Abstract
Conversion of Pennisetum purpureum × Pennisetum americanum (Napier Pak Chong1) press cake into biobutanol using Clostridium beijerinckii TISTR 1461 was proposed as an alternative to combustion in this study. The optimum conditions for biobutanol fermentation were determined using a full factorial design and a central composite design of experiment. The studied factors were initial pHs (5.50–6.50) and sugar concentrations (40–60 g/L), while butanol yield (g/g reducing sugar utilized) was specified as the optimization response. The results showed that the suitable enzyme loading of alkali-pretreated press cake (at 3% w/w NaOH, 10% substrate loading, boiling at 90 °C, with a reaction time of 1 h) was 10 FPU/g biomass, which provided a glucose yield of 345 mg/g pretreated press cake. The optimized pH and reducing sugar concentration were 6.08 and 43 g/L, respectively. At these conditions, the maximum butanol yield from the hydrolysate of NaOH-pretreated press cake was 0.135 g/g reducing sugar utilized (0.30 g/g glucose utilized). Apart from the possibility of generating much less pollution, it was estimated that using the same amount of press cake, butanol production could possibly have a value comparable to that obtained from combustion for electricity production. A new concept for overall Napier Pak Chong1 grass utilization was also presented.
1. Introduction
The stability of Thailand’s energy situation has depended heavily on imported fossil fuels and related chemicals. Production of these substances from renewable resources is considered as one of the country’s best solutions to energy instability. Currently, biogas from manure and industrial wastewater is one of the most widely used renewable energies in Thailand. Moreover, the government has also supported biogas power plants using grass or agricultural wastes as feedstock. Napier Pak Chong1 grass has gained much attention for its use as the feedstock for renewable energy production in Thailand, thanks to its superior production yield and suitability for planting in the country’s climate [1,2].
The method of integrated generation of solid fuel and biogas from biomass (IFBB) offers a promising alternative utilization of grass [3]. For this method, grass is separated into two parts, i.e., press fluid and press cake. The biogas can be produced from the press fluid and the press cake can be used as a solid fuel, mainly in the process of combustion. This is sensible as the press fluid contains mostly soluble substrates and nutrients, which can easily be biologically converted into biogas [4]. However, the process of combustion with the press cake can be quite complicated, as the press cake still contains a high moisture content, thus requiring the energy-consuming thermal drying step. Moreover, combustion of the damp biomass can also generate high amounts of toxic gases and particulate matter, which have been among the most concerning air pollutants in Thailand [5]. Additionally, as considerable amounts of organic compounds still remain in the press cake, without proper management, the use of press cakes could pose some environmental issues and seriously lessen the positive impact of the IFBB concept.
One of the most promising ways to utilize the press cake is to transform it biologically into renewable fuels or other usable products. This is in line with Thailand’s plan to increase the production of alternative biofuels from biomass, e.g., bio-ethanol, bio-diesel and compressed biomethane, which are currently commercial biofuels. Use of these biofuels, however, still has some limitations, e.g., the high moisture content and corrosivity of bioethanol, which makes it problematic for transporting via pipes. In recent years, there has been interest in biobutanol as an alternative biofuel [6,7,8,9]. Biobutanol has many advantageous properties over ethanol, such as higher energy content [10] and lower volatility, which makes it safer to use. It is also less corrosive, and can be distributed through existing petrol pipelines. Moreover, biobutanol can be utilized directly or blended with gasoline or diesel. Mixtures of butanol and gasoline (at any ratios) are superior to those of ethanol and gasoline for use in automobile engine or vehicles, without any need for modification, thanks to their energy density and octane number, which are similar to those of gasoline [11]. Moreover, high-quality butanol can also be used in some industrial processes as a solvent, or as an intermediate in chemical synthesis.
The cellulose, hemicellulose, and lignin compositions of the dried press cake of Napier Pak Chong1 were reported to be 41.68 ± 4.76%, 20.76 ± 3.90% and 14.07 ± 3.84%, respectively [4]. The high cellulose contents of this press cake show its great potential for renewable energy productions, such as biofuel (butanol and ethanol) and bio-based chemical production. Generally, the refinery of lignocellulosic biomass requires the hydrolysis of cellulose with enzymes, and the conversion of sugars to usable products by microorganisms [12,13,14]. However, lignin, which is a polymer that forms a complex network cross-linking cellulose and hemicellulose, can cause difficulties for enzymes in degrading cellulose and hemicellulose to monomeric sugars. Thus, pretreatment by removing lignin contents and the breaking down of structural linkages to reduce the crystallinity and surface area of cellulose are required to increase its enzymatic digestibility [15,16].
Among all the tested pretreatment methods, alkaline pretreatment is effective on agricultural residues because it is relatively inexpensive, less corrosive, and requires less energy [17]. There have been reports that alkaline pretreatment has greater effects on the dissolving of lignin than on the dissolving of cellulose or hemicellulose [16,18]. Alkaline pretreatment with sodium hydroxide has been widely used for agricultural residues due to its effectiveness in removing lignin (84–94%) [15,19] and its suitability for industrial application. In addition, alkaline pretreatment can dissolve lignin more than cellulose and hemicellulose [20], and it generates higher amounts of remaining solid fraction than acid pretreatment [16].
Biobutanol has been produced via biological acetone-butanol-ethanol (ABE) fermentation using clostridia strains [6]. ABE fermentation is an attractive process for the bioconversion of lignocellulosic biomass, as clostridia are able to ferment glucose and pentose derived from hemicellulose and cellulose, respectively. Various forms of lignocellulosic biomass can be used as the feedstock for butanol production by Clostridium sp., such as Napier grass stem [20], switchgrass [21,22], sweet sorghum stem juice [23], corn cob [24,25], corn stover [26], palm kernel cake [27], and barley straw [28]. There have been studies related to butanol production from several agricultural residues and new strains of Clostridium sp. [29]. However, research on the production of biobutanol from the press cake of Napier Pak Chong1 grass, which offers an encouraging alternative for better, more environmentally friendly utilization of this grass, is still lacking. Biological conversion for renewable energy and usable chemical generation could be one of the most suitable ways of sustainably utilizing this press cake. These methods of press cake utilization may also be the most promising way to eliminate environmental issues that the use of press cake can pose without proper management or application.
