1. Introduction
Surface grinding is a precision machining operation. This method is vastly used in the manufacturing of components which require smooth finishes and fine tolerances. Apart from the reliable properties of the grinding process which make grinding the most practical method for mass production, it suffers from economic and environmental impacts caused mainly by the voluminous consumption of chemical-based cutting fluids, and its poor performance in machining of non-traditional materials.
Technically speaking, in the conventional grinding (CG) process, a relatively slight portion of grains which are present in the grinding zone are actually cut. In other words, many of grains do not remove material in the shape of chips from the workpiece, but rather rub on the surface, which converts a large amount of the specific energy of grinding into heat by plowing and sliding [
1]. Consequently, chemical-based cutting fluids via flood cooling are used in order to disperse the undesirable heat. In spite of the fluids’ cooling ability, there are disadvantages, such as environmental pollution from disposal, health hazards to workers (fungi, bacteria, toxicity), as well as the high cost of provision, maintenance, and timely fluid replacement, to name but a few [
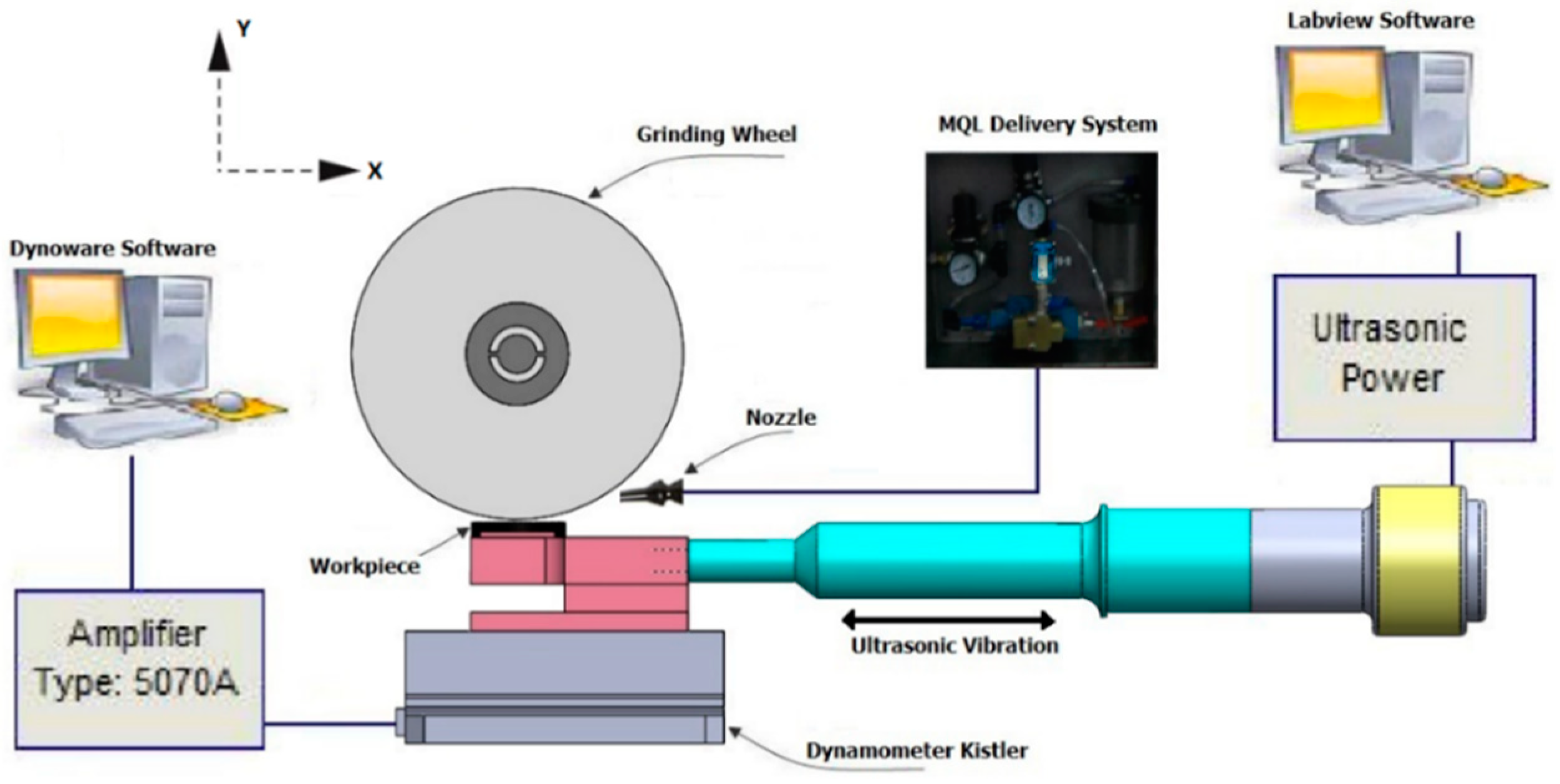
2]. In order to fully eliminate the consumption of chemical-based cutting fluids used in the grinding process, mechanisms which generate heat in the grinding zone must be primarily debilitated. One method to minimize these technological problems in grinding is ultrasonic assisted grinding (UAG). In UAG, grinding wheel grains proceed in the form of sinusoidal waves. These wavelike grain paths on the workpiece surface generate an interrupted material removal. The use of ultrasonic vibrations during the grinding process has produced notable improvements in almost every aspect of the process such as surface roughness, grinding forces, G-ratio, temperature and heat generation, and material removal rate [
3]. This method can be applied to the workpiece or grinding wheel in the form of elliptical or linear vibrations, in various directions, frequencies, and amplitudes. UAG can be performed without the use of coolants [
4], but in the absence of adequate lubrication and cooling in UAG, consequences such as poor dimension integrity, inappropriate surface finish, thermal damage on the workpiece, and accelerated wheel wear are unavoidable [
4].
