
Bioethanol Production Optimization from KOH-Pretreated Bombax ceiba Using Saccharomyces cerevisiae through Response Surface Methodology

 ,
,  , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Substrate
2.2. Substrate Characterization
2.3. Saccharification and Fermentation
2.4. Separate Hydrolysis and Fermentation (SHF)
2.5. Inoculum Preparation of Saccharomyces Cerevisiae
2.6. Bioethanol Production
2.7. Simultaneous Saccharification and Fermentation
2.8. Optimization of Physical Parameters for Ethanol Production in SSF
2.9. Optimization of Nutritional Parameters for Ethanol Production in SSF
2.10. Ethanol Estimation
2.11. Ethanol Fermentation Kinetics
3. Results and Discussion
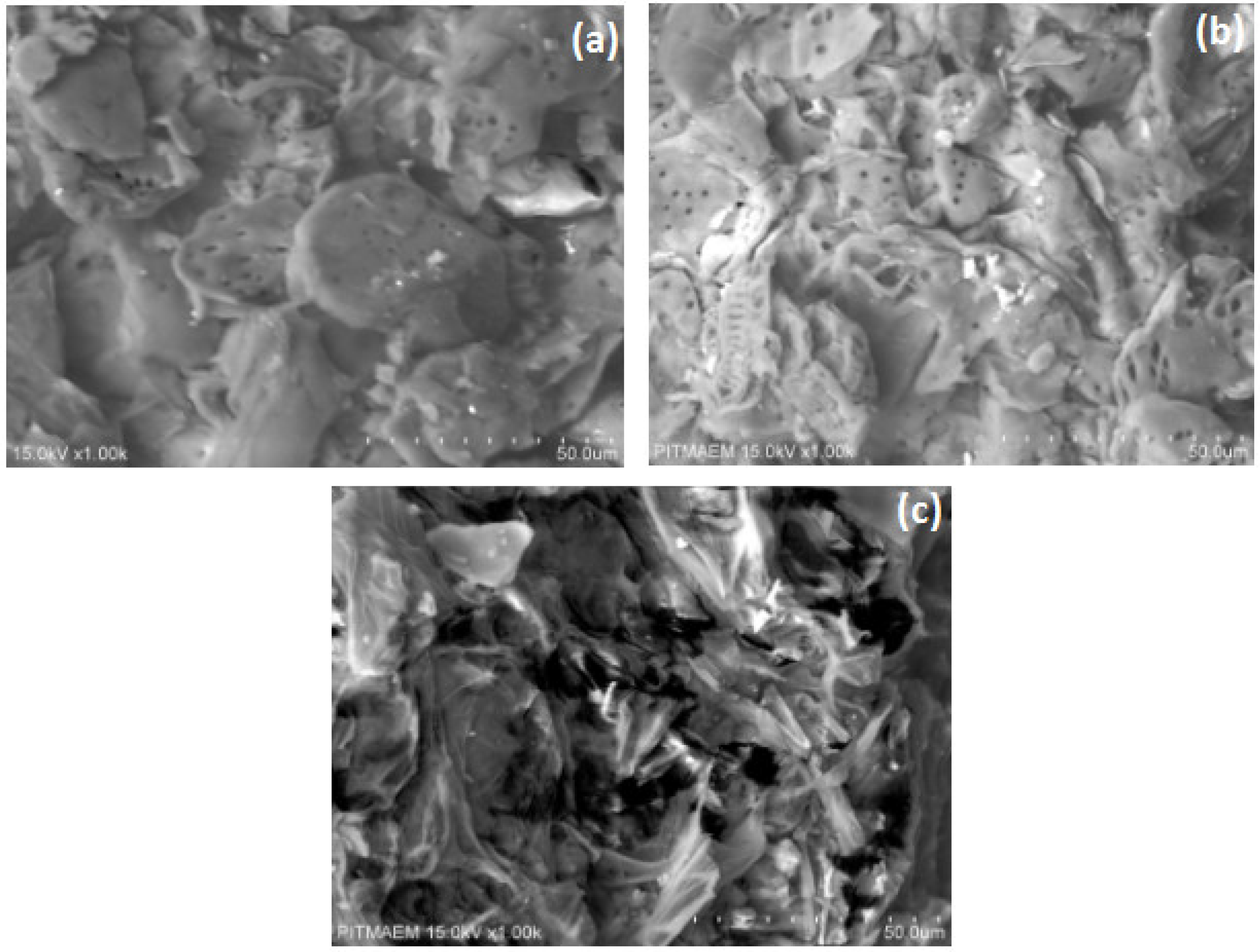
3.1. SEM of KOH-Pretreated B. ceiba
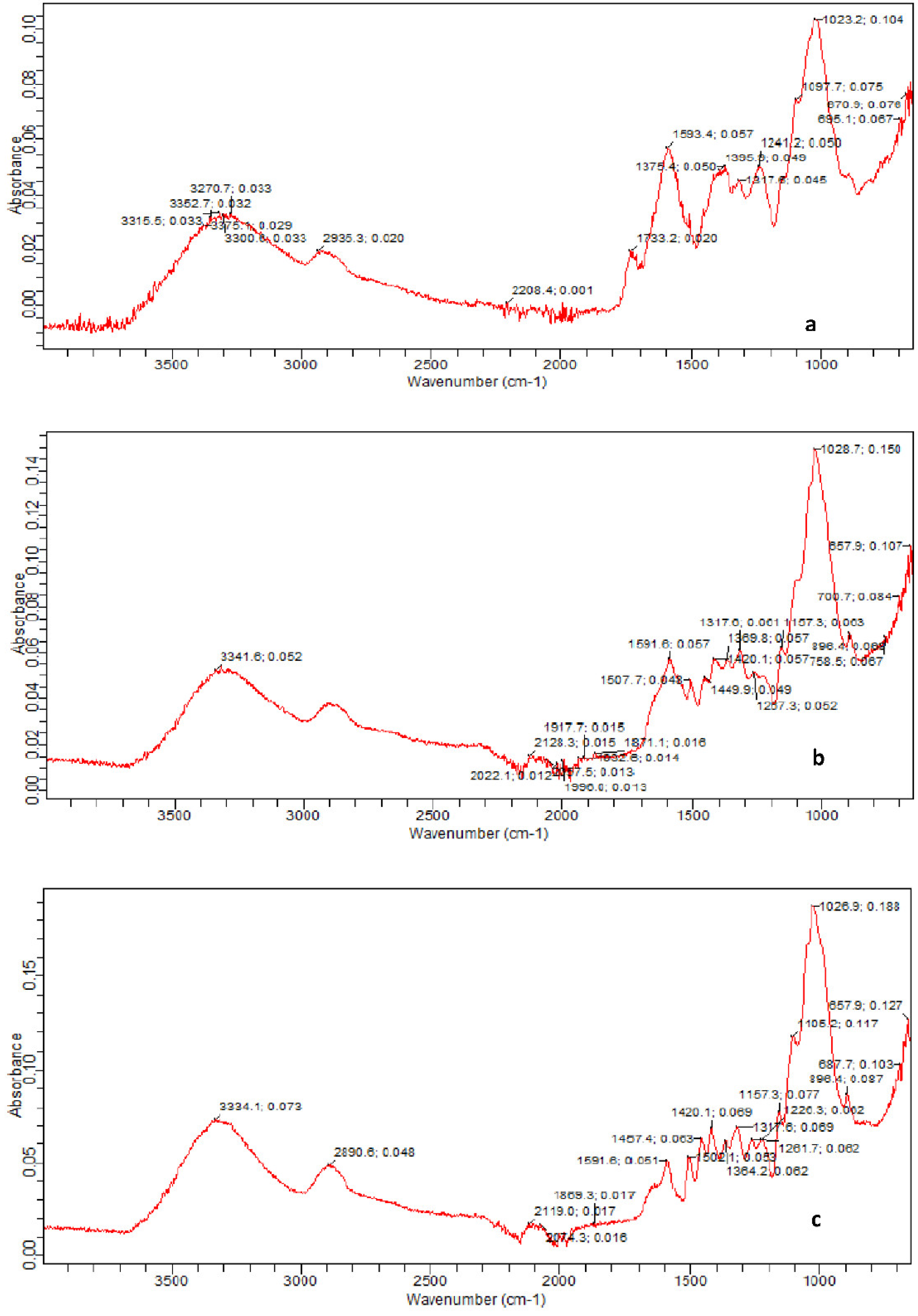
3.2. FTIR of KOH-Pretreated B. ceiba
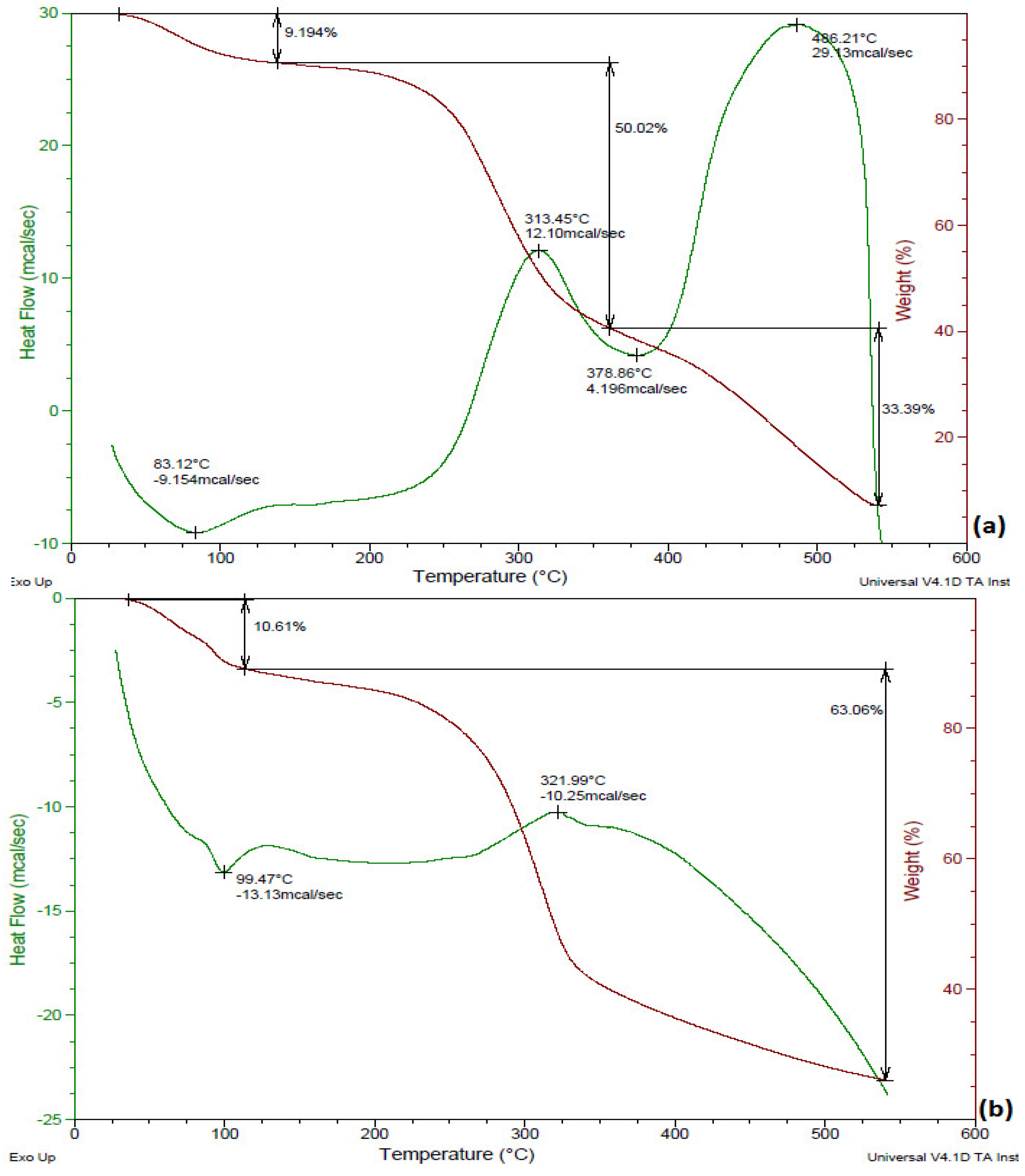
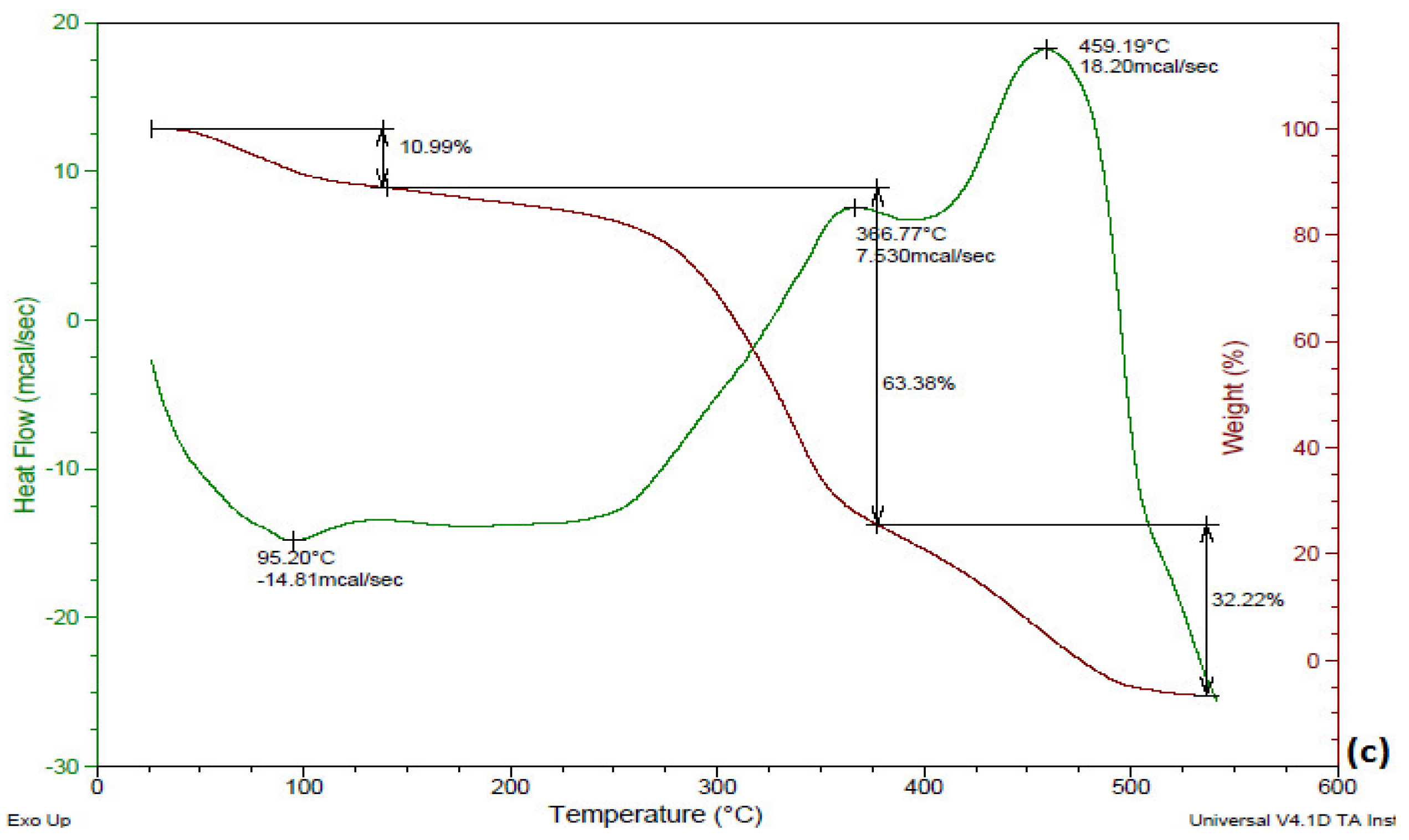
3.3. TGA of KOH-Pretreated B. ceiba
3.4. XRD of KOH-Pretreated B. ceiba
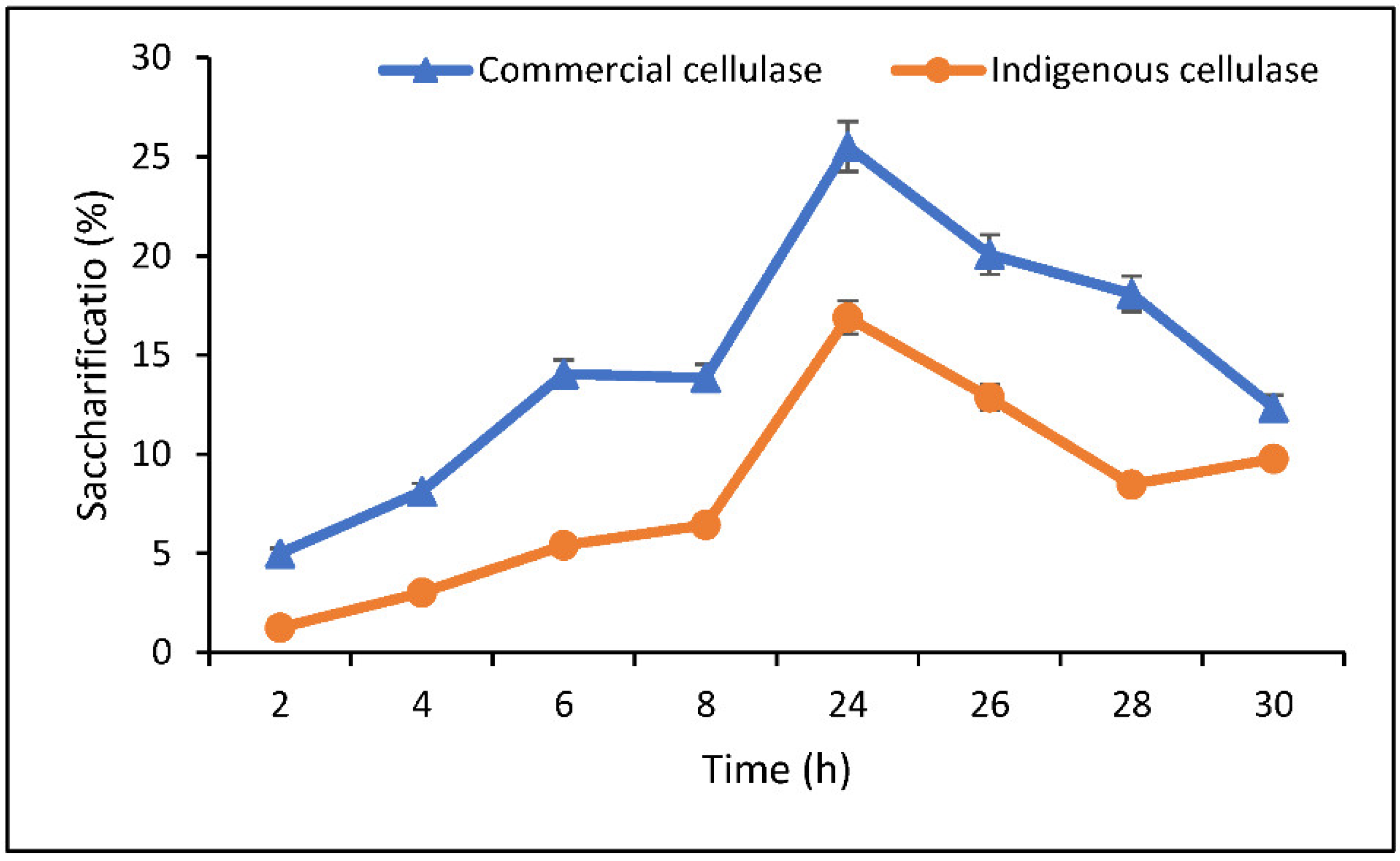
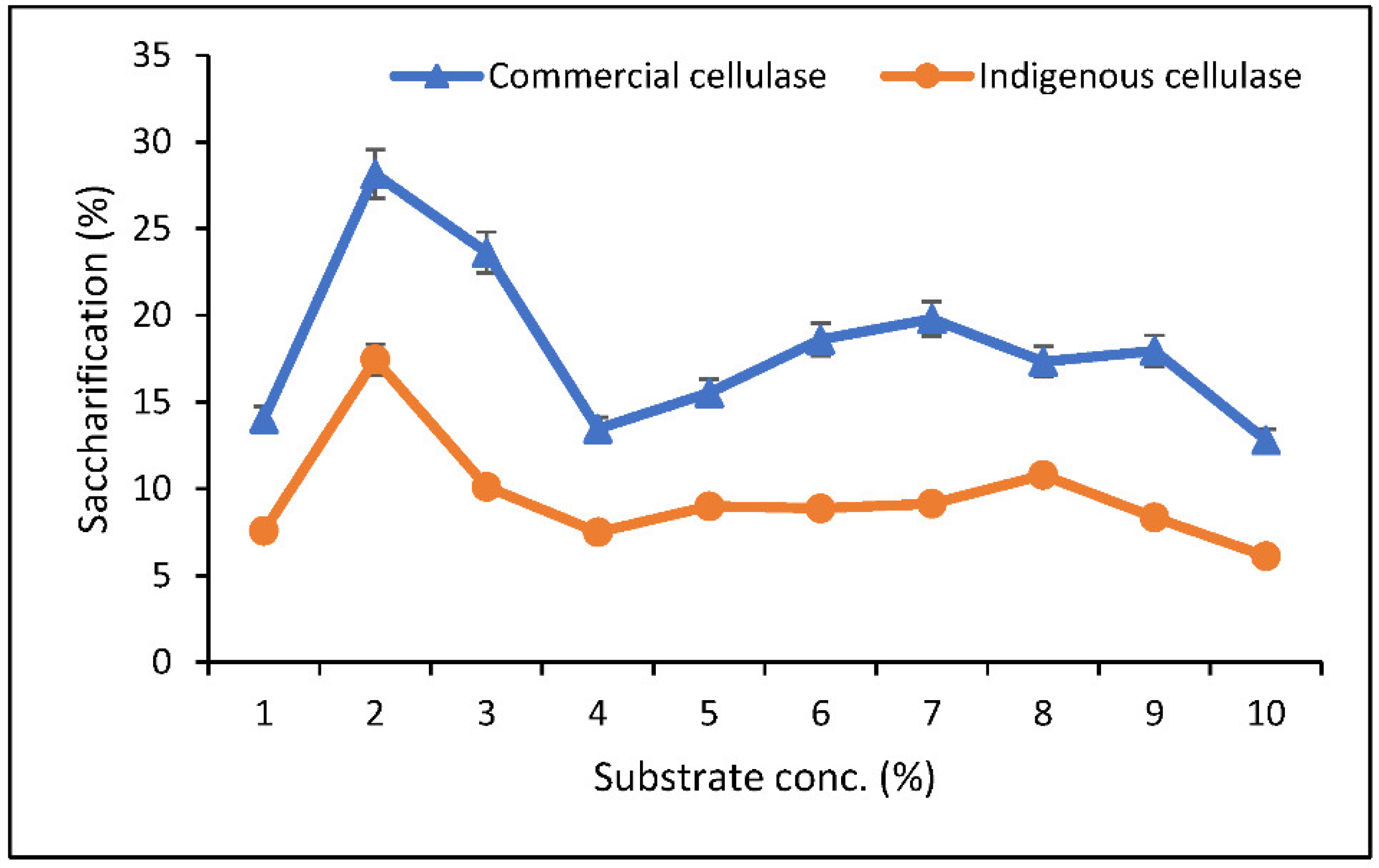
3.5. Optimization of Saccharification
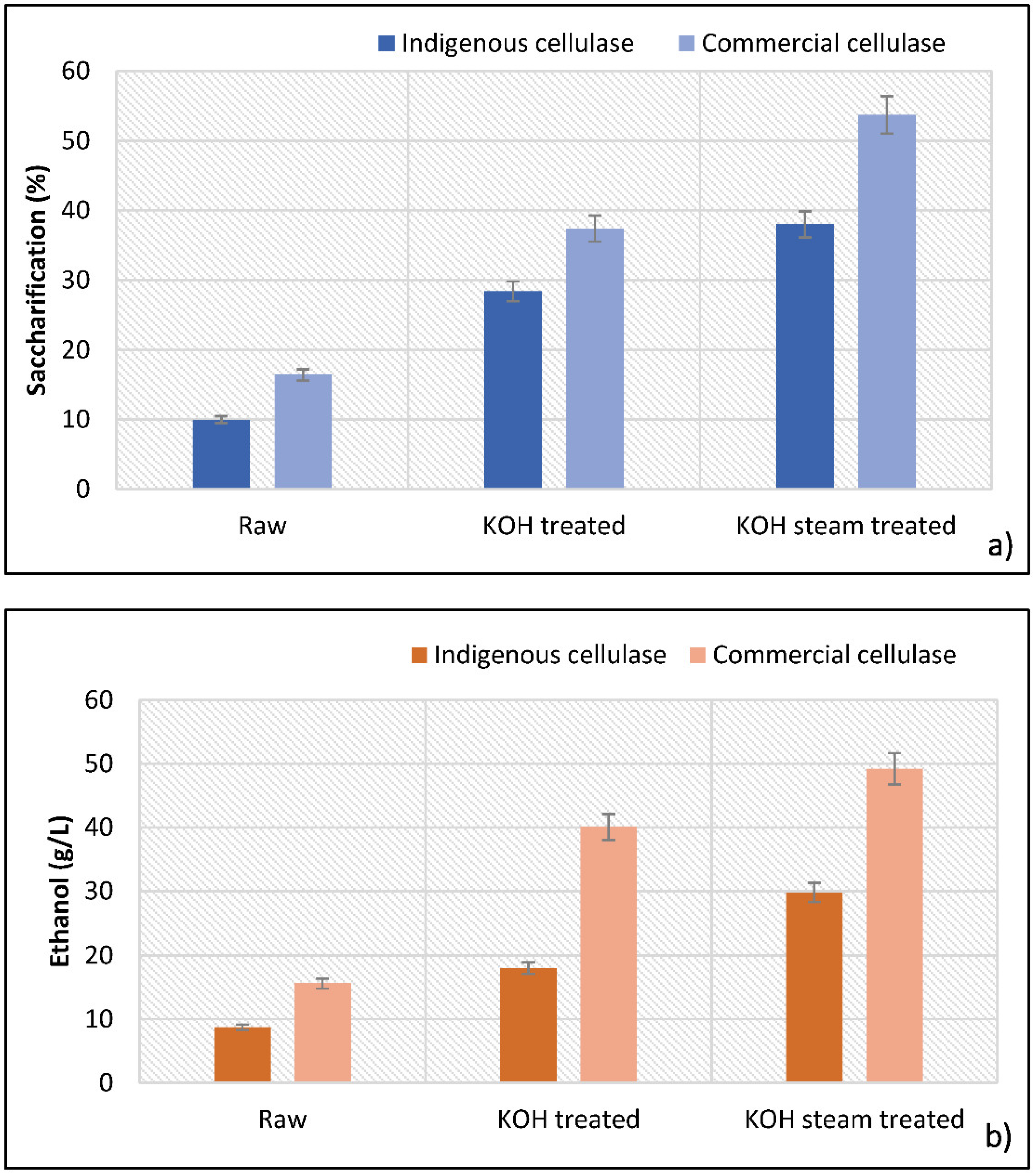
3.6. Separate Hydrolysis and Fermentation (SHF)
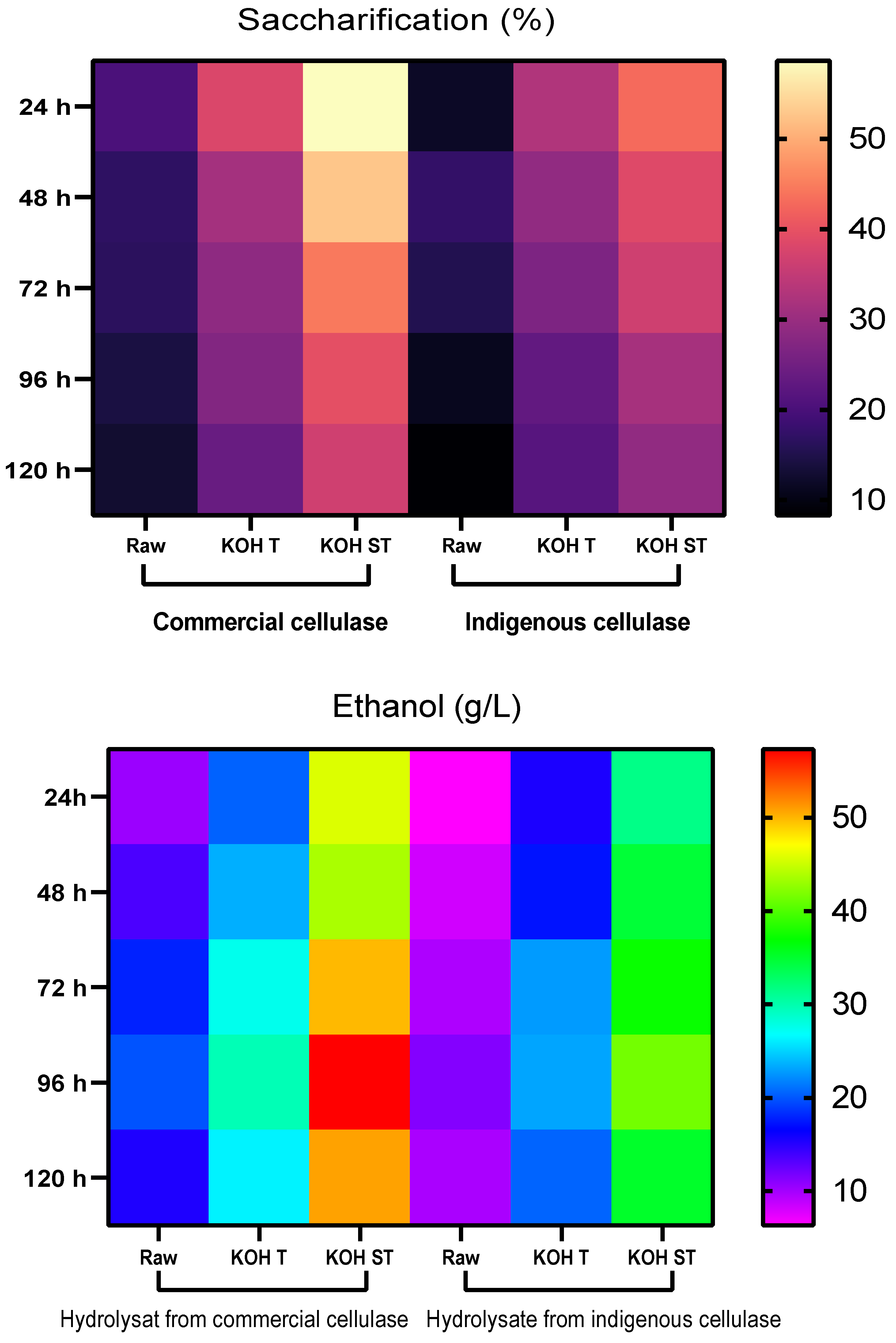
3.7. Simultaneous Saccharification and Fermentation (SSF)
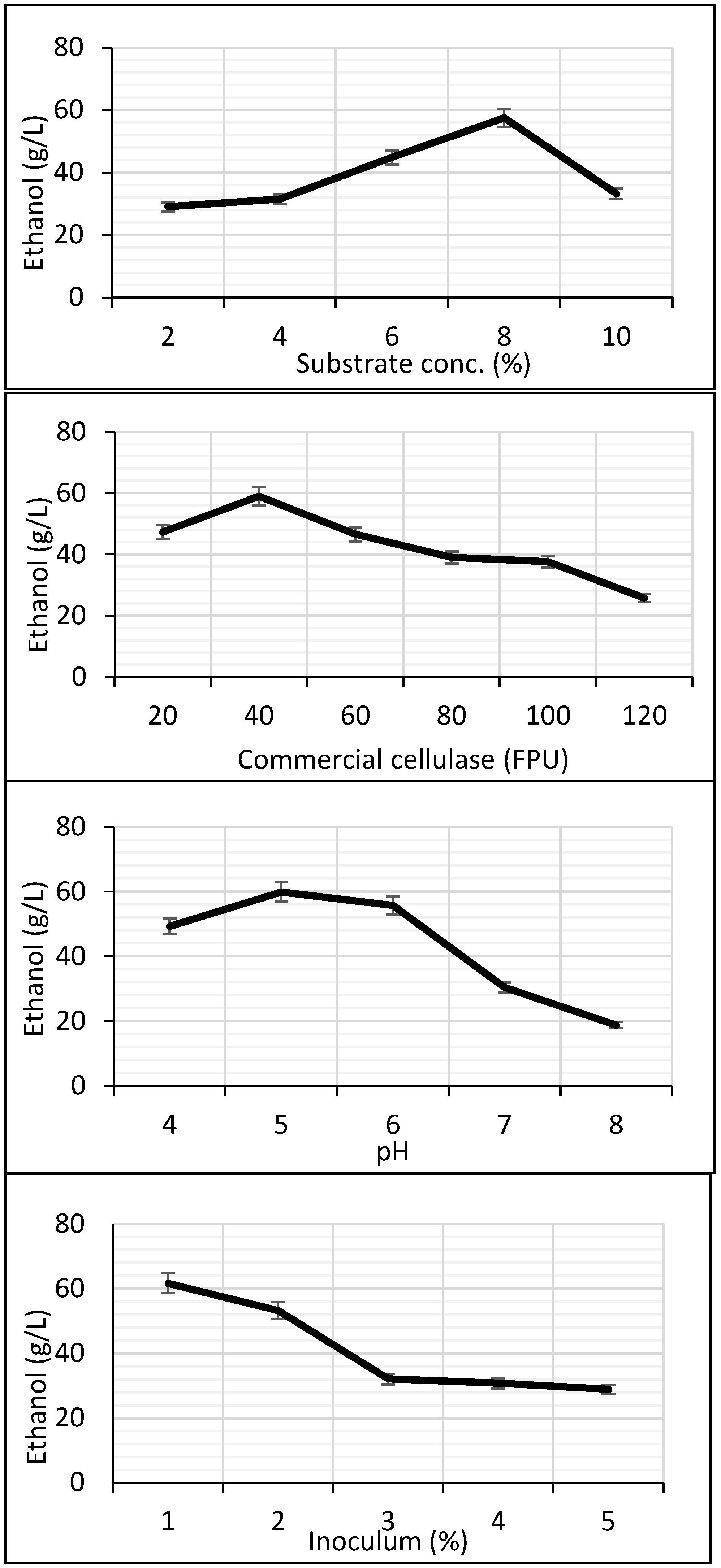
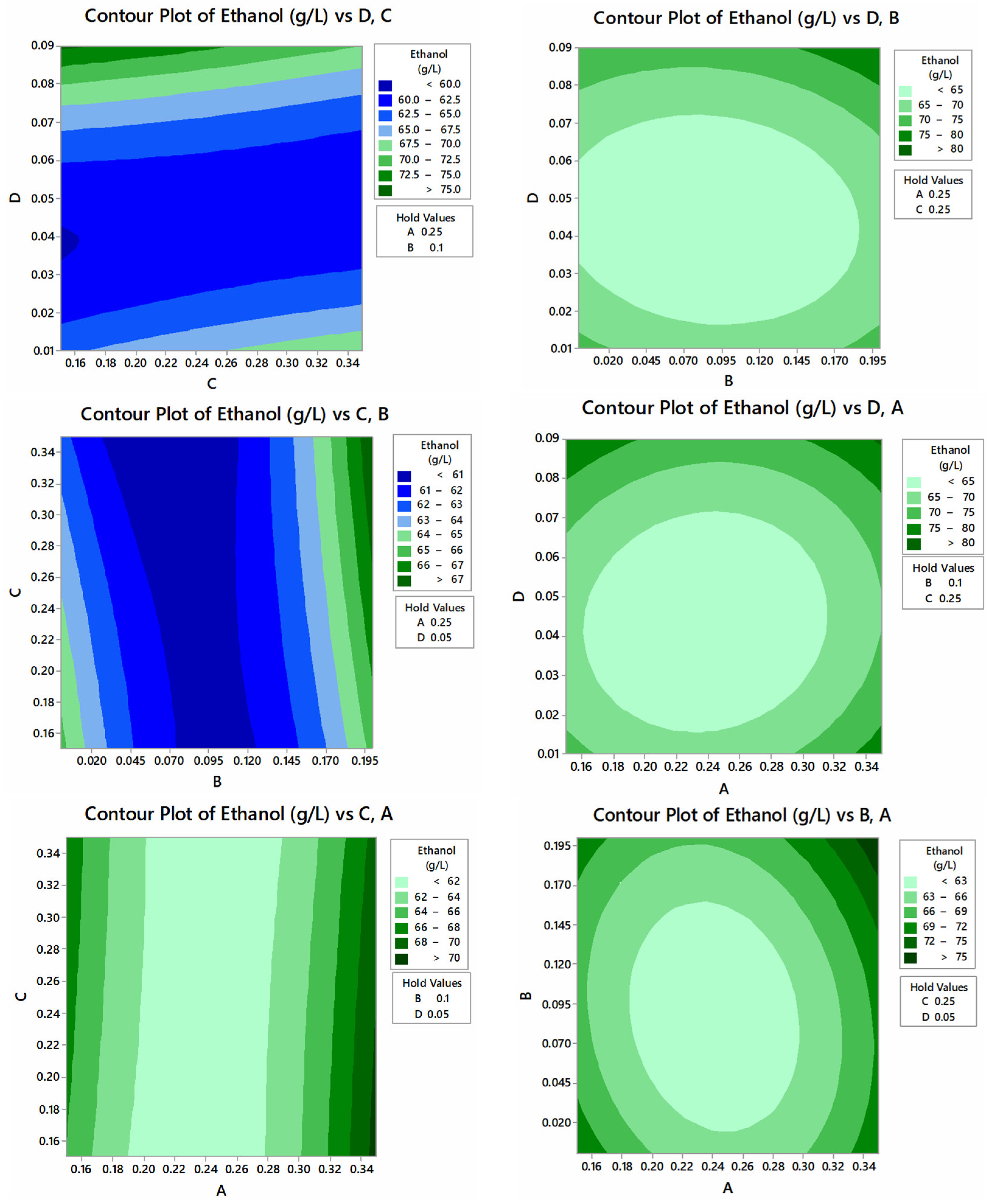
3.8. Optimization of Physical and Nutritional Parameters for Ethanol Production in SSF
3.9. Fermentation Kinetics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghazanfar, M.; Irfan, M.; Nadeem, M. Statistical modeling and optimization of pretreatment of Bombax ceiba with KOH through Box– Behnken design of response surface methodology. Energy Sour. Part A Recov. Utiliz. Environ. Eff. 2018, 40, 1114–1124. [Google Scholar] [CrossRef]
- Mejica, G.F.C.; Unpaprom, Y.; Whangchai, K.; Ramaraj, R. Cellulosic-derived bioethanol from Limnocharis flava utilizing alkaline pretreatment. Biomass Conver. Biorefin. 2021, 1–7. [Google Scholar] [CrossRef]
- Wannapokin, A.; Ramaraj, R.; Unpaprom, Y. An investigation of biogas production potential from fallen teak leaves (Tectona grandis). Emergent Life Sci. Res. 2017, 3, 1–10. [Google Scholar]