This work aimed to determine the optimum conditions, i.e., pH and sugar concentration, for biobutanol production from the press cake of Napier Pak Chong1 grass. In our preliminary study, we found that C. beijerinckii TISTR 1461 provided the best sugar utilization rate for butanol production, compared to those of C. acetobutylicum TISTR 1462, C. beijerinckii JCM 1390, C. beijerinckii DSM 791, and C. acetobutylicum JCM 1419 [30]. The strain TISTR 1461 could utilize up to 66.4% of glucose for butanol production, while less than 50% of glucose was utilized by other cultures. Therefore, C. beijerinckii TISTR 1461 was found to be the most suitable strain for biobutanol production, and was used in the current study. The press cake was converted into butanol via the consecutive steps of NaOH pretreatment, enzymatic hydrolysis, and butanol fermentation using Clostridium beijerinckii TISTR 1461. In order to efficiently utilize this grass species and eliminate the potential of pollution created, a new concept for Napier Pak Chong1 grass utilization was also proposed.
2. Materials and Methods
2.1. Press Cake
Press cake was obtained from the hydrothermal conditioning and mechanical dehydration processes of Napier Pak Chong1 grass harvested from Chiang Mai Fresh Milk farm, Lamphun, Thailand [31]. Briefly, the 75 d old grass was chopped using a hammer mill (Nimut Engineering company, Bangkok, Thailand) to 2 mm and mixed with water (grass:water = 1:6 kg:L) in a 100 L stainless tank for 355 min at ambient water temperature (approximately 25 °C). Then, the conditioned Napier Pak Chong1 samples were gravitationally separated from water. Subsequent mechanical dehydration of the conditioned Napier Pak Chong1 samples was carried out using a screw press (Arkarnsin machinery company, Chiang Mai, Thailand) to obtain the grass juice and press cake. The press cake was dried in a hot-air oven (Memmert, Büchenbach, Germany) at 90 °C for 1 d. The dried press cake was ground to a small size, sieved through 100-mesh sieve, and stored in a sealed plastic bag at room temperature until being used in the alkaline pretreatment. The contents of cellulose, hemicellulose, and lignin were measured according to the detergent method [32]. The compositions of cellulose, hemicellulose, and lignin in the dried grass press cake were 41.68 ± 4.76%, 20.76 ± 3.90%, and 14.07 ± 3.84%, respectively.
2.2. Alkaline Pretreatment
Sodium hydroxide (NaOH) was used in the alkaline pretreatment method to remove the lignin content of the press cake. The dried press cake (60 g) was soaked in 600 mL of 3% (w/w) NaOH (solid to liquid ratio of 1:10). The slurry was mixed and boiled at 90 °C for 1 h. After that, the pretreated grass fiber was washed with tap water to adjust the pH to neutral. Then, the pretreated grass fiber was dried in a hot-air oven at 80 °C for 2 d, or until a constant weight was obtained. The pretreated press cake sample was analyzed for cellulose, hemicellulose, and lignin contents, and stored in a zipped plastic bag at room temperature until being used for the enzymatic hydrolysis. The removal of each composition, i.e., cellulose, hemicellulose, and lignin, was calculated using Equation (1):
where the mass of composition in pretreated biomass is the percentage of each composition in the pretreated biomass multiplied by the dried weight of the biomass after pretreatment (g), and the mass of composition in raw biomass is the percentage of each composition in the raw biomass multiplied by the dried weight of the biomass (g).
2.3. Enzymatic Hydrolysis
The enzymatic hydrolysis of NaOH-treated press cake was carried out using commercial cellulase (iKnowZyMe AC cellulase; Reach Biotechnology, Pathum Thani, Thailand). The activity of this enzyme was 50 FPU/mL. The pretreated press cake (10 g) was mixed with 100 mL of 0.1 M sodium citrate buffer (pH 4.8) in 250 mL Erlenmeyer flasks. The enzyme was added to the mixture solution at 0.5, 1.0, 1.5, 2.0, 2.5 and 3.0 mL, corresponding to loadings of 2.5, 5.0, 7.5, 10.0, 12.5, and 15.0 FPU/g biomass, respectively. Experiments for each enzyme loading were carried out in four replications. The mixture was then incubated at 50 °C and 150 rpm (GYROMAXTM737, Amerex Instruments, Inc., Concord, CA, USA) for 3 d. After that, the hydrolysate was centrifuged at 4 °C and 9000 rpm (Universal 320R, Hettich Zentrifugen, Tuttlingen, Germany) for 10 min. The supernatant was analyzed for reducing sugars and monosaccharide concentrations via the dinitrosalicylic acid (DNS) method [33] and the high-performance liquid chromatography (HPLC) technique [34], respectively. The suitable enzymatic loading was used for butanol fermentation studies.
2.4. Butanol Fermentation
2.4.1. Culture Preparation
The stock of Clostridium beijerinckii TISTR 1461 was inoculated in reinforced clostridia medium (RCM, BD DifcoTM) and incubated in an anaerobic jar (MerckTM, Darmstadt, Germany) at 37 °C for 2 d. After that, 6 mL of the pre-culture was added to 54 mL of sterilized (autoclaved at 121 °C for 15 min) P2 medium (30 g/L glucose and 1 g/L yeast extract) in a screw-cap tube, and the growth was conducted at 37 °C for 12–15 h.
2.4.2. Experimental Design
A two-level full factorial design with center points and a central composite design (CCD) of experiment were employed to obtain the optimum initial pH (5.50–6.50) and sugar concentration (40–60 g/L) for butanol production from the enzymatic hydrolysate of NaOH-treated press cake. Experiments for each condition were carried out in two replications. Butanol yield (g/g reducing sugar utilized) was specified as the response for optimization. Butanol yields from all experiments were fitted into a second-order quadratic model, as shown in Equation (2):
where Y is the predicted response, represents the initial pH, represents the initial reducing sugar (g/L), represents the constant coefficient, and represent the linear coefficients, and represent the quadratic coefficients. The statistical and mathematical analyses of CCD and optimization were conducted using MINITAB version 15.
