1. Introduction
Additive Manufacturing, or AM, is the potentially disruptive manufacturing technology in which a structural component is fabricated layer by layer via digital information. It is termed ‘Additive’ because material is added to every cross sectional layer, as opposed to ‘Subtractive’ in which material is removed from a raw stock. The aerospace industry is an industrial sector that has much to gain from Additive Manufacturing [
1]. Fabricating structural components layer by layer from digital information provides the benefits of: increased design freedom, including the ability to exploit the results of topology optimization algorithms to significantly lightweight parts; eliminating system part count by consolidating assemblies into fewer parts; reducing the lifecycle time between concept, design, manufacture, and validated component delivery; and, a buy-to-fly ratio that approaches unity, thereby leading to significant raw material cost savings as well as leaving a positive environmental impact. Moreover, AM also has the ability to incorporate added functionality, such as internal cooling channels and thermowells into components; manufacture highly complex geometries that would be impossible or very difficult to be realized with traditional methods; and, to combat component obsolescence by fabricating on demand [
2].
This paper discusses the design for Additive Manufacturing of light-weight, topologically optimized components that are intended for spaceflight, and will focus on three illustrative examples: the first two of which are currently found on an orbiting SSTL satellite [
3], and the third that is an engine support structure for a lunar launch vehicle [
4]. Because the components must be qualified for flight, the designs are verified by rigorous Finite Element Modeling analyses. Subsequently, the Additively Manufactured artifacts and in-process witness coupons undergo materials and mechanical testing in order to verify the required microstructural characteristics and mechanical properties. Because Additive Manufacturing considerations, such as the minimization of overhangs, encapsulated powder, and heat accumulation are not included in the topology optimization formulations that are presented in this work, a subsequent Finite Element Modeling is necessary because the aforementioned considerations are incorporated manually in the topology optimization routine with significant ‘human-in-the-loop’ iterative analysis. The manual step also includes incorporating allowances for tool access, assembly, fixturing, and application of testing sensors, which are refinements that could occur for any mode of manufacturing (e.g., traditional or AM).
2. Background
The past decade has seen the technology of Solid Freeform Fabrication, a term that was coined in 1987 to describe the fabrication of structural freeform components directly from a computer model without part-specific tooling [
5], gain considerable traction in industry. Currently, the term ‘Additive Manufacturing’ has evolved to generally describe the technologies, such as Solid Freeform Fabrication, which strives to build functional components layer-by-layer from digital information, and includes powder bed fusion processes, wire deposition, and directed energy deposition [
6]. Its traditional counterpart, ‘Subtractive Manufacturing’, encompasses conventional manufacturing methods in which material is successively removed from a bulk with methods such as CNC machining in order fabricate a structural component.
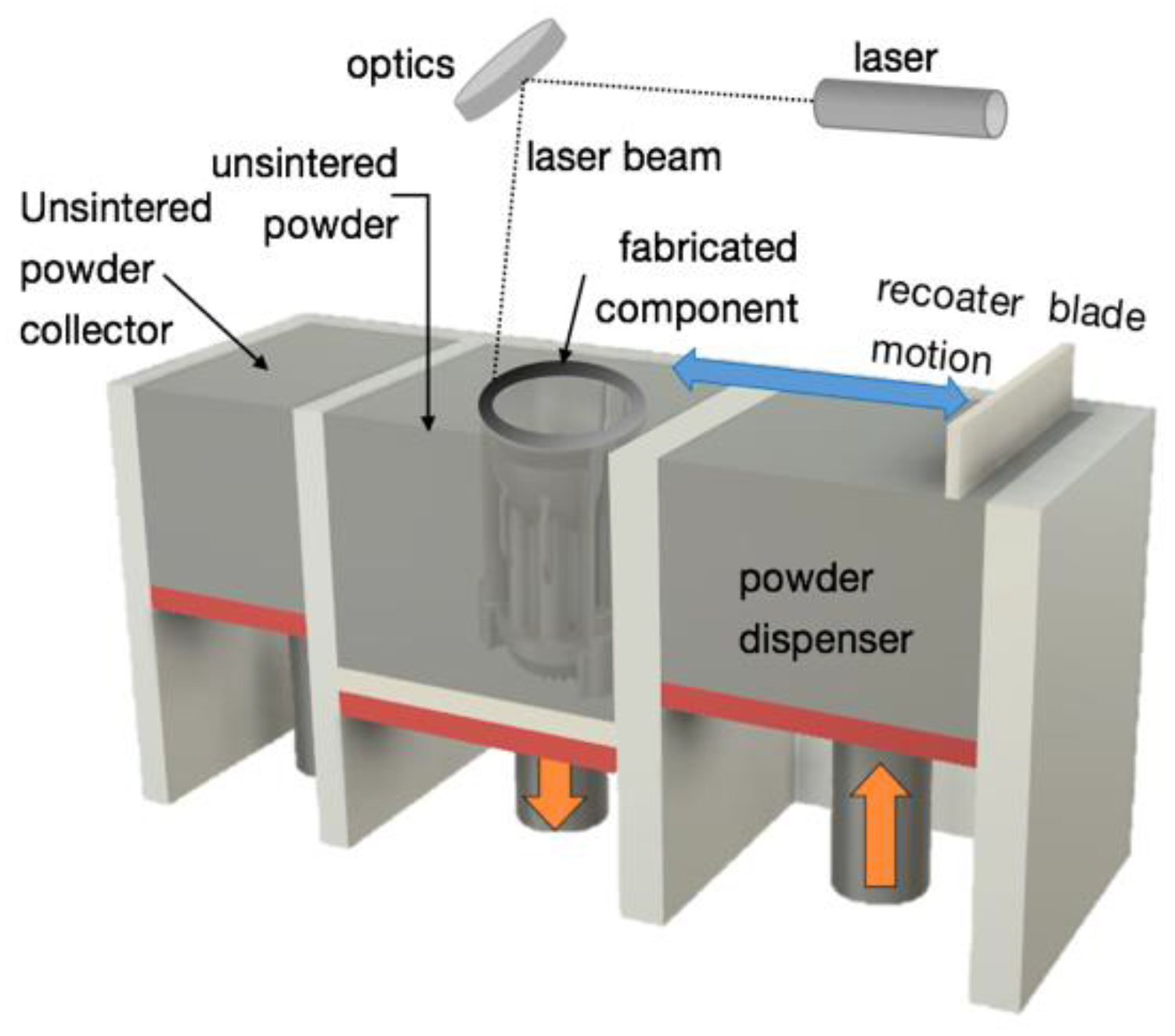
One of the more successful technologies of AM is that of Selective Laser Melting, which is a powder bed fusion process [
7,
8], as illustrated schematically in
Figure 1. The main elements of the Selective Laser Melting process are a leveled bed of metal powder and a focused laser beam that scans the surface of the powder bed according to a digital representation of the desired component, causing localized melting and subsequent rapid solidification. The CAD file of the desired part is converted into an STL file and is subsequently ‘sliced’ into thin cross-sectional layers. Once the laser scans a layer of powder according to the sliced STL file, the powder bed is physically lowered (indicated by the downward orange arrow) a selectable distance in the range of 30–90 microns [1.2–3.5 thousandths of an inch], and a new layer of powder is swept onto the top of the powder bed from the powder dispenser by the recoater blade. The laser beam then scans the new layer with information corresponding to the new geometrical slice and the process is repeated until the three-dimensional (3D) component is fabricated and contained within the lowered powder bed. To retrieve the fabricated component, the powder bed is then raised and excess powder is removed and sieved for recycling if the specific Additive program allows for using recycled powder. It has been shown experimentally that there are no significant differences in elemental concentrations between virgin powder and that recycled powder after eight builds [
9]. However, in many cases, flight-worthy hardware is required to be fabricated from virgin powder, leaving the recycled powder to be used for prototypes. More detailed descriptions of Additive Manufacturing can be found elsewhere [
10,
11,
12,
13,
14,
15]. An important consequence of Selective Laser Melting is that due to the ‘selective’, or localized aspect of the melting and subsequent rapid solidification, the resulting microstructure is significantly refined [
16], leading to enhanced mechanical properties, such as ultimate strength and yield strength [
17].
The enhanced mechanical properties inherent to rapid solidification that are associated with laser based fusion are reduced, however, if the fabricated part is subjected to subsequent heat treatment, which is often employed in an effort to remove internal residual stresses that accumulate due to the anisotropy of the heat transfer associated with Additively Manufactured components [
18,
19,
20]. For this reason, it is important to consider heat transfer issues in the design phase, which is intrinsically coupled with the orientation of the layerwise build in an effort to reduce, when possible, anisotropy of heat transfer that is associated with the building phase of the part fabrication.
Additionally, it is often wrongly assumed that Hot Isostatic Pressing (HIP) need be performed on aluminum alloys in an effort to reduce porosity within powder bed fusion components. Performing HIP on the components will result in even further reductions in strength than stress relieving treatments. It should be noted that all AlSi10Mg components that are reported in this work have an as-built (un heat-treated or post processed) density of 99.7% or higher, which corroborates other literature values of of 99.8% [
21], making the need for HIP for the purpose of reducing porosity in AlSi10Mg components moot.