- Sophanodorn, K.; Unpaprom, Y.; Whangchai, K.; Duangsuphasin, A.; Manmai, N.; Ramaraj, R. A biorefinery approach for the production of bioethanol from alkaline-pretreated, enzymatically hydrolyzed Nicotiana tabacum stalks as feedstock for the bio-based industry. Biomass Conver. Biorefin. 2020, 12, 1–9. [Google Scholar] [CrossRef]
- Desvaux, M. Clostridium cellulolyticum: Model organism of mesophilic cellulolytic Clostridia. FEMS Microbial. Rev. 2005, 29, 741–764. [Google Scholar] [CrossRef]
- Bajpai, P. Structure of lignocellulosic biomass. In Pretreatment of Lignocellulosic Biomass for Biofuel Production; Springer: Singapore, 2016; pp. 7–12. [Google Scholar]
- Rajendran, K.; Drielak, E.; Varma, V.S.; Muthusamy, S.; Kumar, G. Updates on the pretreatment of lignocellulosic feedstocks for bioenergy production–A review. Biomass Conver. Bioref. 2018, 8, 471–483. [Google Scholar] [CrossRef]
- Maceiras, R.; Alfonsín, V.; Seguí, L.; González, J.F. Microwave Assisted Alkaline Pretreatment of Algae Waste in the Production of Cellulosic Bioethanol. Energies 2021, 14, 5891. [Google Scholar] [CrossRef]
- Irfan, M.; Asghar, U.; Nadeem, M.; Nelofer, R.; Syed, Q.; Shakir, H.A.; Qazi, J.I. Statistical optimization of saccharification of alkali pretreated wheat straw for bioethanol production. Waste Biomass Valor. 2016, 7, 1389–1396. [Google Scholar] [CrossRef]
- Tsegaye, B.; Balomajumder, C.; Roy, P. Microbial delignification and hydrolysis of lignocellulosic biomass to enhance biofuel production: An overview and future prospect. Bull N Res. Cent. 2019, 43, 51. [Google Scholar] [CrossRef]
- Gupta, A.; Verma, J.P. Sustainable bio-ethanol production from agro-residues: A review. Renew. Sustain. Energy Rev. 2015, 41, 550–567. [Google Scholar] [CrossRef]
- Kamzon, M.A.; Abderafi, S.; Bounahmidi, T. Promising bioethanol processes for developing a biorefinery in the Moroccan sugar industry. Internat. J. Hydro. Energy 2016, 41, 20880–20896. [Google Scholar] [CrossRef]
- Stenberg, K.; Galbe, M.; Zacchi, G. The influence of lactic acid formation on the simultaneous saccharification and fermentation (SSF) of softwood to ethanol. Enz. Microb. Technol. 2000, 26, 71–79. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Biores. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Chen, H.; Fu, X. Industrial technologies for bioethanol production from lignocellulosic biomass. Renew. Sustain. Energy Rev. 2016, 57, 468–478. [Google Scholar] [CrossRef]