2.4.3. Butanol Fermentation Process
The fermentation process was performed in a 100 mL culture vessel with 50 mL working volume. The substrate (44 mL) was purged with nitrogen gas for 5 min to develop the anaerobic condition, and was then autoclaved at 121 °C for 15 min. Then, the fermentation medium was added. This fermentation medium consisted of 0.5 mL of the sterilized buffer solution (5 g/L KH2PO4, 5 g/L K2HPO4, 22 g/L CH3COONH4), 0.5 mL of mineral solution (2 g/L MgSO4·7H2O, 0.1 g/L MnSO4·7H2O, 0.1 g/L FeSO4·7H2O, 0.1 g/L NaCl), and 0.5 mL of the vitamin stock solution (0.01 g/L p-aminobenzoic acid, 0.01 g/L thiamine, 0.001 g/L biotin). Before addition, both the sterilized buffer and the mineral solutions were autoclaved at 121 °C for 15 min, while the vitamin stock solution was filter sterilized through a 0.2 μm cellulose acetate membrane. The prepared substrate was inoculated with 4.0 mL of actively growing culture with an optical density of 1.0 at 660 nm (OD660). Then, 0.4 mL of 0.2 M cysteine solution was added as the anoxic solution. Fermentation was carried out via incubation at 37 °C for 192 h. Samples were periodically taken every 24 h and analyzed for ABE (acetone, butanol, and ethanol), acetic and butyric acid, and reducing sugar concentrations.
2.5. Analytical Methods
Samples of enzymatic hydrolysate and fermentation were centrifuged at 8000 rpm for 15 min to remove insoluble particles. Reducing sugars in the supernatant of enzymatic hydrolysate and fermentation were analyzed using the dinitrosalicylic acid (DNS) method [33]. Monosaccharide concentrations of enzymatic hydrolysate were analyzed by HPLC (Bio-Rad, Hercules, CA, USA) equipped with an Aminex HPX 87H column (300 × 7.8 mm; Bio-Rad, Hercules, CA, USA) and a refractive index detector (RID-10A). The column was operated at 40 °C, with 5 mM H2SO4, as an eluent at a flow rate of 0.60 mL/min [35,36]. ABE, acetic acid, and butyric acid in fermentation were determined using a gas chromatographer (Agilent 7890A) equipped with flame ionization detector (FID) and capillary column (DB-FFAP, 30 m × 250 μm × 0.25 μm), using helium as carrier gas. The injection volume was 1 μL. For acetone, butanol, and ethanol analyses, the oven temperature was maintained at 60 °C for 4 min, programmed with increments of 10 °C/min to 200 °C for 2 min, and increased to 240 °C for 3 min. The temperatures of the injector and detector were 150 °C and 250 °C, respectively. For acetic and butyric acid analysis, the pH of the centrifuged fermentation was adjusted to 2 using phosphoric acid, and settled to remove particles for 2 h. The supernatant was filtered through a syringe filter PVDF with a pore size of 0.2 μm. The oven temperature was maintained at 95 °C for 2 min, and then programmed with increments of 10 °C/min to 140 °C and increased at a rate of 40 °C/min to 200 for 5 min. The temperatures of the injector and detector were 150 °C and 240 °C, respectively. Butanol yields were calculated as the butanol produced divided by the amount of fermentable sugar utilized and expressed as g/g reducing sugar utilized.
2.6. Statistical Analysis
All results were analyzed using MINITAB version 15 at a 95% confidence level.
2.7. Comparisons between Biobutanol Production and Combustion
Comparisons for Napier Pak Chong1 press cake utilization between biobutanol production and electricity generation via combustion were made based on two criteria, i.e., overall heating values (as the low heating value, LHV) and the prices or values of end products (butanol versus electricity gained from combustion) when a ton of dried Napier Pak Chong1 grass was processed. For each criterion, the LHVs and end product prices were calculated at different ratios (100:0, 70:30, 50:50, 30:70 and 0:100) of the dry weight of press cake used for butanol production to that used for combustion. The LHV value of butanol was calculated based on a butanol yield of 0.034 g/g pretreated press cake and an LHV value of 34.4 MJ/kg, while that of combustion was obtained from the result of total LHV (15.9 MJ/kg) subtracted from the heating value required to reduce a moisture content of press cake from 53% to 1%. To calculate the prices of end products, the prices of chemical and fuel butanol were 22.04 USD/kg and 1.585 USD/kg [37], while the conversion factor for electricity generation was 0.27778 kWh/MJ of LHV, with an efficiency of 33% for electricity generation (76% for the boiler [38] and 44.7% for steam turbine) [39]. The price of electricity was 0.096 USD/kWh. It needs to be stated that as the costs of all the related processes for butanol production and electricity generation from the press cake were not included in the calculation, the comparison made in this study could only provide the approximate value difference gained from the products of press cake conversions. The accurate revenue obtained from the transformation of press cake to butanol and electricity can be estimated after the exact production processes, such as butanol distillation and types of furnaces, have been identified.
3. Results and Discussion
3.1. Pretreatment of Press Cake
The changes in press cake compositions before and after alkaline pretreatment are shown in Figure 1. As much as 77.25 ± 13.79% and 77.02 ± 4.71% of lignin and hemicellulose were removed, whereas removal of cellulose was only 27.57 ± 7.87%. Alkaline pretreatment is among the most used techniques for increasing the degradation of hemicellulose and lignin. The alkaline-pretreated Miscanthus floridulus grass and Napier grass (Pennisetum purpureum) stem were found to contain much lesser lignin contents, as confirmed by the scanning electron microscope (SEM) images [40], and an increase in porosity and surface area, the properties required for enzymatic hydrolysis, was also reported [15]. Similar lignin removal efficiencies were reported under comparable feedstock and pretreatment conditions. Lignin removal of 86.10% was gained when pretreating Napier Pak Chong1 grass with 3% (w/v) NaOH at 121 °C for 60 min [41]. Using Napier grass stem as the feedstock with 2% (w/v) NaOH, autoclaved at 121 °C for 60 min for pretreatment, a lignin reduction of 84.10% was reported [15]. At a higher temperature (100 °C for 2 h) and ratio of alkaline to biomass (13.3:1 w/w) compared to those used in this current study (90 °C for 1 h and 10:1 w/w), up to 94% of lignin was reduced in King grass [19]. At a relatively higher NaOH concentration (10% in a solid to liquid ratio of 1:20 (w/v) at 90 °C for 1 h), however, only 63% lignin removal from Napier grass was found [16]. It was found that lower lignin reduction could be attributed to the higher lignin content (25.00 ± 0.30%) of Napier grass [16]. Compared to the rates found in other studies, the efficiency of lignin removal depends on the concentrations of alkaline solution, incubation temperatures, duration times of the process, and characteristics of the pretreated biomass. The solid recovery of pretreated press cake obtained in this current study was 41.32 ± 2.84%. This figure is similar to the 46.0% solid that remained when Elephant grass was pretreated with 10% NaOH and an incubation temperature of 70 °C for 2 h [42].
