
Production of Omega-3 Fatty Acids from the Microalga Crypthecodinium cohnii by Utilizing Both Pentose and Hexose Sugars from Agricultural Residues


 , ,
, ,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and OxiOrganosolv Pretreatment Process
2.2. Analysis Methods
2.2.1. Moisture Content
2.2.2. Ash Content
2.2.3. Elemental Analysis
2.2.4. Compositional Analysis of Lignocellulosic Samples
2.3. Enzymatic Hydrolysis of Solid Pulps
2.4. Detoxification and Enzymatic Hydrolysis of Liquid Fractions
2.5. Microalga Cultures
2.6. Extraction of Lipids, Quantification and Evaluation of Fatty Acids Profile
3. Results
3.1. OxiOrganosolv Fractionation of Wheat Straw with ACO and EtOH as Organic Solvents
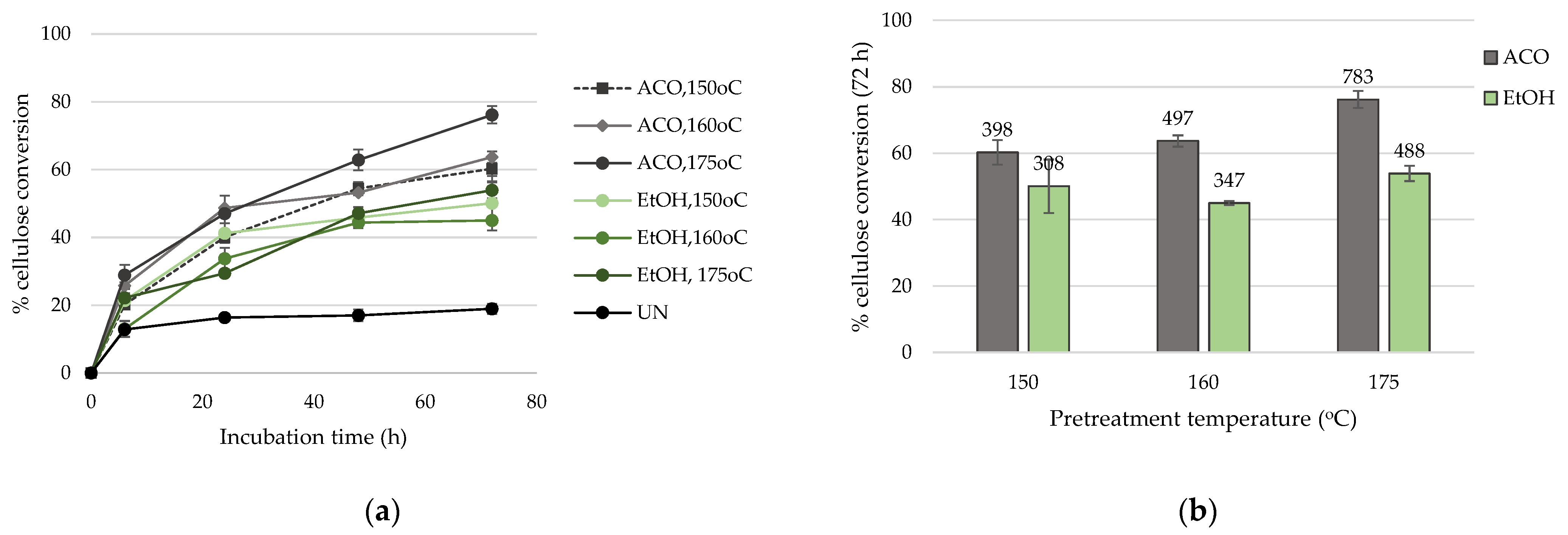
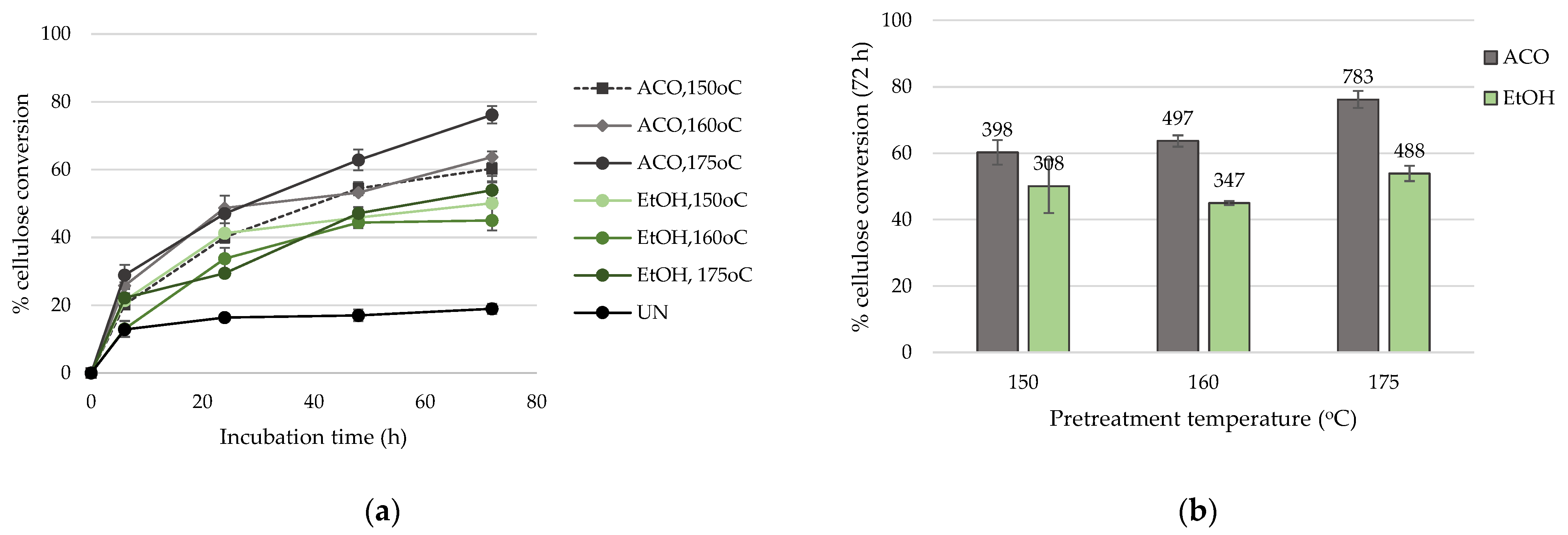
3.2. Saccharification of Solid Fraction towards the Production of a C6 Sugar-Rich Hydrolysate
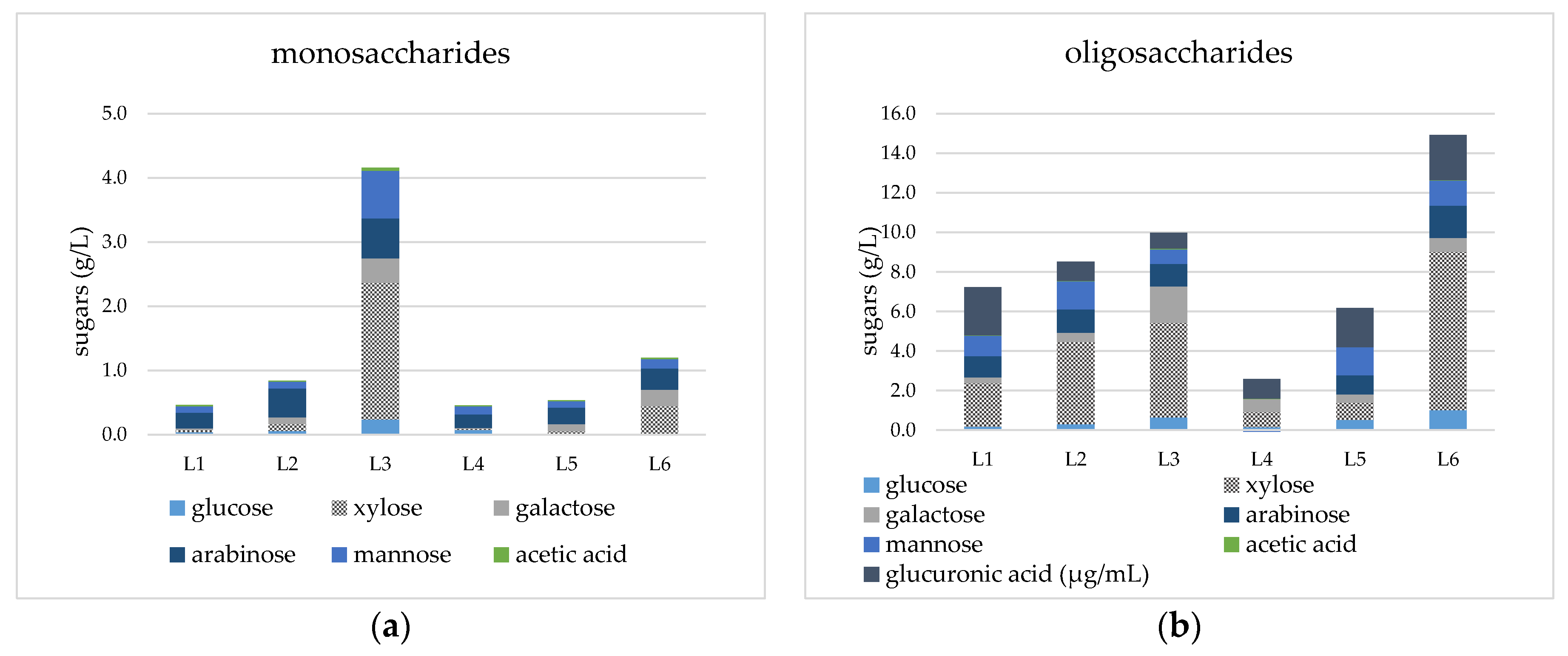
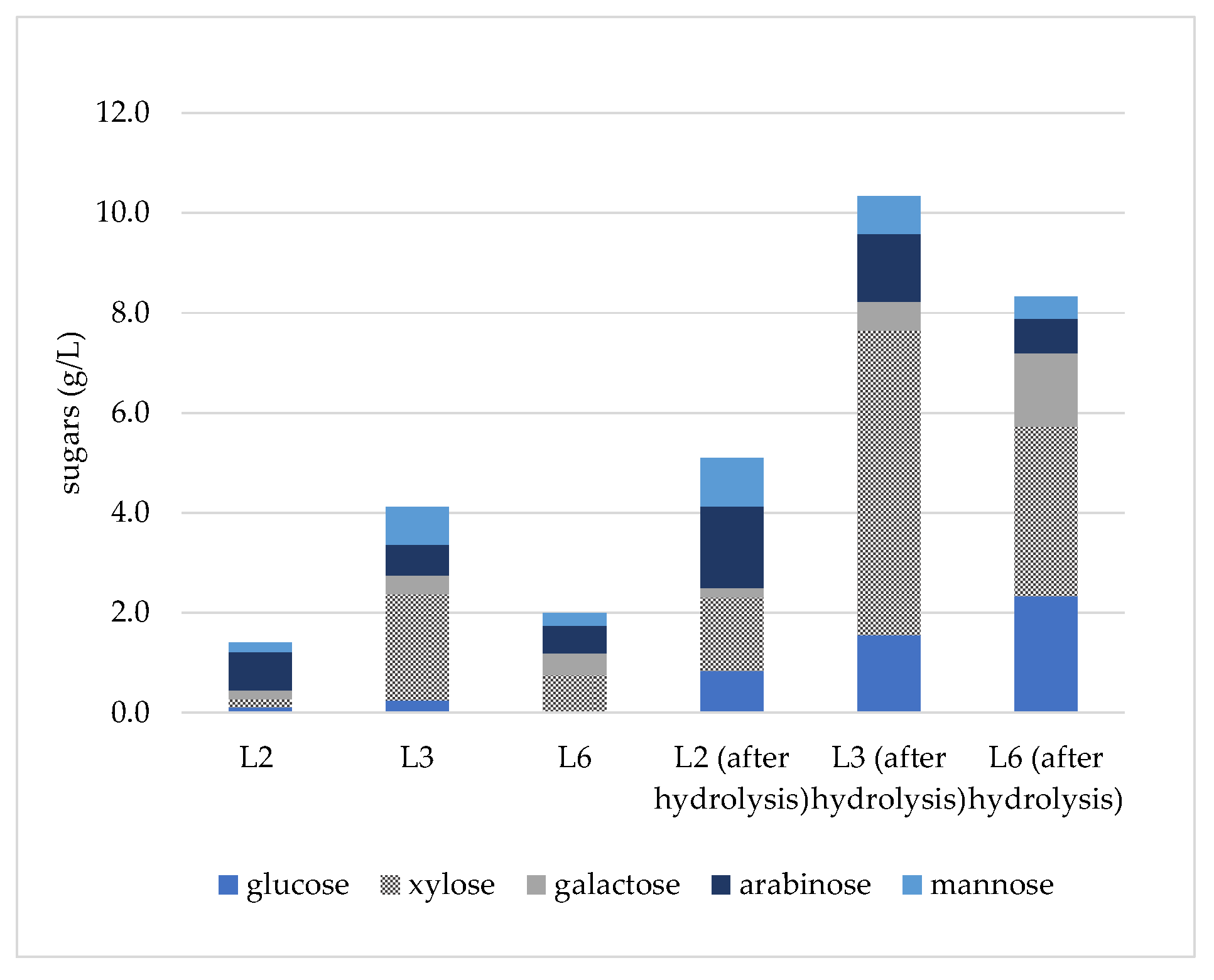
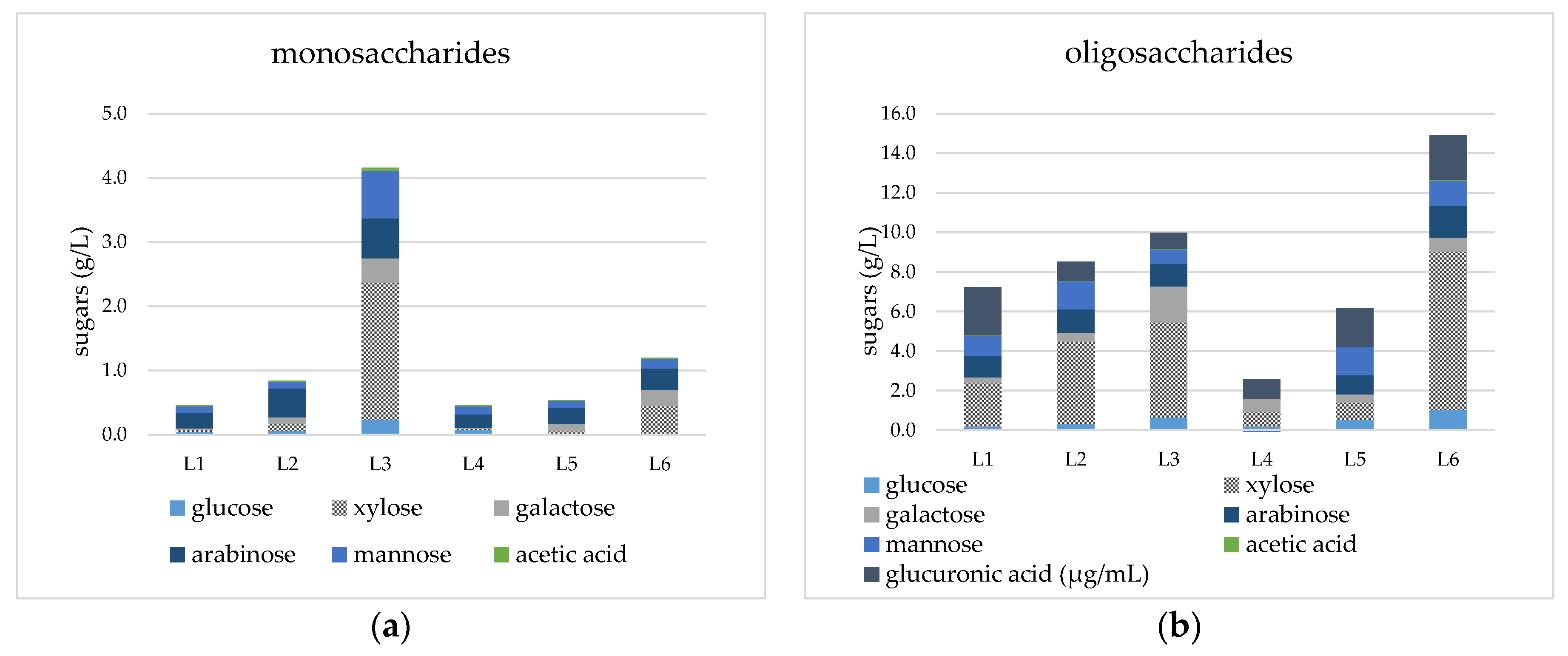
3.3. Enzymatic Hydrolysis of Liquid Fraction for the Enrichment in C5 Fermentable Sugars
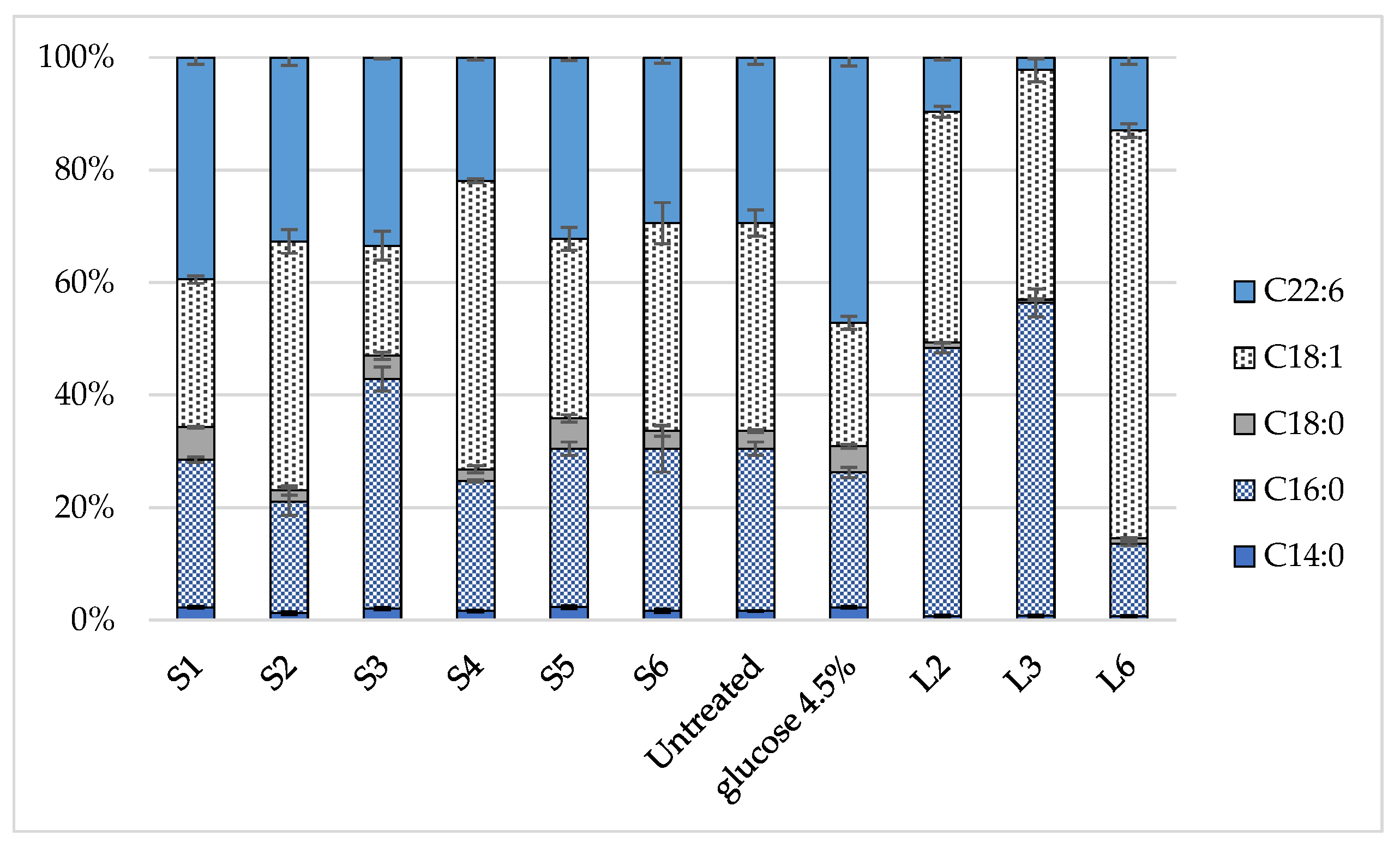
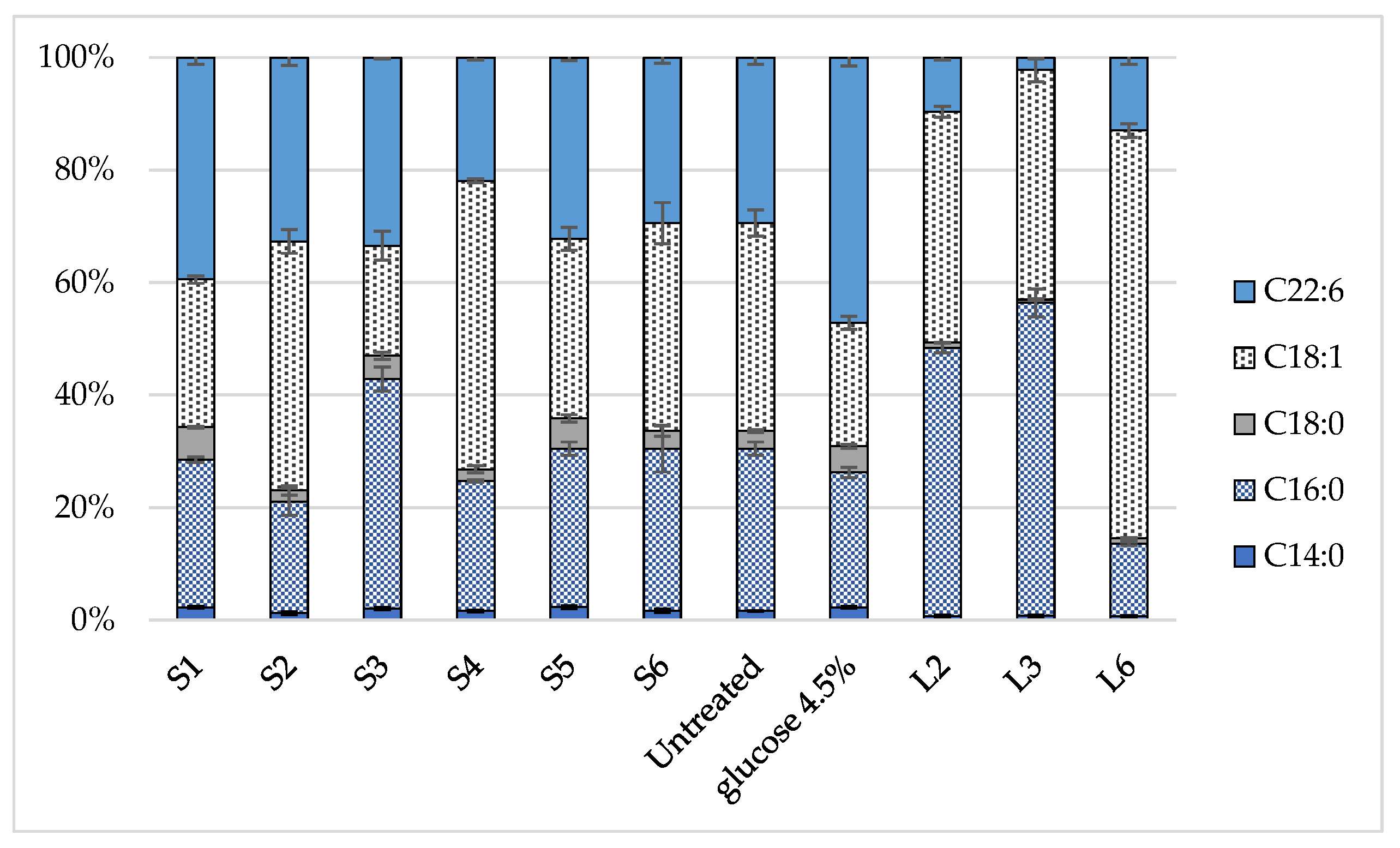
3.4. Lipid Accumulation and DHA Production by C. cohnii Growing on Biomass-Derived Enzymatic Hydrolysates
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Solarte-Toro, J.C.; Chacon-Perez, Y.; Cardona-Alzate, C.A. Evaluation of biogas and syngas as energy vectors for heat and power generation using lignocellulosic biomass as raw material. Electron. J. Biotechnol. 2018, 33, 52–62. [Google Scholar] [CrossRef]
- da Costa Lopes, A.M.; João, K.G.; Rubik, D.F.; Bogel-Łukasik, E.; Duarte, L.C.; Andreaus, J.; Bogel-Łukasik, R. Pre-treatment of lignocellulosic biomass using ionic liquids: Wheat straw fractionation. Bioresour. Technol. 2013, 142, 198–208. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Zhang, J.; Xie, J.; Qin, Y. Effects of NaOH-catalyzed organosolv pretreatment and surfactant on the sugar production from sugarcane bagasse. Bioresour. Technol. 2020, 312, 123601. [Google Scholar] [CrossRef]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef]