- Hakim, A.; Chasanah, E.; Uju, U.; Santoso, J. Bioethanol production from seaweed processing waste by simultaneous saccharification and fermentation (SSF). Squ. Bull. Mar. Fish. Postharv. Biotechnol. 2017, 12, 41–47. [Google Scholar] [CrossRef]
- Tong, Z.; Pullammanappallil, P.; Teixeira, A.A. How ethanol is made from cellulosic biomass constituents of cellulosic biomass. Agricul. Biol. Engin. 2012, 2012, 12. [Google Scholar]
- Segal, L.G.J.M.A.; Creely, J.J.; Martin Jr, A.E.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Textile Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Tabassum, F.; Irfan, M.; Shakir, H.A.; Qazi, J.I. Statistical optimization for deconstruction of poplar substrate by dilute sulfuric acid for bioethanol production. Green Chem. Lett. Rev. 2017, 10, 69–79. [Google Scholar] [CrossRef][Green Version]
- Iram, M.; Asghar, U.; Irfan, M.; Huma, Z.; Jamil, S.; Nadeem, M.; Syed, Q. Production of bioethanol from sugarcane bagasse using yeast strains: A kinetic study. Energy Sour. Part A Recov. Util. Environ. Eff. 2018, 40, 364–372. [Google Scholar] [CrossRef]
- Gul, A.; Irfan, M.; Nadeem, M.; Syed, Q.; Haq, I.U. Kallar grass (Leptochloa fusca L. Kunth) as a feedstock for ethanol fermentation with the aid of response surface methodology. Environ. Prog. Sustain. Energy 2018, 37, 569–576. [Google Scholar]
- Sharma, N.; Kalra, K.L.; Oberoi, H.S.; Bansal, S. Optimization of fermentation parameters for production of ethanol from kinnow waste and banana peels by simultaneous saccharification and fermentation. Indian J. Microbiol. 2007, 47, 310–316. [Google Scholar] [CrossRef] [PubMed]
- Thontowi, A.; Perwitasari, U.; Kholida, L.N.; Prasetya, B. Optimization of simultaneous saccharification and fermentation in bioethanol production from sugarcane bagasse hydrolyse by Saccharomyces cerevisiae BTCC 3 using response surface methodology. IOP Conf. Ser. Earth Environ. Sci. 2018, 183, 012010. [Google Scholar] [CrossRef]
- Pirt, S.J. Principles of Microbe and Cell Cultivation; Blackwell Scientific Publications: Hoboken, NJ, USA, 1975. [Google Scholar]