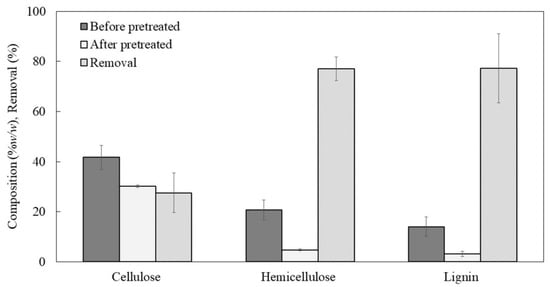
Figure 1.
Comparisons of cellulose, hemicellulose, and lignin before and after NaOH pretreatment.
3.2. Enzymatic Hydrolysis
The effects of enzyme loading volumes on reducing sugar productions are shown in Figure 2. Total reducing sugars were found to be positively varied with enzyme loading volumes. The produced reducing sugars were stabilized at an enzyme loading volume of 10 FPU/g biomass with a reducing sugar concentration of 62.75 ± 2.26 g/L, as concentrations of total reducing sugar at an enzyme loading volume of 10–15 FPU/g biomass were not significantly different (p = 0.081). The major products in the hydrolysate were glucose, xylose, and arabinose (Figure 3), in which glucose accounted for 50–62% of the total reducing sugar.
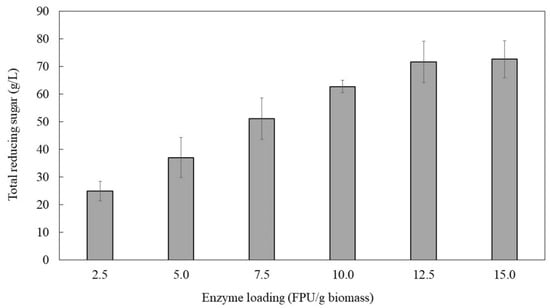
Figure 2.
Total reducing sugar concentrations of hydrolysate at different enzyme loading volumes.
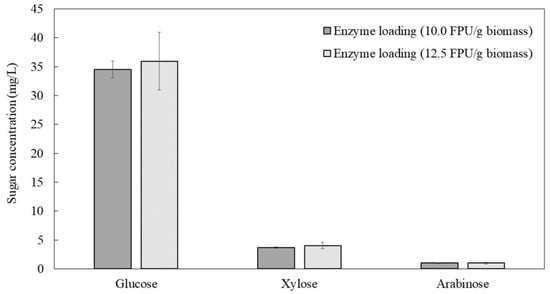
Figure 3.
Glucose, xylose, and arabinose concentrations of hydrolysate at enzyme loading volumes of 10.0 and 12.5 FPU/g biomass.
Concentrations of glucose, the main substrate for biobutanol production, obtained at enzyme loading volumes of 10 and 12.5 FPU/g biomass, were 34.51 ± 1.43 and 35.96 ± 4.98 g/L, and were not significantly different (p = 0.677). The suitable enzyme loading volume, therefore, was 10 FPU/g biomass, which provided a reducing sugar yield of 627 ± 23 mg/g pretreated biomass or 259 ± 9 mg/g dried press cake. Yields of glucose and total reducing sugars obtained from the different parts of Napier grass have been found to depend on several factors, i.e., the composition and structure of pretreated biomass, type of enzyme, enzyme loading volume, and conditions of hydrolysis (Table 1).

Table 1.
Comparisons of glucose yields from different conditions of enzyme hydrolysis using different parts of Napier grass as the feedstock.
Though Napier press cake was used as the raw material, the glucose concentrations obtained in this current work (34.51–35.96 g/L) were still considerably higher than the 11.7–18.5 g/L and 23 g/L found from NaOH or Ca(OH)2-pretreated Napier grass stems using combined Cellic® CTec2 cellulase and HTec2 xylanase [15], and combined acid and alkaline-pretreated Napier grass using complex cellulase [43], respectively. Relatively higher glucose (51.6 g/L) concentrations from the hydrolysis of alkaline-pretreated Napier grass [16] were possibly caused by using a much higher concentration of NaOH (10% w/w, 3.3 times higher than that used in this current study). At this NaOH concentration, the cellulose yield from the pretreated biomass was up to 62.1% w/w dry matter, which was two times higher than that found in this current study. A slightly higher glucose yield (740 g/g treated biomass) was also acquired by Liong et al. [44] using alkali-pretreated grass. This might be the result of a lower solid to liquid ratio (1 g: 100 mL of distilled water) and a higher enzyme loading (700 U/g). Still, a much lower glucose concentration (7.4 g/L) was produced in Liong et al.’s work [44]. At a higher enzyme loading volume (100 FPU/g biomass, 10 times higher than that used in this current work), reducing sugar and glucose yields of 768 mg/g pretreated biomass and 522 mg/g pretreated biomass, respectively, were observed [41]. On the other hand, a similar reducing sugar yield was obtained in this current study, even when a three times lower enzyme loading (10 FPU/g biomass vs. 30 FPU/g biomass) was utilized, compared to that when King grass (another species of Napier grass) was used as the substrate [19]. Considering that both the NaOH concentration and enzyme loading volume used in the current study were at the medium or lower end of those investigated in previous studies, especially when fresh or whole plants of Napier grass were used as the raw material, the glucose concentrations and yields obtained from the enzymatic hydrolysis of Napier press cake can be considered very satisfactory. This is very interesting, as the press cake could offer reasonable amounts of glucose compared to the whole parts of Napier grass that still contained all nutrients and minerals. The hydrothermal conditioning and mechanical dehydration process likely partly contributed to these results, as it prepared the press cake in forms that were suitable for the press cake pretreatment and subsequent production of glucose, which is the preferred substrate for biobutanol production (Table 1, Figure 3).
3.3. Butanol Production
Butanol production from the hydrolysate of NaOH-treated press cake by C. beijerinckii TISTR 1461 and a statistical analysis of the results are shown in Table 2 and 3, respectively. Butanol yields and butanol productions were in the range of 0.091–0.183 g/g reducing sugar utilized (equivalent to 0.30 g/g glucose utilized) and 3.28–4.40 g/L, respectively. Both pH and sugar concentration had significant linear and quadratic effects on butanol yield (at 95% significant level). Wang and Blaschek [45] also found that sugar concentration and initial pH were the most significant factors affecting biobutanol production from oil palm decanter cake hydrolysate by C. brijerinckii NCIMB 8052. Apart from glucose concentration and initial pH, the ratio of inoculum was found to significantly affect butanol production from oil palm decanter cake hydrolysate by C. acetobutylicum ATCC 824 [46], which was in accordance with the roles of inoculum size (%) and initial pH in butanol production from palm kernel cake by C. saccharoperbutylacetonicum N1–4, which were found to be more significant than the effects of temperature incubation [27]. From the multiple regression analysis of the experimental data, yields of butanol production (Y) can be calculated using Equation (3), which combines all the significant independent variables in terms of uncoded (real) values. This equation could be appropriately used to predict butanol yields under different pH levels and sugar concentrations, as the coefficient of determination (R2, Table 3) was acceptably high (92.19%) and the p-value of lack of fit was adequately low (p-value = 0.245).
where Y = butanol yield, g/g reducing sugar utilized, pH = the initial pH of the hydrolysate, and sugar concentration = the initial reducing sugar concentration of the hydrolysate, g/L.
