
Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review



Abstract
1. Introduction
2. Metals in E-Waste That Can Be Recovered Electrochemically

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal Content w/w | [31] | [32] | [33] | [34] | [35] | [36] | [37] | [38] | [39] | [40] | [41] | [42] | [43] | [25] | Aver. | Stand. Dev. | Medium | Electrolyte |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cu (%) | 19 | 20 | 22 | 12.5 | 26.8 | 15.6 | 19.6 | 28.7 | 27.6 | 14.6 | 12.5 | 19.19 | 28 | 14.2 | 20.0 | 5.8 | Aqueous | CuSO4, potash alum and H2SO4 [44] |
| Al (%) | 4.1 | 2 | – | 2.04 | 4.7 | – | 2.8 | 1.7 | – | – | 2.3 | 7.06 | 2.6 | – | 3.2 | 1.7 | Ionic liquid | AlCl3 and EMIm Cl [45] |
| Pb (%) | 1.9 | 2 | 1.5 | 2.7 | – | 1.35 | 3.9 | 1.3 | – | 2.9 | 2.4 | 1.01 | – | 2.5 | 2.1 | 0.8 | – | – |
| Zn (%) | 0.8 | 1 | – | 0.08 | 1.5 | 0.16 | 2.1 | – | 2.7 | – | – | 0.73 | – | 0.18 | 1.0 | 0.9 | Aqueous | ZnCl2 and sulphuric acid [44] |
| Ni (%) | 0.8 | 2 | 0.3 | 0.7 | 0.47 | 0.28 | 0.38 | – | 0.3 | 1.6 | 0.39 | 5.35 | 0.26 | 0.41 | 1.0 | 1.4 | Aqueous | NiSO4, NiCl2 and boric acid [46] |
| Fe (%) | 3.6 | 8 | 3.6 | 0.6 | 5.3 | 1.4 | 11.4 | 0.6 | 2.9 | 4.7 | 3.2 | 3.56 | 0.08 | 3.08 | 3.7 | 3.0 | Aqueous | FeCl3 and HCl [47] |
| Sn (%) | 1.1 | 4 | 2.6 | 4 | 1 | 3.2 | 3.6 | 3.8 | – | 5.6 | 1.4 | 2.03 | – | 4.79 | 3.1 | 1.4 | Aqueous | SnCl2 (NH4)3-citrate [48] |
| Sb (%) | – | – | – | – | 0.06 | – | – | – | – | – | – | – | – | 0.05 | 0.05 | 0.007 | – | – |
| Cr (%) | – | – | – | – | – | – | 0.005 | – | – | 0.35 | – | – | – | – | 0.18 | 0.2 | Aqueous | CrO3 and H2SO4 [49] |
| Na (%) | – | – | – | – | – | – | – | – | – | – | – | – | – | 0.48 | 0.48 | N/A | – | – |
| Ca (%) | – | – | – | – | – | – | 1.13 | – | 1.4 | – | – | – | – | 1.69 | 1.4 | 0.2 | – | – |
| Ag (ppm) | 5210 | 2000 | – | 300 | 3300 | 1240 | 500 | 79 | – | 450 | – | 100 | 135 | 317 | 1239.2 | 1654.0 | Aqueous | Ag salts and KCN [50] |
| Au (ppm) | 1120 | 1000 | 350 | - | 80 | 420 | 300 | 68 | – | 205 | – | 70 | 29 | 142 | 344 | 376.9 | Ionic liquid | K [Au (CN)2] and EMIM TFSA [51] |
| Pt (ppm) | – | – | – | – | – | – | – | 0 | – | – | – | – | – | – | 0 | N/A | Ionic liquid | H2PtCl6 and BMIM BF4 [52] |
| Cd (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 1183 | 1183 | N/A | – | – |
| K (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 180 | 180 | N/A | – | – |
| In (ppm) | – | – | – | – | – | – | 500 | – | – | – | – | – | – | – | 500 | N/A | – | – |
| Mn (ppm) | – | – | – | – | – | – | 9700 | – | 4000 | – | – | – | – | 81 | 4593.6 | 4836.9 | – | – |
| Se (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 21 | 21 | N/A | – | – |
| As (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 11 | 11 | N/A | – | – |
| Mg (ppm) | – | – | – | 500 | – | – | 1000 | – | – | – | – | – | – | – | 750 | 353.5 | – | – |
| Pd (ppm) | – | 50 | – | – | – | – | – | 33 | – | 220 | – | – | – | – | 101 | 103.4 | Ionic liquid | PdCl2, AgCl and EMIM Cl-BF4 [53] |
| Co(ppm) | – | – | – | – | – | – | 300 | – | – | – | – | 400 | – | – | 350 | 70.7 | – | – |
| Ti (ppm) | – | – | – | – | – | – | – | – | – | – | – | 400 | – | – | 400 | N/A | Ionic liquid | TiCl4 and BMIM TFSA [54] |
| Total metals (%) | 31.9 | 39.3 | 30.1 | 22.6 | 40.2 | 22.2 | 46.5 | 36.1 | 35.3 | 30.1 | 22.5 | 39.1 | 31.1 | 27.6 | 32.4 | 7.3 | – | – |
| Components of E-Waste | Rare Earth Metals/Critical Metals | Amount (~ppm) |
|---|---|---|
| LEDs, CRT/fluorescence lamps, batteries | La | 91 |
| CRT/fluorescence lamps, batteries | Ce | 72 |
| Electric gas lamp | Th | 6 |
| Speakers/magnets, batteries/fluorescence lamps | Pr | |
| Speakers/magnets | Gd | |
| Speakers/magnets/batteries | Nd | – |
| Speakers/magnets/capacitors | Dy | – |
| CRT/fluorescence lamps | Eu | |
| LEDs, CRT/fluorescence lamps | Tb | 10 |
| CRT/fluorescence lamps | Y | 10 |
| Discharge lamps | Sc | 55 |
| LEDs | Ga | 35 |
| PCBs/capacitors and some high-power resistors | Ta | – |
3. Electrodeposition: Principle and Mechanism
4. The Various Approaches for Electrochemical Recovery of Metals
4.1. Potential Controlled and Current Controlled Electrodeposition
4.2. Pulsed Current/Voltage Electrodeposition
4.3. Electrowinning and Electrorefining
4.4. Aqueous Electrolytes Based Electrochemical Methods
4.5. Non-Aqueous Electrolytes Based Electrochemical Methods
4.6. Electrodeposition in Supercritical Fluids
4.7. Electroplating with the Aid of Supercritical Fluids
5. Industrial Perspective
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, J.; Wang, H.; Zhang, G.; Bai, X.; Zhao, X.; He, Y. Recycling organics from non-metallic fraction of waste printed circuit boards by a novel conical surface triboelectric separator. Resour. Conserv. Recycl. 2019, 146, 264–269. [Google Scholar] [CrossRef]
- Forti, V.; Baldé, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; United Nations University (UNU)/United Nations Institute for Training and Research (UNITAR)—Co-hosted SCYCLE Programme, International Telecommunication Union (ITU) & International Solid Waste Association (ISWA): Bonn, Germany; Geneva, Switzerland; Rotterdam, The Netherlands, 2020. [Google Scholar]
- Jin, W.; Hu, M.; Hu, J. Selective and Efficient Electrochemical Recovery of Dilute Copper and Tellurium from Acidic Chloride Solutions. ACS Sustain. Chem. Eng. 2018, 6, 13378–13384. [Google Scholar] [CrossRef]
- Rai, V.; Tiwari, N.; Rajput, M.; Joshi, S.; Nguyen, A.C.; Mathews, N. Reversible Electrochemical Silver Deposition over Large Areas for Smart Windows and Information Display. Electrochim. Acta 2017, 255, 63–71. [Google Scholar] [CrossRef]
- Rai, V.; Toh, C.-S. Electrochemical Amplification Strategies in DNA Nanosensors. Nanosci. Nanotechnol. Lett. 2013, 5, 613–623. [Google Scholar] [CrossRef]
- Clevenger, T.E.; Novak, J.T. Recovery of Metals from Electroplating Wastes Using Liquid-Liquid Extraction. J. Water Pollut. Control Fed. 1983, 55, 984–989. [Google Scholar]
- Deng, S.; Zhang, D.; Zhou, J.; Liu, H. Recycling of waste printed circuit board and preparation of high strength high purity copper foil by electrochemical method. Xiyou Jinshu/Chin. J. Rare Met. 2016, 40, 914–921. [Google Scholar] [CrossRef]
- Ghosh, B.; Ghosh, M.; Parhi, P.; Mukherjee, P.; Mishra, B. Waste Printed Circuit Boards recycling: An extensive assessment of current status. J. Clean. Prod. 2015, 94, 5–19. [Google Scholar] [CrossRef]
- Rao, M.D.; Singh, K.K.; Morrison, C.A.; Love, J.B. Challenges and opportunities in the recovery of gold from electronic waste. RSC Adv. 2020, 10, 4300–4309. [Google Scholar] [CrossRef]
- Sethurajan, M.; van Hullebusch, E.D.; Fontana, D.; Akcil, A.; Deveci, H.; Batinic, B.; Leal, J.; Gasche, T.A.; Kucuker, M.A.; Kuchta, K.; et al. Recent advances on hydrometallurgical recovery of critical and precious elements from end of life electronic wastes—A review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 212–275. [Google Scholar] [CrossRef]
- Faraji, F.; Alizadeh, A.; Rashchi, F.; Mostoufi, N. Kinetics of leaching: A review. Rev. Chem. Eng. 2019. [Google Scholar] [CrossRef]
- Sun, C.-B.; Zhang, X.-L.; Kou, J.; Xing, Y. A review of gold extraction using noncyanide lixiviants: Fundamentals, advancements, and challenges toward alkaline sulfur-containing leaching agents. Int. J. Miner. Met. Mater. 2020, 27, 417–431. [Google Scholar] [CrossRef]
- Hubau, A.; Chagnes, A.; Minier, M.; Touzé, S.; Chapron, S.; Guezennec, A.-G. Recycling-oriented methodology to sample and characterize the metal composition of waste Printed Circuit Boards. Waste Manag. 2019, 91, 62–71. [Google Scholar] [CrossRef] [PubMed]
- Aliakbari, R.; Marfavi, Y.; Kowsari, E.; Ramakrishna, S. Recent Studies on Ionic Liquids in Metal Recovery from E-Waste and Secondary Sources by Liquid-Liquid Extraction and Electrodeposition: A Review. Mater. Circ. Econ. 2020, 2, 1–27. [Google Scholar] [CrossRef]
- Gamburg, Y.D. New Ideas And Results in Electrochemical Crysatallization and Deposition of Metals. In Metal Electrodeposition; Nunez, M., Ed.; Nova Science Publishers, Inc.: New York, NY, USA, 2005; pp. 47–77. [Google Scholar]
- Jari Aromaa, D.S. Aqueous Processing of Metals. In Encyclopedia of Electrochemistry; Wiley: Weinheim, Germany, 2007; pp. 161–223. [Google Scholar]
- Diaz, L.A.; Lister, T.E. Economic evaluation of an electrochemical process for the recovery of metals from electronic waste. Waste Manag. 2018, 74, 384–392. [Google Scholar] [CrossRef]
- Diaz, L.A.; Lister, T.E.; Parkman, J.A.; Clark, G.G. Comprehensive process for the recovery of value and critical materials from electronic waste. J. Clean. Prod. 2016, 125, 236–244. [Google Scholar] [CrossRef]
- Li, Z.; Diaz, L.A.; Yang, Z.; Jin, H.; Lister, T.E.; Vahidi, E.; Zhao, F. Comparative life cycle analysis for value recovery of precious metals and rare earth elements from electronic waste. Resour. Conserv. Recycl. 2019, 149, 20–30. [Google Scholar] [CrossRef]
- Chapter 6 Copper Production Technology. Available online: https://www.princeton.edu/~ota/disk2/1988/8808/880808 (accessed on 5 August 2021).