- Jørgensen, H.; Kristensen, J.B.; Felby, C. Enzymatic conversion of lignocellulose into fermentable sugars: Challenges and opportunities. Biofuel Bioprod. Biorefin. 2007, 1, 119–134. [Google Scholar] [CrossRef]
- Kalogiannis, K.G.; Karnaouri, A.; Michailof, C.; Tzika, A.M.; Asimakopoulou, G.; Topakas, E.; Lappas, A.A. OxiOrganosolv: A novel acid free oxidative organosolv fractionation for lignocellulose fine sugar streams. Bioresour. Technol. 2020, 313, 123599. [Google Scholar] [CrossRef]
- Zhao, X.; Cheng, K.; Liu, D. Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl. Microbiol. Biotechnol. 2009, 82, 815–827. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Wu, R.; Liu, D. Organosolv fractionating pre-treatment of lignocellulosic biomass for efficient enzymatic saccharification: Chemistry, kinetics, and substrate structures. Biofuel Bioprod. Biorefin. 2017, 11, 567–590. [Google Scholar] [CrossRef]
- Dong, C.; Meng, X.; Yeung, C.S.; Ho-Yin, T.S.E.; Ragauskas, A.J.; Leu, S.Y. Diol pretreatment to fractionate a reactive lignin in lignocellulosic biomass biorefineries. Green Chem. 2019, 21, 2788–2800. [Google Scholar] [CrossRef]
- Tang, D.Y.Y.; Khoo, K.S.; Chew, K.W.; Tao, Y.; Ho, S.H.; Show, P.L. Potential utilization of bioproducts from microalgae for the quality enhancement of natural products. Bioresour. Technol. 2020, 304, 122997. [Google Scholar] [CrossRef]
- Levasseur, W.; Perré, P.; Pozzobon, V. A review of high value-added molecules production by microalgae in light of the classification. Biotechnol. Adv. 2020, 41, 107545. [Google Scholar] [CrossRef]
- Silambarasan, S.; Logeswari, P.; Sivaramakrishnan, R.; Incharoensakdi, A.; Cornejo, P.; Kamaraj, B.; Chi, N.T.L. Removal of nutrients from domestic wastewater by microalgae coupled to lipid augmentation for biodiesel production and influence of deoiled algal biomass as biofertilizer for Solanum lycopersicum cultivation. Chemosphere 2021, 268, 129323. [Google Scholar] [CrossRef]
- Brasil, B.D.S.A.F.; de Siqueira, F.G.; Salum, T.F.C.; Zanette, C.M.; Spier, M.R. Microalgae and cyanobacteria as enzyme biofactories. Algal Res. 2017, 25, 76–89. [Google Scholar] [CrossRef]
