1. Introduction
Peat is an accumulation of partially decayed vegetation or organic matter formed in wetlands:
fens with typical plants, such as bushes and trees, which are fed by ground water rich in nutrients; and
bogs with typical plants, such as mosses, cotton grass, and heather, which are fed by rain water poor in nutrients [
1]. The most-used material is Sphagnum moss peat, which is the main material building up in bogs in the Northern hemisphere. In some countries, peat is regarded as a slow-renewable material, although the rate of extraction and usage of peat far exceeds the rate of reforming. In Finland in 2016, bogland usage was 9.39 million ha with peat usage of 3 million m
3 and 3% of the annual energy production was provided by peat [
2]. Peat, apart from usage as an energy provider, has agricultural applications, such as increasing the water-holding capacity of sands, and industrial applications, such as an oil absorbent or as an efficient filtration medium for mine waste streams, municipal storm drainage, and septic systems [
3].
The major distresses that occur in asphalt pavement are related to crack formation, permanent deformation, and water damage. Moreover, the properties of asphalt change with time, mainly due to ageing effects occurring in the binder phase. Additives, such as polymers, crumb rubber, waxes, and surface-active components, have been used to prevent distresses and improve the durability of the pavement. Among the additives, fibers have also been used. Fibers, in particular cellulose fibers, are added to avoid binder drainage during transportation from the asphalt plant to the construction site, typically in open mixes that contain a high binder percentage. Fibers have also been added for other reasons, such as increasing the viscosity, and, related to this, the rutting resistance. Glass fibers, for example, have a potential to improve fatigue life and deformation characteristics by increasing the rutting resistance [
4]. The application of natural fibers, such as banana [
5], bamboo [
6], cellulose [
7], coconut [
8,
9], hemp [
10], jute [
11], kapok [
12], peat [
13,
14] and sisal [
15], has so far been used for improving the drainage, water sensitivity, and stability, and increasing the tensile strength, of the asphalt pavement. Typically, the optimum added fiber content into the asphalt mix is 0.3–0.5% by weight of the asphalt mix [
16]. In terms of workability, mixes with fibers showed a slight increase in the optimum binder content compared to the control mix. This is comparable to the addition of very fine aggregates. The proper quantity of bitumen to coat the fibers is dependent on the absorption and the surface area of the fibers. Therefore, this content is affected not only by the fiber concentration but also by the fiber type [
17]. In addition, the degree of homogeneity or dispersion of the fibers within the mix is also important and determines the strength of the resulting mixes [
4]. If the fibers are longer, typically more than 40 mm, a so called “balling” problem may occur, i.e., some of the fibers may lump together, and other fibers may not blend well with bitumen. Short fibers may not provide any reinforcement effect and can serve just as a filler in the mix [