3. Holistic Process Flow
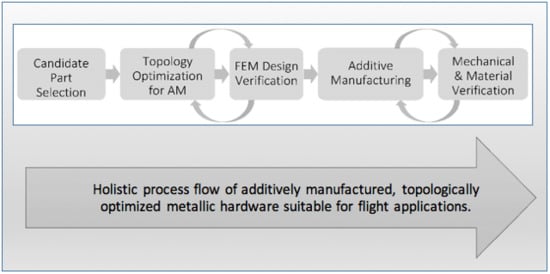
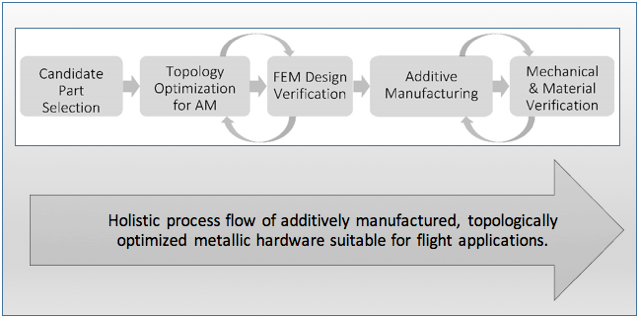
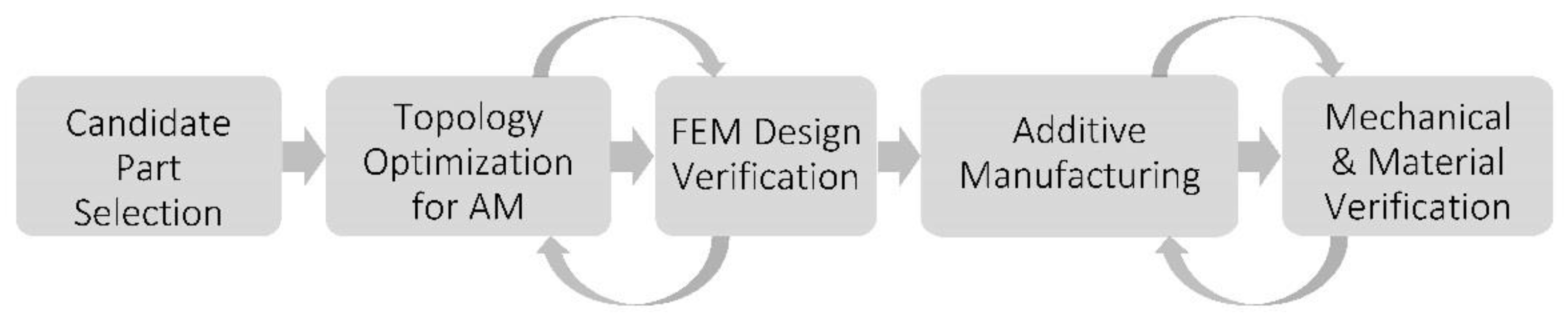
In order to Additively Manufacture components that are worthy of spacecraft or aircraft flight, it is necessary that they be created with reliable and repeatable mechanical and material properties. To this end, a holistic process flow has been developed and established to ensure reliable and repeatable AM parts. The holistic process flow, which is illustrated in
Figure 2 includes: candidate part selection; topology optimization for Additive Manufacturing, including AM design considerations (e.g., support structure removal, powder removal, minimization of residual stresses through support structure design, and part design); finite element modeling for analytic verification; AM fabrication of the artifacts and in-process testing coupons; and, final verification at both coupon and component levels. With two separate feedback loops, the holistic process-flow includes verification steps that are incorporated to insure that: (a) the optimized design can withstand the specified loading conditions (first feedback loop) and (b) the mechanical integrity and performance of the manufactured component is suitable for conditions in which it will be employed (second feedback loop). The process flow is discussed in more detail elsewhere [
3,
4,
22]. Note that the topology optimization routine that is employed in this work is the commercially available Altair Hyperworks software package, which, at the time of this work, did not include the AM considerations described above, and hence these are included in manual iterative loops. The holistic process flow refers not to the Topology Optimization exercise, but rather to the entire flow from candidate part selection to verification for flight.
3.1. Candidate Part Selection
Because a component can be additively manufactured does not mean that it is necessarily suitable. To benefit from Additive Manufacturing, added value should be found in terms of reducing weight, manufacturing lead time, part consolidation, added functionality, added complexity, or combating obsolescence. Not all flight components are suitable for Additive Manufacturing. The case studies that are discussed in this chapter have been identified as suitable candidates for Additive Manufacturing due to the fact that they will be significantly lighter in weight than their subtractive counterparts, and will be fabricated on a rapid timescale (concept to validation in eight weeks). The test cases presented have been purposely selected because they have the potential to experience significant weight reductions over their nominal counterparts. Not all AM topologically optimized designs will experience the same weight reduction.
3.2. Topology Optimization for Additive Manufacturing
The discipline of topology optimization has been used in industry for over two decades [
23] and it describes a mathematical method to determine the optimum distribution of material in a design space for a given set of loading and boundary conditions. Early application of topology optimization was found on General Motors Powertrain for under hood brackets [
24] and was utilized with subtractive manufacturing.
Until recently, manufacturing constraints limited the utilization of topology optimization because conventional manufacturing could not always produce a topologically optimized component. The advent of AM, however, has revealed renewed interest in the discipline of topology optimization, because many topologically optimized components can now be made with AM that were not possible otherwise [
25,
26].
Because the topology optimization exercise removes material from all locations where it is not necessary to support the specific loads or satisfy specific boundary conditions, resulting components often contain structures that are not constant in cross section and resemble tree branches or bones, and hence, are termed ‘bionic’ or ‘organic’. The fabrication of hollow structures, structures with internal cooling channels, organic, bionic shaped structures, and structures filled with lattice elements [
27] can now be made via Additive Manufacturing.
An important aspect of the topologically optimized design for Additive Manufacturing is to create self-supporting components, or when not possible, components with the minimal number of support structures. Support structures are those sacrificial elements that are incorporated into the component build that support low angled members with respect to the build plane. A good rule of thumb is that members or components greater than 45 degrees from the build plate platform can be printed without support structures. Angles as low as 27 degrees have also been achieved depending on the aspect ratio of the member in question. Hence the designs are driven in part by component orientation with respect to build direction to ensure minimal support structures. Additionally, support structures may be added to mitigate thermal effects that can be detrimental for certain geometries. Hence, design efforts focus on creating approximately uniform member cross sections in an effort to achieve nearly homogeneous heat transfer towards the base plate, thereby minimizing the occurrence of thermal related warping. Furthermore, since downward facing surfaces are known to exhibit inferior characteristics in terms of surface quality and hence dynamic performance, these regions not chosen for highly loaded areas. Downward facing surfaces, termed ‘downskins’, are typically more rough than the upward facing surfaces due to the fact that those surfaces are in contact with unmelted powder, whereas upskins are in contact with a solid. Because heat conduction through a powder is different than that of a solid, the phase change characteristics of those two regions are markedly different, resulting in different surface textures. The relatively rough downskins can be improved, however, by altering the processing parameters (e.g., laser power, speed, and hatch separation) in the downskin regions to account for the less efficient heat conduction through the powder.
In this work, all topology optimization efforts were conducted in collaboration with RUAG Space and were employed with Altair’s Hyperworks 14.0 software suite in order to determine the optimum placement of material with respect to the specific loading and geometric requirements. In order to set-up the topology optimization exercise, interface locations (locations where the part is mounted to the spacecraft or another unit is mounted to the part), as well as stay-in volumes and non-design zones are specified to obtain a resulting design volume. The stay-in volume is the envelope in which the part needs to remain in order to avoid interference with neighboring components on the spacecraft or to allow suitable clearance for part integration or tool access. Non-design zones correspond to fixed regions where material must remain and may correspond to attachment points, or other inherent features of the component. The resulting design space (stay-in volume minus non-design space) is a volume in which the topology optimization algorithm decides where material is needed to fulfill the structural requirements of the part.
Additive Manufacturing considerations that arise due to the layerwise fabrication, such as geometric distortion due to thermal jumps, anisotropic heat accumulation as a function of component geometry coupled with laser scanning regime, the need to support overhanging members, and the need to remove unsintered powder are not intrinsically included in the topology optimization formulations presented herein, however they are considered through manual ‘human-in-the-loop’ iterations.
Several exciting works have focused on including the AM constraints, such as support structure elimination (through overhang elimination) in topology optimization routines and are included in references [
28,
29,
30,
31,
32,
33,
34,
35,
36]. Additionally, Liu et al. [
37] recently presented a review paper on recent trends and future challenges that are associated with the incorporation of AM constraints and considerations into topology optimization algorithms. The aforementioned references are computational in nature, focused on the development of valid topology optimization routines for AM, and do not focus on the full value-stream of additive manufacturing.