- Khan, R.S.; Grigor, J.; Winger, R.; Win, A. Functional food product development–Opportunities and challenges for food manufacturers. Trends Food Sci. Technol. 2013, 30, 27–37. [Google Scholar] [CrossRef]
- Chalima, A.; Oliver, L.; Fernández de Castro, L.; Karnaouri, A.; Dietrich, T.; Topakas, E. Utilization of volatile fatty acids from microalgae for the production of high added value compounds. Fermentation 2017, 3, 54. [Google Scholar] [CrossRef] [Green Version]
- Chalima, A.; Hatzidaki, A.; Karnaouri, A.; Topakas, E. Integration of a dark fermentation effluent in a microalgal-based biorefinery for the production of high-added value omega-3 fatty acids. Appl. Energy 2019, 241, 130–138. [Google Scholar] [CrossRef]
- de Swaaf, M.E.; Pronk, J.T.; Sijtsma, L. Fed-batch cultivation of the docosahexaenoic-acid-producing marine alga Crypthecodinium cohnii on ethanol. Appl. Microbiol. Biotechnol. 2003, 61, 40–43. [Google Scholar] [CrossRef]
- Paz, A.; Karnaouri, A.; Templis, C.C.; Papayannakos, N.; Topakas, E. Valorization of exhausted olive pomace for the production of omega-3 fatty acids by Crypthecodinium cohnii. Waste Manag. 2020, 118, 435–444. [Google Scholar]
- Karnaouri, A.; Chalima, A.; Kalogiannis, K.; Varamogianni-Mamatsi, D.; Lappas, A.; Topakas, E. Utilization of organosolv pretreated lignocellulosic biomass for the production of omega-3 fatty acids by the heterotrophic marine microalga Crypthecodinium cohnii. Bioresour. Technol. 2020, 303, 122899. [Google Scholar] [CrossRef]
- Karnaouri, A.; Asimakopoulou, G.; Kalogiannis, K.G.; Lappas, A.A.; Topakas, E. Efficient production of nutraceuticals and lactic acid from lignocellulosic biomass by combining organosolv fractionation with enzymatic/fermentative routes. Bioresour. Technol. 2021, 341, 125846. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; TP-510-42619; NREL: Golden, CO, USA, 2008. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D.L.A.P. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Bradford, M.M. A rapid and sensitive method for the quantitation of microgram quantities of protein utilizing the principle of protein-dye binding. Anal. Biochem. 1976, 72, 248–254. [Google Scholar] [CrossRef]