- Okpokwasili, G.C.; Nweke, C.O. Microbial growth and substrate utilization kinetics. Afr. J. Biotechnol. 2006, 5, 305–317. [Google Scholar]
- Ravindran, R.; Jaiswal, A.K. A comprehensive review on pre-treatment strategy for lignocellulosic food industry waste: Challenges and opportunities. Biores. Technol. 2016, 199, 92–102. [Google Scholar] [CrossRef]
- Gao, C.; Xiao, W.; Ji, G.; Zhang, Y.; Cao, Y.; Han, L. Regularity and mechanism of wheat straw properties change in ball milling process at cellular scale. Biores. Technol. 2017, 241, 214–219. [Google Scholar] [CrossRef]
- Jabasingh, S.A.; Nachiyar, C.V. Utilization of pretreated bagasse for the sustainable bioproduction of cellulase by Aspergillus nidulans MTCC344 using response surface methodology. Indust. Crops Prod. 2011, 34, 1564–1571. [Google Scholar] [CrossRef]
- Kusmiyati, K.; Anarki, S.T.; Nugroho, S.W.; Widiastutik, R.; Hadiyanto, H. Effect of dilute acid and alkaline pretreatments on enzymatic saccharfication of palm tree trunk waste for bioethanol production. Bull. Chem. Reac. Engin. Catal. 2019, 14, 705–714. [Google Scholar] [CrossRef]
- Gunam, I.B.W.; Setiyo, I.Y.; Antara, I.N.S.; Wijaya, I.M.M.; ST, I.; Wijaya, M.M.; Arnata, I.W.; Arnata, I.W. Enhanced delignification of corn straw with alkaline pretreatment at mild temperature. Rasayan J. Chem. 2020, 13, 1022–1029. [Google Scholar] [CrossRef]
- Mishra, R.K.; Mohanty, K. Pyrolysis kinetics and thermal behavior of waste sawdust biomass using thermogravimetric analysis. Biores. Technol. 2018, 251, 63–74. [Google Scholar] [CrossRef]
- Barman, D.N.; Haque, M.A.; Kang, T.H.; Kim, M.K.; Kim, J.; Kim, H.; Yun, H.D. Alkali pretreatment of wheat straw (Triticum aestivum) at boiling temperature for producing a bioethanol precursor. Biosci, Biotechnol. Biochem. 2012, 76, 120480–120486. [Google Scholar] [CrossRef][Green Version]
- Gundupalli, M.P.; Kajiura, H.; Ishimizu, T.; Bhattacharyya, D. Alkaline hydrolysis of coconut pith: Process optimization, enzymatic saccharification, and nitrobenzene oxidation of Kraft lignin. Biomass Conver. Bioref. 2020, 1–19. [Google Scholar] [CrossRef]
- Sindhu, R.; Kuttiraja, M.; Binod, P.; Sukumaran, R.K.; Pandey, A. Bioethanol production from dilute acid pretreated Indian bamboo variety (Dendrocalamus sp.) by separate hydrolysis and fermentation. Indus. Crops Prod. 2014, 52, 169–176. [Google Scholar] [CrossRef]
