
Production and Maturation of Soaps with Non-Edible Fermented Olive Oil and Comparison with Classic Olive Oil Soaps


Abstract
:1. Introduction
2. Materials and Methods
2.1. Olives
2.2. Olives’ Fermentation
2.3. pH Determination
2.4. Oil Extraction
2.5. Acidity Value of Oils
2.6. Peroxide Value of Oils
2.7. Saponification Value of Oils
2.8. Oils’ Saponification
- EVOO soap 0%, obtained from EVOO with 0% of non-neutralized fatty acids
- EVOO soap 5%, obtained from EVOO with 5% of non-neutralized fatty acids
- NEFOO soap 0%, obtained from NEFOO with 0% of non-neutralized fatty acids
- NEFOO soap 5%, obtained from NEFOO with 5% of non-neutralized fatty acids.
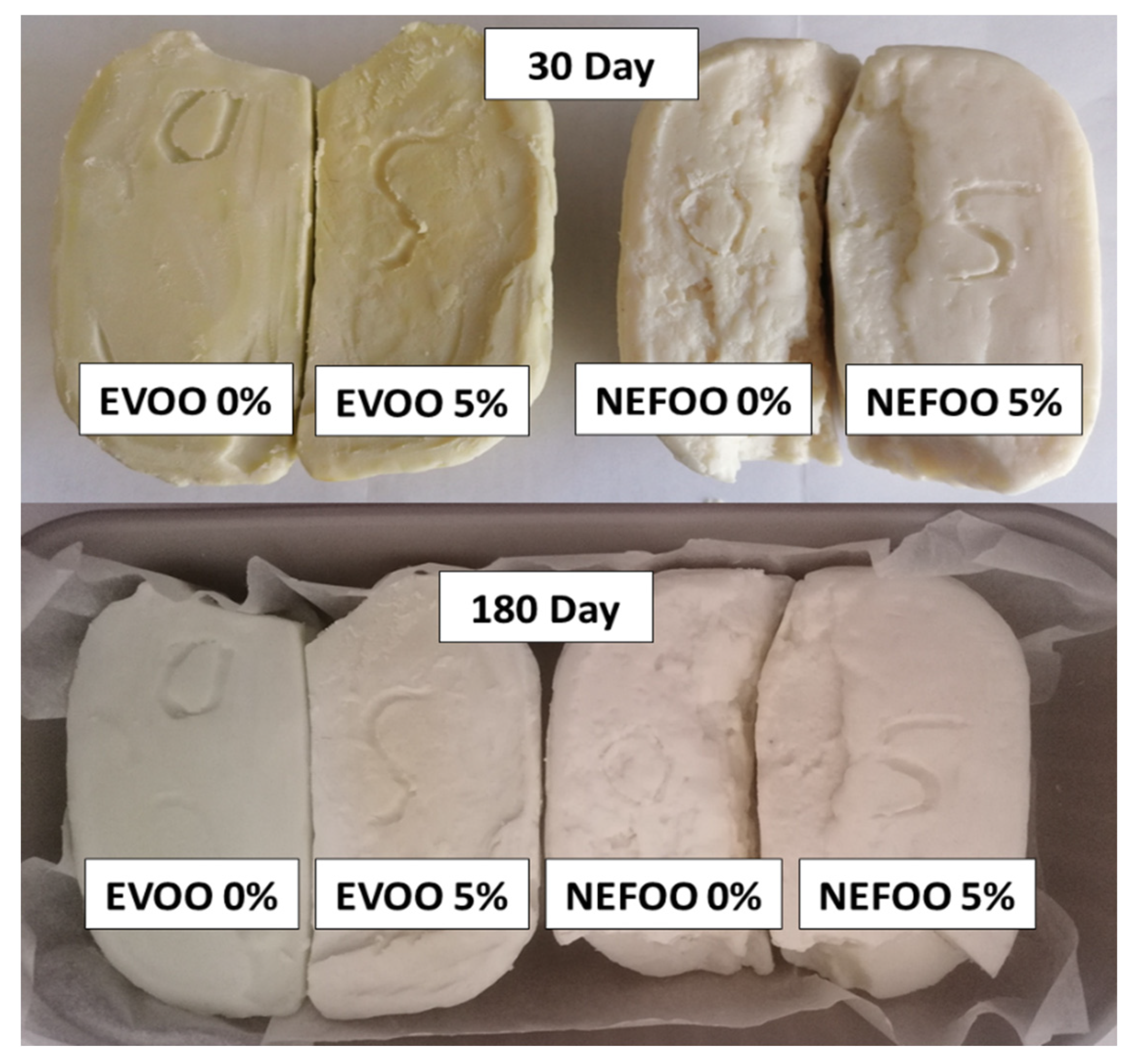
2.9. Colorimetric Determination
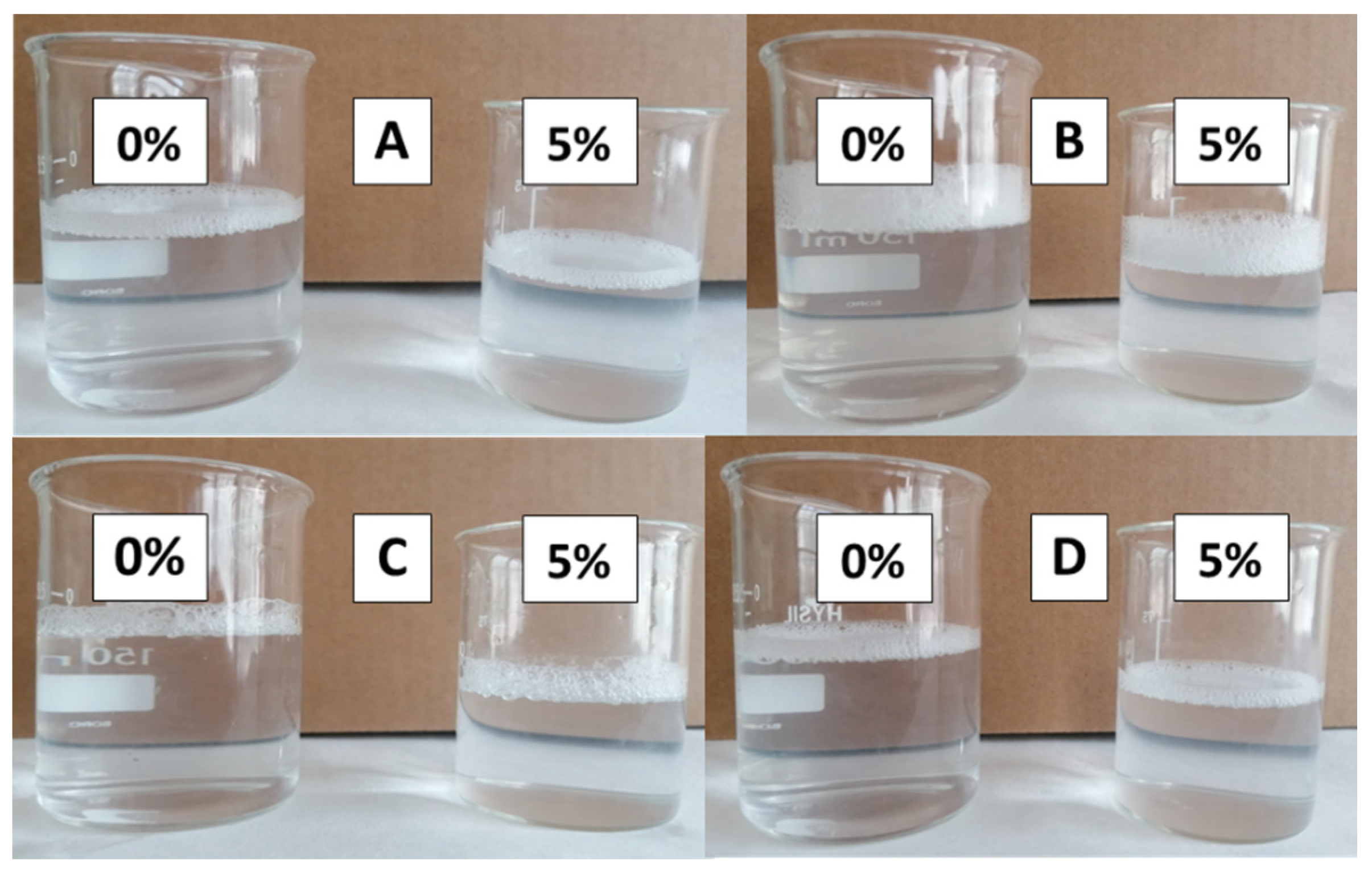
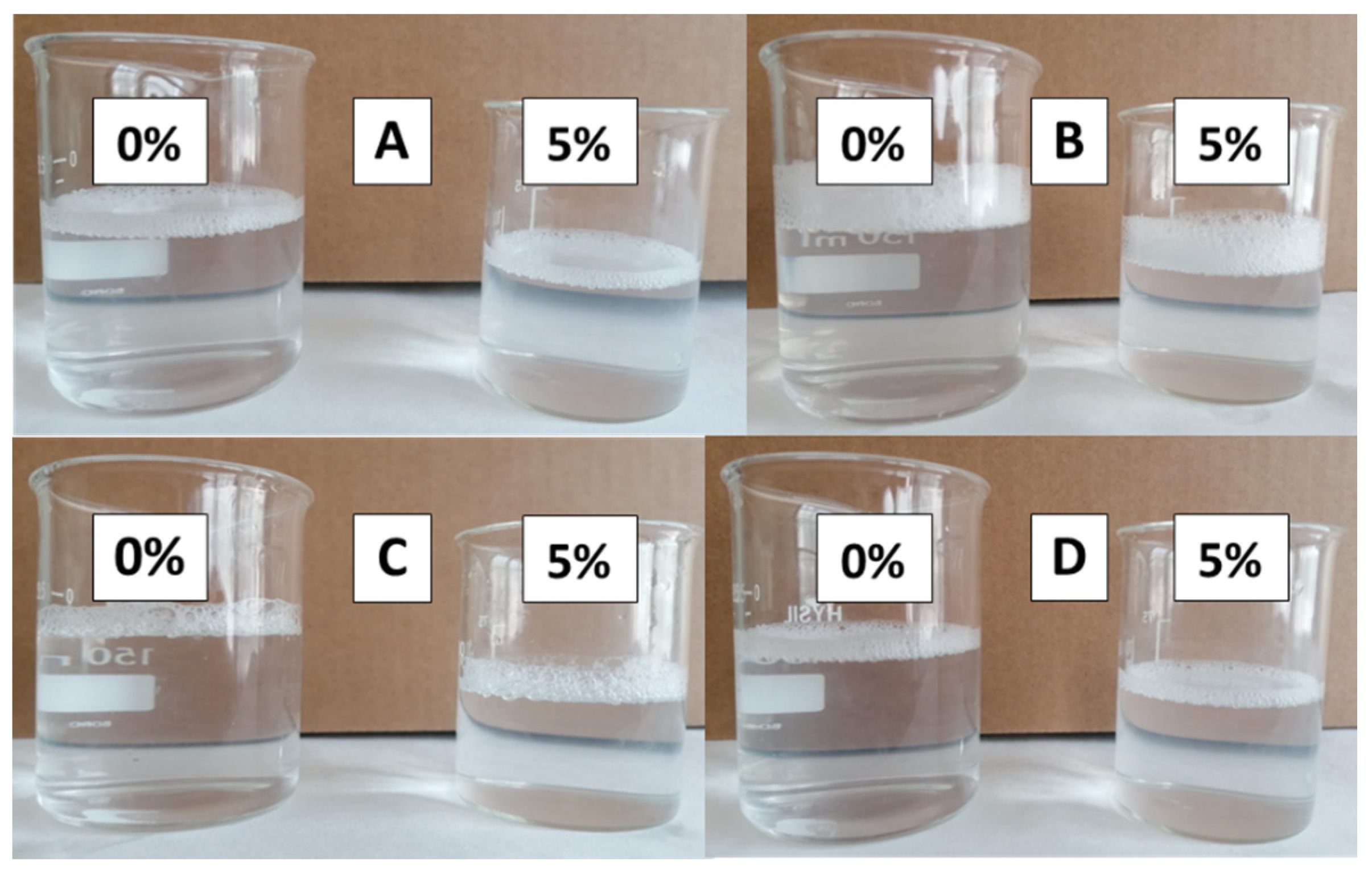
2.10. Solubility Determination
3. Results
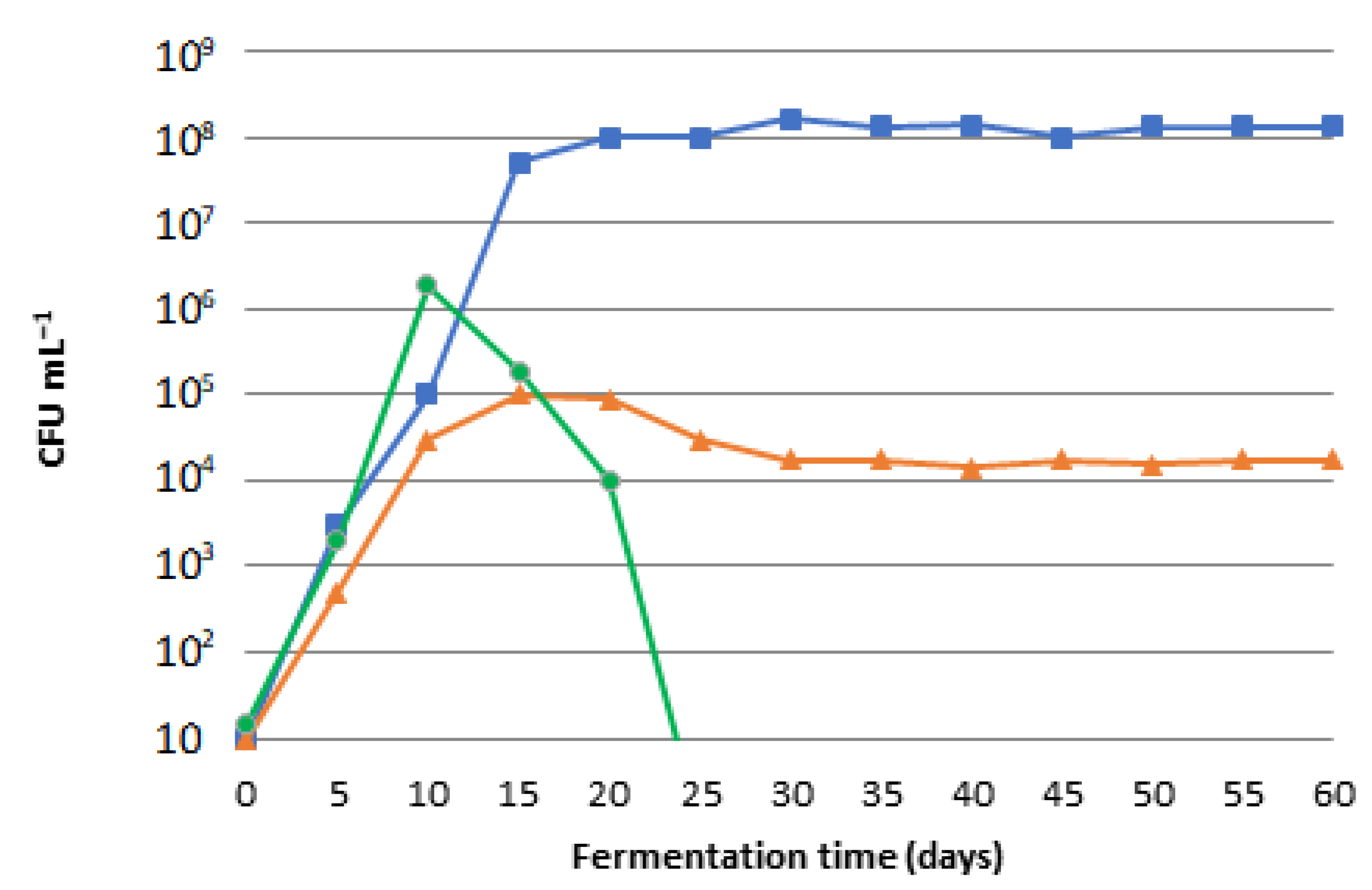
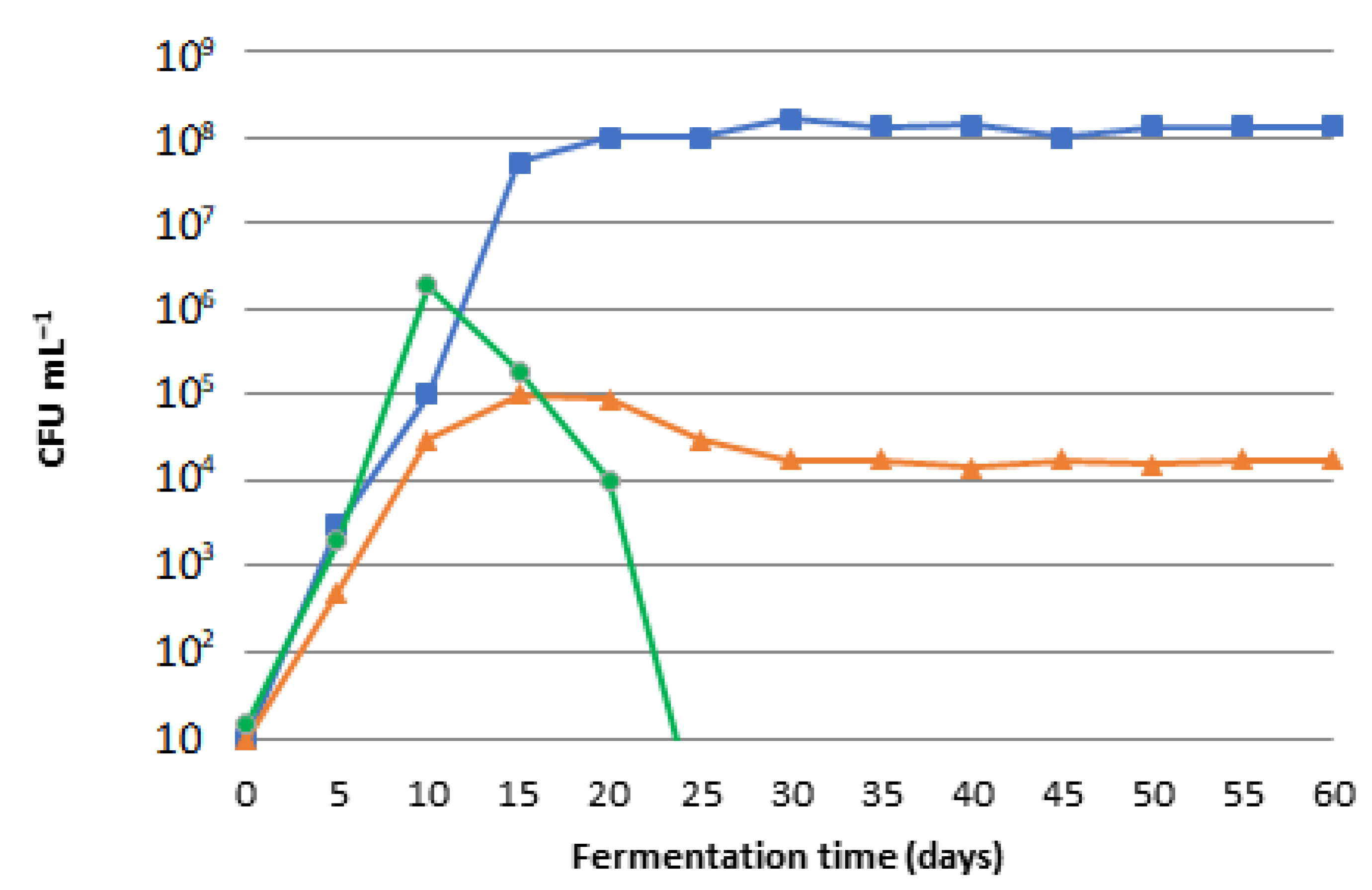
3.1. Olives’ Fermentation
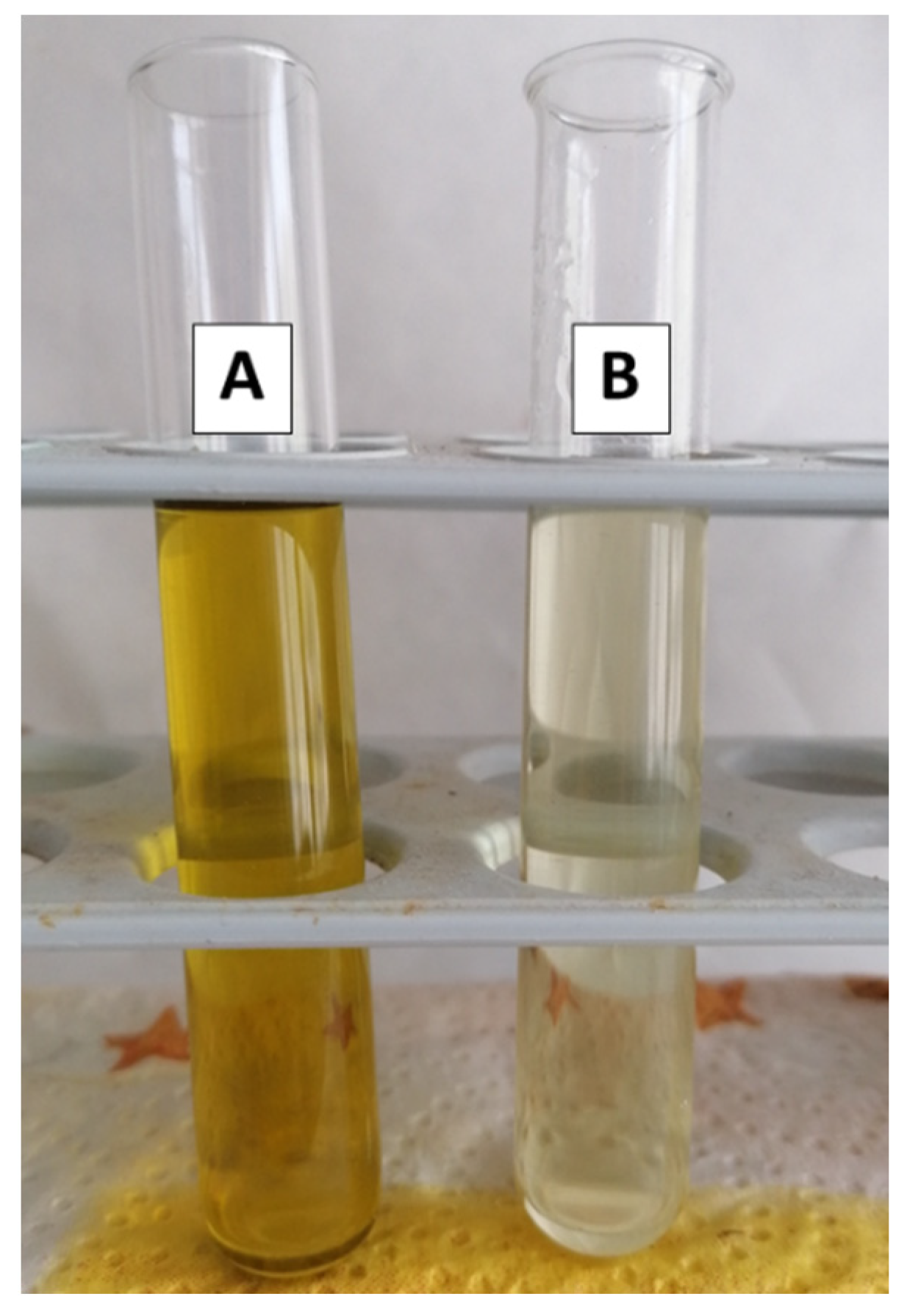
3.2. Oil Analysis
3.3. Soap Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Konkol, K.L.; Rasmussen, S.C. An Ancient Cleanser: Soap Production and Use in Antiquity. ACS J. 2015, 9, 245–266. [Google Scholar] [CrossRef]
- European Commission. Regulation (EC) No 1223/2009 of the European Parliament and of the Council of 30 November 2009 on Cosmetic Products; European Commission: Brussels, Belgium, 2009. [Google Scholar]
- Mannu, A.; Garroni, S.; Porras, J.I.; Mele, A. Available Technologies and Materials for Waste Cooking Oil Recycling. Processes 2020, 8, 366. [Google Scholar] [CrossRef] [Green Version]