- Raba, J.; Mottola, H.A. Glucose Oxidase as an Analytical Reagent. Crit. Rev. Anal. Chem. 1995, 25, 1–42. [Google Scholar] [CrossRef]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Singleton, V.L.; Orthofer, R.; Lamuela-Raventós, R.M. Analysis of total phenols and other oxidation substrates and antioxidants by means of folin-ciocalteu reagent. Meth. Enzymol. 1999, 299, 152–178. [Google Scholar]
- de Swaaf, M.E.; de Rijk, T.C.; Eggink, G.; Sijtsma, L. Optimisation of docosahexaenoic acid production in batch cultivations by Crypthecodinium cohnii. J. Biotechnol. 1999, 70, 185–192. [Google Scholar] [CrossRef]
- Folch, J.; Lees, M.; Stanley, G.S. A simple method for the isolation and purification of total lipids from animal tissues. J. Biol. Chem. 1957, 226, 497–509. [Google Scholar] [CrossRef]
- Alatzas, S.; Moustakas, K.; Malamis, D.; Vakalis, S. Biomass potential from agricultural waste for energetic utilization in Greece. Energies 2019, 12, 1095. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Dale, B.E. Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenerg. 2004, 26, 361–375. [Google Scholar] [CrossRef]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef]
- Zhang, Y.P. Reviving the carbohydrate economy via multi-product lignocellulose biorefineries. J. Ind. Microbiol. Biotechnol. 2008, 35, 367–375. [Google Scholar] [CrossRef]
- Ferreira, J.A.; Brancoli, P.; Agnihotri, S.; Bolton, K.; Taherzadeh, M.J. A review of integration strategies of lignocelluloses and other wastes in 1st generation bioethanol processes. Process Biochem. 2018, 75, 173–186. [Google Scholar] [CrossRef]
- Li, X.; Luo, Y.; Daroch, M.; Hou, J.; Gui, W. Oxygen-assisted ethanol organosolv pretreatment of sugarcane bagasse for efficient removal of hemicellulose and lignin. Cellulose 2018, 25, 5511–5522. [Google Scholar] [CrossRef]
- Martín-Sampedro, R.; Eugenio, M.E.; Fillat, Ú.; Martín, J.A.; Aranda, P.; Ruiz-Hitzky, E.; Ibarra, D.; Wicklein, B. Biorefinery of lignocellulosic biomass from an elm clone: Production of fermentable sugars and lignin-derived biochar for energy and environmental applications. Energy Technol. 2019, 7, 277–287. [Google Scholar] [CrossRef]
