500 mm/s |
| Bimetallic (12Cr2Si/9Cr1Mo, SS316L/SA508) [97] | Conventional L-PBF is challenged by dissimilar materials. | unspecified | 200 W | Femtosecond, unspecified | unspecified | unspecified | unspecified |
| Rhenium, Hafnium diboride, Zirconium diboride [98] | High melting temperatures (5596 C, 3250 C, 3246 C, respectively). | 1030 nm | Up to 35 W | 400 fs | 1 MHz | Up to 35 µJ | mm/s |
| Technique | Materials | Dimensional Scales | Applications | Main Challenges |
|---|---|---|---|---|
| Selective Laser Melting |
| 100 m to cm |
|
|
| Multiphoton Lithography |
| nm to mm |
|
|
| Laser-Induced Forward Transfer |
| Single-digit um depositions, stackable to mm |
|
|
| Pulsed Laser Deposition |
| nm thick films, atomically smooth films |
|
|
| Welding/Joining |
| 10 s of um to cm |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saunders, J.; Elbestawi, M.; Fang, Q. Ultrafast Laser Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2023, 7, 89. https://doi.org/10.3390/jmmp7030089
Saunders J, Elbestawi M, Fang Q. Ultrafast Laser Additive Manufacturing: A Review. Journal of Manufacturing and Materials Processing. 2023; 7(3):89. https://doi.org/10.3390/jmmp7030089
Chicago/Turabian StyleSaunders, Jacob, Mohammad Elbestawi, and Qiyin Fang. 2023. "Ultrafast Laser Additive Manufacturing: A Review" Journal of Manufacturing and Materials Processing 7, no. 3: 89. https://doi.org/10.3390/jmmp7030089
APA StyleSaunders, J., Elbestawi, M., & Fang, Q. (2023). Ultrafast Laser Additive Manufacturing: A Review. Journal of Manufacturing and Materials Processing, 7(3), 89. https://doi.org/10.3390/jmmp7030089