- Kajdas, C. Major pathways for used oil disposal and recycling. Part 1. Lubr. Sci. 2006, 7, 61–74. [Google Scholar] [CrossRef]
- Abdel-Gawad, S.; Abdel-Shafy, M. Pollution control of industrial wastewater from soap and oil industries: A case study. Water Sci. Technol. 2002, 46, 77–82. [Google Scholar] [CrossRef] [PubMed]
- Bettley, F.R. Some Effects of Soap on the Skin. Br. Med. J. 1960, 1, 1675–1679. [Google Scholar] [CrossRef]
- Spitz, L. Sodeopec: Soaps, Detergents, Oleochemicals, and Personal Care Products, 3rd ed.; American Oil Chemists’ Society: Champaign, IL, USA, 2004. [Google Scholar] [CrossRef]
- Spitz, L. Soap Manufacturing Technology, 2nd ed.; Academic Press: Cambridge, MA, USA; AOCS Press: Urbana, IL, USA, 2016. [Google Scholar]
- Félix, S.; Araújo, J.; Piresa, A.M.; Sousa, C. Soap production: A green prospective. Waste Manag. 2017, 66, 190–195. [Google Scholar] [CrossRef] [PubMed]
- Azbar, N.; Bayram, A.; Filibeli, A.; Muezzinoglu, A.; Sengul, F.; Ozer, A. A Review of Waste Management Options in Olive Oil Production. Crit. Rev. Environ. Sci. Technol. 2004, 34, 209–247. [Google Scholar] [CrossRef]
- Charis, M.; Galanakis, C.M. Olive Mill Waste: Recent Advances for Sustainable Management, 1st ed.; Academic Press: Cambridge, MA, USA, 2017. [Google Scholar]
- García Martín, J.F.; Cuevas, M.; Feng, C.H.; Mateos, P.Á.; García, M.T.; Sánchez, S. Energetic valorisation of olive biomass: Olive-tree pruning, olive stones and pomaces. Processes 2020, 8, 511. [Google Scholar] [CrossRef]