- Park, Y.C.; Kim, J.S.; Kim, T.H. Pretreatment of corn stover using organosolv with hydrogen peroxide for effective enzymatic saccharification. Energies 2018, 11, 1301. [Google Scholar] [CrossRef] [Green Version]
- Alves, L.A.; Almeida e Silva, J.B.; Giulietti, M. Solubility of D-glucose in water and ethanol/water mixtures. J. Chem. Eng. Data 2007, 52, 2166–2170. [Google Scholar] [CrossRef]
- Del Rio, L.F.; Chandra, R.P.; Saddler, J.N. The effects of increasing swelling and anionic charges on the enzymatic hydrolysis of organosolv-pretreated softwoods at low enzyme loadings. Biotechnol Bioeng. 2011, 108, 1549–1558. [Google Scholar] [CrossRef]
- Salapa, I.; Katsimpouras, C.; Topakas, E.; Sidiras, D. Organosolv pretreatment of wheat straw for efficient ethanol production using various solvents. Biomass Bioenerg. 2017, 100, 10–16. [Google Scholar] [CrossRef]
- Wildschut, J.; Smit, A.T.; Reith, J.H.; Huijgen, W.J. Ethanol-based organosolv fractionation of wheat straw for the production of lignin and enzymatically digestible cellulose. Bioresour. Technol. 2013, 135, 58–66. [Google Scholar] [CrossRef]
- Kumar, V.; Krishania, M.; Sandhu, P.P.; Ahluwalia, V.; Gnansounou, E.; Sangwan, R.S. Efficient detoxification of corn cob hydrolysate with ion-exchange resins for enhanced xylitol production by Candida tropicalis MTCC 6192. Bioresour. Technol. 2018, 251, 416–419. [Google Scholar] [CrossRef]
- Kudahettige-Nilsson, R.L.; Helmerius, J.; Nilsson, R.T.; Sjöblom, M.; Hodge, D.B.; Rova, U. Biobutanol production by Clostridium acetobutylicum using xylose recovered from birch Kraft black liquor. Bioresour. Technol. 2015, 176, 71–79. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Lin, Y.; Zhang, Z.; Xiang, T.; Mei, Y.; Zhao, S.; Liang, Y.; Peng, N. High-titer lactic acid production by Lactobacillus pentosus FL0421 from corn stover using fed-batch simultaneous saccharification and fermentation. Bioresour. Technol. 2016, 214, 74–80. [Google Scholar] [CrossRef]