17]. The inclusion of fibers during the mixing process as a stabilizing agent has several advantages, including the possibility of using an increased binder content, creating an increased film thickness around the aggregate, an increased mix stability, and interlocking between the fibers and the aggregates, which improves the strength and reduces the possibility of drain down during transport and paving. Peat has already been applied in asphalt as a stabilizing additive for peat-based asphalt–concrete mixes, providing high performance to the road surface at a low cost [
13].
Peat has perhaps a unique trait. Wettability, or the hydrophilic property of the peat, is observed as long as the peat contains a minimum moisture level (depending on the peat type, this is around 70%). Below this level, the hydrophilic character of peat weakens, and it becomes hydrophobic, meaning it will expel water [
18]. For the application of fibers in bitumen or asphalt, hydrophobic characteristics are preferred.
This study will discuss the results of an investigation on peat itself and on the effects of adding peat powder and peat fibers into bituminous binders and the asphalt mix, where peat is seen as an example of a natural additive, such as cellulose and many other fiber types.
3. Results and Discussion
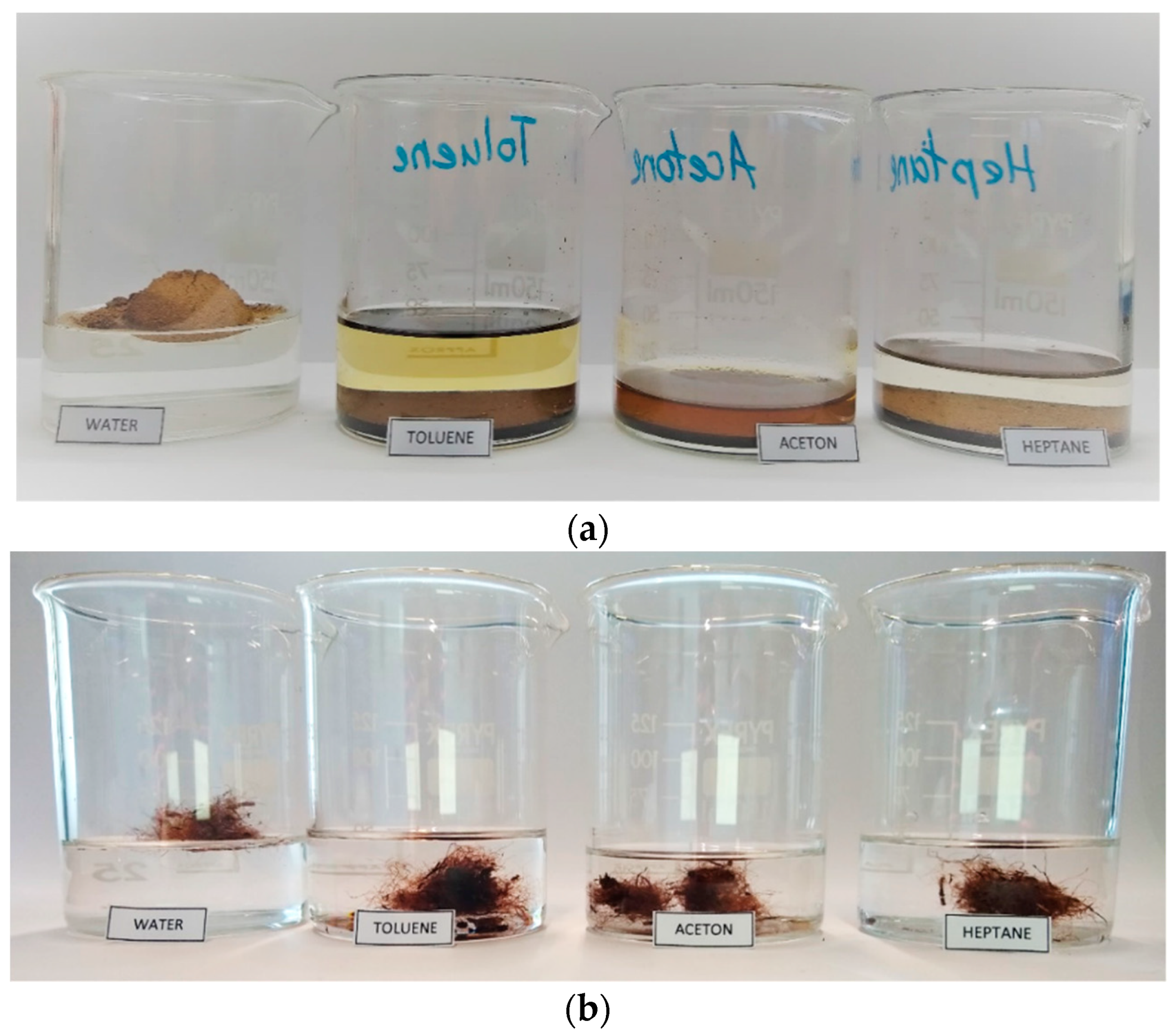
Before using the peat material in bitumen or asphalt, several simple tests were carried out to investigate whether the peat is blending or interacting with, or possibly even modifying, the bitumen, and which properties it may influence. To have an indication of the solubility of the peat or peat fractions in bitumen, the solubility in several organic solvents, such as toluene (ρ = 870 kg/m
3), acetone (ρ = 781 kg/m
3), and heptane (ρ = 684 kg/m
3), was investigated (see
Figure 6). It was concluded that there is no solubility in any of these solvents, and therefore no solubility in bitumen is expected. However, for the fine peat powder FPEL20, it was observed that the solution was slightly colored in toluene and acetone (see
Figure 6a, the photograph was taken after 24 h). That indicates that a minor solubility of this powder FPEL20 may occur in bitumen. The solubility tests also demonstrate that the density of the peat fibers and powder is between 1 and 0.87 kg/m
3. A more exact determination, according to NBN EN 15326+A1, showed that the average density for the powders varied from 929 kg/m
3 to 989 kg/m
3, and for the fibers it was 989 kg/m
3.
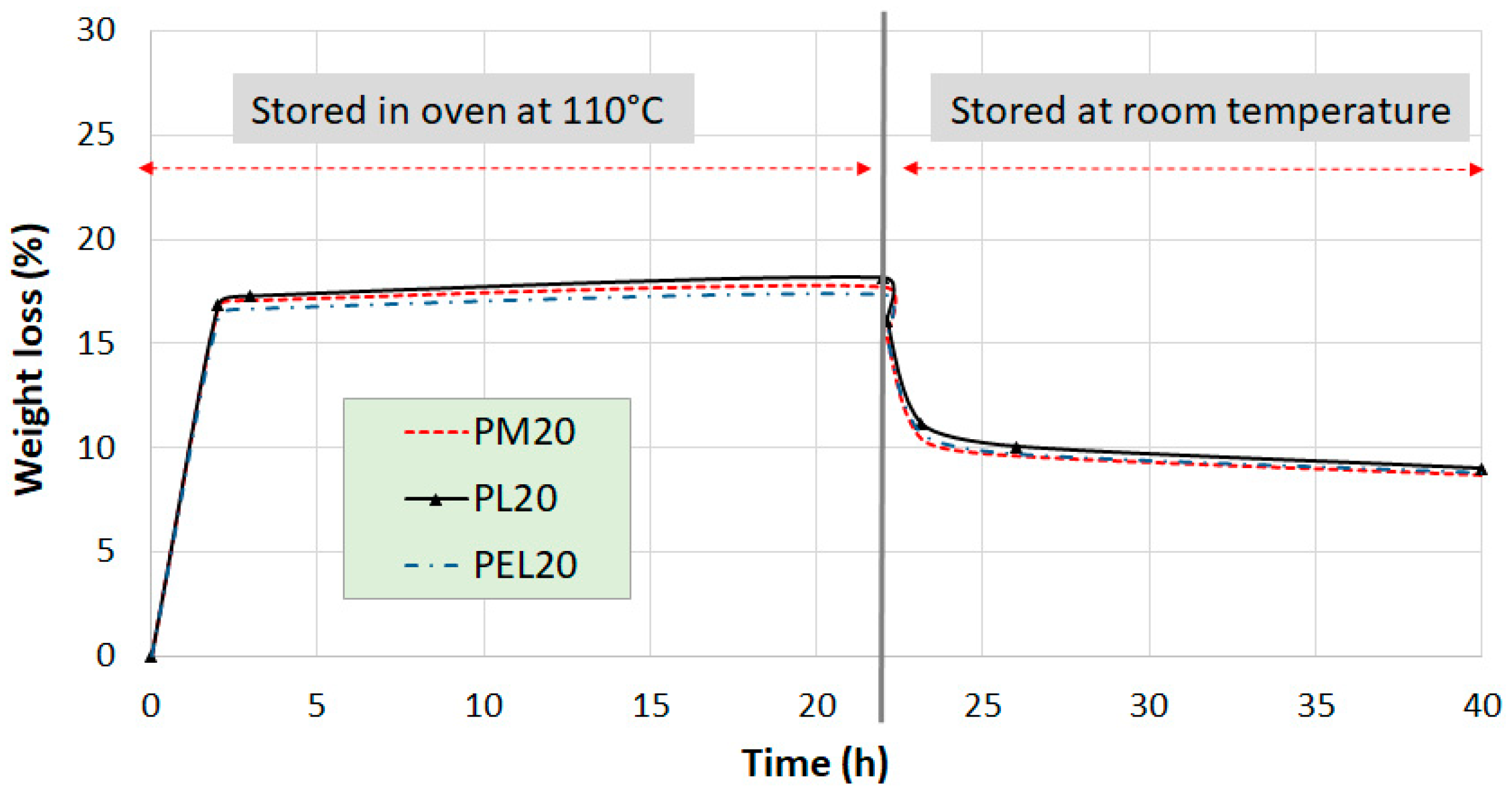
Natural materials often contain moisture, and when blending such materials in asphalt it is important to remove this moisture or at least to know the percentage of moisture. According to the literature, three types of water could be present in peat: chemically bound, capillary, and free water. The chemically bound water is usually the most difficult to remove. Regarding the moisture content of peat, when heating an initial mix of peat fibers and powder, a quick decrease in weight was observed, probably due to the free water fraction, which could be very easily removed. This stage is followed by a much slower weight decrease, which is probably related to capillary water, which is more difficult to remove. It can be noted that, after drying, the peat mix weight is again increasing, indicating that the material reabsorbs moisture again from the environment. Therefore, peat powder and fibers were kept in a dry atmosphere after drying and before applying them in bitumen or asphalt tests (see
Figure 7).