Table 2.
Butanol production (averaged from two replications) at different pHs and sugar concentrations.
Table 3.
Regression analysis of butanol production from hydrolysate of NaOH-treated press cake by C.beijerinckii TISTR 1461.
The ranges of parameters used for constructing this equation were 5.29–6.71 pH and 35.0–64.0 g/L sugar concentration, which sufficiently covered the ranges of pHs and concentrations used in most other previous studies [20,47,48]. The combined effects of initial pH levels and initial reducing sugar concentrations on butanol yields are graphically shown in Figure 4.
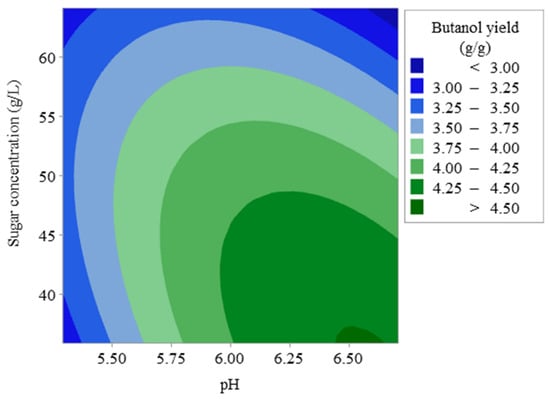
Figure 4.
Contour plot of butanol yields as a result of the initial pH and initial reducing sugar concentration of hydrolysate of NaOH-treated press cake.
According to the regression model, the optimized pH and reducing sugar concentration for butanol production from the hydrolysate of NaOH-treated press cake of C. beijerinckii TISTR 1461 were 6.08 and 43 g/L, respectively. The maximum butanol yield estimated at these conditions (at 74% of composite desirability) was 0.17 g/g reducing sugar utilized. The validating experiments conducted at the obtained optimized conditions gave a butanol yield of 0.13 ± 0.00 g/g reducing sugar utilized, which accounted for 77.3% of the estimated butanol yield. This suggested that the response surface methodology approach was reasonably effective. During fermentation, glucose was the most utilized substrate for butanol production (accounting for 71% of produced butanol). At an unsuitable initial pH (4.2), Sanguanchaipaiwong and Leksawasdi [49] found that the butanol yield of pineapple waste juice using C. beijerinckii TISTR 1461 was only 0.08 g/g reducing sugar utilized, while the butanol yield of glucose (60 g/L) was 0.182 g/g glucose utilized. Using Napier grass as the substrate for butanol production, He et al. [20] found that butanol yield attained by semi-simultaneous saccharification fermentation using C. acetobutylicum ATCC 824 was 0.22 g/g sugar glucose − xylose, which was similar to the results found in this current study. Compared to those obtained in previous studies using Napier grass as the feedstock, the butanol yields (g/g glucose utilized or g/g sugar glucose + xylose utilized) obtained in this current study are rather higher (Table 4). Interestingly, the simpler butanol fermentation process (without mixing mechanisms) used in this current study could provide better butanol yields than those achieved with immobilized culture [50] or semi-simultaneous saccharification fermentation [20], when Napier grass was used as the raw material. These results showed that it is very important to determine the optimum conditions for butanol production for a microbial strain with a specific affinity to reducing sugars. Considering the simplicity of the butanol fermentation process with satisfactory butanol yields obtained in this study and the economical pretreatment process (in which energy was consumed mainly for reducing the particle size of grass with smaller amounts of chemical required), the operation cost and waste generated from the overall process is minimal, and very suitable for the biorefinery industry.
Table 4.
Comparison of butanol yields from Napier grass using different fermentation conditions.
3.4. Comparisons between Biobutanol Production and Combustion
As expected, net heating values obtained when higher fractions of the press cake were used for butanol production were obviously inferior to those gained when all or the majority of the press cake were used for combustion (Figure 5a; Table S1: Supplementary Data). Up to 9438 MJ could be produced from combustion using 100% of press cake, compared to 351 MJ (=26.9 times lower) generated from butanol. This could be the main reason that combustion is generally proposed for chemical biomass conversions [51]. However, when end product prices are considered, the values gained from butanol production become more competitive, depending on the price of butanol (Figure 5b). At 100% press cake utilization, the net value obtained from combustion to produce electricity was USD 83, while the price of butanol was estimated to be between USD 16-225. One of the most important factors is the capital and operation costs of butanol production, especially high-quality butanol, compared to the capital and operation costs of running a power plant. This issue has been considered, and improvements in both the technological and economical aspects of butanol production have been reported [52,53]. Nevertheless, when unavoidable factors, such as the environmental impact assessment (EIA) required for power plant construction and the large amounts of pollutants inevitably generated, are considered, butanol production from press cake using a relatively simple process may be considered a very promising option. In cases in which power plants already exist, methods to calculate statistics (provided in Figure 5b) could also initially be used by the stakeholders to determine the suitable amounts of press cake to be used for butanol production and combustion, depending on pertinent factors such as the price of and demand for butanol and electricity.
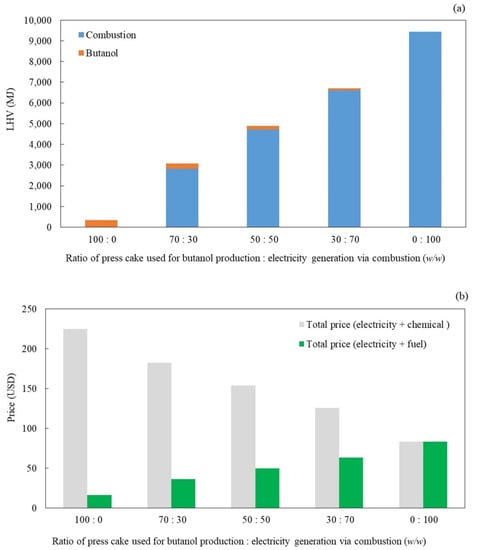
Figure 5.