- Boonchuay, P.; Techapun, C.; Leksawasdi, N.; Seesuriyachan, P.; Hanmoungjai, P.; Watanabe, M.; Takenaka, S.; Chaiyaso, T. An integrated process for xylooligosaccharide and bioethanol production from corncob. Bioresour. Technol. 2018, 256, 399–407. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Y.; Chen, F. Effects of medium glucose concentration and pH on docosahexaenoic acid content of heterotrophic Crypthecodinium cohnii. Process Biochem. 2000, 35, 1205–1209. [Google Scholar] [CrossRef]
- Mendes, A.; Guerra, P.; Madeira, V.; Ruano, F.; da Silva, T.L.; Reis, A. Study of docosahexaenoic acid production by the heterotrophic microalga Crypthecodinium cohnii CCMP 316 using carob pulp as a promising carbon source. World J. Microbiol. Biotechnol. 2007, 23, 1209–1215. [Google Scholar] [CrossRef]
- Gong, Y.; Liu, J.; Jiang, M.; Liang, Z.; Jin, H.; Hu, X.; Wan, X.; Hu, C. Improvement of omega-3 docosahexaenoic acid production by marine dinoflagellate Crypthecodinium cohnii using rapeseed meal hydrolysate and waste molasses as feedstock. PLoS ONE 2015, 10, e0125368. [Google Scholar] [CrossRef] [Green Version]
- Isleten-Hosoglu, M.; Elibol, M. Bioutilization of cheese whey and corn steep liqour by heterotrophic microalgae Crypthecodinium cohnii for biomass and lipid production. Acad. Food J. Akad. GIDA 2017, 15, 233–241. [Google Scholar]
- Gachelin, M.; Boutoute, M.; Carrier, G.; Talec, A.; Pruvost, E.; Guihéneuf, F.; Bernard, O.; Sciandra, A. Enhancing PUFA-rich polar lipids in Tisochrysis lutea using adaptive laboratory evolution (ALE) with oscillating thermal stress. Appl. Microbiol. Biotechnol. 2021, 105, 301–312. [Google Scholar] [CrossRef]
- Roleda, M.Y.; Slocombe, S.P.; Leakey, R.J.G.; Day, J.G.; Bell, E.M.; Stanley, M.S. Effects of temperature and nutrient regimes on biomass and lipid production by six oleaginous microalgae in batch culture employing a two-phase cultivation strategy. Bioresour. Technol. 2013, 129, 439–449. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Temperature (°C) | Reaction Time (Min) | Solvent (50:50%) | % Solubilization | Composition of Solid Pulp | % Recovery in the Pulp | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Lignin (wt%) | Cellulose (wt%) | Hemicellulose (wt%) 1 | Total Mass Closure | Total Lignin Removal | C6 | C6/C5 | |||||