3.3. FEM Design Verification
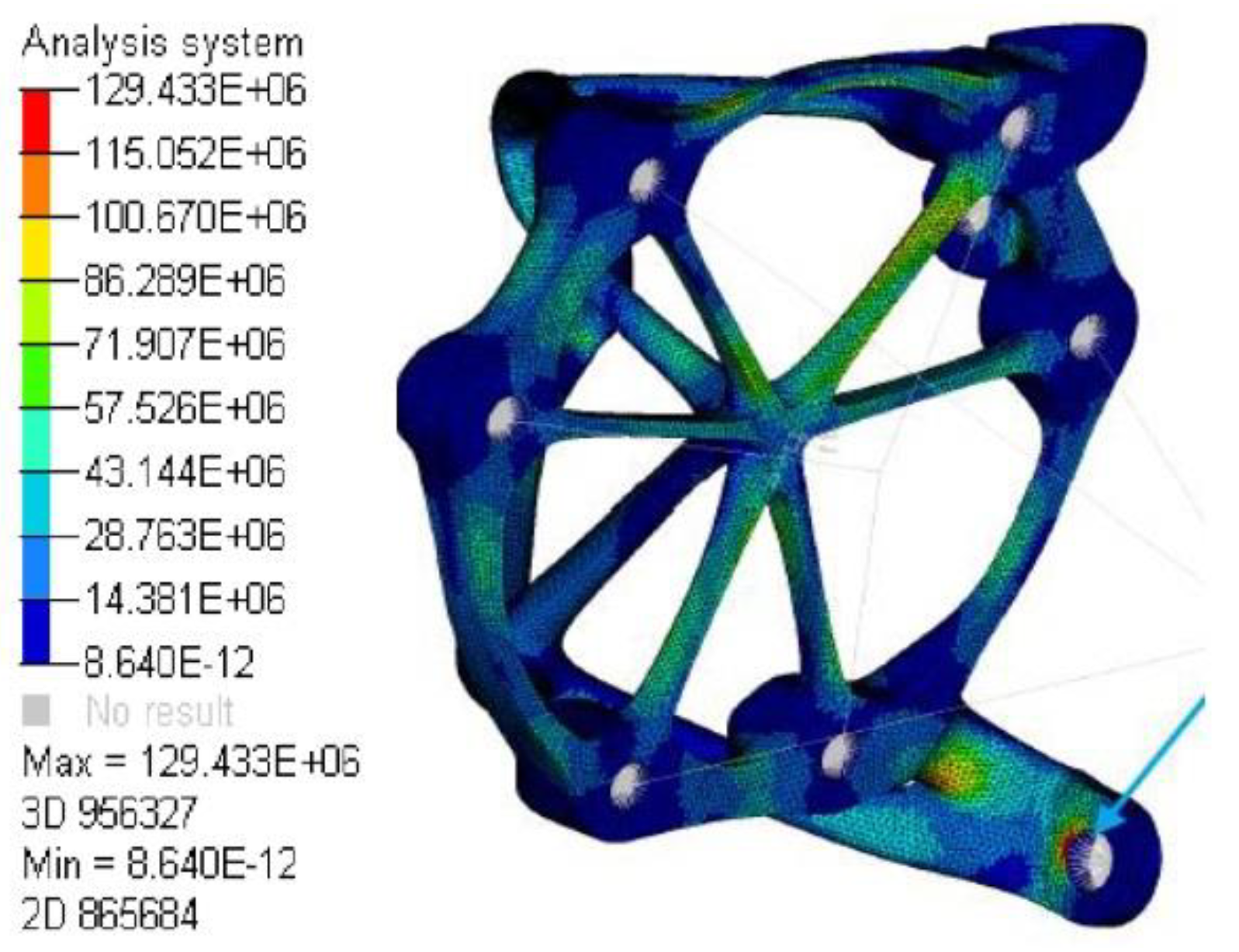
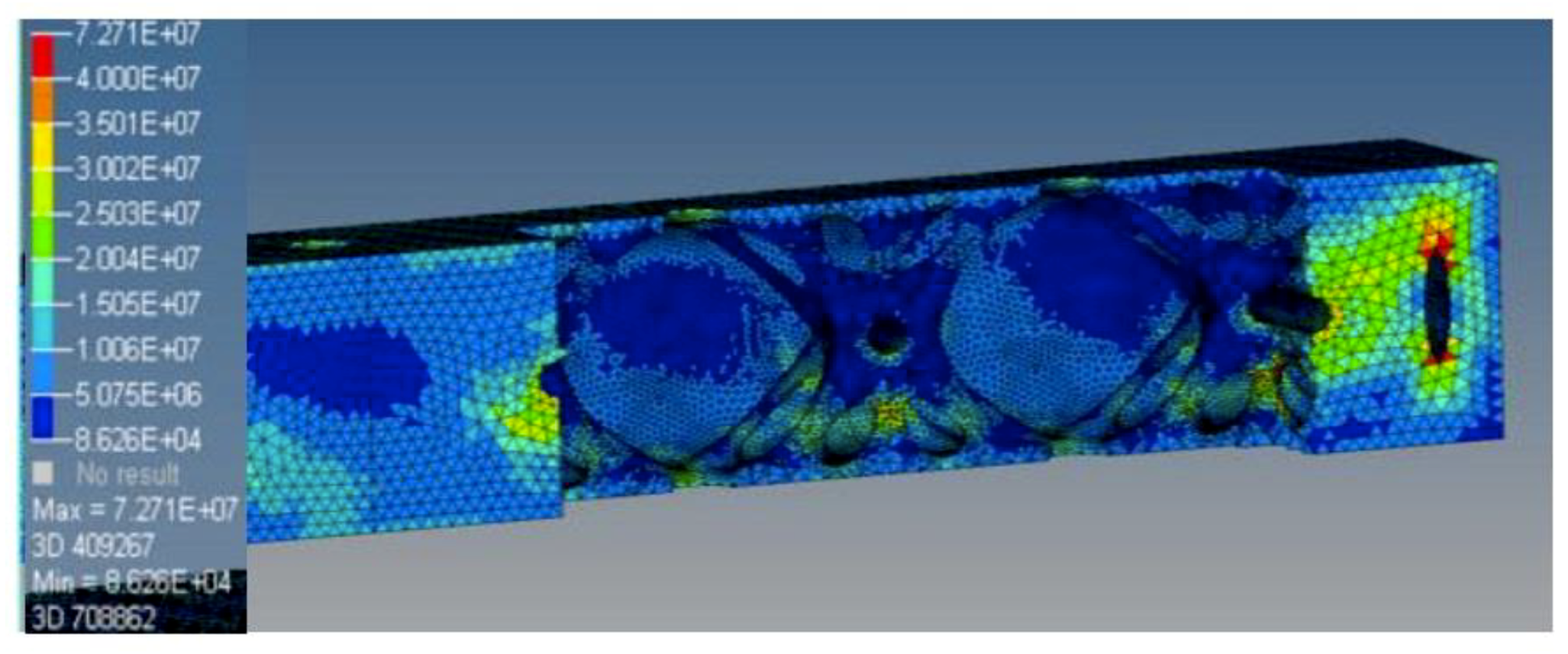
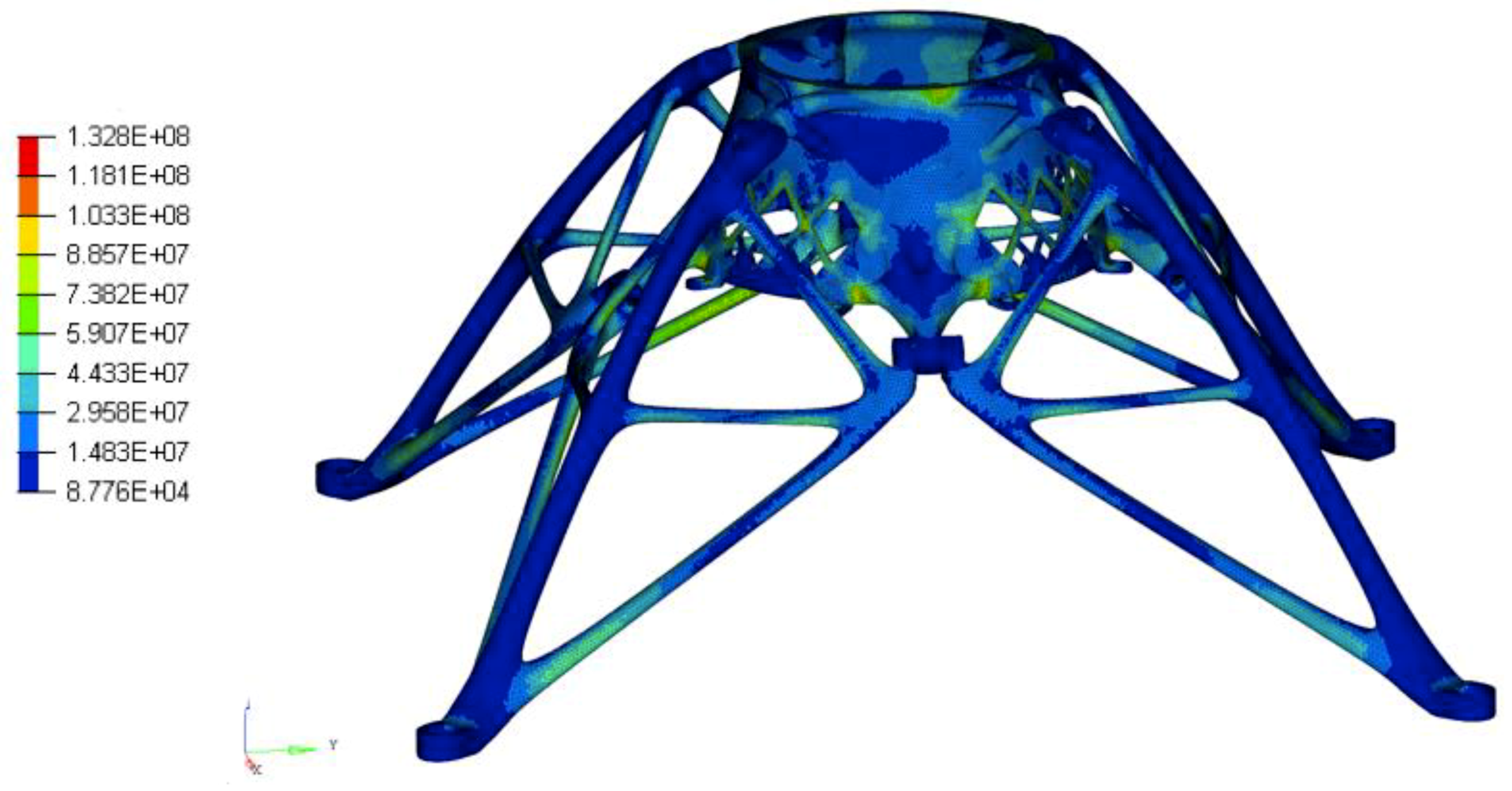
All analysis and optimization in this work was performed with Altair’s Hyperworks 14.0, which uses Hypermesh as pre-processor, OptiStruct as solver, and Hyperview for post-processing. A convergence study was not carried out in this work; however, the results are validated through a material test campaign that is the final step of the holistic process flow and is described in subsequent sections of this work. The material is Additively Manufactured aluminum alloy AlSi10Mg, which is assumed to behave as a linear elastic material. The material properties from previous AM material characterization studies have been employed in this effort.