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef]
- Cui, J.; Forssberg, E. Mechanical recycling of waste electric and electronic equipment: A review. J. Hazard. Mater. 2003, 99, 243–263. [Google Scholar] [CrossRef]
- Yazici, E.; Deveci, H. Extraction of metals from waste printed circuit boards (WPCBs) in H2SO4–CuSO4–NaCl solutions. Hydrometallurgy 2013, 139, 30–38. [Google Scholar] [CrossRef]
- Ogunniyi, I.; Vermaak, M.; Groot, D. Chemical composition and liberation characterization of printed circuit board comminution fines for beneficiation investigations. Waste Manag. 2009, 29, 2140–2146. [Google Scholar] [CrossRef] [PubMed]
- Bizzo, W.A.; Figueiredo, R.A.; De Andrade, V.F. Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation. Materials 2014, 7, 4555–4566. [Google Scholar] [CrossRef] [PubMed]
- Bernasconi, R.; Panzeri, G.; Accogli, A.; Liberale, F.; Nobili, L.; Magagnin, L. Electrodeposition from Deep Eutectic Solvents. In Progress and Developments in Ionic Liquids; InTech: London, UK, 2017; p. 236. [Google Scholar]
- Maniam, K.K.; Paul, S. A Review on the Electrodeposition of Aluminum and Aluminum Alloys in Ionic Liquids. Coatings 2021, 11, 80. [Google Scholar] [CrossRef]
- Abbott, A.P.; McKenzie, K.J. Application of ionic liquids to the electrodeposition of metals. Phys. Chem. Chem. Phys. 2006, 8, 4265–4279. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Hua, Y.; Xu, C.; Li, Y.; Li, J.; Dong, P. Non-haloaluminate ionic liquids for low-temperature electrodeposition of rare-earth metals—A review. J. Rare Earths 2015, 33, 1017–1025. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, Z. Precious metals recovery from waste printed circuit boards: A review for current status and perspective. Resour. Conserv. Recycl. 2016, 113, 28–39. [Google Scholar] [CrossRef]
- Feldman, A.V. Method for Processing Scrap of Electronic Instruments. U.S. Patent 5,217,171, 8 June 1993. [Google Scholar]
- Menetti, R.P.; Tenório, S.A.J. Recycling of Precious Metals from Electronic Scraps. In Proceedings of the 50th Annual Congress of ABM, São Pedro, SP, Brazil, 1–4 August 1995; pp. 625–634. (In Portuguese). [Google Scholar]
- Iji, M.; Yokoyama, S. Recycling of Printed Wiring Boards with Mounted Electronic Components. Circ. World 1997, 23, 10–15. [Google Scholar] [CrossRef]
- Veit, H.M.; De Pereira, C.C.; Bernardes, A.M. Using mechanical processing in recycling printed wiring boards. JOM 2002, 54, 45–47. [Google Scholar] [CrossRef]
- Zhao, Y.; Wen, X.; Li, B.; Tao, D. Recovery of copper from waste printed circuit boards. Min. Met. Explor. 2004, 21, 99–102. [Google Scholar] [CrossRef]
- Kim, B.-S.; Lee, J.-C.; Seo, S.-P.; Park, Y.-K.; Sohn, H.Y. A process for extracting precious metals from spent printed circuit boards and automobile catalysts. JOM 2004, 56, 55–58. [Google Scholar] [CrossRef]
- Wang, H.; Gu, G.-H.; Qi, Y.-F. Crushing performance and resource characteristic of printed circuit board scrap. J. Cent. South Univ. Technol. 2005, 12, 552–555. [Google Scholar] [CrossRef]
- Creamer, N.J.; Baxter-Plant, V.S.; Henderson, J.; Potter, M.; Macaskie, L.E. Palladium and gold removal and recovery from precious metal solutions and electronic scrap leachates by Desulfovibrio desulfuricans. Biotechnol. Lett. 2006, 28, 1475–1484. [Google Scholar] [CrossRef] [PubMed]
- De Marco, I.; Caballero, B.; Chomón, M.; Laresgoiti, M.; Torres, A.; Fernández, G.; Arnaiz, S. Pyrolysis of electrical and electronic wastes. J. Anal. Appl. Pyrolysis 2008, 82, 179–183. [Google Scholar] [CrossRef]
- Hino, T.; Agawa, R.; Moriya, Y.; Nishida, M.; Tsugita, Y.; Araki, T. Techniques to separate metal from waste printed circuit boards from discarded personal computers. J. Mater. Cycles Waste Manag. 2009, 11, 42–54. [Google Scholar] [CrossRef]
- Das, A.; Vidyadhar, A.; Mehrotra, S. A novel flowsheet for the recovery of metal values from waste printed circuit boards. Resour. Conserv. Recycl. 2009, 53, 464–469. [Google Scholar] [CrossRef]
- Yoo, J.-M.; Jeong, J.; Yoo, K.; Lee, J.-C.; Kim, W. Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manag. 2009, 29, 1132–1137. [Google Scholar] [CrossRef]
- Oliveira, P.C.; Cabral, M.; Nogueira, C.; Margarido, F. Printed Circuit Boards Recycling: Characterization of Granulometric Fractions from Shredding Process. Mater. Sci. Forum 2010, 636–637, 1434–1439. [Google Scholar] [CrossRef]