- García Martín, J.F.; Cuevas, M.; Bravo, V.; Sánchez, S. Ethanol production from olive prunings by autohydrolysis and fermentation with Candida tropicalis. Renew. Energy 2010, 35, 1602–1608. [Google Scholar] [CrossRef]
- Cabrera, E.R.; Arriaza, M.; Rodríguez-Entrena, M. Is the extra virgin olive oil market facing a process of differentiation? A hedonic approach to disentangle the effect of quality attributes. Grasas Aceites 2015, 66, 4. [Google Scholar] [CrossRef] [Green Version]
- European Comission. Commission Regulation: Commission Implementing Regulation (EU) 2017/2470 of 20 December 2017 Establishing the Union List of Novel Foods in Accordance with Regulation (EU) 2015/2283 of the European Parliament and of the Council on Novel Foods; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- Rozanska, A.; Russo, M.; Cacciola, F.; Salafia, F.; Polkowska, Z.; Dugo, P.; Mondello, L. Concentration of Potentially Bioactive Compounds in Italian Extra Virgin Olive Oils from Various Sources by Using LC-MS and Multivariate Data Analysis. Foods 2020, 9, 1120. [Google Scholar] [CrossRef] [PubMed]
- Dugo, L.; Russo, M.; Cacciola, F.; Mandolfino, F.; Salafia, F.; Vilmercati1, A.; Fanali, C.; Casale, M.; De Gara, L.; Dugo, P.; et al. Determination of the Phenol and Tocopherol Content in Italian High-Quality Extra-Virgin Olive Oils by Using LC-MS and Multivariate Data Analysis. Food Anal. Methods 2020, 13, 1027–1041. [Google Scholar] [CrossRef]
- Poiana, M.; Romeo, F.V. Changes in chemical and microbiological parameters of some varieties of Sicily olives during natural fermentation. Grasas Aceites 2006, 57, 402–408. [Google Scholar] [CrossRef]