Given the importance of cooling in CG and even UAG, there is a critical need for an effective and also economical cooling method. According to recent studies, minimum quantity lubrication (MQL) is a very useful method which can strongly enhance grinding performance. Despite the insignificant use of a cutting fluid, the MQL technique can provide effective lubricating in the grain-material interface, thereby decreasing frictional heat generation [
5]. Accordingly, MQL minimizes environmental damage generated by using conventional cutting fluids. Different types of effective MQL coolant/lubricant have been reported, among which nanofluids—a fluid containing nanometer-sized particles—show a great effectiveness [
6]. A number of submitted studies illustrate that the presence of nanoparticles in a fluid reinforces its thermal properties. Similarly, nanoparticles can improve the tribological characteristics of the base fluid, which will be practically beneficial for mechanical applications such as machining. The mechanism and efficiency of tribological effects strongly depend on the intrinsic qualities of the nanoparticles dispersed in the base fluid. A comprehensive literature review on the application of nanofluids specifically in machining processes can be found in these papers [
6,
7].
Both MQL and UAG are being separately employed by manufacturing industries. Given the importance of cooling and lubricating in UAG, we combined these two methods for the first time and used oil-based nanofluids as the MQL lubricants [
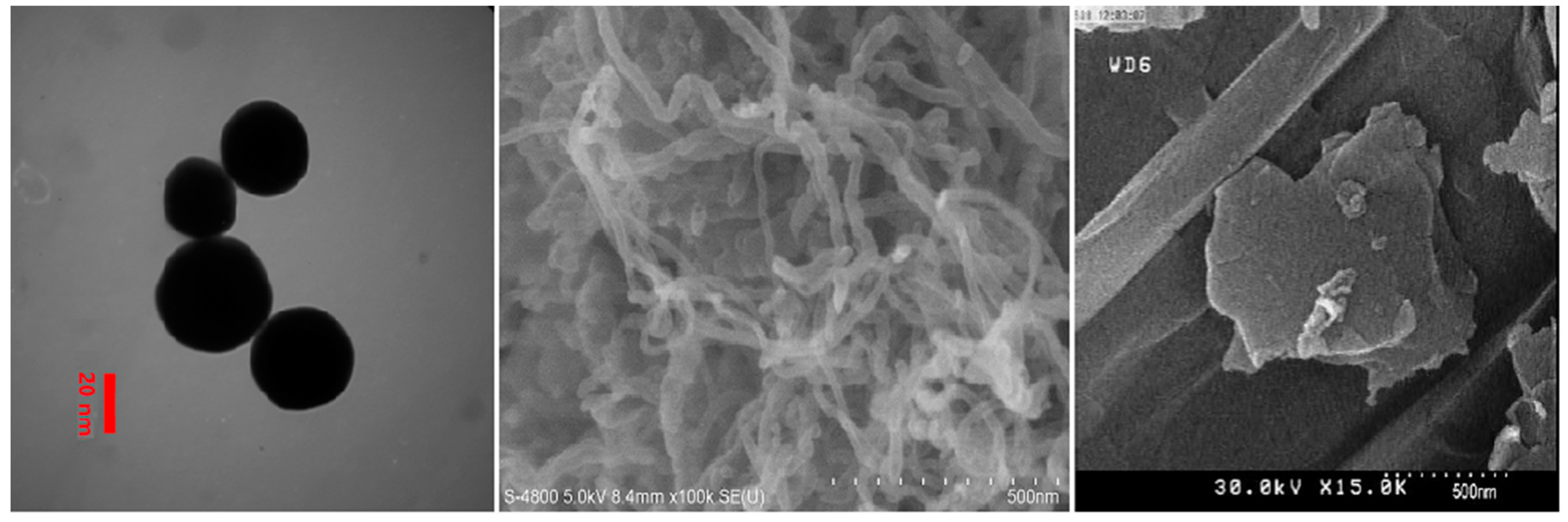
3]. In the present study, we aim to meticulously evaluate the performance of water-based nanofluids under the same conditions as our previous study. The workpiece material selected was hardened steel (AISI52100), because it is widely used in different industries and, unlike super alloys and ceramics, has no unusual thermal and mechanical behavior in grinding, which makes the analysis of the results straightforward. Obviously, this proposed technique is more practical when difficult-to-cut materials are used as the workpiece. Al
2O
3, graphite, GO, and multiwall carbon nanotube (MWCNT) were selected as nanoparticles, among which Al
2O
3 was selected for further investigation due to its spherical shapes, appropriate knoop hardness, and non-toxicity to humans. On the other hand, graphite shows notable lubrication ability due to its layered structure. Since graphite and Al
2O
3 nanoparticles have different lubrication mechanisms, a nanofluid with two types of nanoparticles (graphite and Al
2O
3) was produced to determine the possibility of more improvement. Additionally, a new type of water-based nanofluid with graphene oxide (GO) nanoplatelets of reportedly high lubrication performance [
8] was developed. MWCNT as another nanoparticle was chosen because of its appealing mechanical, thermal, and chemical qualities. Pure water was selected as the base fluid because, apart from its low cost and high availability, it has no environmental drawbacks, and all of the selected nanoparticles can easily be suspended and stabilized in it.