- Asghar, U.; Irfan, M.; Iram, M.; Huma, Z.; Nelofer, R.; Nadeem, M.; Syed, Q. Effect of alkaline pretreatment on delignification of wheat straw. Nat. Prod. Res. 2015, 29, 125–131. [Google Scholar] [CrossRef] [PubMed]
- Irfan, M.; Gulsher, M.; Abbas, S.; Syed, Q.; Nadeem, M.; Baig, S. Effect of various pretreatment conditions on enzymatic saccharification. Songklan. J. Sci. Technol. 2011, 33, 397–404. [Google Scholar]
- Sukhang, S.; Choojit, S.; Reungpeerakul, T.; Sangwichien, C. Bioethanol production from oil palm empty fruit bunch with SSF and SHF processes using Kluyveromyces marxianus yeast. Cellulose 2020, 27, 301–314. [Google Scholar] [CrossRef]
- Vintila, T.; Vintila, D.; Neo, S.; Tulcan, C.; Hadaruga, N. Simultaneous hydrolysis and fermentation of lignocellulose versus separated hydrolysis and fermentation for ethanol production. Rom. Biotechnol. Lett. 2011, 16, 106–112. [Google Scholar]
- Triwahyuni, E. Valorization of oil palm empty fruit bunch for bioethanol production through separate hydrolysis and fermentation (SHF) using immobilized cellulolytic enzymes. IOP Conf. Ser. Earth Environ. Sci. 2020, 439, 12–18. [Google Scholar] [CrossRef]
- Tan, I.S.; Lee, K.T. Enzymatic hydrolysis and fermentation of seaweed solid wastes for bioethanol production: An optimization study. Energy 2014, 78, 53–62. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Silva, D.P.; Ruzene, D.S.; Lima, L.F.; Vicente, A.A.; Teixeira, J.A. Bioethanol production from hydrothermal pretreated wheat straw by a flocculating Saccharomyces cerevisiae strain–Effect of process conditions. Fuel 2012, 95, 528–536. [Google Scholar] [CrossRef]
- Pabón, A.M.; Felissia, F.E.; Mendieta, C.M.; Chamorro, E.R.; Area, M.C. Improvement of bioethanol production from rice husks. Cellulose Chem. Technol. 2020, 54, 689–698. [Google Scholar]
- Berłowska, J.; Kręgiel, D.; Klimek, L.; Orzeszyna, B.; Ambroziak, W. Novel yeast cell dehydrogenase activity assay in situ. Pol. J. Microbiol. 2006, 300, 127–131. [Google Scholar]
- Ballesteros, I.; Negro, M.; Dominguez, J.; Cabañas, A.; Manzanares, P.; Ballesteros, M. Ethanol production from steam-explosion pretreated wheat straw. Appl. Biochem. Biotechnol. 2006, 129–132, 496–508. [Google Scholar] [CrossRef]