- Panagou, E.Z.; Katsaboxakis, C.Z. Effect of different brining treatments on the fermentation of cv. Conservolea green olives processed by the Spanish-method. Food Microbiol. 2006, 23, 199–204. [Google Scholar] [CrossRef] [PubMed]
- Lanza, B. Abnormal fermentations in table-olive processing: Microbial origin and sensory evaluation. Front. Biol. 2013, 4, 91. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kiain, H.; Hafidi, A. Chemical composition changes in four green olive cultivars during spontaneous fermentation. LWT-Food Sci. Technol. 2014, 57, 663–670. [Google Scholar] [CrossRef]
- Commission Regulation. Commission Implementing Regulation (EU) 2019/1604 of 27 September 2019 Amending Regulation (EEC) No 2568/91 on the Characteristics of Olive Oil and Olive-Residue Oil and on the Relevant Methods of Analysis; European Commission: Brussels, Belgium, 2019. [Google Scholar]
- International Organization for Standardization. ISO 660:2020-Animal and Vegetable Fats and Oils-Determination of Acid Value and Acidity; ISO: Geneva, Switzerland, 2020. [Google Scholar]
- International Organization for Standardization. ISO 3960:2017-Animal and Vegetable Fats and Oils-Determination of Peroxide Value-Iodometric (Visual) Endpoint Determination; ISO: Geneva, Switzerland, 2017. [Google Scholar]
- Wakita, K.; Kuwabara, H.; Furusho, N.; Tatebe, C.; Sato, K.; Akiyama, H. A Comparative Study of the Hydroxyl and Saponification Values of Polysorbate 60 in International Food Additive Specifications. Am. J. Anal. Chem. 2014, 5, 199–204. [Google Scholar] [CrossRef] [Green Version]