The mesh size in the analysis has been constrained to be relatively small in order to properly assess stress concentrations (approximately 1 million elements and around 300,000 Nodes, with a mesh size of approx. 1.2–2.5 mm [47–98 thousandths of an inch]). The AM parts are modeled with solid elements (tetra).
Due to the fact that Additive Manufacturing is still a relatively new process and it lacks a heritage database from which to draw, highly conservative design allowables were used. Moreover, in addition to the usual safety factors employed for developing space products, an AM Conservatism Factor of 1.5 has also been incorporated, which allows for a ‘comfort zone’ to compensate for its lack of heritage data.
The Margin of Safety (MoS) of the part is calculated according to the formula below:
where
σallw, AlSi10Mg is the maximum allowable yield stress (design allowable),
σvonMises is the Von Mises stress obtained from FEM analysis,
SFyield is the yield strength safety factor, and
SFAM is the Additive Manufacturing conservatism safety factor. Equation (1) is used in subsequent sections to derive the Margin of Safety for each of the case studies presented.
3.4. Additive Manufacturing
All of the components in this paper were fabricated on an EOS M290 machine housed at Morf3D in El Segundo, California, which has a maximum power output of 370 W, and were built with a 30-micron layer thickness. The build plate was elevated to 165C in an effort to mitigate internal residual stresses and to eliminate the need for subsequent heat treatment, which reduces the mechanical values considerably. The material used was virgin AlSi10Mg powder characterized with D10, D50, and D90 values of 22.7, 41.8, and 69.8 microns, respectively. For clarity, D10 is the diameter at which 10% of the powder’s mass is comprised of particles with a diameter less than this value, and so on for D50 and D90. The additive manufacturing environment was flushed with argon gas. Materialise Magics software was used to prepare the data and to generate support structures. EOSPRINT software was used to design and optimize build parameters.
Five Vertical and five horizontal tensile coupons, three density cubes, and three thin walled hermetically sealed powder archival components were added to each build plate along with the desired artifacts.
3.5. Mechanical and Material Verification
The next step in the holistic process flow is Testing. None of the components in this work required subsequent heat treatment due to the fact that they were built with an elevated build plate temperature of 165C. Hence the coupons were cut from the build plate with a wire EDM, and were sent directly to the testing laboratory. The co-fabricated coupons are tested for Ultimate Tensile Strength, Yield Strength, Elongation, and density, and their values must be greater than or equal to the acceptance allowables imposed by the customer.
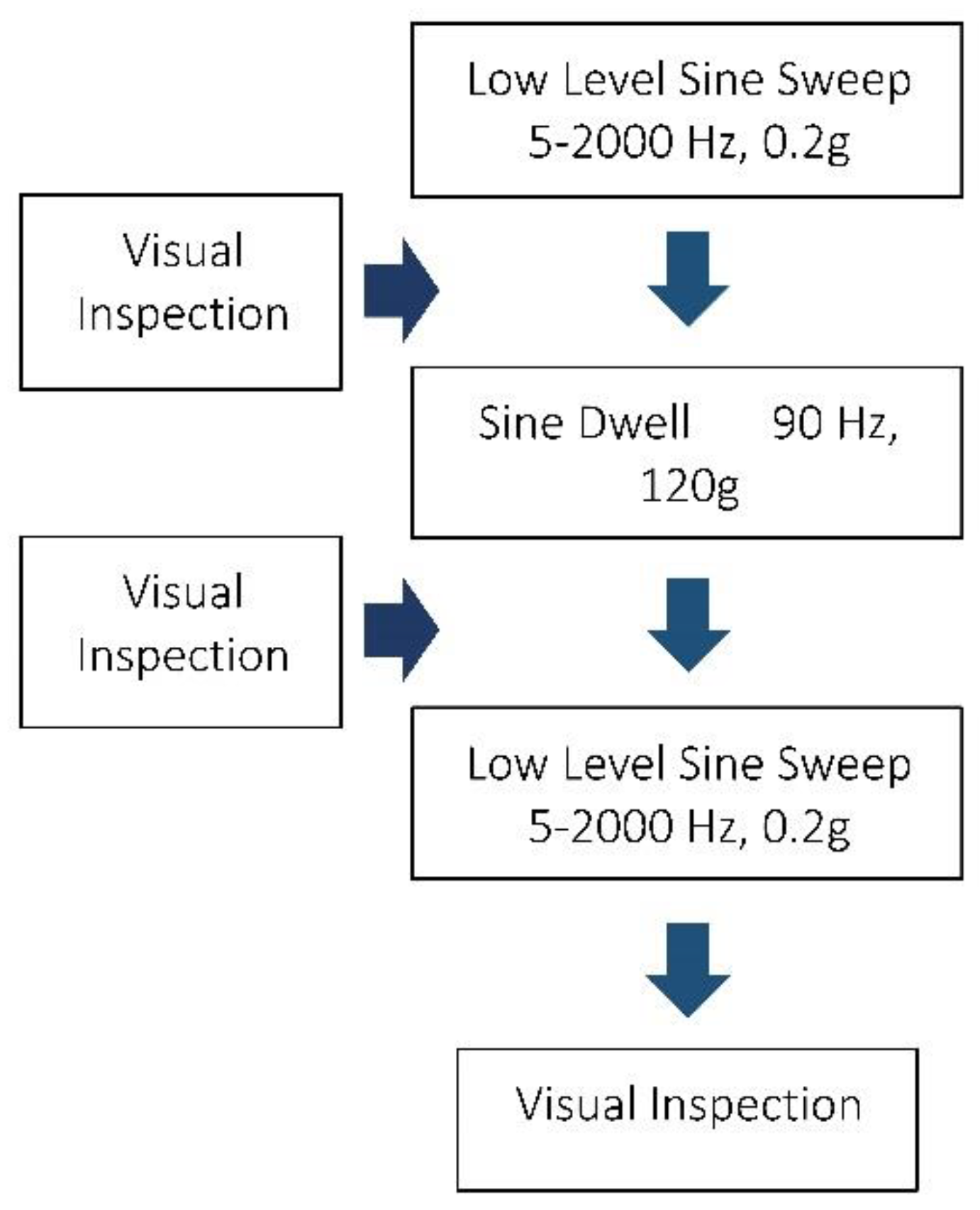
After removing the components from the build plate with the wire EDM, their support structures were removed, and all accessible surfaces were media blasted. Further, attachment points and mating surfaces were machined to achieve the tolerances required for their function. The components or component assembly (e.g., case study 3) were subjected to vibration testing consisting of a combination of the following: low level sine, sine dwell, and random vibration.