- Oulmas, C.; Mameri, S.; Boughrara, D.; Kadri, A.; Delhalle, J.; Mekhalif, Z.; Benfedda, B. Comparative study of Cu–Zn coatings electrodeposited from sulphate and chloride baths. Heliyon 2019, 5, e02058. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Brym, M.C.; Dubé, G.; Lasia, A.; Brisard, G. Electrodeposition of aluminium from ionic liquids: Part I—electrodeposition and surface morphology of aluminium from aluminium chloride (AlCl3)–1-ethyl-3-methylimidazolium chloride ([EMIm]Cl) ionic liquids. Surf. Coatings Technol. 2006, 201, 1–9. [Google Scholar] [CrossRef]
- Birlik, I.; Azem, N.F.A. Influence of Bath Composition on the Structure and Properties of Nickel Coatings Produced by Electrodeposition Technique. Deu Muhendis. Fak. Fen Muhendis. 2018, 20, 689–697. [Google Scholar] [CrossRef]
- Zhang, Z.; Kitada, A.; Fukami, K.; Yao, Z.; Murase, K. Electrodeposition of an iron thin film with compact and smooth morphology using an ethereal electrolyte. Electrochim. Acta 2020, 348, 136289. [Google Scholar] [CrossRef]
- He, A.; Liu, Q.; Ivey, D.G. Electrodeposition of tin: A simple approach. J. Mater. Sci. Mater. Electron. 2007, 19, 553–562. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Siu, A.C.; Pariag, L.J.; He, Z.H.; Leung, K.T. Electrochemical Deposition of Chromium Core− Shell Nanostructures on H− Si(100): Evolution of Spherical Nanoparticles to Uniform Thin Film without and with Atop Hexagonal Microrods. J. Phys. Chem. C 2007, 111, 14621–14624. [Google Scholar] [CrossRef]
- Akben, H.K.; Timur, S.I. A comparative study of silver electrodeposition from pyrophosphate-cyanide and high concentration cyanide electrolytes in the presence of brighteners. Turk. J. Chem. 2020, 44, 378–392. [Google Scholar] [CrossRef] [PubMed]
- Lahiri, A.; Pulletikurthi, G.; Endres, F. A Review on the Electroless Deposition of Functional Materials in Ionic Liquids for Batteries and Catalysis. Front. Chem. 2019, 7, 7. [Google Scholar] [CrossRef] [PubMed]
- Yu, P.; Yan, J.; Zhang, J.; Mao, L. Cost-effective electrodeposition of platinum nanoparticles with ionic liquid droplet confined onto electrode surface as micro-media. Electrochem. Commun. 2007, 9, 1139–1144. [Google Scholar] [CrossRef]
- Asnavandi, M.; Suryanto, B.; Zhao, C. Controlled electrodeposition of nanostructured Pd thin films from protic ionic liquids for electrocatalytic oxygen reduction reactions. RSC Adv. 2015, 5, 74017–74023. [Google Scholar] [CrossRef]
- Mukhopadhyay, I.; Aravinda, C.; Borissov, D.; Freyland, W. Electrodeposition of Ti from TiCl4 in the ionic liquid l-methyl-3-butyl-imidazolium bis (trifluoro methyl sulfone) imide at room temperature: Study on phase formation by in situ electrochemical scanning tunneling microscopy. Electrochim. Acta 2005, 50, 1275–1281. [Google Scholar] [CrossRef]
- Maarof, H.I.; Daud, W.M.A.W.; Aroua, M.K. Recent trends in removal and recovery of heavy metals from wastewater by electrochemical technologies. Rev. Chem. Eng. 2016, 33, 359–386. [Google Scholar] [CrossRef]
- Jayakrishnan, D.S. Electrodeposition: The Versatile Technique for Nanomaterials. In Corrosion Protection and Control Using Nanomaterials; Saji, V.S., Cook, R., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 86–125. [Google Scholar]
- De la Prida, V.; Vega, V.; Garcia, J.M.V.; Iglesias, L.L.; Hernando, B.; Minguez-Bacho, I. Electrochemical methods for template-assisted synthesis of nanostructured materials. In Magnetic Nano-and Microwires; Vázquez, M., Ed.; Woodhead Publishing: Amsterdam, The Netherlands, 2015; pp. 3–39. [Google Scholar]
- Hussein, H.E.M.; Maurer, R.J.; Amari, H.; Peters, J.; Meng, L.; Beanland, R.; Newton, M.E.; MacPherson, J.V. Tracking Metal Electrodeposition Dynamics from Nucleation and Growth of a Single Atom to a Crystalline Nanoparticle. ACS Nano 2018, 12, 7388–7396. [Google Scholar] [CrossRef] [PubMed]
- Nasirpouri, F. Fundamentals and Principles of Electrode-Position. In Electrodeposition of Nanostructured Materials; Springer International Publishing: Cham, Germany, 2017; pp. 75–121. [Google Scholar]
- Batail, P.; Boubekeur, K.; Fourmigué, M.; Gabriel, J.-C.P. Electrocrystallization, an Invaluable Tool for the Construction of Ordered, Electroactive Molecular Solids†. Chem. Mater. 1998, 10, 3005–3015. [Google Scholar] [CrossRef]
- Kowalska, S.; Lukomska, A.; Łoś, P.; Chmielewski, T.; Wozniak, B. Potential-controlled electrolysis as an effective method of selective silver electrowinning from complex matrix leaching solutions of copper concentrate. Int. J. Electrochem. Sci. 2015, 10, 1186–1198. [Google Scholar]
- Liu, Y.; Zhang, L.; Song, Q.; Xu, Z. Recovery of palladium as nanoparticles from waste multilayer ceramic capacitors by potential-controlled electrodeposition. J. Clean. Prod. 2020, 257, 120370. [Google Scholar] [CrossRef]