3. Results and Discussion
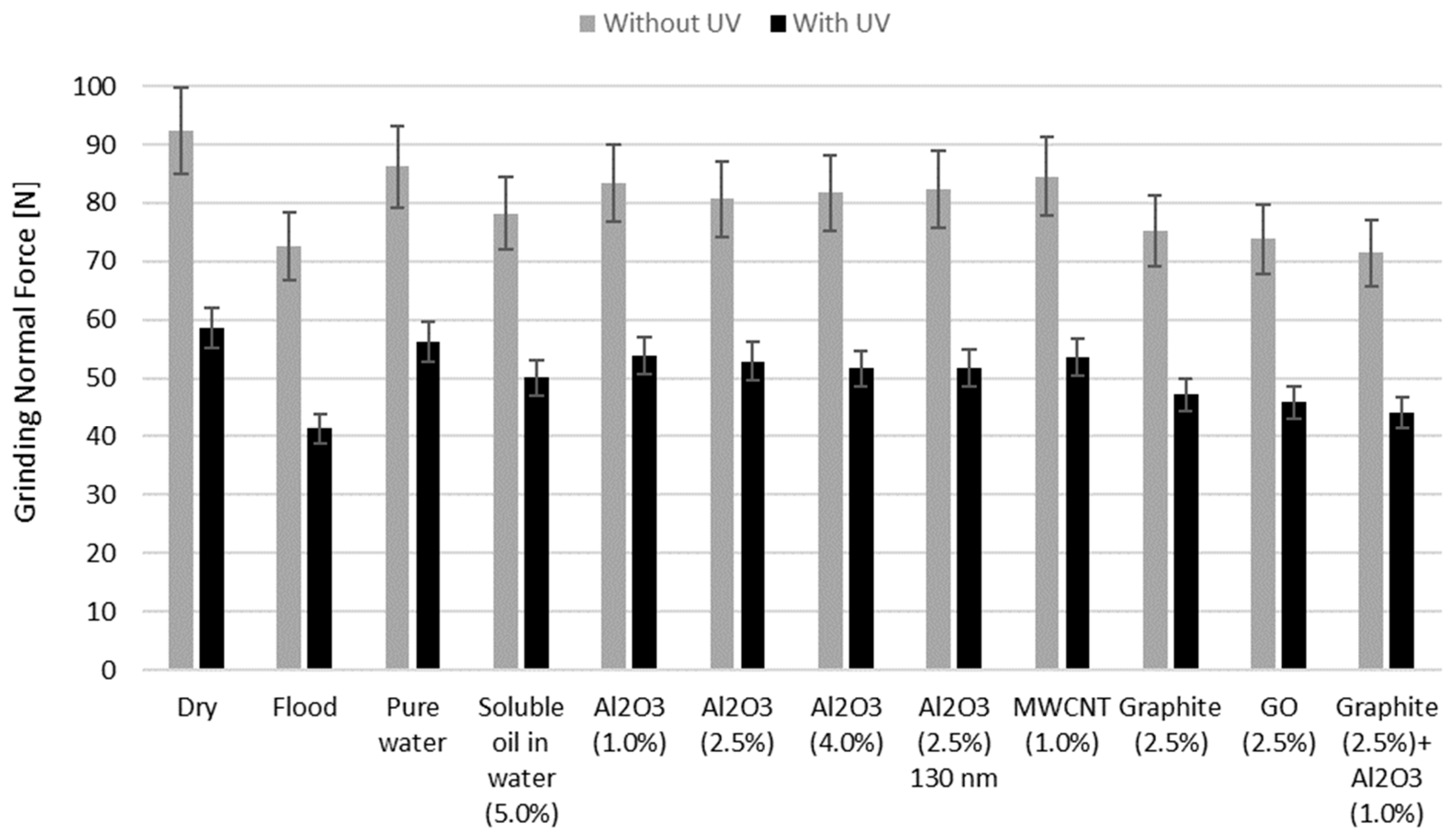
Figure 5 and
Figure 6 show grinding forces with and without ultrasonic vibration (UV). In conventional grinding, dry grinding without any lubrication produces the highest normal force and the lowest is obtained in wet grinding. In comparison with pure water, the normal grinding forces of nanofluid MQL grinding are decreased (13% reduction in 2.5 vol % Al
2O
3, 18.4% in 2.5 vol % graphite, 20% in 2.5 vol % GO, and 22.6 vol % in graphite/Al
2O
3 nanofluids). This indicates that a nanofluid mist in the MQL system can effectively penetrate into the grinding zone. As shown in our research, although MQL using soluble oil in water does not show lower forces as much as flood cooling does, it makes the process proceed more conveniently compared to dry conditions. Therefore, with respect to its minimum usage of fluid, it is satisfactory.
It is known that normal force is produced by pushing grinding wheel grains into the workpiece material. As a result, this shows a strong correlation between the elongation capacity or Young’s modulus and the yield stress of workpiece material. Therefore, the variations in grinding lubricating/cooling conditions can slightly change the normal force in comparison with the tangential force. In addition, a portion of the grains rubs without plowing, another portion of the grains plows without material removing, and finally, some of them participate in all three actions [
12]. To examine the grinding process, we can use the tangential force. It predicts the amount of rubbing and plowing in the grinding zone. When lubrication conditions are improved, rubbing and plowing and, subsequently, the tangential force become lower.