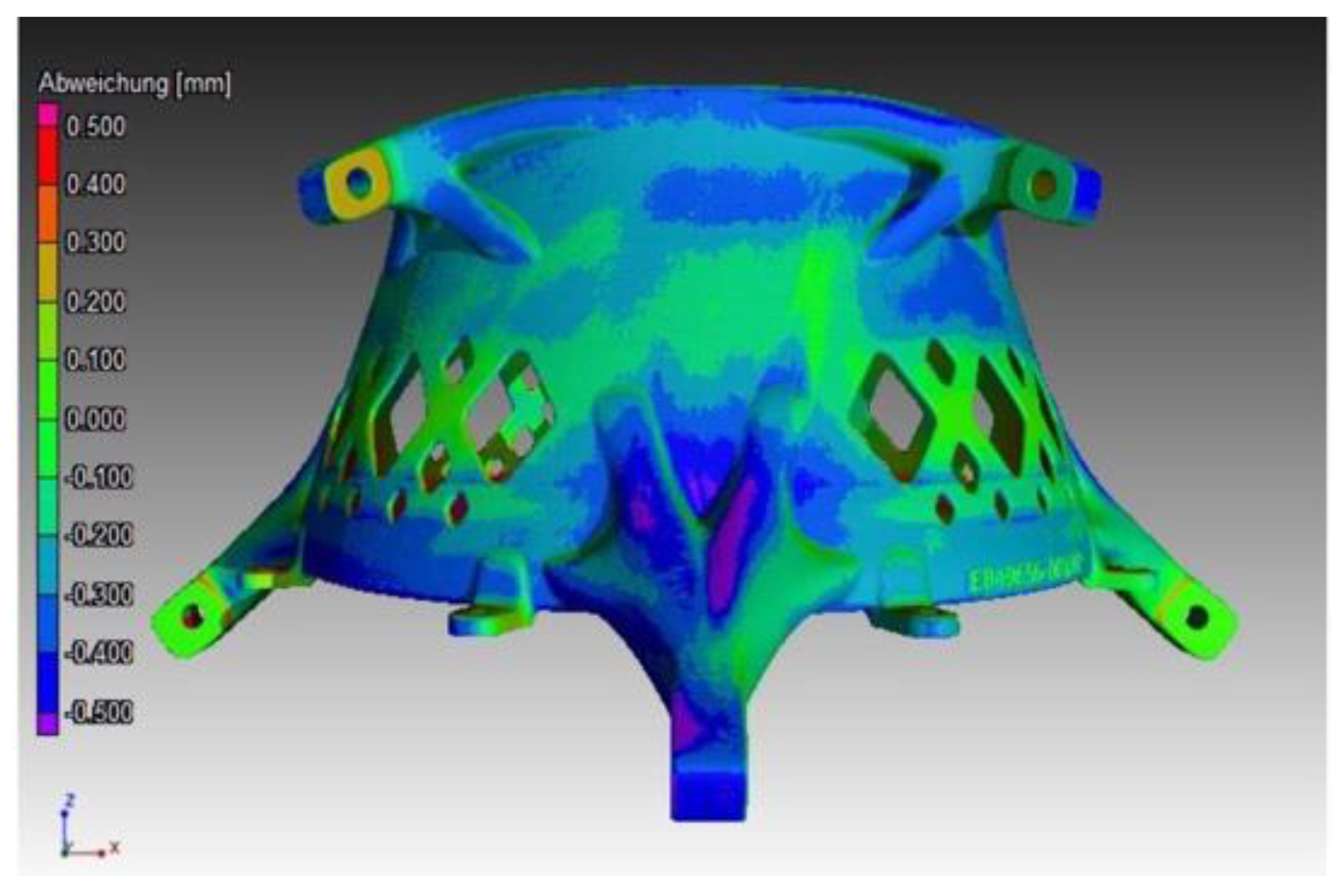
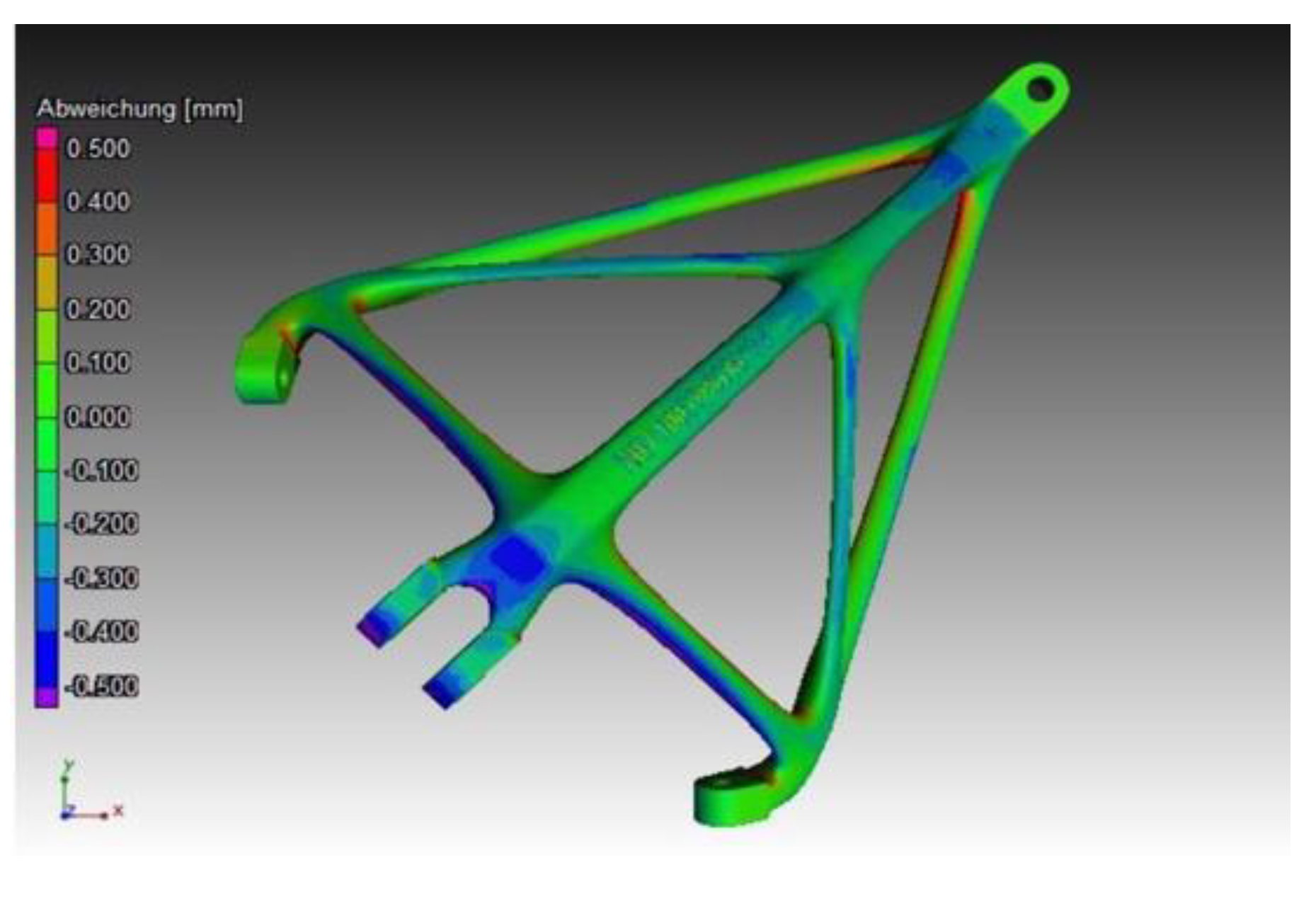
In addition to structurally testing the components, each component was scanned via Computed Tomography (CT) in order to identify the internal pores, inclusion, or cracks within the resolution of the CT scanner.
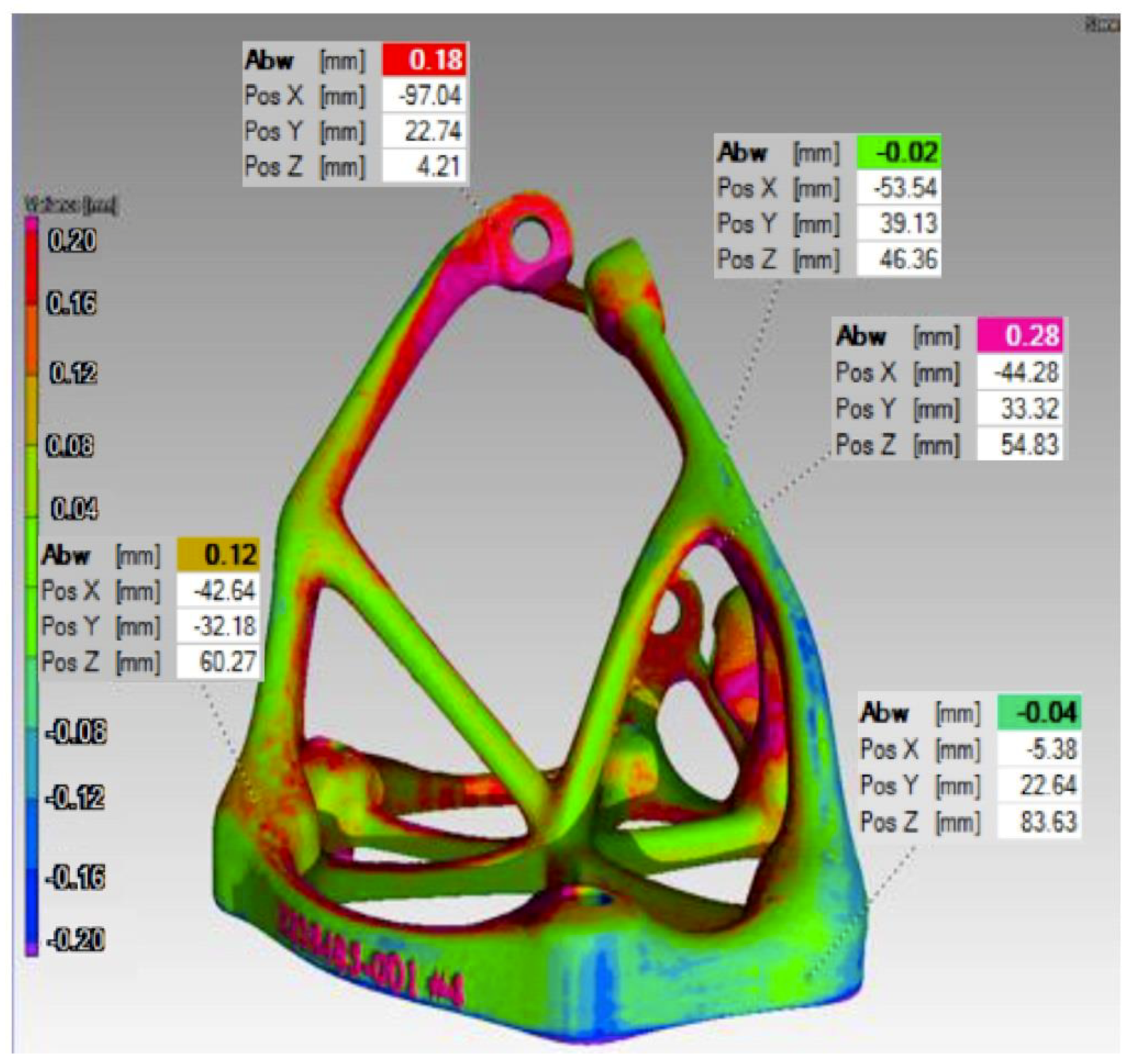
Additionally, a 3D model of the fabricated components was generated with the CT scan data and compared to the nominal CAD file from which it was fabricated. A comparison of the two files was used to generate a heat map illustrating any geometric deviations as compared to the allowables set forth from the customer.