Comparisons of (a) LHVs and (b) prices of end products between butanol production and the combustion of press cake.
3.5. Practical Applications and Future Research Perspectives
In strengthening the energy stability of Thailand, utilization of Napier Pak Chong1 grass could play a very important role. The proposed IFBB method, in which the energy crop was processed into press fluid (for biogas production) and press cake (for direct combustion), offers an interesting alternative method of Napier Pak Chong1 utilization. However, the combustion of the press cake remains rather problematic, owing to the press cake’s relatively high moisture contents and the potential to create particulate matter in the ambient air, which has caused great concern in some provinces of the country. Biological conversion of press cake into butanol has proved to be a very promising method thanks to advantages of butanol compared to other biofuels. By using rather simple and fewer chemical processes with the optimal conditions for biobutanol production obtained in this work, press cake could be satisfactorily transformed into butanol with efficiencies comparable or superior to those reported previously, when the whole plant of Napier grass was used as the substrate. If all pertinent factors are accounted for, the net revenue acquired from butanol production could be comparable or superior to that gained from combustion, while producing much lesser amounts of pollution. Instead of gaining energy from the press cake via combustion, the new method for utilizing Napier Pak Chong1 grass is to produce biobutanol. This practice helps to eliminate the need for the thermal drying process before combustion. The liquid waste generated during the butanol production process can also be further used for biogas production, as this high-pH waste, especially from the alkaline pretreatment process, would be beneficial for maintaining the buffering capacity inside the biogas reactor. To fulfill this concept, investigation of suitable conditions for biogas production from this waste with the press juice is required. Optimal conditions and methods for more efficient enzymatic hydrolysis and butanol production, whilst capable of increasing the butanol yield, would also make the overall process even more competent. Moreover, the development of a suitable technology for producing the high-quality butanol obtained from ABE fermentation would greatly support the potential of this proposed Napier Pak Chong1 press cake utilization method.
4. Conclusions
Biobutanol production from the press cake of Napier Pak Chong1 grass was investigated. The hydrothermal conditioning and mechanical dehydration processes used in the press cake preparation presumably contributed to reasonable glucose yields, compared to those reportedly obtained from the whole plant. At the suitable enzyme loading volume of 10 FPU/g biomass, the optimal conditions for biobutanol production with C. beijerinckii TISTR 1461 were specified as a pH and reducing sugar concentration of 6.08 and 43 g/L. At these conditions, a maximum butanol yield of 0.135 g/g reducing sugar utilized (0.30 g/g glucose utilized) was obtained using a simple butanol fermentation process. Considering both potential end product prices and environmental aspects, biobutanol production is proposed as a promising method of press cake utilization.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/fermentation9070661/s1, Table S1: Net heating values and total price of products at different ratios (w/w) of press cake used for butanol production and electricity generation via combustion.
Author Contributions
Conceptualization, P.S. and P.P.; methodology, P.S., P.P. and T.C.; validation, P.P., T.C. and N.T.; formal analysis, P.S.; investigation, P.S.; writing—original draft preparation, P.S.; writing—review and editing, P.P. and T.C.; visualization, P.S.; supervision, P.P.; funding acquisition, P.P. and N.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This study was financially supported by the Energy Policy and Planning Office, Ministry of Energy, Royal of Thai government, National Research Council of Thailand, Faculty of Engineering, Chiang Mai University and the Energy Research and Development Institute-Nakornping, Chiang Mai University. Authors wish to thank the Chiang Mai Fresh Milk farm for samples of grass.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Nantasaksiri, K.; Charoen-Amornkitt, P.; Machimura, T. Land potential assessment of Napier grass plantation for power generation in Thailand using SWAT model. Model validation and parameter calibration. Energies 2021, 14, 1326. [Google Scholar] [CrossRef]
- Rengsirikul, K.; Ishii, Y.; Kangvansaichol, K.; Sripichitt, P.; Punsuvon, V.; Vaithanomsat, P.; Nakamanee, G.; Tudsri, S. Biomass Yield, Chemical Composition and Potential Ethanol Yields of 8 Cultivars of Napiergrass (Pennisetum purpureum Schumach.) Harvested 3-Monthly in Central Thailand. J. Sustain. Bioenergy Syst. 2013, 3, 107–112. [Google Scholar] [CrossRef]
- Wachendorf, M.; Richter, F.; Fricke, T.; Graß, R.; Neff, R. Utilization of semi-natural grassland through integrated generation of solid fuel and biogas from biomass. I. Effects of hydrothermal conditioning and mechanical dehydration on mass flows of organic and mineral plant compounds, and nutrient balances. Grass Forage Sci. 2009, 64, 132–143. [Google Scholar] [CrossRef]
- Suaisom, P.; Pholchan, P.; Aggarangsi, P. Holistic determination of suitable conditions for biogas production from Pennisetum purpureum x Pennisetum americanum liquor in anaerobic baffled reactor. J. Environ. Manag. 2019, 247, 730–737. [Google Scholar] [CrossRef]
- Johnston, H.J.; Mueller, W.; Steinle, S.; Vardoulakis, S.; Tantrakarnapa, K.; Loh, M.; Cherrie, J.W. How harmful is particulate matter emitted from biomass burning? A Thailand perspective. Curr. Pollut. Rep. 2019, 5, 353–377. [Google Scholar]
- Amiri, H.; Karimi, K. Pretreatment and hydrolysis of lignocellulosic wastes for butanol production: Challenges and perspectives. Bioresour. Technol. 2018, 270, 702–721. [Google Scholar] [CrossRef]
- Nanda, S.; Golemi-Kotra, D.; McDermott, J.C.; Dalai, A.K.; Gökalp, I.; Kozinski, J.A. Fermentative production of butanol: Perspectives on synthetic biology. New Biotechnol. 2017, 37, 210–221. [Google Scholar] [CrossRef]
- Vivek, N.; Nair, L.M.; Mohan, B.; Nair, S.C.; Sindhu, R.; Pandey, A.; Shurpali, N.; Binod, P. Bio-butanol production from rice straw—Recent trends, possibilities, and challenges. Bioresour. Technol. Rep. 2019, 7, 100224. [Google Scholar] [CrossRef]