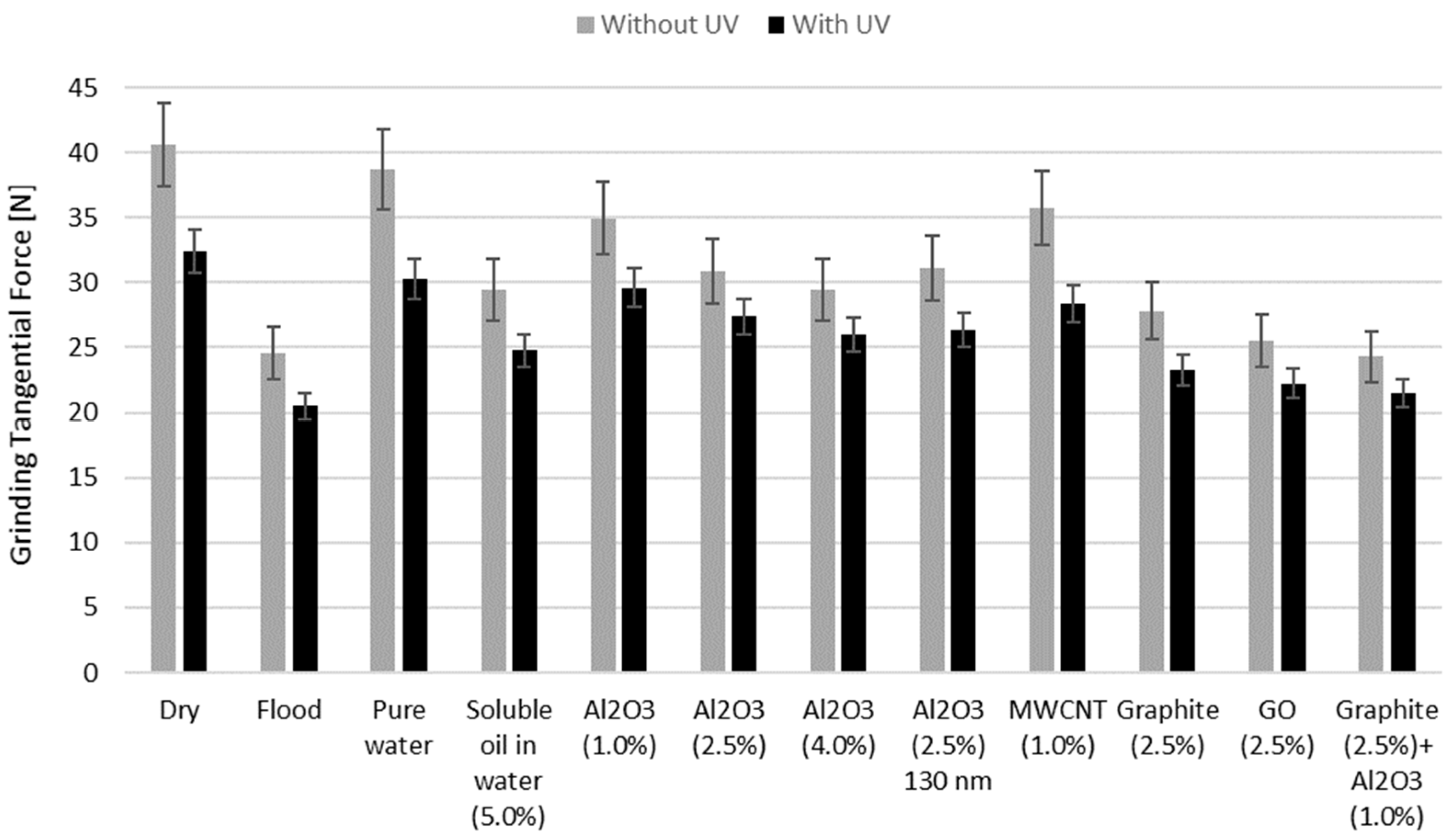
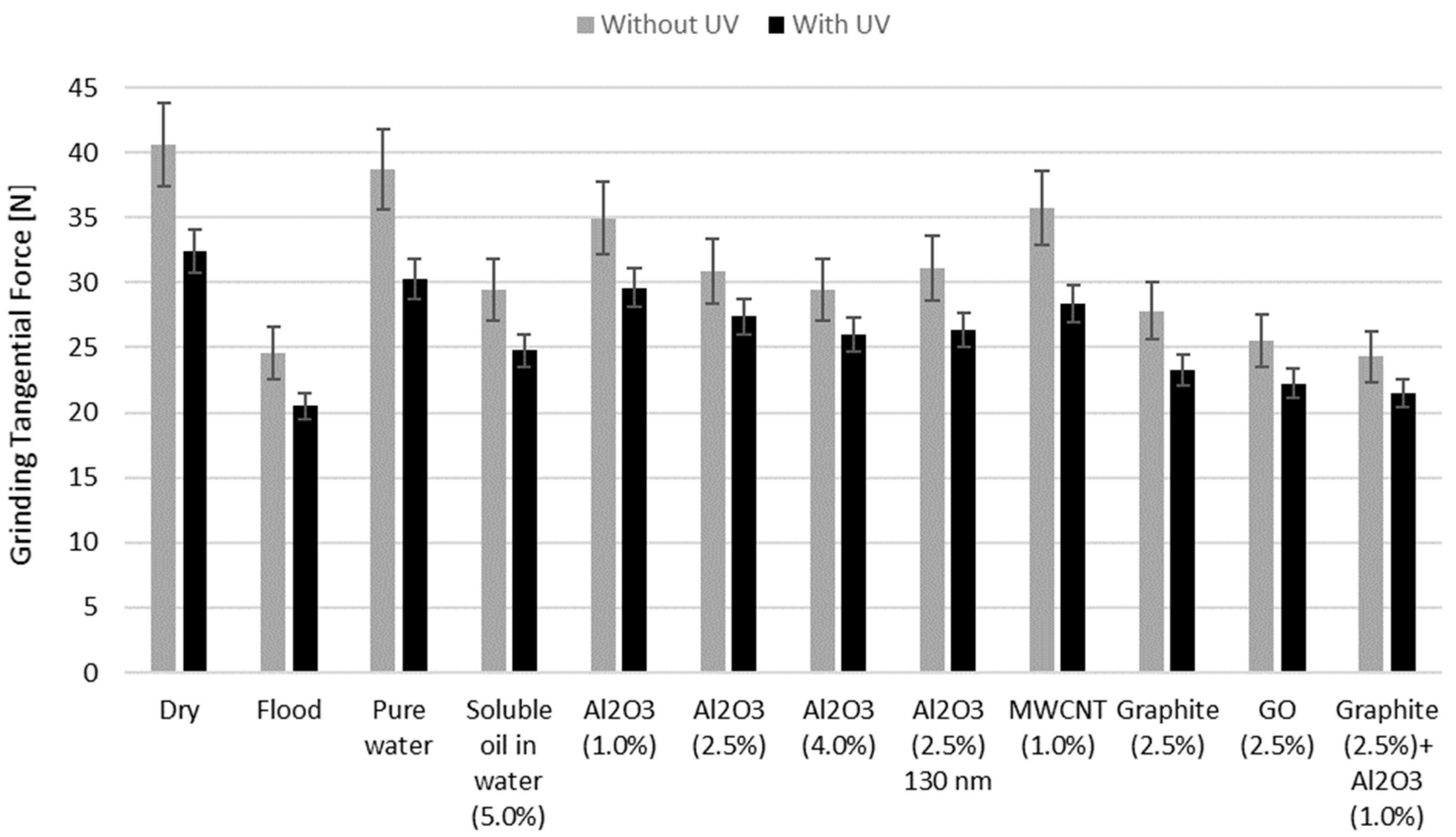
According to
Figure 6, in CG the lowest tangential force is obtained under wet conditions and dry grinding has the highest grinding force. Predictably, the results demonstrate that pure water is not able to provide good lubrication since it does not have inherent lubricating qualities. Nevertheless, once nanoparticles such as Al
2O
3 or graphite are dispersed in deionized water, the grinding outputs such as forces and surface roughness improved even for concentrations of Al
2O
3 as low as 1.0 vol %. Grinding tangential forces are decreased significantly in comparison with dry conditions (27% reduction in 4.0 vol % Al
2O
3, 31% in 2.5 vol % graphite, 37% in 2.5 vol % GO, and 40% in 2.5 vol % graphite/Al
2O
3 nanofluids). The effective penetration of nanoparticles into the contact zone can justify these substantial improvements. Setti et al. [
13] have shown that the mist content of nanoparticles can enter the grinding zone through the grinding wheel pores and the grain-fractured grooves to lubricate the contact zone.
It is presumed in MQL grinding with the Al
2O
3 nanofluid that spherical Al
2O
3 nanoparticles with high hardness and good dimensional stability can produce ball-bearing effects between frictional surfaces [
14]. This lubricating capability can improve tribological characteristics, and it exhibits reduction in tangential force and results in a lower frictional shear stress, and consequently a lower friction coefficient. For example, a 130 nm 2.5 vol % Al
2O
3 nanofluid generates a slightly higher normal force as compared with a 40 nm nanofluid. With a high concentration and a large size of nanoparticles, we can speculate that nanoparticles fill grain-fractured grooves in the cutting area, and therefore create more pressure in the grinding zone and cause an increase in the normal force.
As it was expected, a nanofluid with graphite additives showed remarkable improvements in grinding forces. Graphite, because of its crystal structure and layered morphology, is widely used as a solid lubricant. The lubrication mechanism of graphite and Al
2O
3 in the grinding zone differ significantly. Graphite nanoparticle is formed from layered and planar structures called graphene. The distance between these two dimensional planes in graphite is only 0.335 nm. Within each layer of graphite, the carbon atoms are linked together by highly sturdy covalent bonds, sp
2 hybridized bonds located in a hexagonal lattice, and the carbon atoms are separated by only 0.142 nm [
15]. Weak van der Waals bonds among the layers provide easy sliding among them [
15]. It has been previously proved that solid lubricants like graphite or MoS