4. Case Studies
Three case studies are discussed that offer different insights into topology optimization. The heritage geometry of the first case study is illustrated in
Figure 3, which is a Star Tracker Camera Bracket employed in SSTL’s Technology’s mission. The heritage design was machined out of titanium bulk. The constraints for this case study were that the attachment points remain fixed and that the design space could not extend further than the limits that were illustrated by the geometrical faces, however the bounding planar faces need not be preserved.
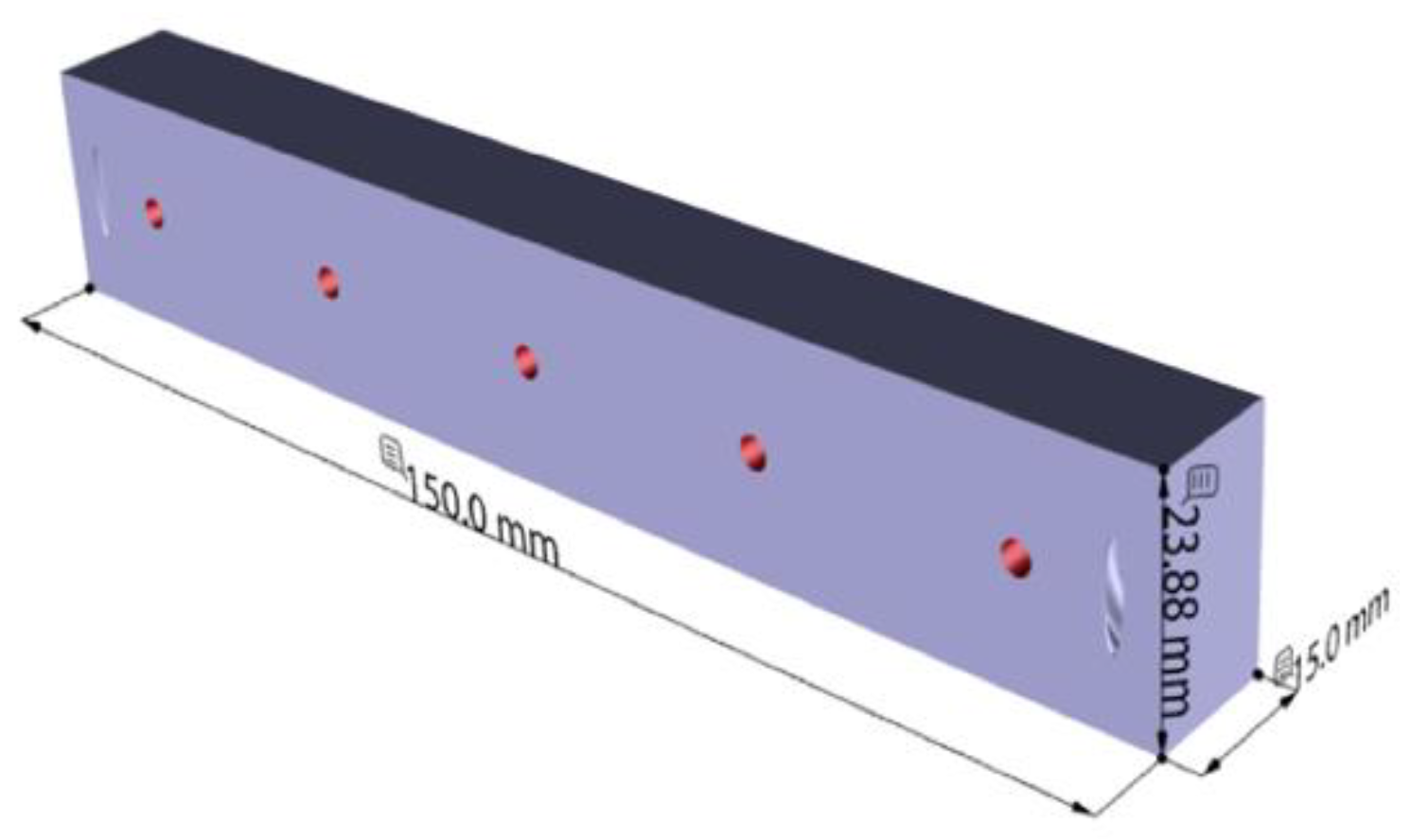
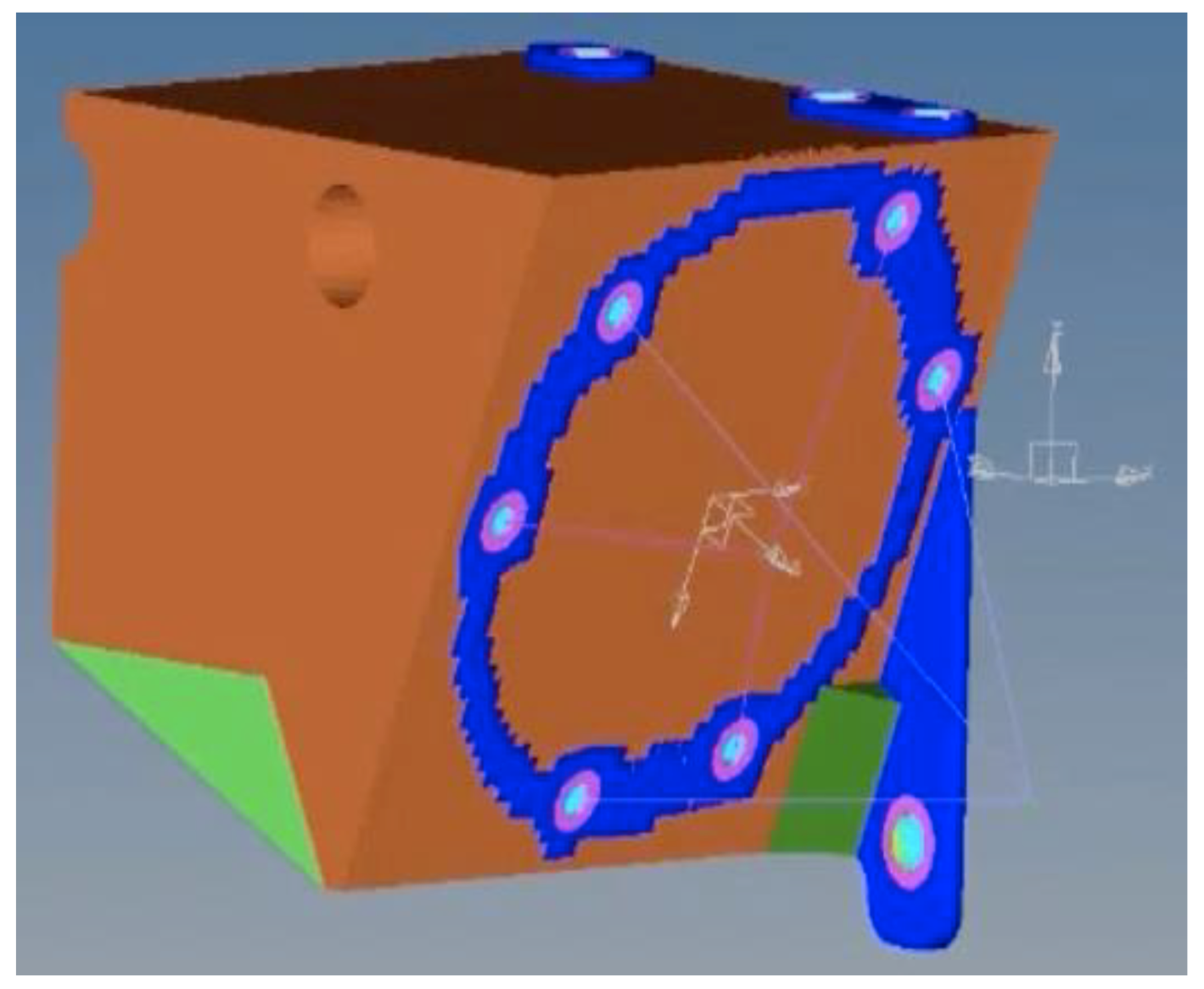
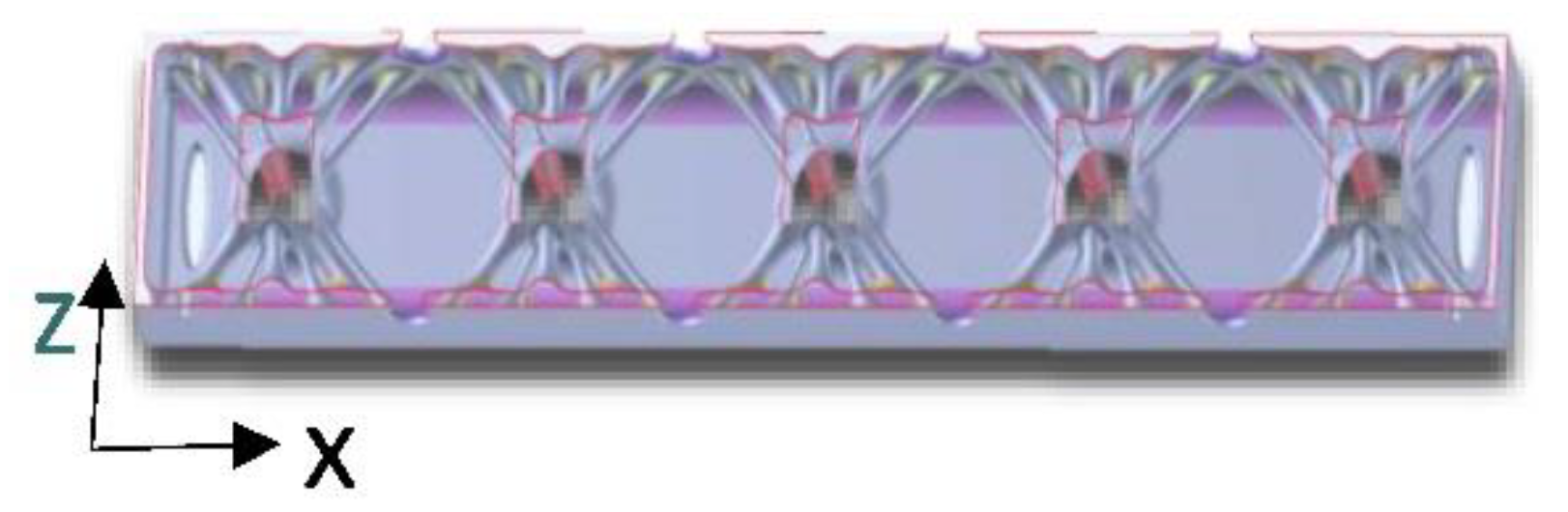
Figure 4 illustrates the second case study that is an edge insert also used in the SSTL Technology mission. It is apparent that the pictured geometry could be fabricated with subtractive means. Hence, in order to make this a suitable candidate part for AM, this case study sought to significantly lightweight the component as compared to its heritage counterpart. For this case, the boundary conditions specified are that the orthogonal faces are required to be preserved as they act as mating surfaces to the satellite sandwich panels. The material internal to the faces, however, is free to be redistributed through topology optimization. For the purpose of redistributing the material internal to the geometric faces, two critical design issues were needed to be addressed: (a) eliminate the need for internal support structures, since they would not be removable in the enclosed space and (b) create a way to remove the unprocessed powder.