- Wang, K.; Yang, H.; Wang, W.; Sun, R.C. Structural evaluation and bioethanol production by simultaneous saccharification and fermentation with biodegraded triploid poplar. Biotechnol. Biofuels 2013, 6, 42–50. [Google Scholar] [CrossRef] [PubMed]
- Sathendra, E.R.; Baskar, G.; Praveenkumar, R. Production of bioethanol from lignocellulosic banana peduncle waste using Kluveromyces marxianus. J. Environ. Biol. 2019, 40, 769–774. [Google Scholar] [CrossRef]
- Hadiyanto, H.; Ariyanti, D.; Aini, A.; Pinundi, D. Optimization of ethanol production from whey through fed-batch fermentation using Kluyveromyces marxianus. Energy Proc. 2014, 47, 108–112. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Parameters (g/L) | Label | Codes | |
|---|---|---|---|---|
| +1 | −1 | |||
| 1 | Yeast extract | A | 0.2 | 0.3 |
| 2 | K2HPO4 | B | 0.05 | 0.15 |
| 3 | (NH4)2SO4 | C | 0.2 | 0.3 |
| 4 | MgSO4 | D | 0.03 | 0.07 |
| Run No. | A | B | C | D | Ethanol (g/L) | ||
|---|---|---|---|---|---|---|---|
| Observed | Predicted | Residual | |||||
| 1 | 0.25 | 0.1 | 0.25 | 0.05 | 61.01 | 60.75 | 0.252 |
| 2 | 0.3 | 0.05 | 0.2 | 0.07 | 68.72 | 67.87 | 0.845 |
| 3 | 0.25 | 0 | 0.25 | 0.05 | 63.58 | 64.01 | −0.432 |
| 4 | 0.35 | 0.1 | 0.25 | 0.05 | 69.66 | 70.01 | −0.357 |
| 5 | 0.25 | 0.1 | 0.25 | 0.05 | 60.71 | 60.75 | −0.047 |
| 6 | 0.2 | 0.05 | 0.3 | 0.03 | 64.18 | 64.14 | 0.037 |
| 7 | 0.25 | 0.1 | 0.25 | 0.05 | 60 | 60.75 | −0.757 |
| 8 | 0.25 | 0.1 | 0.25 | 0.05 | 60 | 60.75 | −0.757 |
| 9 | 0.3 | 0.05 | 0.3 | 0.07 | 65.48 | 65.31 | 0.165 |
| 10 | 0.25 | 0.1 | 0.25 | 0.09 | 72 | 72.95 | −0.959 |
| 11 | 0.25 | 0.1 | 0.25 | 0.05 | 60 | 60.75 | −0.757 |
| 12 | 0.2 | 0.15 | 0.2 | 0.03 | 62.33 | 62.37 | −0.04 |
| 13 | 0.3 | 0.15 | 0.2 | 0.03 | 67.17 | 65.91 | 1.251 |
| 14 | 0.2 | 0.15 | 0.2 | 0.07 | 68 | 67.82 | 0.18 |
| 15 | 0.2 | 0.15 | 0.3 | 0.03 | 65 | 64.75 | 0.245 |
| 16 | 0.3 | 0.15 | 0.3 | 0.03 | 67.01 | 67.42 | −0.417 |
| 17 | 0.25 | 0.1 | 0.25 | 0.05 | 61.23 | 60.75 | 0.472 |
| 18 | 0.2 | 0.05 | 0.3 | 0.07 | 65.54 | 65.7 | −0.161 |
| 19 | 0.25 | 0.1 | 0.25 | 0.05 | 62.35 | 60.75 | 1.592 |
| 20 | 0.25 | 0.1 | 0.25 | 0.01 | 67.03 | 67.28 | −0.255 |