2 in nanoscale usually show better lubricating capability in comparison with their bulk forms [
16]. When graphite nanoparticles of layered structure penetrate the contact zone, continuous sliding of the opposite surfaces results in the production of lubricating film from the crushing of the graphite nanoparticles. Chemically exfoliating the graphite nanosheets results in GO nanoplatelets with a thickness of a few nanometers. Because of graphene’s such unique characteristics, a great number of studies have thus far been published about the merits of graphene in lubricating applications [
8]. When it comes to the grinding process, our study shows that the presence of GO in water can improve the lubrication in the grinding zone and reduce the sliding friction forces, thereby indicating more lubricating ability than graphite nanosheets. This observation can be elucidated based upon the innate properties of the particles and the lubrication mechanism. The authors speculate that GO nanoplatelets, because of their atomic size, can enter the sliding zone easily and diminish the direct grain to metal contact, and can create a protective and durable tribofilm via their ultra-thin laminated structures which efficiently reduces the contact surface by demonstrating “on-site” lubrication under extreme pressure (EP). However, in this research study, nanofluid with hybrid graphite/Al
2O
3 shows the best results in terms of grinding forces, which can be attributed to its capability of performing two different kinds of tribological mechanism.
MWCNT is formed from several coaxial circular tubes. These tubes in concentric cylinders are attached to one another by Van der Waals bonds. Due to the cylindrical structure and hybridized bonds between carbon atoms, MWCNT manifests a high modulus and strength, as well as a high length–diameter ratio [
17]. Nevertheless, MWCNT does not form an effective lubrication under high pressure by rolling like spherical nanoparticles, that is, because of its hollow structure prone to agglomeration. As a result, it does not show a similar trend and effect on grinding forces compared with graphite and higher concentrations of Al
2O
3.
Adding ultrasonic vibrations (UV) to the workpiece leads to lower cutting forces under all conditions, although reductions in normal forces are more noticeable, varying between 37% and 52% under different grinding cooling conditions. It is incontrovertibly axiomatic that ultrasonic vibration revolutionizes the cutting mechanism and kinematics of the process. Based on the experimental results, several hypotheses have been postulated to describe the effects of the ultrasonic movement of the workpiece.