- Sun, Z.; Xiao, Y.; Sietsma, J.; Agterhuis, H.; Yang, Y. A Cleaner Process for Selective Recovery of Valuable Metals from Electronic Waste of Complex Mixtures of End-of-Life Electronic Products. Environ. Sci. Technol. 2015, 49, 7981–7988. [Google Scholar] [CrossRef] [PubMed]
- Haccuria, E.; Ning, P.; Cao, H.; Venkatesan, P.; Jin, W.; Yang, Y.; Sun, Z. Effective treatment for electronic waste—Selective recovery of copper by combining electrochemical dissolution and deposition. J. Clean. Prod. 2017, 152, 150–156. [Google Scholar] [CrossRef]
- Xu, X.; Sturm, S.; Samardzija, Z.; Scancar, J.; Markovic, K.; Rozman, K.Z. A facile method for the simultaneous recovery of rare-earth elements and transition metals from Nd–Fe–B magnets. Green Chem. 2020, 22, 1105–1112. [Google Scholar] [CrossRef]
- Koene, L.; Janssen, L. Removal of nickel from industrial process liquids. Electrochim. Acta 2001, 47, 695–703. [Google Scholar] [CrossRef]
- Abou-Shady, A.; Peng, C.; Bi, J.; Xu, H.; Almeria, O.J. Recovery of Pb (II) and removal of NO3− from aqueous solutions using integrated electrodialysis, electrolysis, and adsorption process. Desalination 2012, 286, 304–315. [Google Scholar] [CrossRef]
- Peng, C.; Jin, R.; Li, G.; Li, F.; Gu, Q. Recovery of nickel and water from wastewater with electrochemical combination process. Sep. Purif. Technol. 2014, 136, 42–49. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, F.; Ma, J.; Liang, P. Effective removal and selective capture of copper from salty solution in flow electrode capacitive deionization. Environ. Sci. Water Res. Technol. 2019, 6, 341–350. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Pushpavanam, M. Pulse and pulse reverse plating—Conceptual, advantages and applications. Electrochim. Acta 2008, 53, 3313–3322. [Google Scholar] [CrossRef]
- Balasubramanian, A.; Srikumar, D.S.; Raja, G.; Saravanan, G.; Mohan, S. Effect of pulse parameter on pulsed electrodeposition of copper on stainless steel. Surf. Eng. 2009, 25, 389–392. [Google Scholar] [CrossRef]
- Gao, Y.; Zhou, Y.; Wang, H.; Lin, W.; Wang, Y.; Sun, D.; Hong, J.; Li, Q. Simultaneous Silver Recovery and Cyanide Removal from Electroplating Wastewater by Pulse Current Electrolysis Using Static Cylinder Electrodes. Ind. Eng. Chem. Res. 2013, 52, 5871–5879. [Google Scholar] [CrossRef]
- Qiang, L.; Pinto, I.; Youcai, Z. Sequential stepwise recovery of selected metals from flue dusts of secondary copper smelting. J. Clean. Prod. 2014, 84, 663–670. [Google Scholar] [CrossRef]
- Su, Y.-B.; Li, Q.-B.; Wang, Y.-P.; Wang, H.-T.; Huang, J.; Yang, X. Electrochemical reclamation of silver from silver-plating wastewater using static cylinder electrodes and a pulsed electric field. J. Hazard. Mater. 2009, 170, 1164–1172. [Google Scholar] [CrossRef]
- Hannula, P.-M.; Khalid, M.K.; Janas, D.; Yliniemi, K.; Lundström, M. Energy efficient copper electrowinning and direct deposition on carbon nanotube film from industrial wastewaters. J. Clean. Prod. 2019, 207, 1033–1039. [Google Scholar] [CrossRef]
- Subbaiah, T.; Slngh, P.; Hefter, G.; Muir, D.; Das, R.P. Electrowinning of Copper in the Presence of Anodic Depolarisers—A Review. Miner. Process. Extr. Met. Rev. 2000, 21, 479–496. [Google Scholar] [CrossRef]
- Koo, J.-K.; Hong, H.-K.; Lee, J.-H. Recovery of Bi and Sb from Copper Spent Electrolytes by Electrowinning Method. J. Nanosci. Nanotechnol. 2015, 15, 8943–8946. [Google Scholar] [CrossRef]
- Thanu, V.C.; Jayakumar, M. Electrochemical recovery of antimony and bismuth from spent electrolytes. Sep. Purif. Technol. 2020, 235, 116169. [Google Scholar] [CrossRef]
- Cao, X.; Dreisinger, D.B.; Lu, J.; Belanger, F. Electrorefining of high purity manganese. Hydrometallurgy 2017, 171, 412–421. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Li, F.; Chen, M.; Shu, J.; Shirvani, M.; Li, Y.; Sun, Z.; Sun, S.; Xu, Z.; Fu, K.; Chen, S. Copper and gold recovery from CPU sockets by one-step slurry electrolysis. J. Clean. Prod. 2019, 213, 673–679. [Google Scholar] [CrossRef]
- Oishi, T.; Koyama, K.; Konishi, H.; Tanaka, M.; Lee, J.-C. Influence of ammonium salt on electrowinning of copper from ammoniacal alkaline solutions. Electrochim. Acta 2007, 53, 127–132. [Google Scholar] [CrossRef]
- Dong, B.; Fishgold, A.; Lee, P.; Runge, K.; Deymier, P.; Keswani, M. Sono-electrochemical recovery of metal ions from their aqueous solutions. J. Hazard. Mater. 2016, 318, 379–387. [Google Scholar] [CrossRef]
- Radziuk, D.; Möhwald, H. Ultrasonically treated liquid interfaces for progress in cleaning and separation processes. Phys. Chem. Chem. Phys. 2015, 18, 21–46. [Google Scholar] [CrossRef]
- Li, H.; Eksteen, J.; Oraby, E. Hydrometallurgical recovery of metals from waste printed circuit boards (WPCBs): Current status and perspectives—A review. Resour. Conserv. Recycl. 2018, 139, 122–139. [Google Scholar] [CrossRef]