| 21 | 0.25 | 0.1 | 0.35 | 0.05 | 60 | 60.51 | −0.519 |
| 22 | 0.3 | 0.05 | 0.2 | 0.03 | 63.82 | 64.95 | −1.13 |
| 23 | 0.3 | 0.05 | 0.3 | 0.03 | 66 | 65.09 | 0.91 |
| 24 | 0.3 | 0.15 | 0.2 | 0.07 | 70.12 | 70.03 | 0.087 |
| 25 | 0.3 | 0.15 | 0.3 | 0.07 | 69.06 | 68.84 | 0.218 |
| 26 | 0.25 | 0.2 | 0.25 | 0.05 | 66 | 66.78 | −0.782 |
| 27 | 0.2 | 0.05 | 0.2 | 0.03 | 64 | 63.12 | 0.871 |
| 28 | 0.2 | 0.05 | 0.2 | 0.07 | 67.93 | 67.38 | 0.542 |
| 29 | 0.25 | 0.1 | 0.15 | 0.05 | 60 | 60.69 | −0.695 |
| 30 | 0.15 | 0.1 | 0.25 | 0.05 | 66 | 66.85 | −0.857 |
| 31 | 0.2 | 0.15 | 0.3 | 0.07 | 68.76 | 67.5 | 1.255 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 14 | 352.618 | 25.187 | 26.26 | 0.000 |
| Linear | 4 | 74.815 | 18.704 | 19.50 | 0.000 |
| A | 1 | 14.978 | 14.978 | 15.62 | 0.001 |
| B | 1 | 11.509 | 11.509 | 12.00 | 0.003 |
| C | 1 | 0.047 | 0.047 | 0.05 | 0.828 |
| D | 1 | 48.280 | 48.280 | 50.34 | 0.000 |
| Square | 4 | 261.697 | 65.424 | 68.21 | 0.000 |
| A×A | 1 | 105.425 | 105.425 | 109.92 | 0.000 |
| B×B | 1 | 38.484 | 38.484 | 40.12 | 0.000 |
| C×C | 1 | 0.040 | 0.040 | 0.04 | 0.841 |
| D×D | 1 | 156.758 | 156.758 | 163.44 | 0.000 |
| 2-Way Interaction | 6 | 16.106 | 2.684 | 2.80 | 0.047 |
| A×B | 1 | 2.976 | 2.976 | 3.10 | 0.097 |
| A×C | 1 | 0.766 | 0.766 | 0.80 | 0.385 |
| A×D | 1 | 1.782 | 1.782 | 1.86 | 0.192 |
| B×C | 1 | 1.877 | 1.877 | 1.96 | 0.181 |
| B×D | 1 | 1.416 | 1.416 | 1.48 | 0.242 |
| C×D | 1 | 7.290 | 7.290 | 7.60 | 0.014 |
| Error | 16 | 15.346 | 0.959 | ||
| Lack-of-Fit | 10 | 10.799 | 1.080 | 1.43 | 0.345 |
| Pure Error | 6 | 4.547 | 0.758 | ||
| Total | 30 | 367.964 |
| Fermentation Time (h) | Kinetic Parameters | ||||||
|---|---|---|---|---|---|---|---|
| µ | Yx/s | qs | Yp/s | Yp/x | qp | ||
| KOH + Steam (commercial cellulase) | 24 | 0.0079 | 0.178 | 0.031 | 0.403 | 0.279 | 0.014 |
| 48 | 0.0131 | 0.199 | 0.152 | 0.424 | 3.41 | 0.071 | |
| 72 | 0.0177 | 0.207 | 0.123 | 0.436 | 4.22 | 0.063 | |
| 96 | 0.0186 | 0.219 | 0.117 | 0.451 | 5.37 | 0.059 | |
| 120 | 0.0100 | 0.119 | 0.128 | 0.431 | 6.86 | 0.061 | |
| KOH + Steam (indigenous cellulase) | 24 | 0.0067 | 0.173 | 0.024 | 0.397 | 0.272 | 0.012 |
| 48 | 0.0099 | 0.191 | 0.141 | 0.402 | 3.01 | 0.062 | |
| 72 | 0.0111 | 0.198 | 0.112 | 0.418 | 3.93 | 0.053 | |