- Wu, J.; Dong, L.; Zhou, C.; Liu, B.; Feng, L.; Wu, C.; Qi, Z.; Cao, G. Developing a coculture for enhanced butanol production by Clostridium beijerinckii and Saccharomyces cerevisiae. Bioresour. Technol. Rep. 2019, 6, 223–228. [Google Scholar] [CrossRef]
- Wackett, L.P. Biomass to fuels via microbial transformations. Curr. Opin. Chem. Biol. 2008, 12, 187–193. [Google Scholar] [CrossRef]
- Luo, H.; Zhang, J.; Wang, H.; Chen, R.; Shi, Z.; Li, X.; Ding, J. Effectively enhancing acetone concentration and acetone/butanol ratio in ABE fermentation by a glucose/acetate co-substrate system incorporating with glucose limitation and C. acetobutylicum/S. cerevisiae co-culturing. Biochem. Eng. J. 2017, 118, 132–142. [Google Scholar] [CrossRef]
- Liu, Y.K.; Chen, W.C.; Huang, Y.C.; Chang, Y.K.; Chu, I.M.; Tsai, S.L.; Wei, Y.H. Production of bioethanol from Napier grass via simultaneous saccharification and co-fermentation in a modified bioreactor. J. Biosci. Bioeng. 2017, 124, 184–188. [Google Scholar] [CrossRef] [PubMed]
- Nieves, L.M.; Panyon, L.A.; Wang, X. Engineering Sugar Utilization and Microbial Tolerance toward Lignocellulose Conversion. Front. Bioeng. Biotechnol. 2015, 3, 17. [Google Scholar] [CrossRef] [PubMed]
- Procentese, A.; Raganati, F.; Olivieri, G.; Elena Russo, M.; Marzocchella, A. Pre-treatment and enzymatic hydrolysis of lettuce residues as feedstock for bio-butanol production. Biomass Bioenergy 2017, 96, 172–179. [Google Scholar] [CrossRef]
- Phitsuwan, P.; Sakka, K.; Ratanakhanokchai, K. Structural changes and enzymatic response of Napier grass (Pennisetum purpureum) stem induced by alkaline pretreatment. Bioresour. Technol. 2016, 218, 247–256. [Google Scholar] [CrossRef]
- Tsai, M.H.; Lee, W.C.; Kuan, W.C.; Sirisansaneeyakul, S.; Savarajara, A. Evaluation of different pretreatments of Napier grass for enzymatic saccharification and ethanol production. Energy Sci. Eng. 2018, 6, 683–692. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef]
- van der Pol, E.; Bakker, R.; van Zeeland, A.; Sanchez Garcia, D.; Punt, A.; Eggink, G. Analysis of by-product formation and sugar monomerization in sugarcane bagasse pretreated at pilot plant scale: Differences between autohydrolysis, alkaline and acid pretreatment. Bioresour. Technol. 2015, 181, 114–123. [Google Scholar] [CrossRef]
- Cardona, E.; Rios, J.; Peña, J.; Peñuela, M.; Rios, L. King Grass: A very promising material for the production of second generation ethanol in tropical countries. Biomass Bioenergy 2016, 95, 206–213. [Google Scholar] [CrossRef]
- He, C.R.; Kuo, Y.Y.; Li, S.Y. Lignocellulosic butanol production from Napier grass using semi-simultaneous saccharification fermentation. Bioresour. Technol. 2017, 231, 101–108. [Google Scholar] [CrossRef]
- Gao, K.; Boiano, S.; Marzocchella, A.; Rehmann, L. Cellulosic butanol production from alkali-pretreated switchgrass (Panicum virgatum) and phragmites (Phragmites australis). Bioresour. Technol. 2014, 174, 176–181. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, N.; Saha, B.C.; Hector, R.E.; Dien, B.; Hughes, S.; Liu, S.; Iten, L.; Bowman, M.J.; Sarath, G.; Cotta, M.A. Production of butanol (a biofuel) from agricultural residues: Part II—Use of corn stover and switchgrass hydrolysates. Biomass Bioenergy 2010, 34, 566–571. [Google Scholar] [CrossRef]
- Sirisantimethakom, L.; Thanapornsin, T.; Laopaiboon, L.; Laopaiboon, P. Enhancement of butanol production efficiency from sweet sorghum stem juice by Clostridium beijerinckii using statistical experimental design. Chiang Mai J. Sci 2018, 45, 1235–1246. [Google Scholar]
- Boonsombuti, A.; Tangmanasakul, K.; Nantapipat, J.; Komolpis, K.; Luengnaruemitchai, A.; Wongkasemjit, S. Production of biobutanol from acid-pretreated corncob using Clostridium beijerinckii TISTR 1461: Process optimization studies. Prep. Biochem. Biotechnol. 2016, 46, 141–149. [Google Scholar] [CrossRef]
- Gao, K.; Rehmann, L. ABE fermentation from enzymatic hydrolysate of NaOH-pretreated corncobs. Biomass Bioenergy 2014, 66, 110–115. [Google Scholar] [CrossRef]
- Ding, J.C.; Xu, G.C.; Han, R.Z.; Ni, Y. Biobutanol production from corn stover hydrolysate pretreated with recycled ionic liquid by Clostridium saccharobutylicum DSM 13864. Bioresour. Technol. 2016, 199, 228–234. [Google Scholar] [CrossRef]
- Shukor, H.; Al-Shorgani, N.K.N.; Abdeshahian, P.; Hamid, A.A.; Anuar, N.; Rahman, N.A.; Kalil, M.S. Production of butanol by Clostridium saccharoperbutylacetonicum N1-4 from palm kernel cake in acetone–butanol–ethanol fermentation using an empirical model. Bioresour. Technol. 2014, 170, 565–573. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Dien, B.; Hector, R.E.; Cotta, M.A. Production of butanol (a biofuel) from agricultural residues: Part I—Use of barley straw hydrolysate. Biomass Bioenergy 2010, 34, 559–565. [Google Scholar] [CrossRef]
- Shanmugam, S.; Sun, C.; Zeng, X.; Wu, Y.-R. High-efficient production of biobutanol by a novel Clostridium sp. strain WST with uncontrolled pH strategy. Bioresour. Technol. 2018, 256, 543–547. [Google Scholar] [CrossRef]
- Suaisom, P. Integrated Utilisation of Pennisetum purpureum cv. Napier Pak Chong1 Grass for Renewable Energy Production. Doctoral Dissertation, Chiang Mai University, Chiang Mai, Thailand, 2019. [Google Scholar]
- Suaisom, P.; Pholchan, P.; Man, H.C.; Aggarangsi, P. Optimization of Hydrothermal Conditioning Conditions for Pennisetum purpureum x Pennisetum americanum (Napier PakChong1 grass) to Produce the Press Fluid for Biogas Production. Pertanika J. Sci. Technol. 2019, 27, 109–122. [Google Scholar]
- Van Soest, P.J. Development of a comprehensive system of feed analyses and its application to forages. J. Anim. Sci. 1967, 26, 119–128. [Google Scholar] [CrossRef]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Boonchuay, P.; Techapun, C.; Leksawasdi, N.; Seesuriyachan, P.; Hanmoungjai, P.; Watanabe, M.; Srisupa, S.; Chaiyaso, T. Bioethanol Production from Cellulose-Rich Corncob Residue by the Thermotolerant Saccharomyces cerevisiae TC-5. J. Fungi 2021, 7, 547. [Google Scholar] [CrossRef]
- Boonchuay, P.; Takenaka, S.; Kuntiya, A.; Techapun, C.; Leksawasdi, N.; Seesuriyachan, P.; Chaiyaso, T. Purification, characterization, and molecular cloning of the xylanase from Streptomyces thermovulgaris TISTR1948 and its application to xylooligosaccharide production. J. Mol. Catal. B Enzym. 2016, 129, 61–68. [Google Scholar] [CrossRef]
- Qureshi, A.S.; Zhang, J.; Bao, J. High ethanol fermentation performance of the dry dilute acid pretreated corn stover by an evolutionarily adapted Saccharomyces cerevisiae strain. Bioresour. Technol. 2015, 189, 399–404. [Google Scholar] [CrossRef]
- ECHEMI. Available online: https://www.echemi.com/productsInformation/pid_Seven2824-butanol.html (accessed on 29 January 2022).