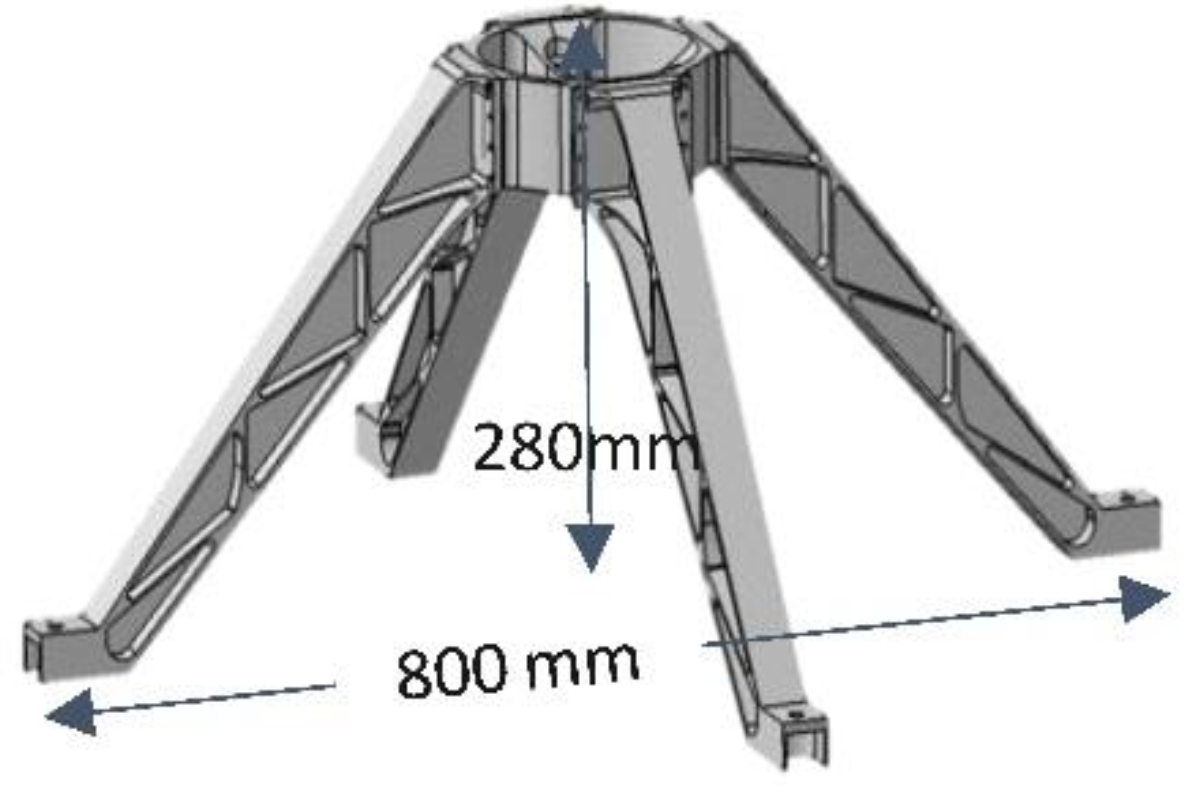
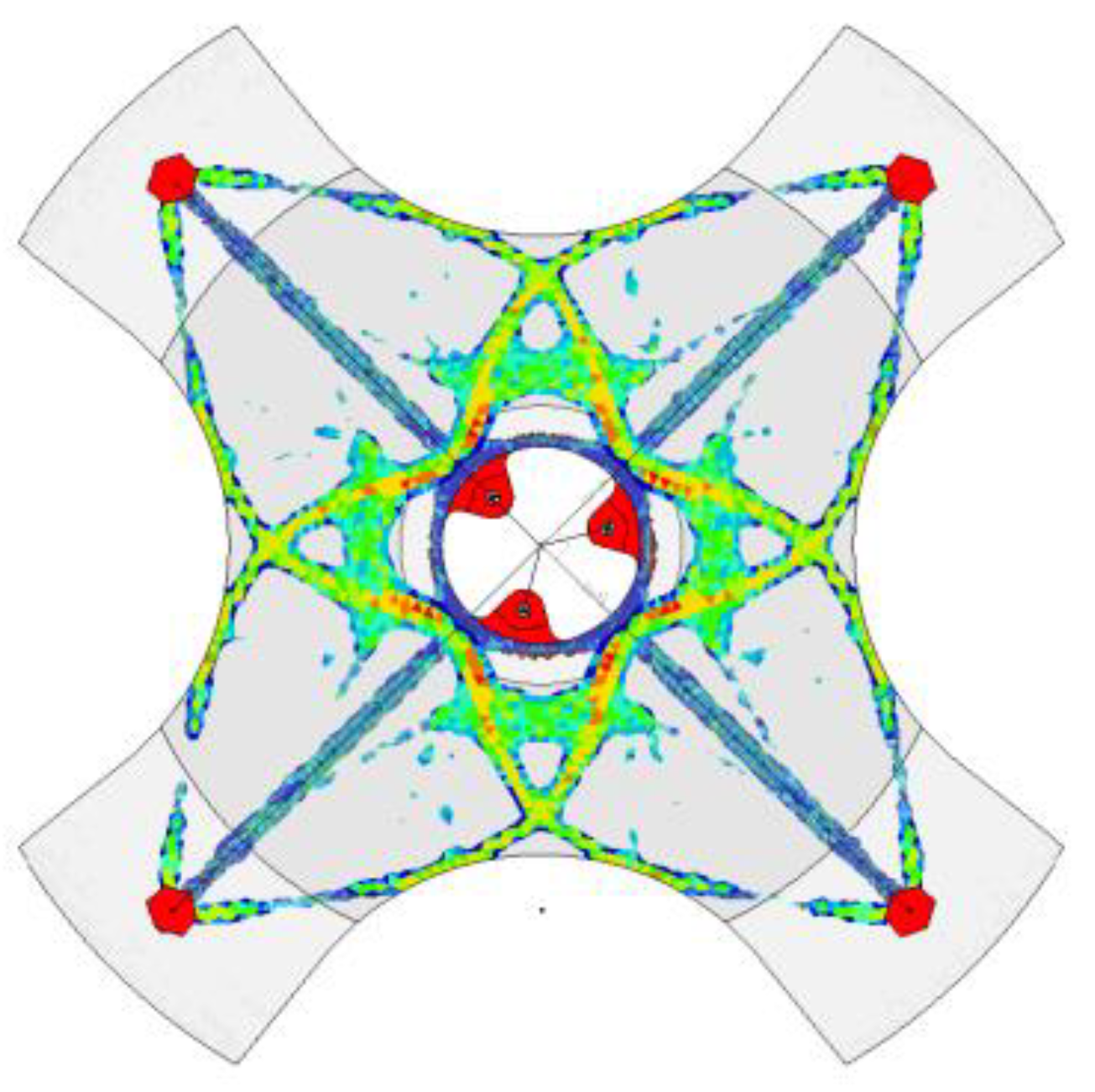
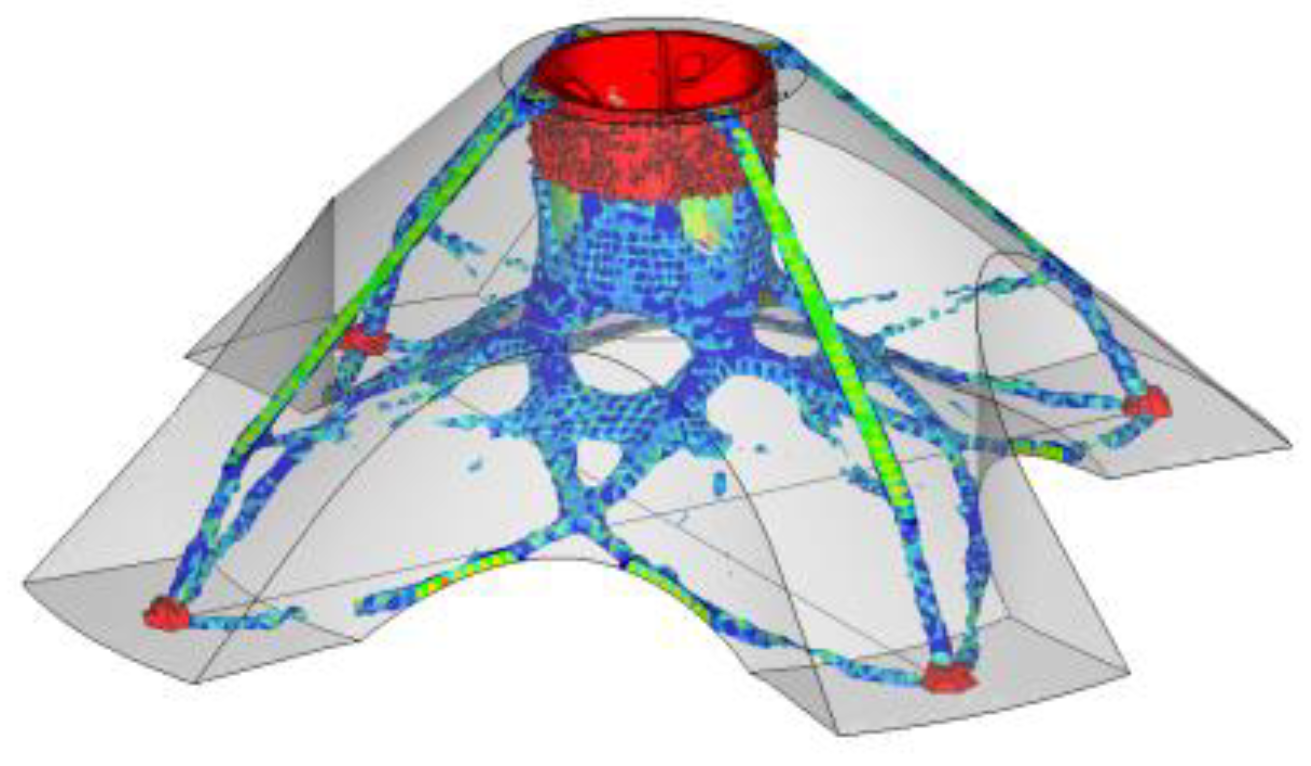
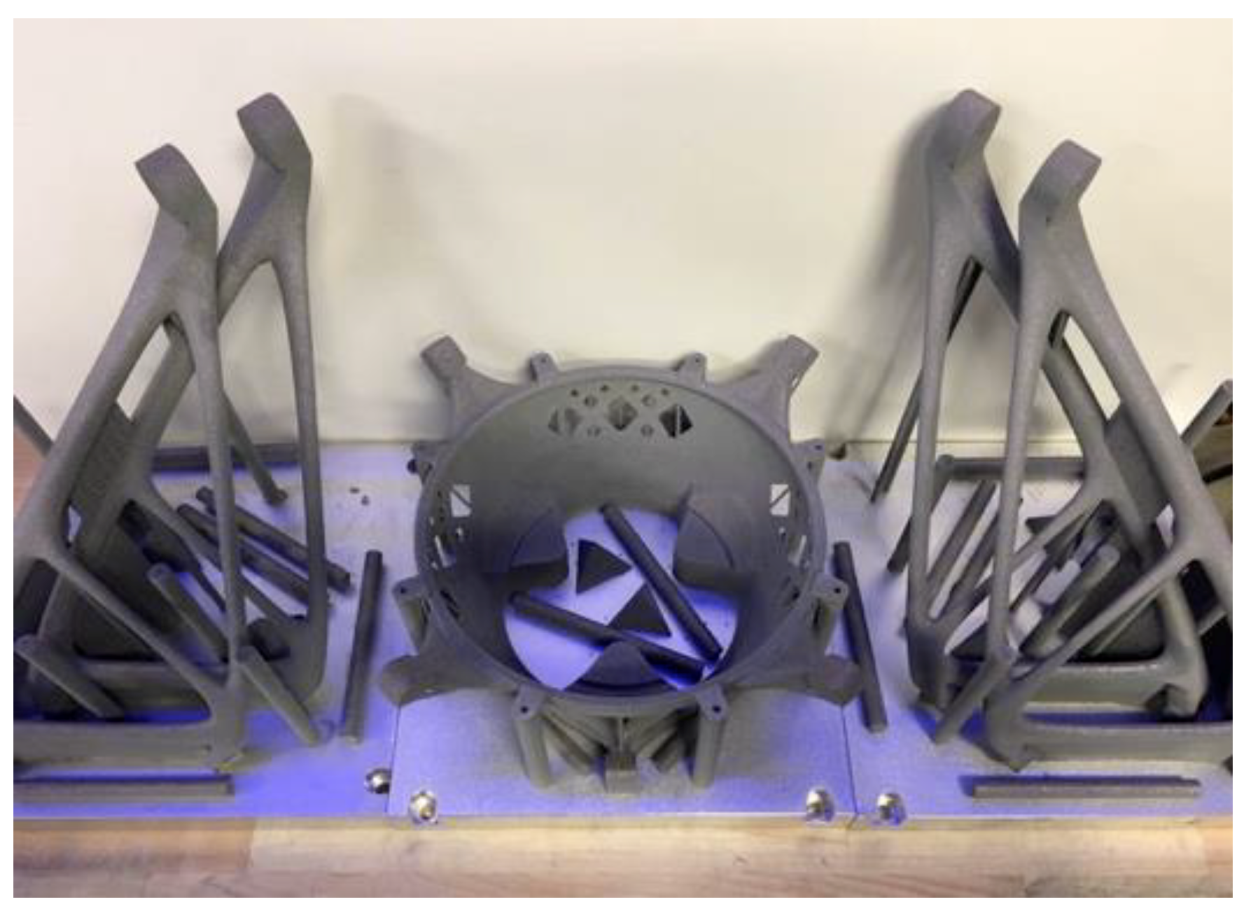
Figure 5 illustrates the nominal geometry of the third case study, which is a system of five parts that are assembled as one part. It serves as a thruster mount for a lunar vehicle intended for launch in the near future as part of SpaceIL’s lunar mission. Once assembled it spans 800 mm in diameter and approximately 280 mm in height. It was chosen as a demonstration of topology optimization of an assembly of parts.
The objective set for our optimization routine in each case is to minimize mass while remaining simultaneously compliant to stiffness requirements and maximum applied stress levels that are appropriate to each application. The case study examples are illustrative of the advantages of the union of topology optimization with Additive Manufacturing.
6. Summary
Three case studies were selected to demonstrate the AM holistic process flow. The parts were selected because they qualified as good candidate parts. That is, they found value in reducing the component weight; they demonstrated a rapid fabrication life-cycle (including analysis, fabrication, testing, and certification); their required tolerances were such that they did not require heat treatment. The first and possibly most important step in the process flow is the identification of suitable parts for additive manufacturing. Parts that are critically loaded may require a larger margin of safety, and those requiring tighter tolerances may require heat treatment to mitigate warping, or more extensive post-machining processes. Such parts may enjoy less weight savings than those that are presented in this work.
The aim of this work was to demonstrate the value of topology optimization combined with Additive Manufacturing for the fabrication of flight hardware with the aid of three unique case studies. Each case study offered a different example of topology optimization. The first case study permitted significant material re-location within the design space and did not require the incorporation of the exterior boundaries into the design, thereby resulting in an organically shaped component that bears little resemblance to its heritage counterpart and is significantly lighter in weight. The second case study required the preservation of the external boundaries of the design space into the actual design, but it allowed the topology optimization routine