| Cellulose Recovery | Hemicellulose Recovery | ||||||||||
| S1 | 150 | 120 | H2O/ACO | 32.6 | 12.5 | 60.1 | 28.3 | 100.8 | 49.3 | 101.5 | 83.3 |
| S2 | 160 | 120 | H2O/ACO | 44.6 | 7.8 | 71.0 | 23.2 | 102.0 | 73.8 | 98.6 | 56.1 |
| S3 | 175 | 120 | H2O/ACO | 55.2 | 4.4 | 83.2 | 11.4 | 99.0 | 88.1 | 93.3 | 22.3 |
| S4 | 150 | 120 | H2O/EtOH | 31.1 | 14 | 56.2 | 28.4 2 | 98.6 | 41.8 | 97.0 | 85.4 |
| S5 | 160 | 120 | H2O/EtOH | 44.4 | 8.6 | 70.0 | 23.6 | 102.2 | 70.9 | 97.5 | 57.3 |
| S6 | 175 | 120 | H2O/EtOH | 52.7 | 4.6 | 82.4 | 17.3 | 104.3 | 86.8 | 97.6 | 35.7 |
| S7 | Untreated | 16.6 | 39.9 | 22.9 3 | 98.0 4 | - | - | - | |||
| Sample | mg/g of Untreated Biomass | % Hemicellulose Recovery in Liquid Fraction | |||||
|---|---|---|---|---|---|---|---|
| Mono- | Oligo- | Total | Mono- | Oligo- | Oligo-/Mono- Ratio | Total | |
| L1 (ACO 150 °C) | 3.9 | 40.3 | 44.2 | 1.5 | 15.7 | 10.5 | 17.2 |
| L2 (ACO 160 °C) | 7.3 | 65.1 | 72.3 | 2.8 | 25.4 | 9.1 | 28.2 |
| L3 (ACO 175 °C) | 37.2 | 81.7 | 119.0 | 14.5 | 31.9 | 2.2 | 32.7 |
| L4 (EtOH 150 °C) | 3.0 | 33.0 | 36.0 | 1.2 | 12.9 | 10.8 | 14.0 |
| L5 (EtOH 160 °C) | 2.6 | 14.2 | 16.9 | 1.0 | 5.6 | 5.6 | 6.6 |
| L6 (EtOH 175 °C) | 7.7 | 80.6 | 88.3 | 3.0 | 31.4 | 10.5 | 34.4 |
| Before Hydrolysis | After Hydrolysis | |||
|---|---|---|---|---|
| Sample | Mono- (mg/mL) | Oligo- (mg/mL) | Mono- (mg/mL) | Hydrolysis Yield (%) |
| L2 | 1.4 (0.04) | 7.6 (0.2) | 5.1 (0.1) | 49.0 (1.2) |
| L3 | 3.6 (0.09) | 9.2 (0.3) | 10.3 (0.2) | 73.4 (1.8) |
| L6 | 2.0 (0.05) | 12.6 (0.2) | 8.3 (0.2) | 50.2 (1.3) |
| Sample | Cell Biomass (g/L) | TFA (%) | TFA (g/L) | DHA (%) | DHA (g/L) |
|---|---|---|---|---|---|
| S1 | 6.72 (0.67) | 37.04 (2.02) | 2.49 (0.38) | 38.82 (1.84) | 0.97 (0.19) |
| S2 | 4.30 (0.11) | 38.35 (1.2) | 1.65 (0.10) | 33.78 (2.60) | 0.56 (0.08) |
| S3 | 3.07 (0.06) | 39.02 (4.61) | 1.20 (0.16) | 33.50 (0.30) | 0.40 (0.06) |
| S4 | 5.01(0.48) | 64.06 (2.98) | 3.21 (0.45) | 22.28 (0.83) | 0.72 (0.13) |
| S5 | 6.23 (0.25) | 70.29 (5.6) | 4.38 (0.52) | 32.20 (3.40) | 1.41 (0.45) |