- Manatura, K.; Hung, C.H.; Chen, C.M.; Lu, J.-H.; Wu, K.-T. Energy Analysis for steam boiler burning with biomass. In Proceedings of the 4th International Conference on Sustainable Energy, Ho Chi Minh City University of Technology, Ho Chi Minh City, Vietnam, 28 October 2015. [Google Scholar]
- Ion, D.; Codrut, P. Efficiency assessment of condensing steam turbine. Adv. Environ. Ecosyst. Sustain. Tour. 2013, 203–208. [Google Scholar]
- Yeh, R.-H.; Lin, Y.-S.; Wang, T.-H.; Kuan, W.-C.; Lee, W.-C. Bioethanol production from pretreated Miscanthus floridulus biomass by simultaneous saccharification and fermentation. Biomass Bioenergy 2016, 94, 110–116. [Google Scholar] [CrossRef]
- Pensri, B.; Aggarangsi, P.; Chaiyaso, T.; Chandet, N. Potential of Fermentable Sugar Production from Napier cv. Pakchong 1 Grass Residue as a Substrate to Produce Bioethanol. Energy Procedia 2016, 89, 428–436. [Google Scholar] [CrossRef]
- Minmunin, J.; Limpitipanich, P.; Promwungkwa, A. Delignification of Elephant Grass for Production of Cellulosic Intermediate. Energy Procedia 2015, 79, 220–225. [Google Scholar] [CrossRef]
- Camesasca, L.; Ramírez, M.B.; Guigou, M.; Ferrari, M.D.; Lareo, C. Evaluation of dilute acid and alkaline pretreatments, enzymatic hydrolysis and fermentation of napiergrass for fuel ethanol production. Biomass Bioenergy 2015, 74, 193–201. [Google Scholar] [CrossRef]
- Liong, Y.Y.; Halis, R.; Lai, O.M.; Mohamed, R. Conversion of lignocellulosic biomass from grass to bioethanol using materials pretreated with alkali and the white rot fungus, Phanerochaete chrysosporium. BioResources 2012, 7, 5500–5513. [Google Scholar] [CrossRef]
- Wang, Y.; Blaschek, H.P. Optimization of butanol production from tropical maize stalk juice by fermentation with Clostridium beijerinckii NCIMB 8052. Bioresour. Technol. 2011, 102, 9985–9990. [Google Scholar] [CrossRef] [PubMed]
- Razak, M.N.A.; Ibrahim, M.F.; Yee, P.L.; Hassan, M.A.; Abd-Aziz, S. Statistical optimization of biobutanol production from oil palm decanter cake hydrolysate by Clostridium acetobutylicum ATCC 824. BioResources 2013, 8, 1758–1770. [Google Scholar]
- Malaviya, A.; Jang, Y.S.; Lee, S.Y. Continuous butanol production with reduced byproducts formation from glycerol by a hyper producing mutant of Clostridium pasteurianum. Appl. Microbiol. Biotechnol. 2012, 93, 1485–1494. [Google Scholar] [CrossRef] [PubMed]
- Zetty-Arenas, A.M.; Alves, R.F.; Portela, C.A.F.; Mariano, A.P.; Basso, T.O.; Tovar, L.P.; Maciel Filho, R.; Freitas, S. Towards enhanced n-butanol production from sugarcane bagasse hemicellulosic hydrolysate: Strain screening, and the effects of sugar concentration and butanol tolerance. Biomass Bioenergy 2019, 126, 190–198. [Google Scholar] [CrossRef]
- Sanguanchaipaiwong, V.; Leksawasdi, N. Butanol production by Clostridium beijerinckii from pineapple waste juice. Energy Procedia 2018, 153, 231–236. [Google Scholar] [CrossRef]
- Chinwatpaiboon, P.; Doolayagovit, I.; Boonsombuti, A.; Savarajara, A.; Luengnaruemitchai, A. Comparison of acid-, alkaline-, and ionic liquid–treated Napier grass as an immobilization carrier for butanol production by Clostridium beijerinckii JCM 8026. Biomass Convers. Biorefin. 2020, 10, 1071–1082. [Google Scholar] [CrossRef]
- Sivabalan, K.; Hassan, S.; Ya, H.; Pasupuleti, J. A review on the characteristic of biomass and classification of bioenergy through direct combustion and gasification as an alternative power supply. J. Phys. Conf. Ser. 2021, 1831, 012033. [Google Scholar]
- Ashani, P.N.; Shafiei, M.; Karimi, K. Biobutanol production from municipal solid waste: Technical and economic analysis. Bioresour. Technol. 2020, 308, 123267. [Google Scholar] [CrossRef]
- González-Peñas, H.; Lu-Chau, T.A.; Eibes, G.; Lema, J.M. Energy requirements and economics of acetone-butanol-ethanol (ABE) extractive fermentation: A solvent-based comparative assessment. Bioprocess Biosyst. Eng. 2020, 43, 2269–2281. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).