to remove a significant amount of material internal to the boundaries. Hence, externally this part resembled its heritage part, however its internal features were not possible to achieve with traditional manufacturing methods. The third case study illustrated a system of five components that worked together to create a lunar lander engine mount. In each case, care was taken to minimize support structures, and when supports were necessary, to ensure that they were accessible for removal. Additionally, care was taken to ensure that downward facing surfaces were not load bearing and for case study 2, any unmelted powder was readily removable from the component.
It was found in each case that significant weight savings occurred in the topologically optimized version. It should be noted that the particular heritage components that were selected for the presented case studies were susceptible to weight savings through redesign (e.g., the component presented in the first case study need not be fabricated out of Titanium when Aluminum would support the intended application). Future weight savings may not be as significant as the examples presented in this work.
In addition to coupling the design with the build orientation, downstream processes, such as testing and secondary machining, were considered in the design phase so that methods to fixture the resulting geometries in their appropriate jigs were accommodated. The three case studies also demonstrated the efficacy of a holistic process-flow that originates with part selection and includes topology optimization, FEM validation, Additive Manufacturing, mechanical and material testing, and terminates in approving the component for flight. The process flow was successfully demonstrated with three case studies; each of which with different topology optimization requirements. The entire process flow for the first two case studies, from concept to certification, took only eight weeks to complete. The third case study took 16 weeks from concept to certification. The aggressive testing campaign included tensile tests, density testing, CT scanning, and dynamic testing. The Additively Manufactured components passed all testing criteria with comfortable margins, demonstrating that additive manufacturing, when approached with a methodical holistic process flow, is an attractive manufacturing method for creating lightweight, functional metallic components that can be approved or flight.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}