Ghahramani et al. [
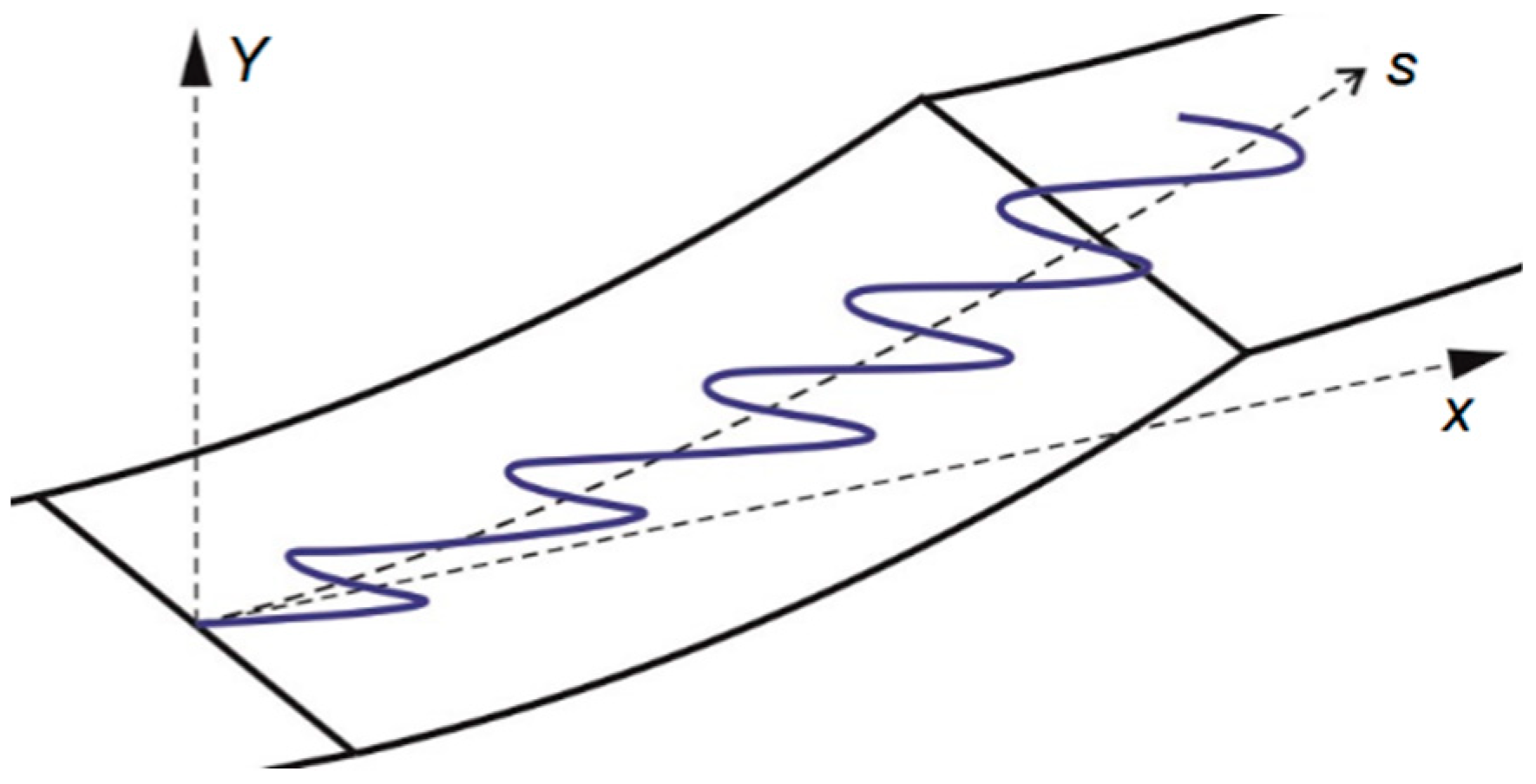
18] manifested variations of the undeformed chip thickness by means of oscillation, thereby influencing the grinding forces. Ultrasonic vibrations instigate impact loads between the workpiece and abrasive grains, which is expected to generate multiple fractures on the workpiece surface and increase the length of the micro cracks. Impact loads bring about self-sharpening action in the grains, especially in the seeded gel (SG) grinding wheel—made with seeded gel ceramic aluminum oxide abrasive. Accordingly, sharpened grits penetrate the material more easily, which results in reductions in the cutting forces. Abdullah et al. [
19] considered the effect of imposing an additional speed component to an individual grain by horizontal ultrasonic vibrations parallel to the workpiece. They found that by means of oscillation, the grain attacks the surface at a larger angle of engagement, that is, a deeper engagement with higher active speed happens in comparison to conventional grinding, as is shown in
Figure 7.