- Oishi, T.; Koyama, K.; Alam, S.; Tanaka, M.; Lee, J.-C. Recovery of high purity copper cathode from printed circuit boards using ammoniacal sulfate or chloride solutions. Hydrometallurgy 2007, 89, 82–88. [Google Scholar] [CrossRef]
- Joda, N.N.; Rashchi, F. Recovery of ultra fine grained silver and copper from PC board scraps. Sep. Purif. Technol. 2012, 92, 36–42. [Google Scholar] [CrossRef]
- Mecucci, A.; Scott, K. Leaching and electrochemical recovery of copper, lead and tin from scrap printed circuit boards. J. Chem. Technol. Biotechnol. 2002, 77, 449–457. [Google Scholar] [CrossRef]
- Leclerc, N.; Legeai, S.; Balva, M.; Hazotte, C.; Comel, J.; Lapicque, F.; Billy, E.; Meux, E. Recovery of Metals from Secondary Raw Materials by Coupled Electroleaching and Electrodeposition in Aqueous or Ionic Liquid Media. Metals 2018, 8, 556. [Google Scholar] [CrossRef]
- Fogarasi, S.; Imre-Lucaci, F.; Fogarasi, M.; Imre-Lucaci, Á. Technical and environmental assessment of selective recovery of tin and lead from waste solder alloy using direct anodic oxidation. J. Clean. Prod. 2019, 213, 872–883. [Google Scholar] [CrossRef]
- Veit, H.M.; Bernardes, A.M.; Ferreira, J.Z.; Ten’orio, J.Z.F.; Malfatti, C. Recovery of copper from printed circuit boards scraps by mechanical processing and electrometallurgy. J. Hazard. Mater. 2006, 137, 1704–1709. [Google Scholar] [CrossRef] [PubMed]
- Fogarasi, S.; Imre-Lucaci, F.; Egedy, A.; Imre-Lucaci, Á.; Ilea, P. Eco-friendly copper recovery process from waste printed circuit boards using Fe3+/Fe2+ redox system. Waste Manag. 2015, 40, 136–143. [Google Scholar] [CrossRef] [PubMed]
- Matsumiya, M.; Sumi, M.; Uchino, Y.; Yanagi, I. Recovery of indium based on the combined methods of ionic liquid extraction and electrodeposition. Sep. Purif. Technol. 2018, 201, 25–29. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, Q.; Zhang, S.; Lu, X.; Zhang, X. Electrodeposition in Ionic Liquids. ChemPhysChem 2015, 17, 335–351. [Google Scholar] [CrossRef] [PubMed]
- Abbott, A.P.; Capper, G.; McKenzie, K.J.; Ryder, K. Electrodeposition of zinc–tin alloys from deep eutectic solvents based on choline chloride. J. Electroanal. Chem. 2007, 599, 288–294. [Google Scholar] [CrossRef]
- Gomez, E.; Cojocaru, P.; Magagnin, L.; Vallés, E. Electrodeposition of Co, Sm and SmCo from a Deep Eutectic Solvent. J. Electroanal. Chem. 2011, 658, 18–24. [Google Scholar] [CrossRef]
- Abbott, A.; Ballantyne, A.; Harris, R.; Juma, J.A.; Ryder, K.; Forrest, G. A Comparative Study of Nickel Electrodeposition Using Deep Eutectic Solvents and Aqueous Solutions. Electrochim. Acta 2015, 176, 718–726. [Google Scholar] [CrossRef]
- Simka, W.; Puszczyk, D.; Nawrat, G. Electrodeposition of metals from non-aqueous solutions. Electrochim. Acta 2009, 54, 5307–5319. [Google Scholar] [CrossRef]
- He, J.; Yang, J.; Tariq, S.M.; Duan, C.; Zhao, Y. Comparative investigation on copper leaching efficiency from waste mobile phones using various types of ionic liquids. J. Clean. Prod. 2020, 256, 120368. [Google Scholar] [CrossRef]
- Zante, G.; Braun, A.; Masmoudi, A.; Barillon, R.; Trébouet, D.; Boltoeva, M. Solvent extraction fractionation of manganese, cobalt, nickel and lithium using ionic liquids and deep eutectic solvents. Miner. Eng. 2020, 156, 106512. [Google Scholar] [CrossRef]
- El Abedin, S.Z.; Endres, F. Electrodeposition of Metals and Semiconductors in Air- and Water-Stable Ionic Liquids. ChemPhysChem 2006, 7, 58–61. [Google Scholar] [CrossRef] [PubMed]
- Kamimoto, Y.; Itoh, T.; Yoshimura, G.; Kuroda, K.; Hagio, T.; Ichino, R. Electrodeposition of rare-earth elements from neodymium magnets using molten salt electrolysis. J. Mater. Cycles Waste Manag. 2018, 20, 1918–1922. [Google Scholar] [CrossRef]
- Abbasalizadeh, A.; Malfliet, A.; Seetharaman, S.; Sietsma, J.; Yang, Y. Electrochemical Recovery of Rare Earth Elements from Magnets: Conversion of Rare Earth Based Metals into Rare Earth Fluorides in Molten Salts. Mater. Trans. 2017, 58, 400–405. [Google Scholar] [CrossRef]
- Martinez, A.M.; Kjos, O.; Skybakmoen, E.; Solheim, A.; Haarberg, G.M. Extraction of rare earth metals from Nd-based scrap by electrolysis from molten salts. ECS Trans. 2012, 50, 453–461. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, C.; Guo, L.; An, Z.; Zhao, Z.; Li, B. Recovery of rare-earth element from rare-earth permanent magnet waste by electro-refining in molten fluorides. Sep. Purif. Technol. 2020, 233, 116030. [Google Scholar] [CrossRef]
- Grinberg, V.; Mazin, V. Electrochemical processes in liquid and supercritical carbon dioxide. Russ. J. Electrochem. 1998, 34, 223–229. [Google Scholar]