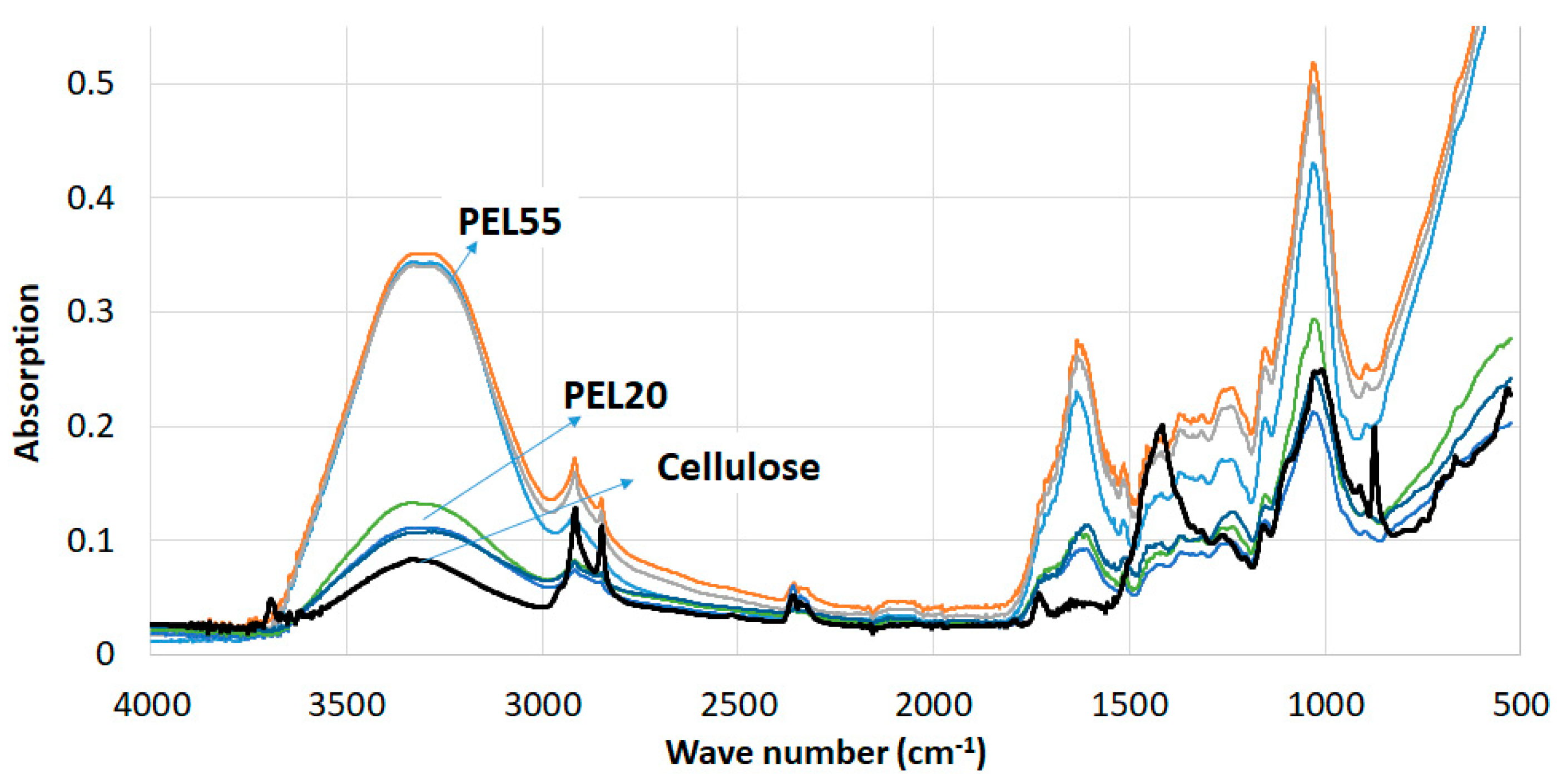
In FT-IR spectroscopy, water can be determined by the broad hydrogen bonding region (3500–3000 cm
−1); this was used to investigate the water content differences between PEL20 and PEL55. The spectra of PEL20 and PEL55 are shown in
Figure 8. The data confirm differences in moisture content between both samples. For each moisture content, three repeat tests were performed, and they showed little variation. Besides water, the spectra also indicate that peat consists of saturated organic groups, alcoholic groups, a very small amount of C=O groups, and probably also inorganic material, indicated by the large signal at 1000 cm
−1. Moreover, there were no differences in the spectra of the powder and the fiber fraction, indicating that both fractions are chemically identical. Similarities to the spectrum of cellulose were also observed, indicating that the findings for the peat material may be very similar to what is seen for cellulose fibers.
Peat bitumen blends were investigated by rheological test methods. In the initial tests, the peat bitumen samples were prepared in 100 mL cans, and from these cans, specimens for the rheological tests were taken. However, the repeatability of the so-obtained data was not very high, showing a difference of about 30% between tests on material from the same can, but different specimens. This was only the case for the fiber-modified samples. For the bitumen modified with powder, the repeatability was on the same level as for unmodified binders. Therefore, several actions were taken to improve the repeatability of the fiber-modified samples. Test samples were prepared directly in a silicon mold with the same dimensions as the specimen needed for the rheometer, in a sample size of 1 g. In this way, it was assured that the added amounts were also present in the test sample. Additionally, the fibers were cut to about 5 mm in length.