By doing so, the material removal process takes place in a more effective penetration. During UAG, because of different operation kinematics, not only are the contacts between Al
2O
3 grits and workpiece interrupted periodically, but also the times of these contacts are shortened. As suggested in [
20] there are better lubrication conditions and material local softening in UAG. Thus, frictional effects are reduced, which results in tangential force reduction [
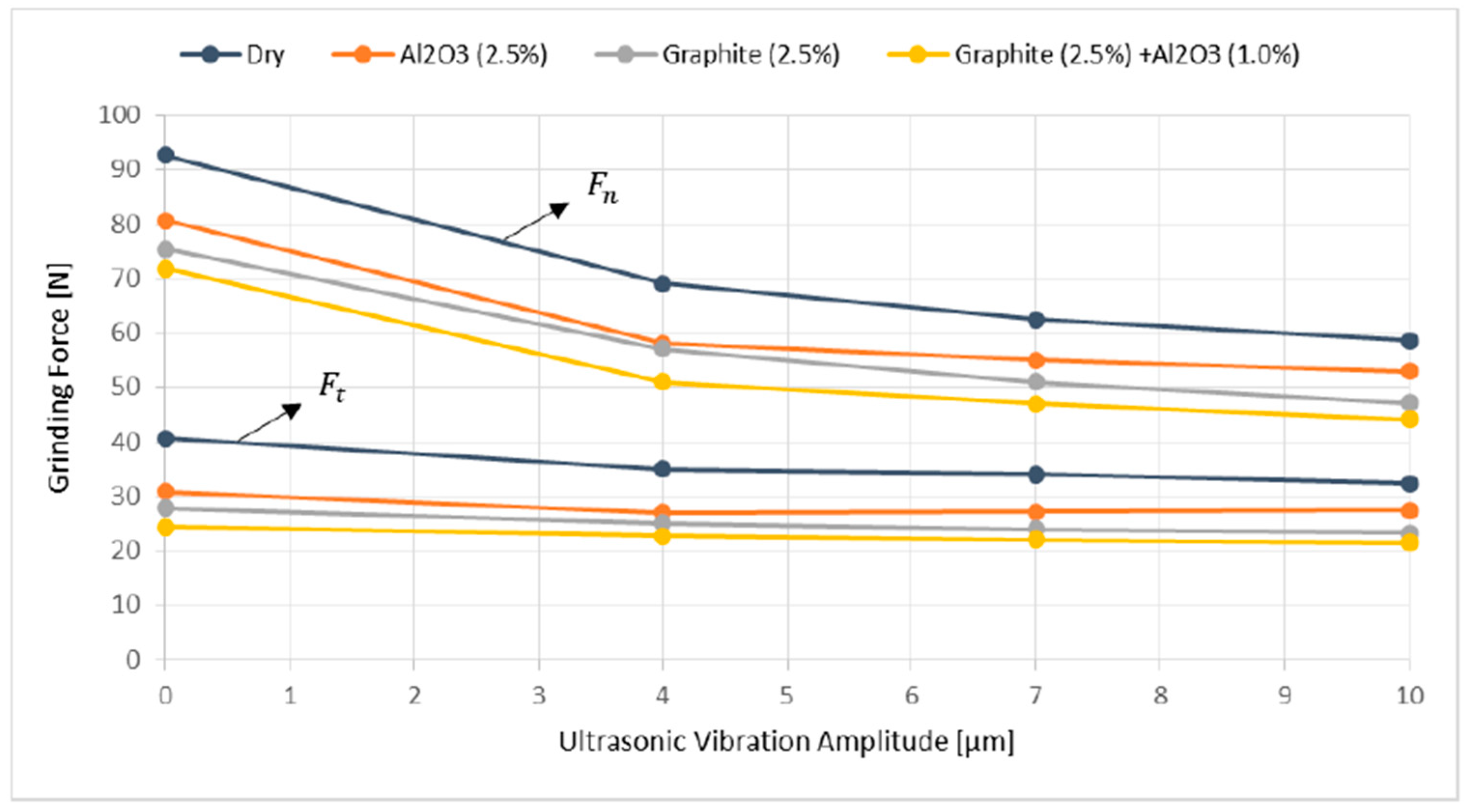
21]. By increasing the amplitude of vibrations, the contact time lessens; therefore, higher reductions in grinding forces up to particular amounts can be reached (
Figure 8).
According to the above-mentioned points, UAG takes place at a higher depth of cut, speed, and material removal ratio as well a shorter contact time compared with conventional grinding (CG). Therefore, it can be concluded that UAG is a rougher process than CG. Given the severity of UAG, the lubricating ability of the cutting fluid is of great importance. As shown in
Figure 5 and
Figure 6, flood cooling has generated lower forces than nanofluids. The efficiency of MQL using nanofluids—even in a small volume of nanoparticles—is much more distinguished when it is merged with ultrasonic vibrations. In ultrasonic vibration assisted grinding, due to the interrupted contact, the penetration of cutting fluid [
18] and subsequently nanoparticles to the cutting zone becomes easier [
6]. Accordingly, it can be concluded that MQL using nanofluids and UAG are mutually beneficial.
By comparing graphite and graphite/Al
2O
3 nanofluids, graphite/Al
2O
3 nanofluid is a better cutting fluid for all aspects of grinding such as forces, specific energy, and surface roughness, because along with ultrasonic vibrations it shows a 47% reduction in tangential force and a 52% reduction in normal force. It is reported [
5] that water molecules between graphite sheets promote their effectiveness as a lubricant and that is why graphite has a better performance under wet conditions compared to dry environments. On the other hand, injected Al
2O
3 hard and spherical nanoparticles into the grinding zone can facilitate sliding between frictional surfaces through the physical adsorption on the surfaces, acting as ball bearings [
22]. Therefore, hybrid graphite/Al
2O
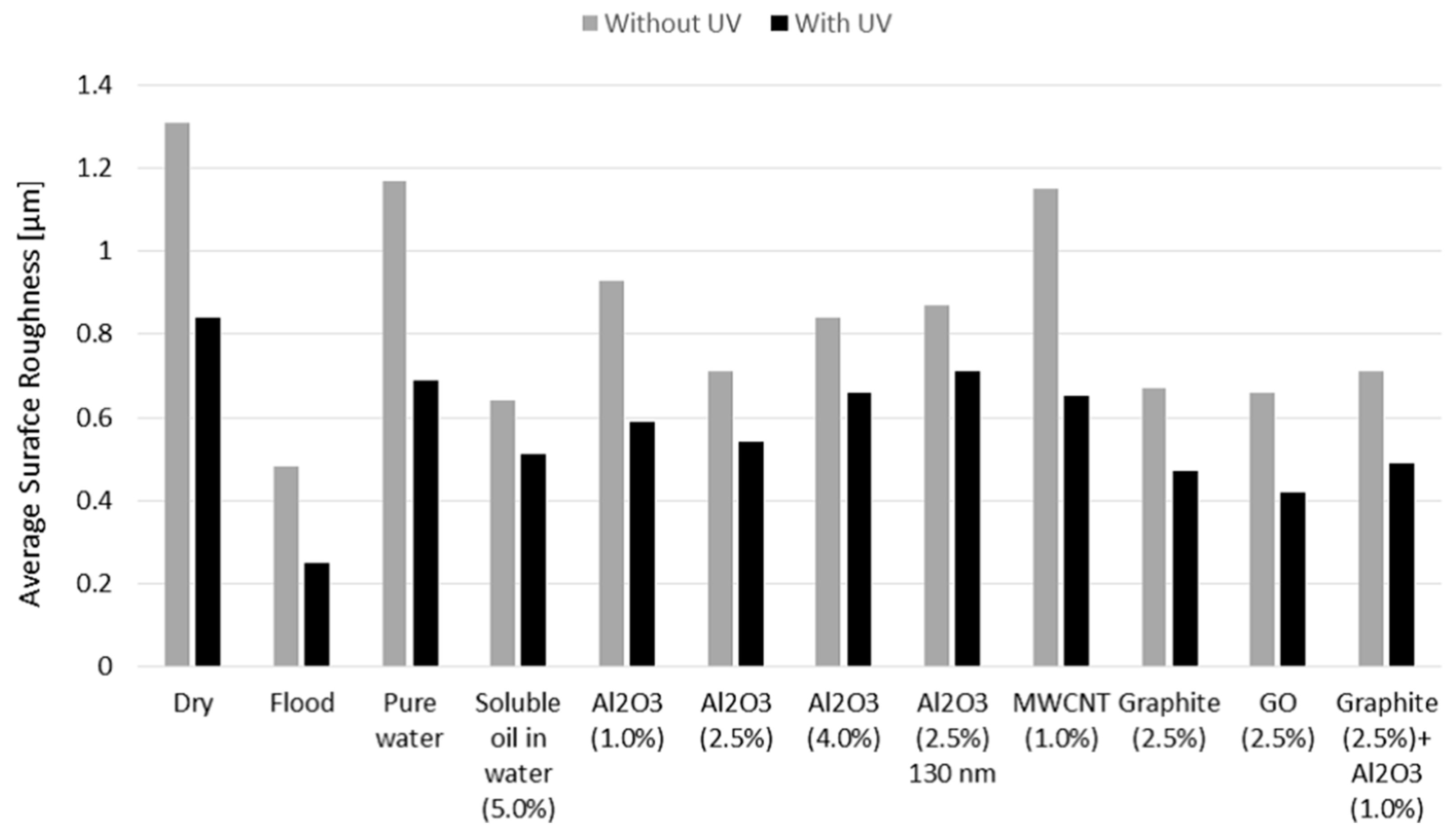
3 nanofluid enjoys two different kinds of lubrication mechanisms and generates better lubrication than the other nanofluids. As discussed earlier, UAG GO nanoplatelets—because of their innate qualities—form a tribofilm between frictional surfaces, which shows a superior load-carrying capability and low adhesion between surfaces. The resistance of this tribofilm to destruction results in an appropriate distribution of grinding forces. By comparing CG and UAG parameters pertinent to the MWCNT nanofluid, it can be interpreted that the performance of MWCNT is reinforced by ultrasonic vibration. It has been reported that under high contact pressures, carbon nanotubes can physically lubricate and generate a tribological layer among frictional pairs by means of being deformed and adopting a lamellar shape. Despite the acceptable performance in the case of grinding forces, MWCNT—because of its high aspect ratio (2–10 μm length and 5–20 nm diameter)—agglomerates and may wrap around abrasive grains, which creates an increase in the surface roughness quality (