- Abbott, A.; Eardley, C.A. Solvent Properties of Liquid and Supercritical Hydrofluorocarbons. J. Phys. Chem. B 1999, 103, 2504–2509. [Google Scholar] [CrossRef]
- Blackburn, J.M.; Long, D.P.; Cabañas, A.; Watkins, J.J. Deposition of Conformal Copper and Nickel Films from Supercritical Carbon Dioxide. Science 2001, 294, 141–145. [Google Scholar] [CrossRef]
- Toghill, K.; Méndez, M.A.; Voyame, P. Electrochemistry in supercritical fluids: A mini review. Electrochem. Commun. 2014, 44, 27–30. [Google Scholar] [CrossRef][Green Version]
- Branch, J.A.; Bartlett, P.N. Electrochemistry in supercritical fluids. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2015, 373, 20150007. [Google Scholar] [CrossRef]
- Bartlett, P.N.; Cook, D.A.; George, M.W.; Hector, A.L.; Ke, J.; Levason, W.; Reid, G.; Smith, D.C.; Zhang, W. Electrodeposition from supercritical fluids. Phys. Chem. Chem. Phys. 2014, 16, 9202–9219. [Google Scholar] [CrossRef]
- Ke, J.; Bartlett, P.N.; Cook, D.; Easun, T.L.; George, M.W.; Levason, W.; Reid, G.; Smith, D.; Su, W.; Zhang, W. Electrodeposition of germanium from supercritical fluids. Phys. Chem. Chem. Phys. 2011, 14, 1517–1528. [Google Scholar] [CrossRef]
- McDonald, A.C.; Fan, F.R.F.; Bard, A.J. Electrochemistry in near-critical and supercritical fluids. Water. Experimental techniques and the copper(II) system. J. Phys. Chem. 1986, 90, 196–202. [Google Scholar] [CrossRef]
- Abbott, A.P.; Harper, J.C. Electrochemical investigations in supercritical carbon dioxide. J. Chem. Soc. Faraday Trans. 1996, 92, 3895–3898. [Google Scholar] [CrossRef]
- Ursov, E.D.; Kondratenko, M.S.; Gallyamov, M.O. Platinum Electrodeposition from a Carbon Dioxide-Based Supercritical Electrolyte. Dokl. Phys. Chem. 2019, 489, 173–176. [Google Scholar] [CrossRef]
- Ke, J.; Su, W.; Howdle, S.; George, M.W.; Cook, D.; Perdjon-Abel, M.; Bartlett, P.N.; Zhang, W.; Cheng, F.; Levason, W.; et al. Electrodeposition of metals from supercritical fluids. Proc. Natl. Acad. Sci. USA 2009, 106, 14768–14772. [Google Scholar] [CrossRef]
- Cook, D.; Bartlett, P.N.; Zhang, W.; Levason, W.; Reid, G.; Ke, J.; Su, W.; George, M.W.; Wilson, J.; Smith, D.; et al. The electrodeposition of copper from supercritical CO2/acetonitrile mixtures and from supercritical trifluoromethane. Phys. Chem. Chem. Phys. 2010, 12, 11744–11752. [Google Scholar] [CrossRef] [PubMed]
- Champion, M.J.D.; Levason, W.; Pugh, D.; Reid, G. Hexahalometallate salts of trivalent scandium, yttrium and lanthanum: Cation–anion association in the solid state and in solution. New J. Chem. 2016, 40, 7181–7189. [Google Scholar] [CrossRef]
- Han, X.; Ke, J.; Suleiman, N.; Levason, W.; Pugh, D.; Zhang, W.; Reid, G.; Licence, P.; George, M.W. Phase behaviour and conductivity of supporting electrolytes in supercritical difluoromethane and 1,1-difluoroethane. Phys. Chem. Chem. Phys. 2016, 18, 14359–14369. [Google Scholar] [CrossRef] [PubMed]
- Bartlett, P.N.; Burt, J.; Cook, D.A.; Cummings, C.Y.; George, M.W.; Hector, A.L.; Hasan, M.M.; Ke, J.; Levason, W.; Pugh, D.; et al. A Versatile Precursor System for Supercritical Fluid Electrodeposition of Main-Group Materials. Chem. A Eur. J. 2015, 22, 302–309. [Google Scholar] [CrossRef] [PubMed]
- Cummings, C.Y.; Bartlett, P.N.; Pugh, D.; Reid, G.; Levason, W.; Hasan, M.M.; Hector, A.L.; Spencer, J.; Smith, D.C.; Marks, S.; et al. Electrodeposition of Protocrystalline Germanium from Supercritical Difluoromethane. ChemElectroChem 2016, 3, 726–733. [Google Scholar] [CrossRef]
- Bartlett, P.N.; Cook, D.A.; Hasan, M.M.; Hector, A.L.; Marks, S.; Naik, J.; Reid, G.; Sloan, J.; Smith, D.C.; Spencer, J.; et al. Supercritical fluid electrodeposition, structural and electrical characterisation of tellurium nanowires. RSC Adv. 2017, 7, 40720–40726. [Google Scholar] [CrossRef]
- Lodge, A.W.; Hasan, M.M.; Bartlett, P.N.; Beanland, R.; Hector, A.L.; Kashtiban, R.J.; Levason, W.; Reid, G.; Sloan, J.; Smith, D.C.; et al. Electrodeposition of tin nanowires from a dichloromethane based electrolyte. RSC Adv. 2018, 8, 24013–24020. [Google Scholar] [CrossRef]
- Bartlett, P.N.; Beanland, R.; Burt, J.; Hasan, M.M.; Hector, A.L.; Kashtiban, R.J.; Levason, W.; Lodge, A.W.; Marks, S.; Naik, J.; et al. Exploration of the Smallest Diameter Tin Nanowires Achievable with Electrodeposition: Sub 7 nm Sn Nanowires Produced by Electrodeposition from a Supercritical Fluid. Nano Lett. 2018, 18, 941–947. [Google Scholar] [CrossRef] [PubMed]
- Wang, J. Electrochemical biosensors: Towards point-of-care cancer diagnostics. Biosens. Bioelectron. 2006, 21, 1887–1892. [Google Scholar] [CrossRef] [PubMed]