- Conesa, A.; Manera, F.C.; Brotons, J.M.; Fernandez-Zapata, J.C.; Simón, I.; Simón-Grao, S.; Alfosea-Simón, M.; Martínez Nicolás, J.J.; Valverde, J.M.; García-Sanchez, F. Changes in the content of chlorophylls and carotenoids in the rind of Fino 49 lemons during maturation and their relationship with parameters from the CIELAB color space. Sci. Hortic. 2019, 243, 252–260. [Google Scholar] [CrossRef]
- Gatti, E.; Bordegoni, M.; Spence, C. Investigating the influence of colour, weight, and fragrance intensity on the perception of liquid bath soap: An experimental study. Food Qual. Prefer. 2014, 31, 56–64. [Google Scholar] [CrossRef]
- Sanchez, A.H.; de Castro, A.; Rejano, L.; Montano, A. Comparative study on chemical changes in olive juice and brine during green olive fermentation. J. Agric. Food Chem. 2000, 48, 5975–5980. [Google Scholar] [CrossRef]
- Tofalo, R.; Schiron, M.; Perpetuini, G.; Angelozzi, G.; Suzzi, G.; Corsetti, A. Microbiological and chemical profiles of naturally fermented table olives and brines from different Italian cultivars. Antonie Van Leeuwenhoek 2012, 102, 121–131. [Google Scholar] [CrossRef] [PubMed]
- Perpetuini, G.; Prete, R.; Garcia-Gonzalez, N.; Khairul Alam, M.; Corsetti, A. Table Olives More than a Fermented Food. Foods 2020, 9, 178. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arroyo-López, F.N.; Querol, A.; Bautista-Gallego, J.; Garrido-Fernándezc, A. Role of yeasts in table olive production. Int. J. Food Microbiol. 2008, 128, 189–196. [Google Scholar] [CrossRef] [PubMed]