Figure 9).
Apart from the effect of the specific energy of grinding, which is defined as energy utilized per unit volume of material removed, on process efficiency, it has been proven by recent fundamental research that there is a strong correlation between specific energy and thermal damage on the workpiece [
23]. The following formulation has been developed for calculating specific grinding energy (
) in CG [
3]:
where,
is the grinding power,
is the material removal ratio,
b is the grinding zone width,
is the tangential grinding force,
is the work or feed speed,
is the depth of cut, and
is the wheel speed.
Since grinding parameters are constant during the experiments, tangential force is the decisive factor in determining the specific energy. Therefore, the plot demonstrating the effects of cooling/lubricating conditions in the grinding specific energy will be similar to
Figure 6. The effects of different oil-based nanofluids in UAG were studied in our previous paper [
3]. Based on the above formulation, a comparison between these two research studies shows that oil-based nanofluids with MoS
2 nanoparticles have the lowest specific grinding energy (32.2 J/mm
3 for paraffin oil and 35.7 J/mm
3 for soybean oil-based nanofluids). Thus, it appears that MQL grinding using paraffin oil with MoS
2 nanoparticles is the optimum condition, which shows up to a 58% reduction in specific energy compared to dry grinding. However, water-based nanofluid with graphite/Al
2O
3 nanoparticles consumed an acceptable amount of energy (40.13 J/mm
3), and it should also be taken into account that the preparation procedure of water-based nanofluids is much more economical than oil-based nanofluids.
As is shown in
Figure 9, after ultrasonic vibration is imposed, the flood condition which possesses excellent chip flushing and lubrication shows the lowest roughness. All MQL grindings with nanofluids outperform pure water, due to its poor lubricating ability. But MQL grindings with nanofluids have worse surfaces compared to the flood cooling. It is known that normal grinding force compared to tangential force plays a prominent role in surface roughness and plastic deformation. Due to the reduction of forces in UAG, and when vibrations are applied, the adhesion of material to grains is decreased, thereby reducing redeposition. Thus, improvements in roughness, surface integrity, and temperature are expected. Among nanofluids, GO has the best surface roughness and the authors speculate that GO nanoplatelets, because of their very small dimensions, fill the cracks, grooves, or micro-scratches and produce a better surface quality.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}