- Lu, W.; Lieber, C.M.; Rodgers, P. Nanoelectronics from the bottom up. Nanosci. Technol. 2009, 137–146. [Google Scholar] [CrossRef]
- Zhang, Y.; Erkey, C. Preparation of supported metallic nanoparticles using supercritical fluids: A review. J. Supercrit. Fluids 2006, 38, 252–267. [Google Scholar] [CrossRef]
- Erkey, C. Preparation of metallic supported nanoparticles and films using supercritical fluid deposition. J. Supercrit. Fluids 2009, 47, 517–522. [Google Scholar] [CrossRef]
- Tang, H.-C.; Chen, C.-Y.; Nagoshi, T.; Chang, T.-F.M.; Yamane, D.; Machida, K.; Masu, K.; Sone, M. Enhancement of mechanical strength in Au films electroplated with supercritical carbon dioxide. Electrochem. Commun. 2016, 72, 126–130. [Google Scholar] [CrossRef]
- Liu, C.; Su, F.; Liang, J. Corrosion and Wear Behavior of Sc-CO2 Assisted-Deposition Nanocrystalline Co Film in Simulated Body Fluid. J. Electrochem. Soc. 2016, 163, D585–D591. [Google Scholar] [CrossRef]
- Liu, W.Q.; Lei, W.N.; Shen, Y.; Wang, C.Y.; Qian, H.F.; Li, Q.L. Performance characterization and preparation of Ni-SiC nanocomposites based on SCF-CO2. Integr. Ferroelectr. 2017, 179, 45–55. [Google Scholar] [CrossRef]
- Chuang, H.-C.; Sánchez, J.; Cheng, H.-Y. The Effect of Surfactant Content over Cu-Ni Coatings Electroplated by the sc-CO2 Technique. Materials 2017, 10, 428. [Google Scholar] [CrossRef] [PubMed]
- Chuang, H.-C.; Yang, H.-M.; Wu, G.-L.; Sanchez, J.; Shyu, J.-H. The effects of ultrasonic agitation on supercritical CO2 copper electroplating. Ultrason. Sonochem. 2018, 40, 147–156. [Google Scholar] [CrossRef] [PubMed]
- Chuang, H.-C.; Sanchez, J. Fabrication of Cu coatings by ultrasound-assisted supercritical argon electroplating. Mater. Lett. 2019, 243, 54–57. [Google Scholar] [CrossRef]
- Chuang, H.-C.; Jiang, G.-W.; Sanchez, J. Study on the changes of ultrasonic parameters over supercritical Ni-Co electroplating process. Ultrason. Sonochem. 2020, 60, 104805. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.-S.; Su, F.-H.; Liang, J.-Z. Fabrication of Co−Ni−P film with excellent wear and corrosion resistance by electroplating with supercritical CO2 emulsion. Trans. Nonferrous Met. Soc. China 2018, 28, 2489–2498. [Google Scholar] [CrossRef]
- Chuang, H.-C.; Su, H.-C.; Sanchez, J. The characteristics of nickel film produced by supercritical carbon dioxide electroplating with ultrasonic agitation. Ultrason. Sonochem. 2019, 57, 48–56. [Google Scholar] [CrossRef] [PubMed]
- Chuang, H.-C.; Sanchez, J. Parametric Characterization of Copper Metal Coatings Produced by Supercritical Argon Electroplating. JOM 2019, 72, 711–720. [Google Scholar] [CrossRef]
- Lister, T.E.; Diaz, L.A.; Clark, G.G.; Keller, P. Process Development for the Recovery of Critical Materials from Electronic Waste; Idaho National Lab. (INL): Idaho Falls, ID, USA, 2016.
- Kim, E.-Y.; Kim, M.-S.; Lee, J.-C.; Yoo, K.; Jeong, J. Leaching behavior of copper using electro-generated chlorine in hydrochloric acid solution. Hydrometallurgy 2010, 100, 95–102. [Google Scholar] [CrossRef]
- Khaliq, A.; Rhamdhani, M.A.; Brooks, G.; Masood, S. Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: A Review and Australian Perspective. Resources 2014, 3, 152–179. [Google Scholar] [CrossRef]













| Target Metals for Recovery from E-Waste/Leachates/Feeds | Electrolyte Used in Electrochemical Approaches | Metal Purity % and (Recovery %) | Operating Parameters | Ref. |
|---|---|---|---|---|
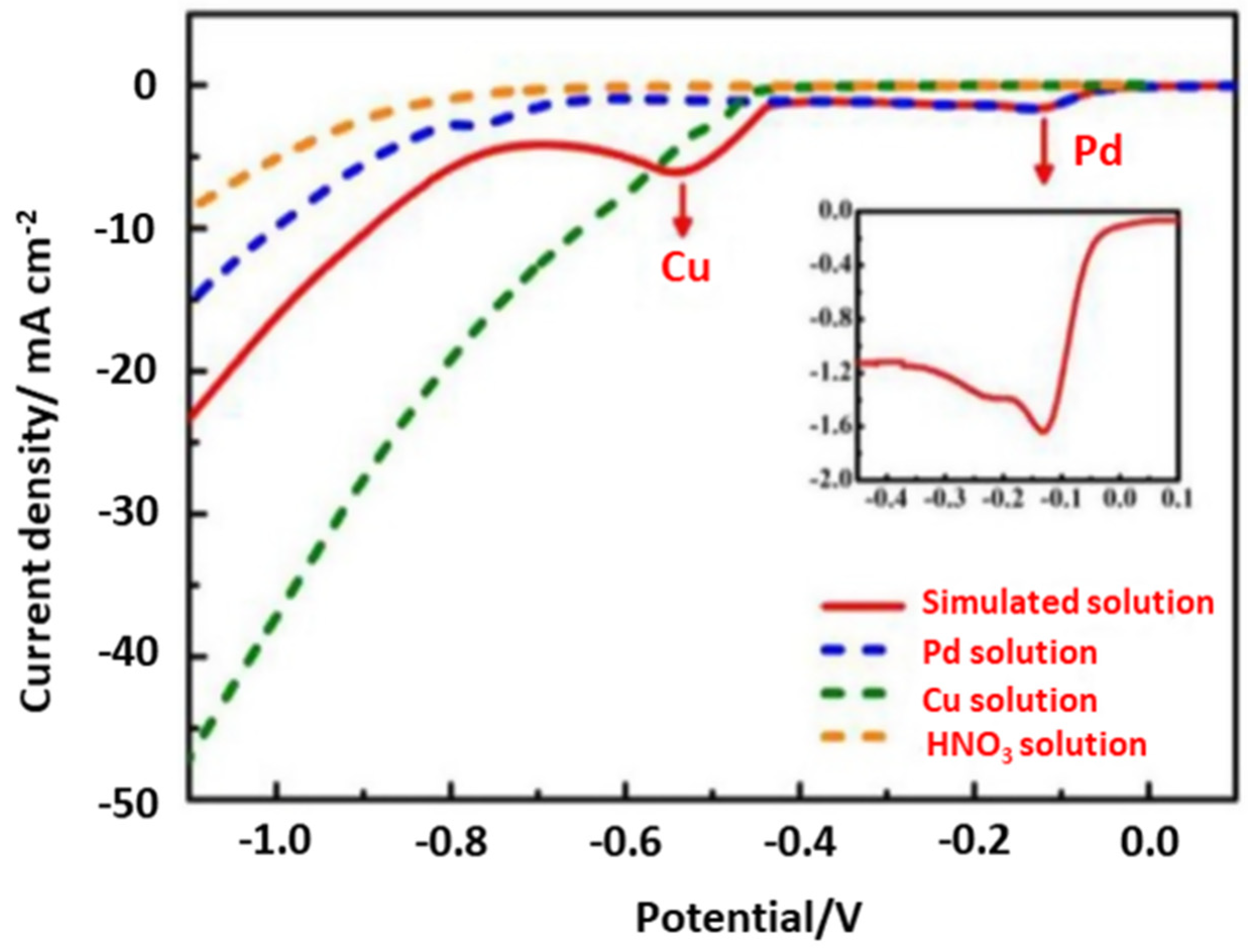
| Cu2+ and Pd2+ ions from e-waste MLCCs | HNO3 | Pd purity >99% and recovery 99.02% | −0.25 V, agitation speed of 240 rpm and 0.5 M HNO3 | [62] |
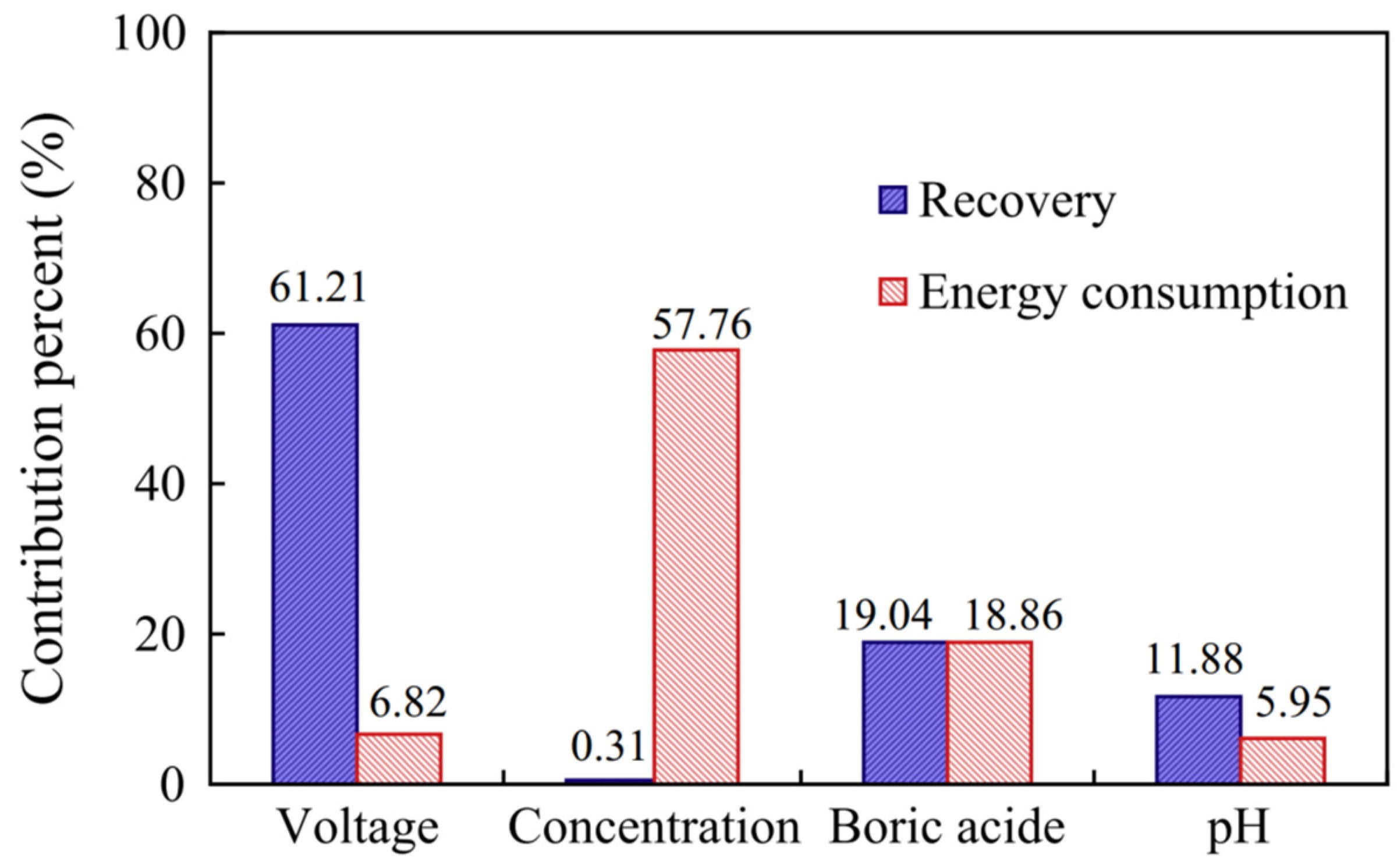
| Fe2+ and REE ions from permanent waste magnets (Nd-Fe-B) | (NH4)2SO4 and (Na3Citrate) | REEs recovery (93.7% Nd, 3.1% Dy and 2.6% Pr) with high purity of 99.4% | pH value of 3.5~4.5, current density of 25 mA cm−2 at the anode | [65] |
| Zn2+, Cu2+, and various metal ions from flue dusts | NaOH | Recovery of 88–92% of Zn | Pulse current electrolysis at Ton = 15 ms and Toff = 10 ms | [73] |
| Low concentrated Ag+ ions in electroplating wastewater | Silver electroplating rinse | |||
| Wastewater (200 ± 10.0 mg L−1 and 150 ± 10.0 mg L−1 cyanide at pH 10.0 ± 0.5) | NaCl addition of 0.05 mol L−1 at room temperature | 99% of Ag | Voltage (4.0 V), frequency (800 Hz), duty cycle (50%) pH 9.5 ± 0.5, aeration rate of 100 L h−1, and stirring speed of 1000 rpm with | [72] |
| Spent electrolytes with Bi, Sb, and Cu ions | Catholyte: NaCl and H2SO4 for Bi, HCl for Sb Anolyte: H2SO4 | Bi 97% and Sb 96% purity | −0.1 V and −0.25 V (vs. Ag/AgCl) at 10 mA cm−2 for Bi and Sb, respectively. | [77] |