- Giannoutsou, E.P.; Meintanis, C.; Karagouni, A.D. Identification of yeast strains isolated from a two-phase decanter system olive oil waste and investigation of their ability for its fermentation. Bioresour. Technol. 2004, 93, 301–306. [Google Scholar] [CrossRef]
- Hurtado, A.; Reguant, C.; Bordons, A.; Rozès, N. Lactic acid bacteria from fermented table olives. Food Microbiol. 2012, 31, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Alexandraki, V.; Georgalaki, M.; Papadimitriou, K.; Anastasiou, R.; Zoumpopoulou, G.; Chatzipavlidis, I.; Papadelli, M.; Vallis, N.; Moschochoritis, K.; Tsakalido, E. Determination of triterpenic acids in natural and alkaline-treated Greek table olives throughout the fermentation process. LWT-Food Sci. Technol. 2014, 58, 609–613. [Google Scholar] [CrossRef]
- Sherahi, M.H.A.; Shahidi, F.; Yazdi, F.T.; Hashemi, S.M.B. Effect of Lactobacillus plantarum on olive and olive oil quality during fermentation process. LWT-Food Sci. Technol. 2018, 89, 572–580. [Google Scholar] [CrossRef]
- Borràs, E.; Mestres, M.; Aceña, L.; Busto, O.; Ferré, J.; Boqué, R.; Calvo, A. Identification of olive oil sensory defects by multivariate analysis of mid infrared spectra. Food Chem. 2015, 187, 197–203. [Google Scholar] [CrossRef]
- Harzalli, U.; Rodrigues, N.; Veloso, A.C.A.; Dias, L.G.; Pereira, A.J.; Oueslati, S.; Peres, A.M. A taste sensor device for unmasking admixing of rancid or winey-vinegary olive oil to extra virgin olive oil. Comput. Electron. Agric. 2018, 144, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.K.; Mukhopadhyay, M. Overview of Fungal Lipase: A Review. Biotechnol. Appl. Biochem. 