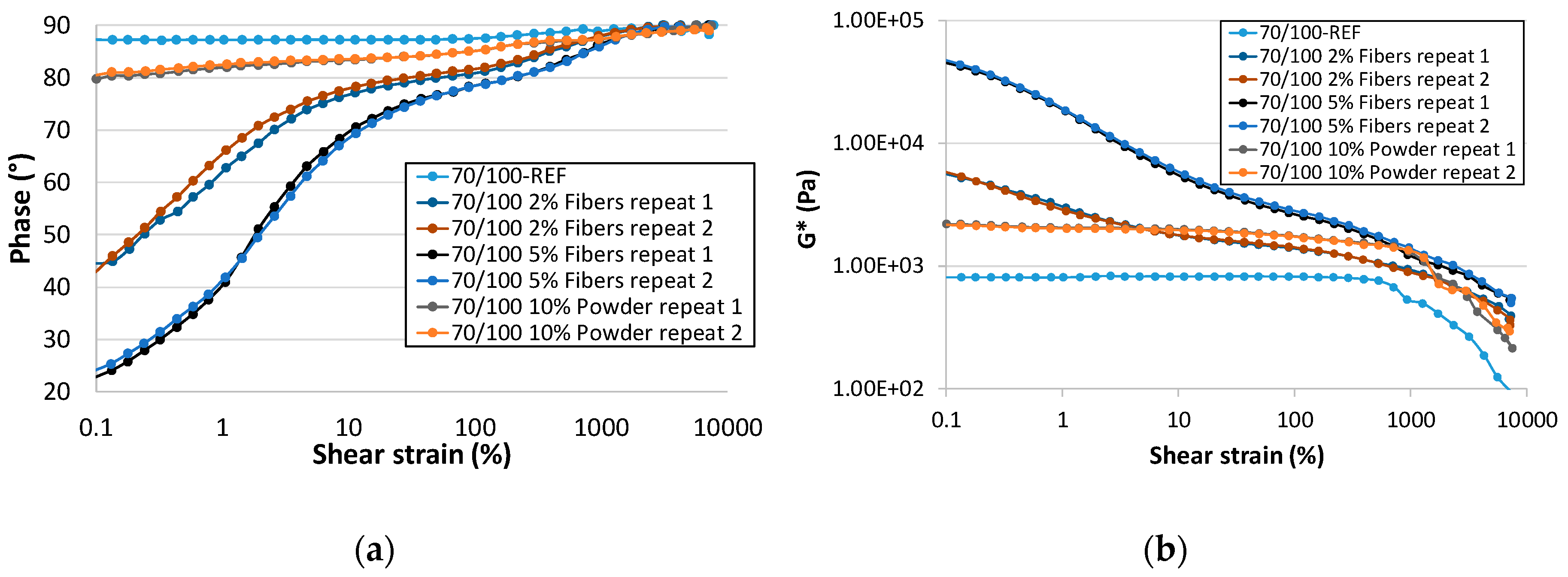
In rheological tests, it is common practice to test inside the linear viscoelastic (LVE) range of the material. Within this region, weak structures and networks will stay intact and particles, if present in the sample, will not be deformed. As an example, stress sweeps at 50 °C and 0.1 Hz are plotted in
Figure 9. The evolution of the complex modulus and the phase angle with strain are shown for various bitumen (base binder is denoted as REF), fiber and powder combinations. As these tests were conducted on heterogeneous materials, the samples were observed very carefully to assure that the sample radius and shape were still intact after each test. The obtained data indicate a nice LVE range for the unmodified and the powder-modified binders. However, the fiber-modified binders are extremely strain-sensitive even at low strain levels, and the modulus and elasticity decrease quickly with increasing strain, indicating damage or rearrangements in the sample structure.
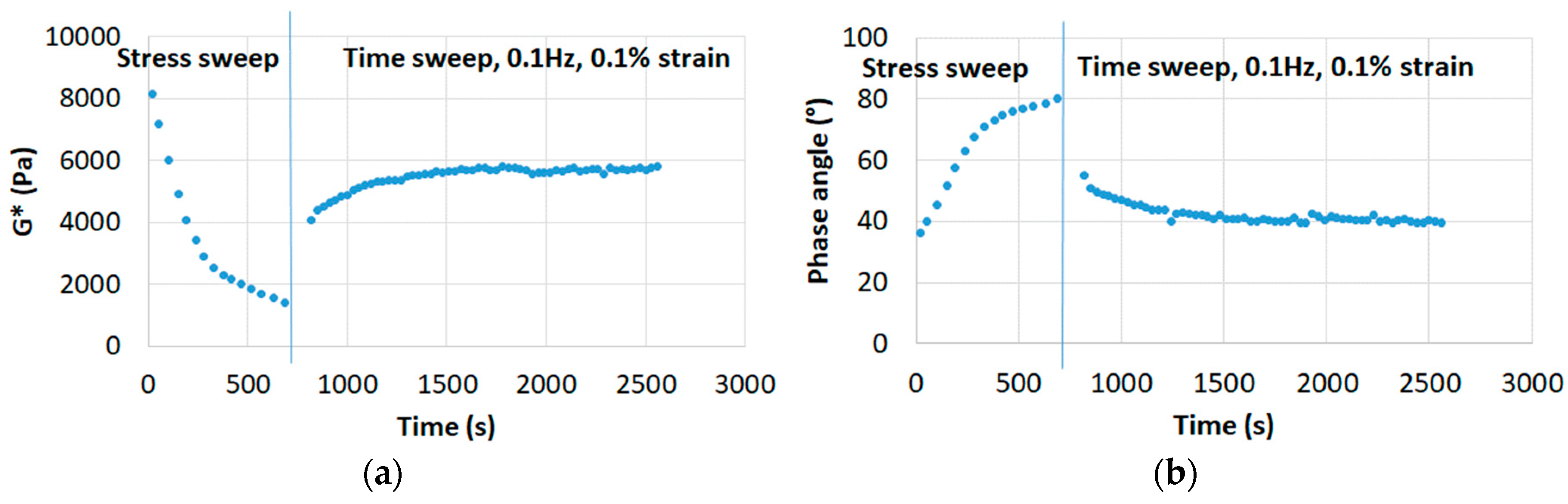
For one sample, the effect of what happens after a high strain was investigated further. In this test, the changes after applying a strain sweep were followed with time by applying an oscillation at low strain (0.1%). The strain sweeps as well as the “recovery” period at low strain are shown in
Figure 10a,b. It is obvious that, after the strain sweep, which in this case went up to 200%, the fiber-modified sample can recover the modulus and phase angle almost back to its starting value. In these tests, the sample was visually checked and remained unchanged, so edge effects can be excluded.