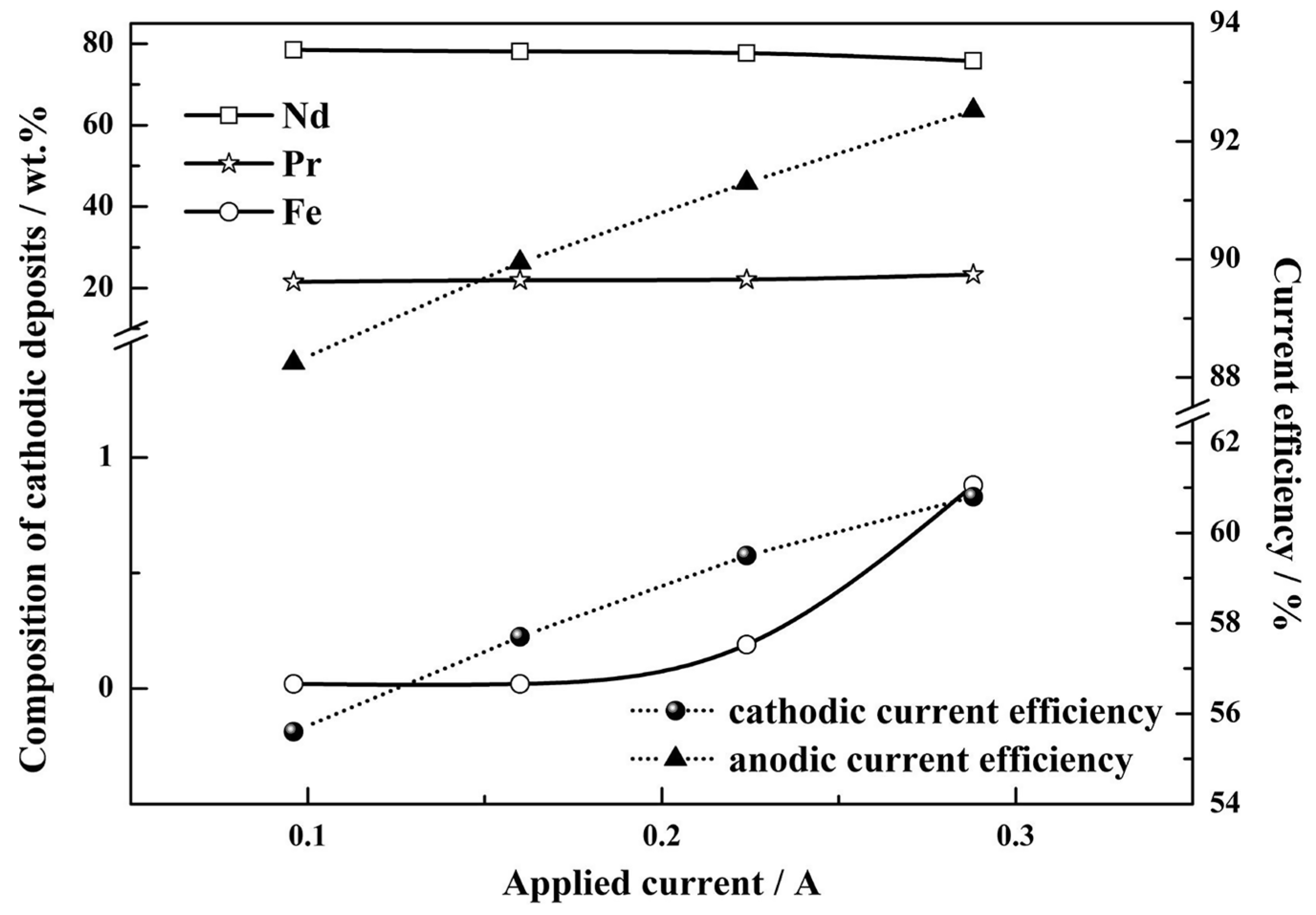
| Nd, Pr, and Fe components from rare-earth permanent magnet (REPM) wastes | Molten LiF-CaF2 salts | ~80% and ~20% purity of Nd and Pr, respectively. Fe impurity increases from 0 to 1% with the increase of applied current (0.1–0.3 A) | REE elements were directly reduced into metallic form at cathode. | [105] |
| Electrowinning of Cu2+ | Ammonical alkaline solutions containing Cu(I) ions and an ammonium salt of sulfate or chloride or nitrate | The cathode current efficiency during the copper electrodeposition ~90% for chloride, ~80% for sulfate, and ~30% for nitrate salt electrolyte | [82] | |
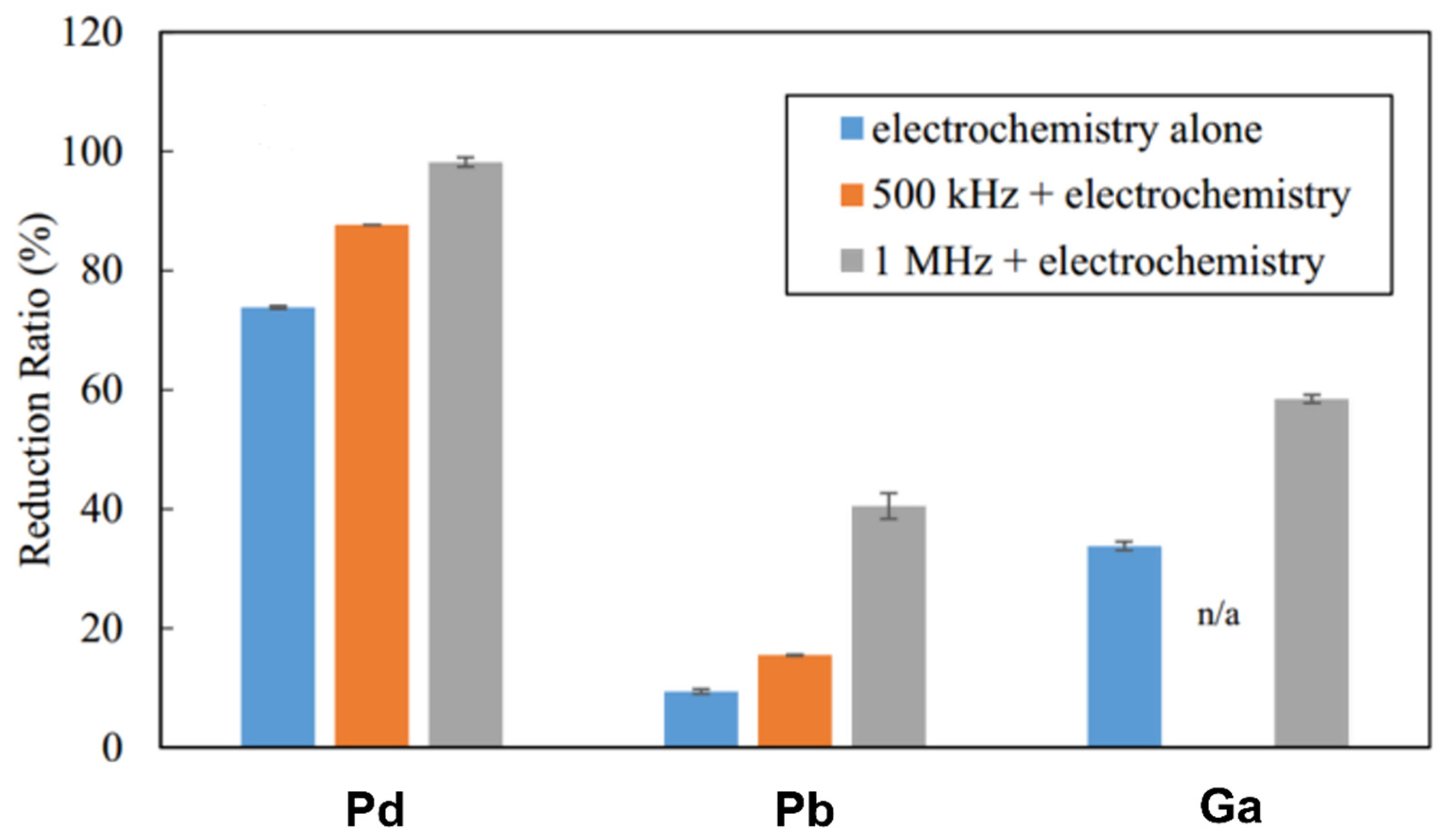
| Sonoelectrochemical recovery of Pd2+, Pb2+, and Ga3+ | Pd(NO3)2-HNO3 electrolyte for Pd | ~100% palladium reduction ratio at condition of 120 min with acoustic field of 1 MHz sonication | +0.987 V vs. Ag/AgCl (sat. KCl) for Pd2+ reduction using Pt mesh as working electrode and counter electrode | [83] |
| PbCl2-CH3COONH4 electrolyte for lead | ~60% lead reduction ratio at condition of 120 min with acoustic field of 1 MHz sonication | 0.126 V vs. Ag/AgCl (sat. KCl) for Pb2+ reduction using copper sheet as working electrode and Pt mesh counter electrode | ||
| GaCl3-NaCl electrolyte for gallium. | ~75% gallium reduction ratio at condition of 120 min with acoustic field of 1 MHz sonication | −0.530 V vs. Ag/AgCl (sat. KCl) for Ga3+ reduction using vitreous carbon rod as working electrode and Pt mesh counter electrode, | ||
| Sn and Pb recovery from waste solder alloy | (0.5 M H2SO4, 60 A m−2 and flow rate of 45 mL min−1) | 82 wt% Pb is recovered as PbSO4 at the anode; Sn is recovered as cathodic deposit | [90] | |
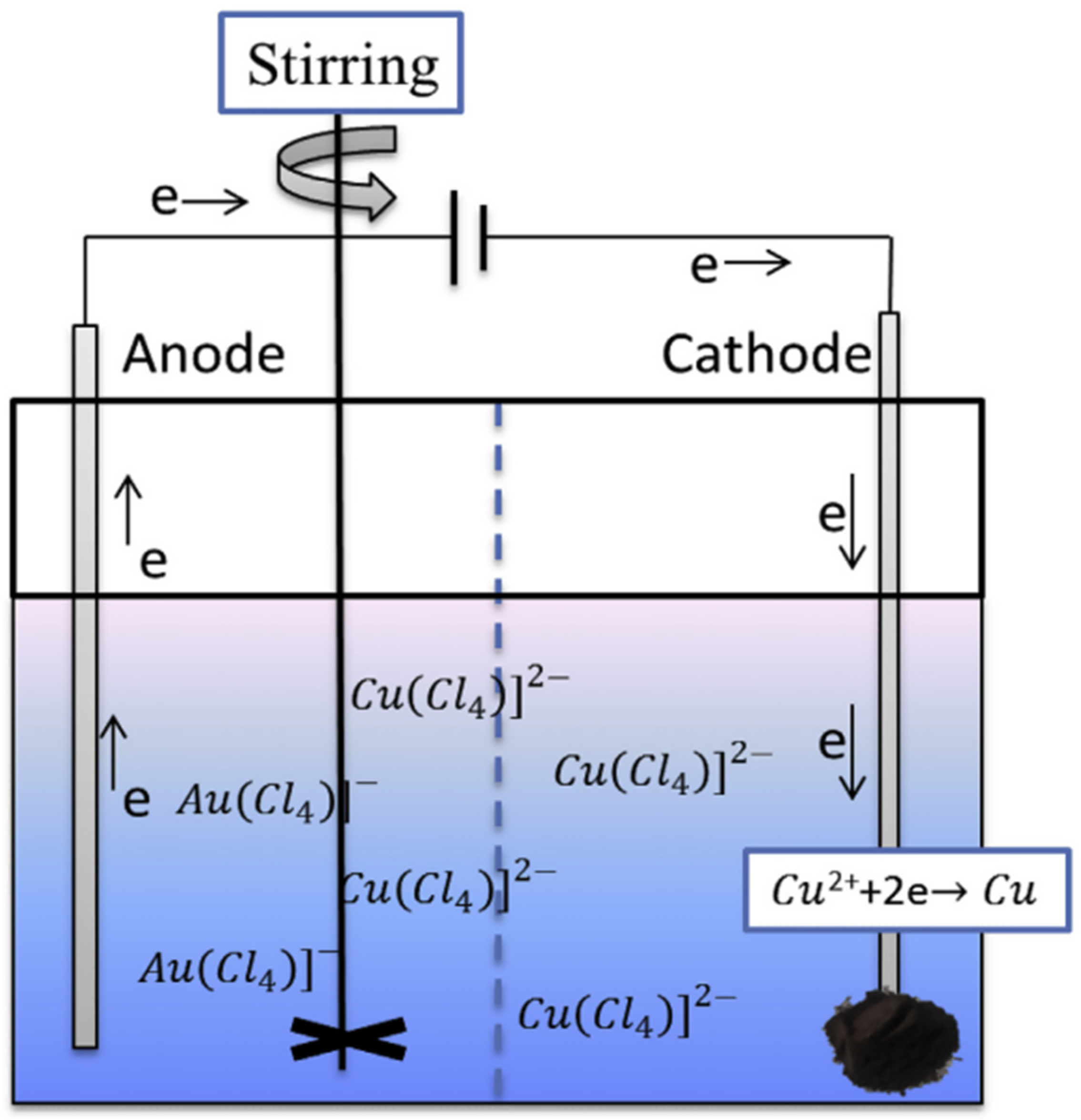
| Cu and Au recovery from CPU sockets | Electroleaching/electrodeposition | Cu recovery efficiency of 96.67% with high Cu purity (98.16%); Au recovery efficiency 95.73% | Operating conditions (4 M HCl, 75 g L−1 pulp density, 80 mA cm−2 and 4 h) for Cu and (4 M HCl, 100 g L−1 pulp density, 70 mA cm−2 and 4 h) for Au. | [81] |
| Selective In recovery from spent LCDs using ionic liquid extraction and electrodeposition | [N1116][TFSA] and [TBP] | In 81.46 wt%, Ni 3.34 wt%, Zn 15.20 wt%, | Potentiostatic electrodeposition of extracted [In(TBP)33+] in [N1116][TFSA] at −1.0 V on a platinum quartz crystal electrode, Overpotential E/V vs. Pt QRE | [93] |
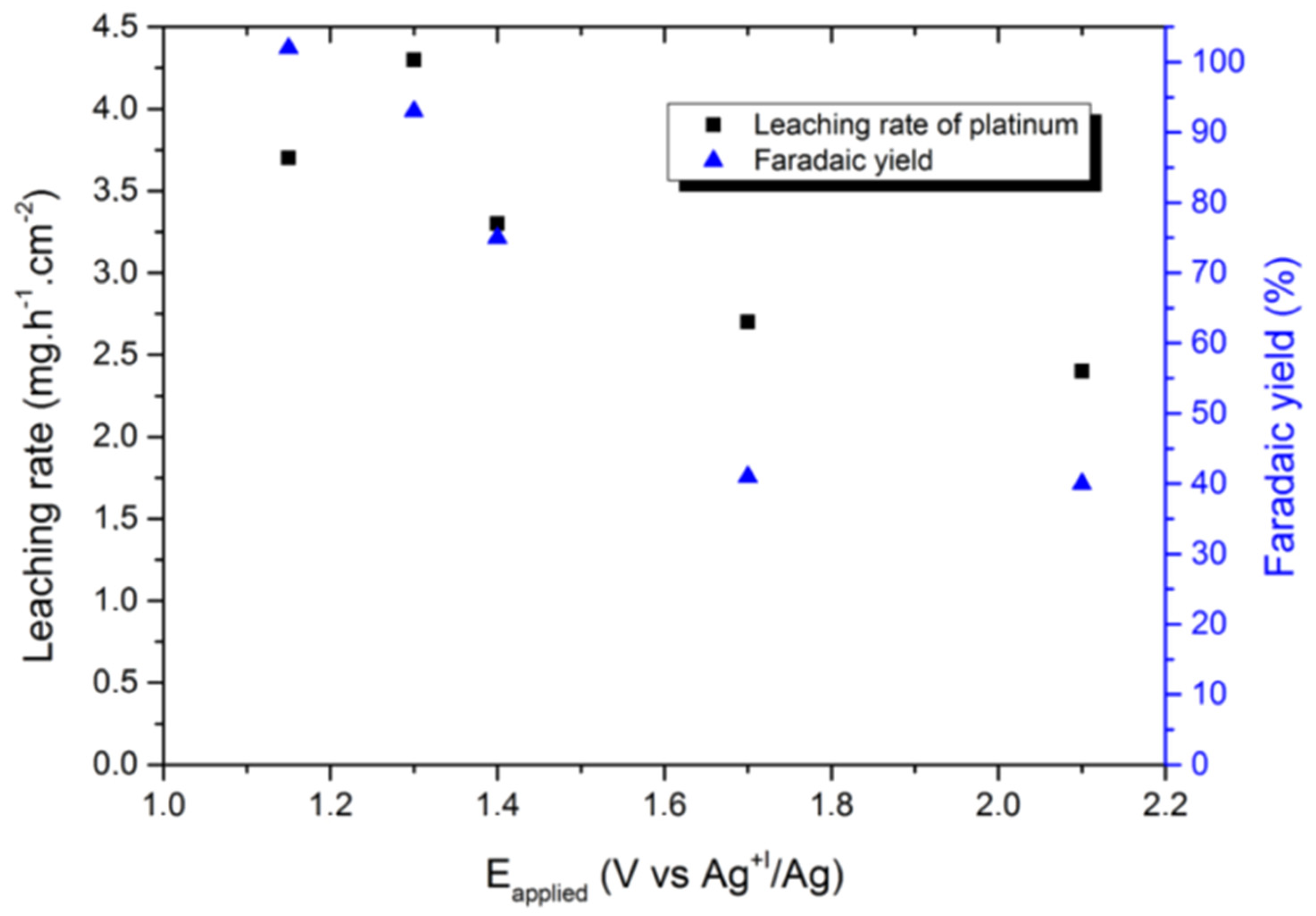
| Pt recovery from spent membrane electrode assemblies | (BMIM Cl)/(BMIM TFSI) system | - | Pt deposition at −1.3 V (vs. Ag+1/Ag) | [89] |
| S.N. | Electrochemical Processes | Advantages | Disadvantages |
|---|---|---|---|
| 1 | Potential controlled electrodeposition | Highly selective metal recovery | Thickness non-uniformity |
| 2 | Current controlled electrodeposition | Electrocrystallization to obtain large crystals | Thickness non-uniformity, co-deposition of different metal species |
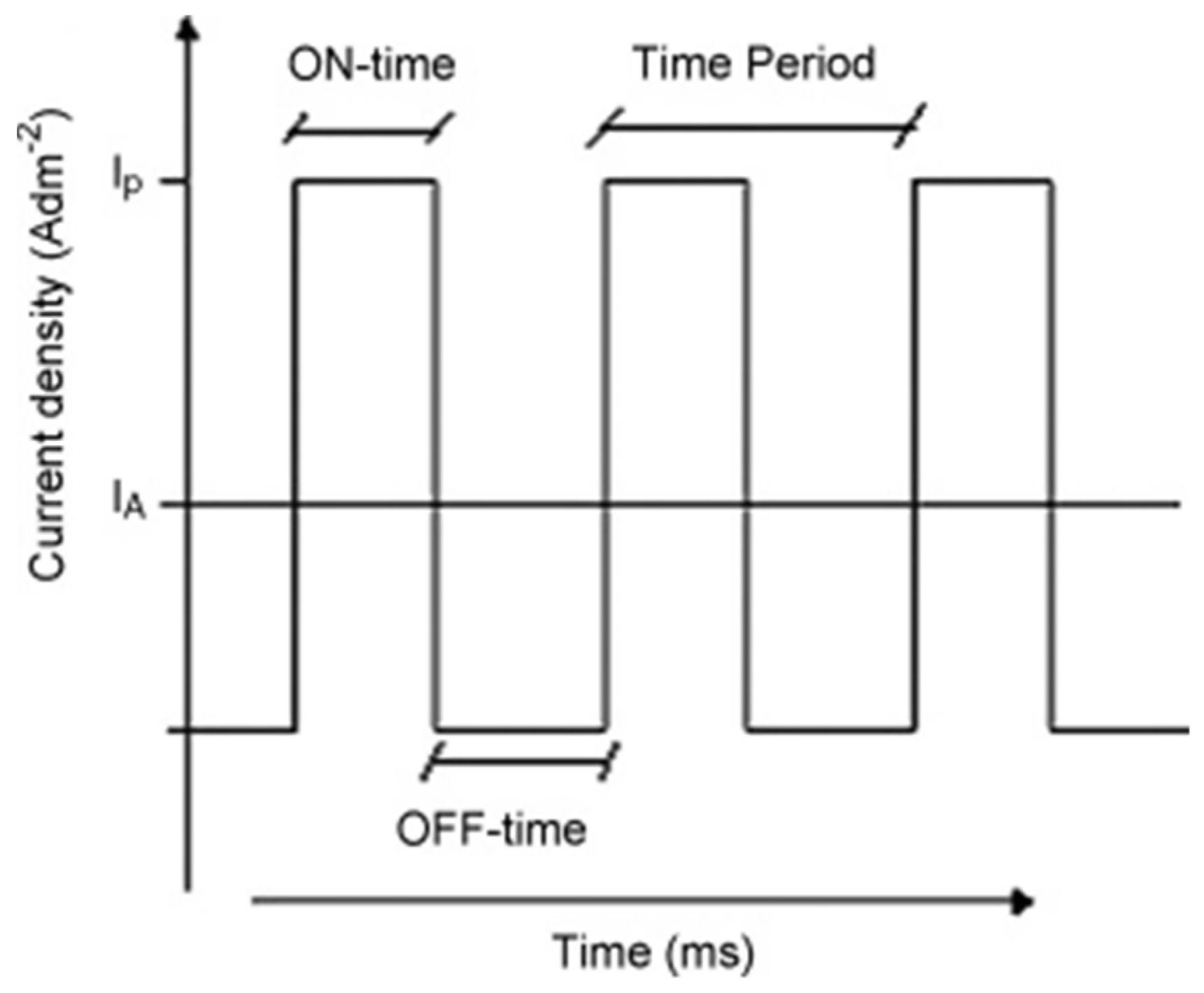
| 3 | Pulsed current electrodeposition [70] | Fine control on electrodeposit structure | Pulse rectifier costly |
| 4 | Pulsed voltage electrodeposition [70] | Fine control on electrodeposit structure | Pulse rectifier costly |
| 5 | Electrowinning and electrorefining | Large areas and thicker deposition | Hydrogen embrittlement, hydrogen evolution |
| 6 | Aqueous electrolyte-based | Inexpensive and plenty | Hydrogen embrittlement, hydrogen evolution |
| 7 | Non-Aqueous electrolyte-based | Large window stability, selective deposition | Costly and metal ions impurities |
| 8 | Supercritical fluid-based electrodeposition | Tunability, enhanced mass transport and selectivity | Pressurized reactor designs |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rai, V.; Liu, D.; Xia, D.; Jayaraman, Y.; Gabriel, J.-C.P. Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review. Recycling 2021, 6, 53. https://doi.org/10.3390/recycling6030053
Rai V, Liu D, Xia D, Jayaraman Y, Gabriel J-CP. Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review. Recycling. 2021; 6(3):53. https://doi.org/10.3390/recycling6030053
Chicago/Turabian StyleRai, Varun, Daobin Liu, Dong Xia, Yamuna Jayaraman, and Jean-Christophe P. Gabriel. 2021. "Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review" Recycling 6, no. 3: 53. https://doi.org/10.3390/recycling6030053
APA StyleRai, V., Liu, D., Xia, D., Jayaraman, Y., & Gabriel, J.-C. P. (2021). Electrochemical Approaches for the Recovery of Metals from Electronic Waste: A Critical Review. Recycling, 6(3), 53. https://doi.org/10.3390/recycling6030053