2012, 166, 486–520. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, S.C.; Shoemakera, C.F. Volatile constituents in sensory defective virgin olive oils. Flavour Fragr. J. 2016, 31, 22–30. [Google Scholar] [CrossRef]
- Alajtal, A.I.; Sherami, F.E.; Elbagermi, M.A. Acid, Peroxide, Ester and Saponification Values for Some Vegetable Oils Before and After Frying. AASCIT J. Mater. 2018, 4, 43–47. [Google Scholar] [CrossRef]
- Girgis, A.Y. Production of high quality castile soap from high rancid olive oil. Grasas Aceites 2003, 54, 226–233. [Google Scholar] [CrossRef]
- Kachouri, F.; Hamdi, M. Enhancement of polyphenols in olive oil by contact with fermented olive mill wastewater by Lactobacillus plantarum. Process Biochem. 2004, 39, 841–845. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oil | SV (mg NaOH/g Oil) | NaOH mg/g Oil Soap 0% | NaOH mg/g Oil Soap 5% | Acidity (% Oleic Acid) | Peroxide (meq O2/kg Oil) |
|---|---|---|---|---|---|
| EVOO | 135.41 ± 0.61 | 135.41 | 128.64 | 0.15 ± 0.01 | 6.24 ± 0.07 |
| NEFOO | 133.34 ± 0.53 | 133.34 | 126.67 | 38.26 ± 0.04 | 29.32 ± 0.09 |
| Day of Maturation | pH EVOO Soap 0% | pH EVOO Soap 5% | pH NEFOO Soap 0% | pH NEFOO Soap 5% |
|---|---|---|---|---|
| 5 | 9.86 | 9.81 | 9.51 | 9.52 |
| 15 | 9.60 | 9.62 | 9.30 | 9.27 |
| 30 | 9.43 | 9.42 | 9.26 | 9.21 |
| 90 | 9.25 | 9.24 | 9.25 | 9.19 |
| 180 | 9.23 | 9.21 | 9.27 | 9.20 |
| Days of Maturation | EVOO Soap 0% | EVOO Soap 5% | NEFOO Soap 0% | NEFOO Soap 5% | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RGB | l* | a* | b* | RGB | l* | a* | b* | RGB | l* | a* | b* | RGB | l* | a* | b* | |