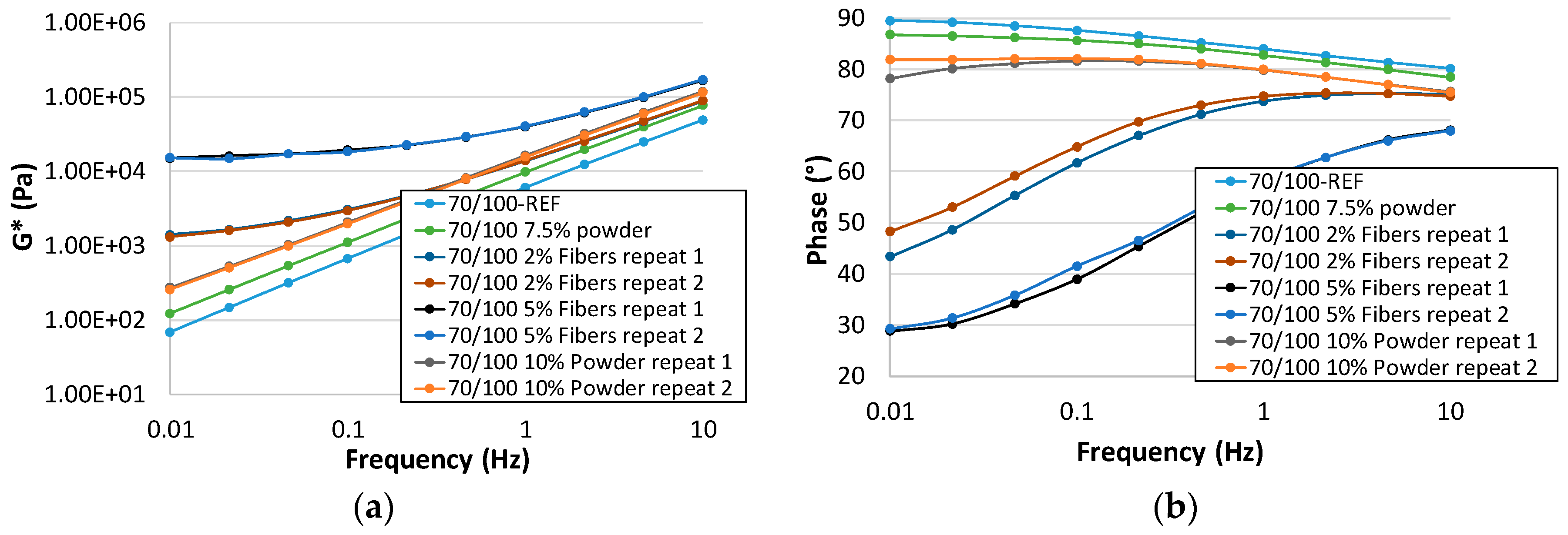
Frequency sweeps at 50 °C were also performed using a strain of 1% for all the samples. The results are shown in
Figure 11a,b. When adding powder to bitumen, there is mainly a stiffening effect. However, when adding fibers, there is an effect on the elasticity, especially at low frequencies. All measurements were made in duplicate, resulting in very similar results.
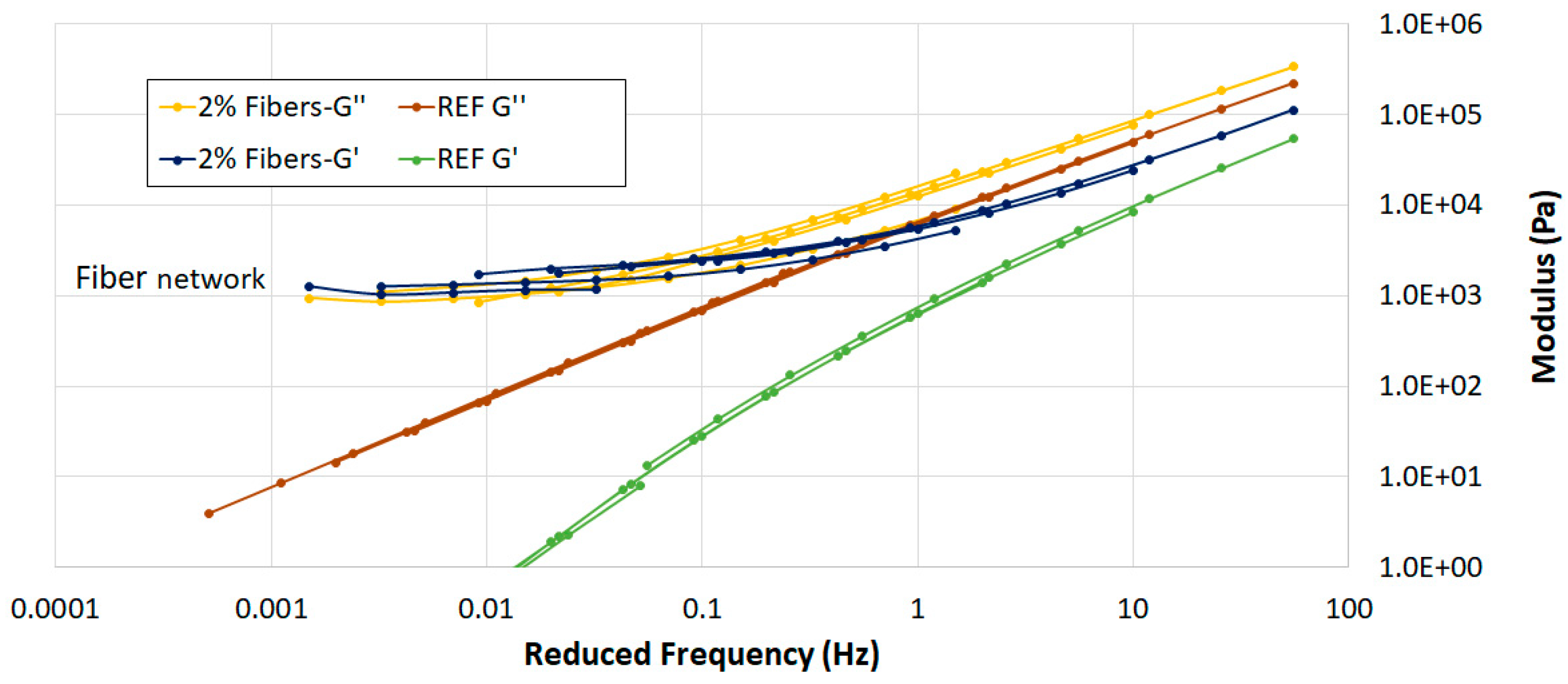
The formation of a plateau modulus at low frequencies in the fiber-modified samples was further investigated. For the reference binder and the 2% fiber-modified sample, the frequency sweep at 50 °C was extended, based on horizontal shift factors, by frequency sweeps at 40 °C, 60 °C, and 70 °C. This is shown in
Figure 12. These data show that the storage and loss modulus are moving to a plateau modulus if the frequency decreases or the temperature increases, in the investigated temperature range.