| 96 | 0.0120 | 0.206 | 0.107 | 0.434 | 4.71 | 0.052 | |
| 120 | 0.0064 | 0.201 | 0.119 | 0.417 | 5.78 | 0.053 | |
| Fermentation Time (h) | Kinetic Parameters | ||||||
|---|---|---|---|---|---|---|---|
| µ | Yx/s | qs | Yp/s | Yp/x | qp | ||
| KOH + Steam (commercial cellulase) | 24 | 0.0075 | 0.173 | 0.025 | 0.395 | 0.261 | 0.009 |
| 48 | 0.0112 | 0.194 | 0.147 | 0.417 | 3.21 | 0.054 | |
| 72 | 0.0160 | 0.203 | 0.115 | 0.434 | 4.01 | 0.049 | |
| 96 | 0.0182 | 0.219 | 0.109 | 0.443 | 4.92 | 0.045 | |
| 120 | 0.096 | 0.118 | 0.123 | 0.415 | 5.76 | 0.050 | |
| KOH + Steam (indigenous cellulase) | 24 | 0.0065 | 0.169 | 0.021 | 0.387 | 0.268 | 0.010 |
| 48 | 0.0097 | 0.187 | 0.139 | 0.396 | 2.98 | 0.058 | |
| 72 | 0.0108 | 0.193 | 0.108 | 0.406 | 3.91 | 0.049 | |
| 96 | 0.0115 | 0.209 | 0.105 | 0.413 | 4.65 | 0.054 | |
| 120 | 0.0061 | 0.195 | 0.117 | 0.389 | 5.81 | 0.051 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghazanfar, M.; Irfan, M.; Nadeem, M.; Shakir, H.A.; Khan, M.; Ahmad, I.; Saeed, S.; Chen, Y.; Chen, L. Bioethanol Production Optimization from KOH-Pretreated Bombax ceiba Using Saccharomyces cerevisiae through Response Surface Methodology. Fermentation 2022, 8, 148. https://doi.org/10.3390/fermentation8040148
Ghazanfar M, Irfan M, Nadeem M, Shakir HA, Khan M, Ahmad I, Saeed S, Chen Y, Chen L. Bioethanol Production Optimization from KOH-Pretreated Bombax ceiba Using Saccharomyces cerevisiae through Response Surface Methodology. Fermentation. 2022; 8(4):148. https://doi.org/10.3390/fermentation8040148
Chicago/Turabian StyleGhazanfar, Misbah, Muhammad Irfan, Muhammad Nadeem, Hafiz Abdullah Shakir, Muhammad Khan, Irfan Ahmad, Shagufta Saeed, Yue Chen, and Lijing Chen. 2022. "Bioethanol Production Optimization from KOH-Pretreated Bombax ceiba Using Saccharomyces cerevisiae through Response Surface Methodology" Fermentation 8, no. 4: 148. https://doi.org/10.3390/fermentation8040148
APA StyleGhazanfar, M., Irfan, M., Nadeem, M., Shakir, H. A., Khan, M., Ahmad, I., Saeed, S., Chen, Y., & Chen, L. (2022). Bioethanol Production Optimization from KOH-Pretreated Bombax ceiba Using Saccharomyces cerevisiae through Response Surface Methodology. Fermentation, 8(4), 148. https://doi.org/10.3390/fermentation8040148