| 5 | 90.4 | −24.8 | 87.2 | 93.3 | −25.1 | 73.8 | 98.4 | −9.3 | 29.1 | 98.8 | −6.9 | 21.6 | ||||
| 15 | 93.7 | −22.5 | 74.1 | 95.4 | −21.3 | 78.9 | 98.2 | −2.62 | 8.5 | 97.7 | −3.3 | 11.4 | ||||
| 30 | 97.6 | −14.4 | 48.7 | 95.8 | −13.1 | 42.9 | 98.9 | −0.3 | 1.0 | 96.9 | −0.2 | 1.3 | ||||
| 90 | 97.0 | −3.6 | 9.2 | 97.0 | −3.7 | 10.6 | 97.1 | −0.4 | 0.9 | 96.1 | −0.2 | 0.8 | ||||
| 180 | 99.3 | −0.3 | 0.7 | 98.1 | −0.4 | 0.8 | 97.1 | −0.3 | 0.8 | 97.4 | −0.3 | 1.2 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferracane, A.; Tropea, A.; Salafia, F. Production and Maturation of Soaps with Non-Edible Fermented Olive Oil and Comparison with Classic Olive Oil Soaps. Fermentation 2021, 7, 245. https://doi.org/10.3390/fermentation7040245
Ferracane A, Tropea A, Salafia F. Production and Maturation of Soaps with Non-Edible Fermented Olive Oil and Comparison with Classic Olive Oil Soaps. Fermentation. 2021; 7(4):245. https://doi.org/10.3390/fermentation7040245
Chicago/Turabian StyleFerracane, Antonio, Alessia Tropea, and Fabio Salafia. 2021. "Production and Maturation of Soaps with Non-Edible Fermented Olive Oil and Comparison with Classic Olive Oil Soaps" Fermentation 7, no. 4: 245. https://doi.org/10.3390/fermentation7040245
APA StyleFerracane, A., Tropea, A., & Salafia, F. (2021). Production and Maturation of Soaps with Non-Edible Fermented Olive Oil and Comparison with Classic Olive Oil Soaps. Fermentation, 7(4), 245. https://doi.org/10.3390/fermentation7040245