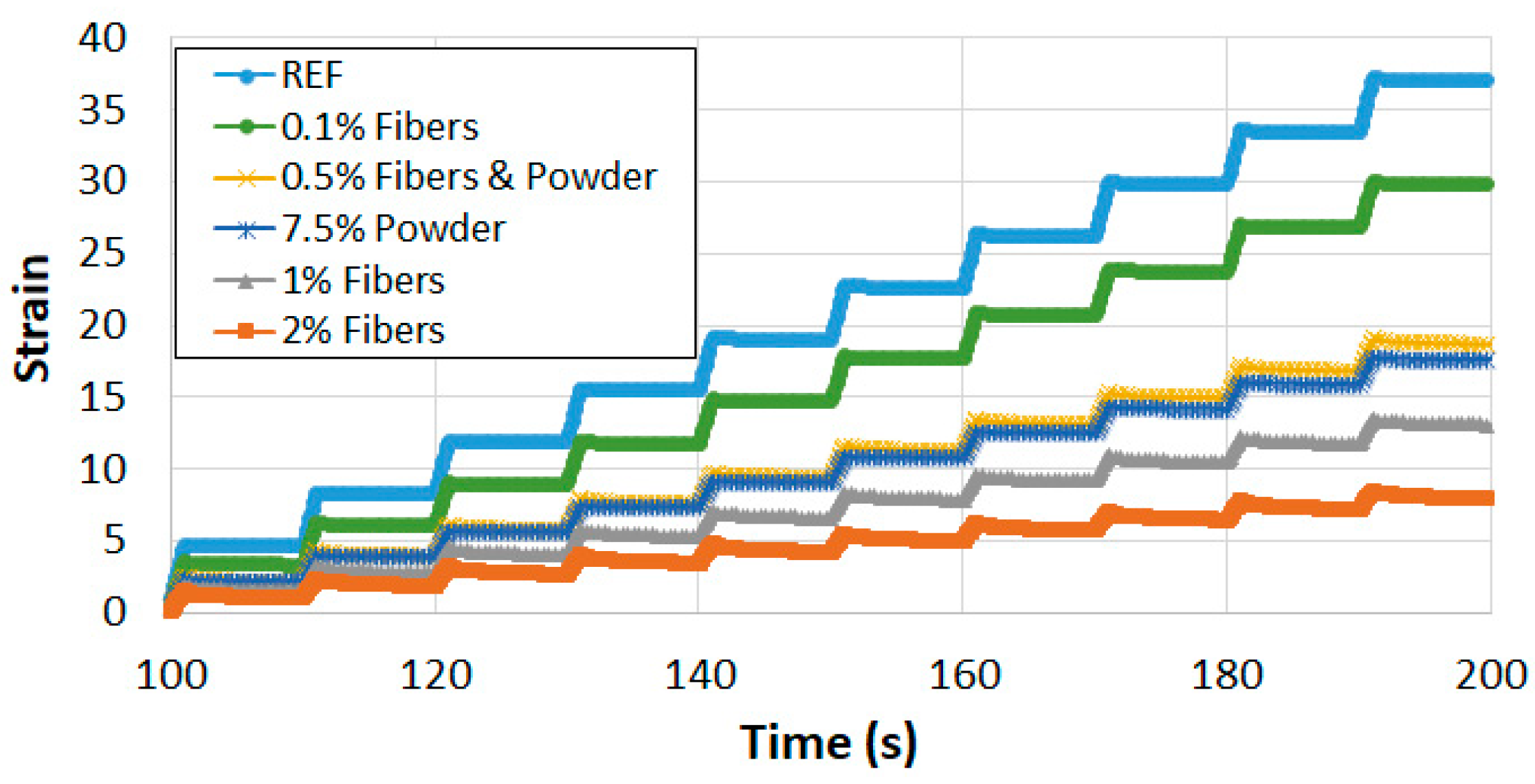
Finally, repeated creep tests were performed at 50 °C, according to the multiple stress creep and recovery test (MSCRT) specification [
25]. This test is developed as a performance-based binder test to predict asphalt rutting. The test results are plotted in
Figure 13, while the calculated parameters are shown in
Table 1. These data indicate that, as the modification level with fibers increases, the rutting resistance could improve. Even adding a small percentage of fibers (0.1 wt% fibers, see
Figure 13), already has an effect. As the fiber percentages increase, the percentage recovery increases and the non-recoverable compliance, as well as the end strain level, decreases. In the MSCRT tests, the recovery part and the non-recoverable part are dependent on the stress level. This corresponds to the behavior observed in the stress sweeps.
When interpreting the rheological data, it is important to consider that these samples consist of very different phases. The fibers, and the powder, are embedded in an almost unmodified bitumen phase, there are fiber–fiber contacts, and the fibers are long (long enough to bridge the gap between the plates). The effects of adding powder or fibers to a base binder are quite different: powders stiffen the binder, while the fibers also induce an elastic effect. In the fiber-added blends, the elastic effects are due to the fiber skeleton. This skeleton becomes obvious, under test conditions of frequency and temperature, where the binder stiffness is in the same range or below that of the skeleton. For example, for the blend modified with 2% fibers, the modulus level of the fiber network is around 1 kPa, and for 5% fibers it is around 10 kPa. In the frequency sweeps, there is a frequency range where the binder stiffness is in the same range as the one of the fiber network; at 50 °C, this frequency is around 0.1 Hz for 2% fibers and 1 Hz for 5% fibers.
When tested at higher frequencies, the binder stiffness determines the behavior; if the frequency is reduced, the modulus of the binder drops below the one of the fiber network. In that case, the fiber network is determining the rheological test result, and, as this network is stiff, it is rather independent of frequency or loading time which results in an elasticity effect. As the network points formed by the fibers are just loose contact points, they can start to move under high strain, explaining the high strain dependency that was observed. Surprising is the recovery seen in the creep-recovery tests and after the stress sweep. This indicates that although the network points in the fiber skeleton are loose they still tend to move back to their initial position after deformation. This could be related to the stiff character of these fibers.
It is known that fibers are used to prevent drainage. The optimal amount of fibers (%) per asphalt mix composition was defined in [
14] to keep an asphalt batch mass homogeneous by manual mixing. A variation in fibers of 0.3–1.5% was applied, and, according to the obtained results, it was decided to keep 0.5% of peat fibers per mix. According to the drainage test results, the amount of drained material for the reference mix was 0.33% (see
Figure 14b), and no drainage was observed for mixes modified with PEL20. The data show that peat fibers (ground/non-ground) are effective in reducing or even preventing drainage.
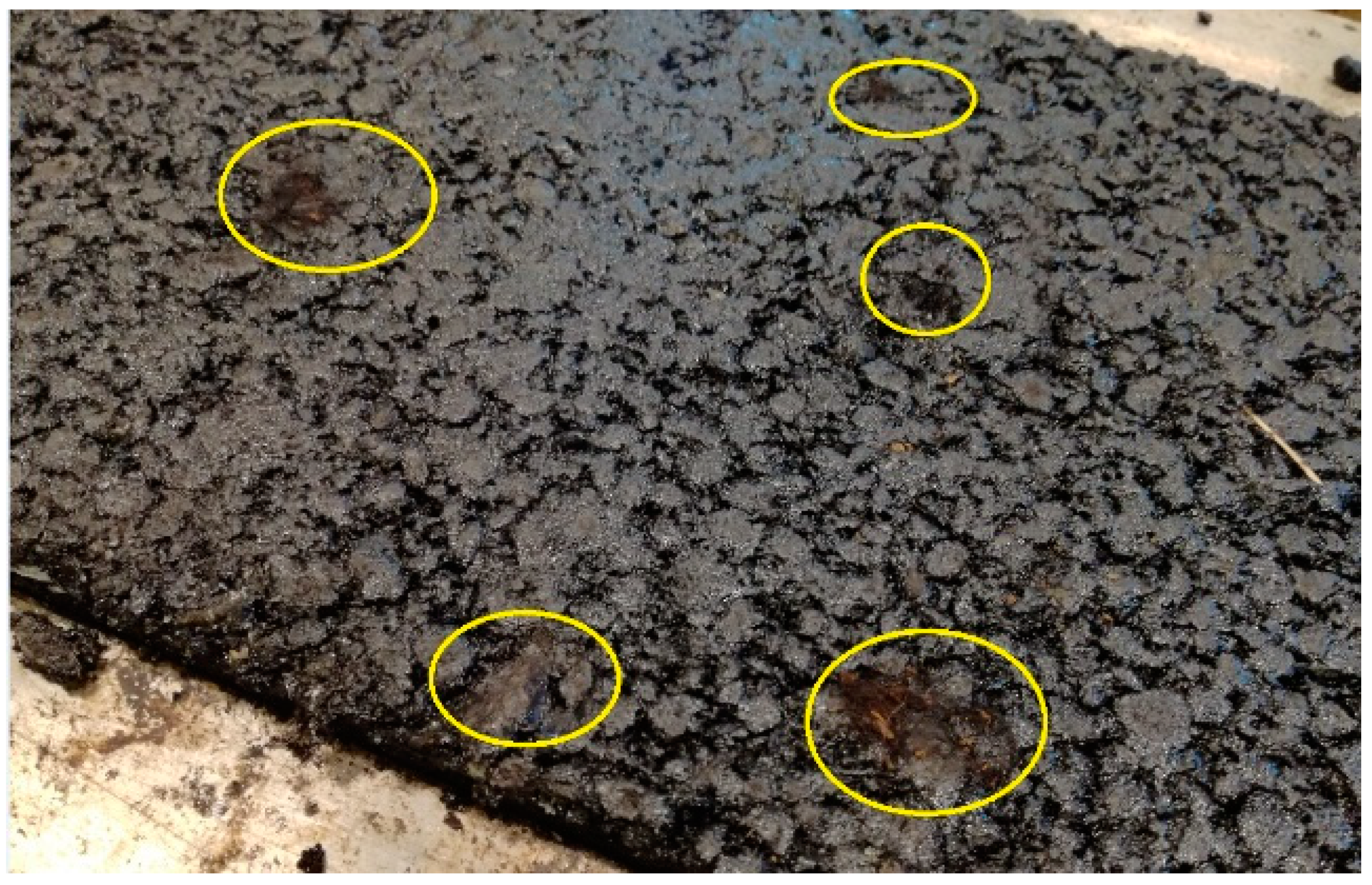
During the drainage test, it was observed that a direct addition of peat fibers into the asphalt mix, and mixing it manually, does not really result in a homogeneous spread of the fibers in the asphalt mix. To obtain a more homogeneous mixing, two approaches were compared: (1) a dry process: direct mixing of peat fibers with hot aggregates, before or after adding bitumen and filler in the mixer (see
Figure 15a); and (2) a wet process: blending the peat fibers with a Janke & Kunkel RW-20 variable-speed stirrer at speed of 300 rpm in hot bitumen at the temperature of 150 °C with specially designed steel blades before adding it to the hot aggregates mix (see
Figure 15b). To reach a homogeneous distribution of peat fibers in the asphalt mix, mixing should be performed only by the second approach; with the first approach, this homogeneity cannot be reached (see
Figure 16). This is remarkable, since, considering the type and length of fibers, it has been reported in the literature that dry mixing was supposed to be sufficient [
4,
9,
15,
26] or it was not mentioned at all how fibers were mixed in the asphalt mixes [
5,
6,
7,
8,
11,
16].
It was mentioned by Kumar et al. [
15] that natural fibers tend to mix thoroughly with dry heated aggregates. During the present experimental study, it was observed that natural fibers might tend to mix thoroughly with dry heated aggregates, depending on the length of the fibers (no more than 10 mm in length); however, as soon as the binder is added into the mix, the homogeneous fiber distribution disappears, which can be clearly observed in
Figure 16 on the slab surface. Button and Lytton already in 1987 stated that the proper quantity of bitumen for a consistent coating of all particles is different not only for different concentrations but also for different types of fibers. This is likely due to the variations in surface area of the different fiber types. In addition, mix design procedures showed that the incorporation of fibers in an asphalt mix will increase the resulting air void content when the compaction effort remains constant [
17].
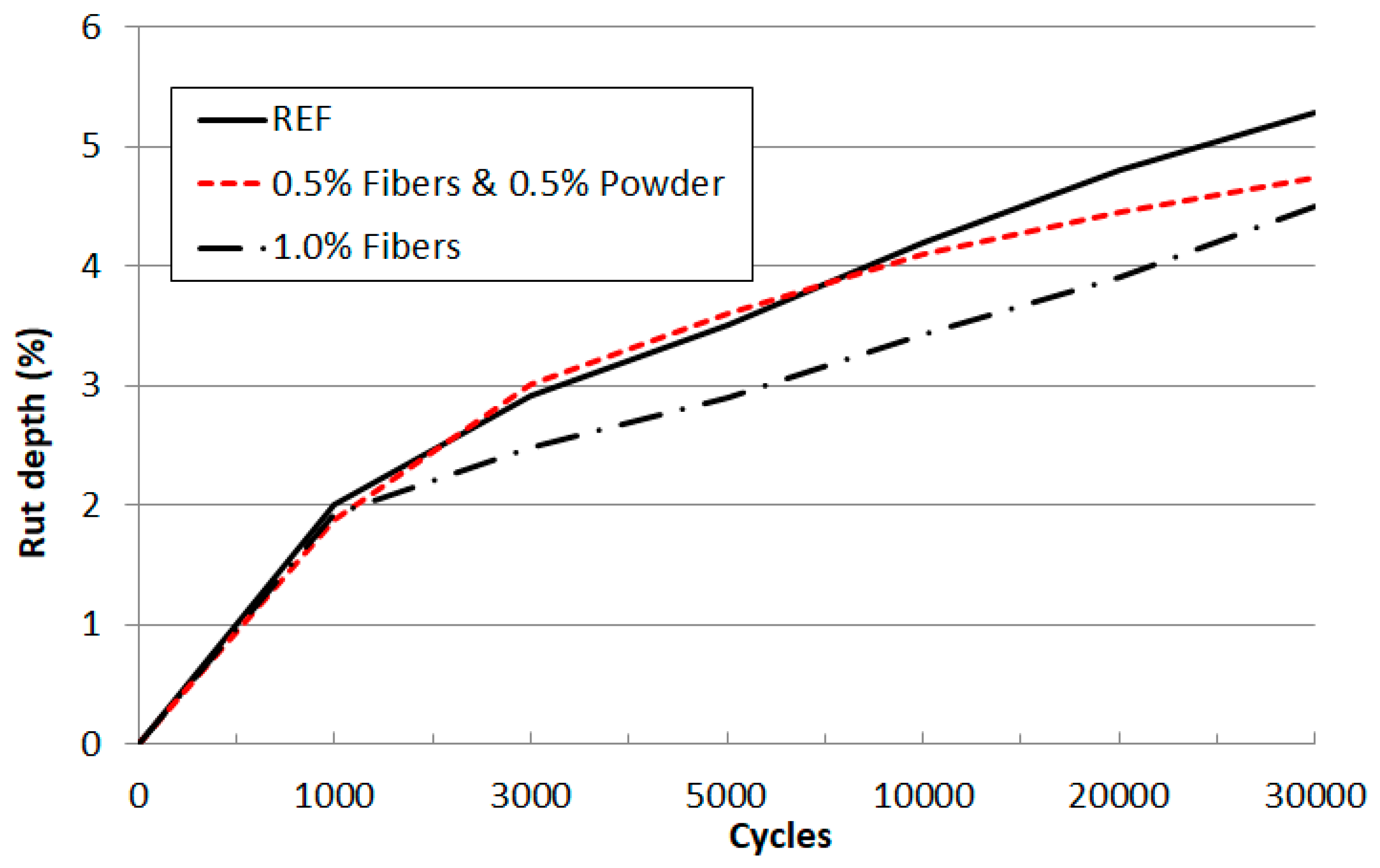
In this study, several slabs were produced: (1) two reference slabs (denoted as REF), (2) two slabs with 0.5% peat fibers and 0.5 % peat powder (FPEL20), and (3) two slabs with 1% peat fibers in the asphalt mix. In these tests, the mix design was not changed since the fiber and powder percentages were small. The rut depth results are shown in
Figure 17. It can be seen that there is no significant difference among the results. The addition of peat fibers seems to reduce the rut depth, as was predicted from rheological tests, but the effect is in fact too small to be considered.
Finally, the air voids (AV) for the various slabs was determined. The results are shown in
Table 2. It is very clear that adding peat fibers or peat powder or very fine peat powder leads to a larger void content and shows that compaction becomes more difficult. When adding this material to asphalt, the mix design needs to be re-optimized.
4. Conclusions
In this study, the applicability of a natural peat fiber, as a modifier for bitumen, was investigated. It was noticed that the peat fiber material did not dissolve in bitumen, not even partly. Only for the very fine powder fraction some color change was observed in toluene and in acetone. Therefore, the peat products, whether this is the powder or the fiber, cannot be regarded as a bitumen extender or modifier; they should be treated as solid additives.
Rheological tests were carried out, and despite the heterogenous nature of the investigated blends of bitumen, powder, and fiber, the tests showed repeatable and consistent results, indicating some trends: the powder part mainly acts as a filler and the fiber part introduces an increment of elasticity. The data also show that the elastic action of the fibers is weak and quickly destroyed at higher stresses. As both the fiber part and the powder part show similar FT-IR spectra, the differences in the rheological behavior are related to the size difference of these components. A fiber skeleton is observed in the rheological tests when the binder has a stiffness that is similar or lower as compared to this network. Under test conditions where the binder is stiffer, a binder phase is observed, while, as soon as the binder stiffness drops or is in the same range as the fiber network, this network will influence and determine the rheological behavior. MSCRT tests were also conducted and indicated recovery effects, again mainly when adding fibers. This would suggest that especially the fibers could improve the rutting resistance; however, it was not possible to confirm this in asphalt rutting tests.
The asphalt drainage tests have shown that adding dry peat, whether this is ground or not, is effective in reducing the binder drainage, and, consequently, from this point of view would allow for thicker binder films around the aggregate. However, if the mix design is not adapted, the amount of added peat fibers and powder should be limited to keep the mixes workable. Compaction problems became obvious and resulted in high void contents.
When mixing peat fibers and powder with asphalt, it was observed that, to reach a homogeneous distribution of peat fibers in the asphalt mix, mixing should be performed only by the wet method; i.e., by blending the peat fibers in hot bitumen before adding them to the hot aggregates in the mixer. Direct mixing of peat fibers with hot aggregates and filler before adding the bitumen does not guarantee an even distribution of the fibers in the asphalt mix.
As a continuation, it could be worthwhile to investigate how powder and fibers influence the asphalt performance, when a thicker binder film is used, and when the mix design is re-optimized. In this way, modified asphalt mixes with sufficient workability and compactability could be compared. Also, possible beneficial effects of using peat fibers on the cracking resistance and investigation of the distribution of peat fibers in the asphalt mix with X-ray computed tomography (X-ray CT), which have not been investigated in this study, could be interesting to provide more information.

 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}