| S6 | 3.75 (0.97) | 60.55 (3.34) | 2.27 (0.41) | 29.19 (1.18) | 0.66 (0.15) |
| Untreated | 4.29 (0.11) | 10.60 (2.73) | 0.45 (0.13) | 12.11 (1.83) | 0.06 (0.01) |
| Glucose 4.5% | 2.67 (0.10) | 40.61 (3.29) | 1.08 (0.09) | 47.20 (1.75) | 0.51 (0.06) |
| L2 | 3.62 (0.34) | 48.50 (4.76) | 1.76 (0.34) | 9.68 (0.89) | 0.17 (0.05) |
| L3 | 3.75 (0.25) | 22.45 (4.44) | 0.84 (0.22) | 2.21 (0.30) | 0.02 (0.01) |
| L6 | 4.04 (0.11) | 66.20 (4.73) | 2.67 (0.27) | 13.03 (1.41) | 0.35 (0.07) |
| Sample | TFA (mg/g of Pretreated Biomass or mg/mL of Liquid Fraction) | TFA (mg/g of Untreated Biomass) | DHA (mg/g of Pretreated Biomass or mg/mL of Liquid Fraction) | DHA (mg/g of Untreated Biomass) |
|---|---|---|---|---|
| S1 | 20.75 (3.19) | 14.0 (1.09) | 8.06 (1.62) | 5.4 (1.09) |
| S2 | 13.76 (0.80) | 7.6 (0.35) | 4.65 (0.63) | 2.6 (0.35) |
| S3 | 9.97 (1.36) | 4.5 (0.22) | 3.34 (0.49) | 1.5 (0.22) |
| S4 | 26.74 (3.79) | 18.4 (0.74) | 5.96 (1.07) | 4.1 (0.74) |
| S5 | 36.48 (4.36) | 20.3 (1.17) | 11.75 (1.66) | 7.1 (1.2) |
| S6 | 18.93 (5.95) | 9.0 (0.93) | 5.53 (1.96) | 2.6 (0.93) |
| L2 | 1.95 (0.38) | 9.23 (1.77) | 0.19 (0.05) | 0.90 (0.23) |
| L3 | 0.94 (0.25) | 4.68 (1.23) | 0.02 (0.01) | 0.10 (0.05) |
| L6 | 2.97 (0.30) | 10.71 (1.08) | 0.39 (0.08) | 1.41 (0.39) |
| Untreated | 3.69 (1.06) | 3.8 (1.09) | 0.46(0.02) | 1.1 (0.05) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asimakopoulou, G.; Karnaouri, A.; Staikos, S.; Stefanidis, S.D.; Kalogiannis, K.G.; Lappas, A.A.; Topakas, E. Production of Omega-3 Fatty Acids from the Microalga Crypthecodinium cohnii by Utilizing Both Pentose and Hexose Sugars from Agricultural Residues. Fermentation 2021, 7, 219. https://doi.org/10.3390/fermentation7040219
Asimakopoulou G, Karnaouri A, Staikos S, Stefanidis SD, Kalogiannis KG, Lappas AA, Topakas E. Production of Omega-3 Fatty Acids from the Microalga Crypthecodinium cohnii by Utilizing Both Pentose and Hexose Sugars from Agricultural Residues. Fermentation. 2021; 7(4):219. https://doi.org/10.3390/fermentation7040219
Chicago/Turabian StyleAsimakopoulou, Georgia, Anthi Karnaouri, Savvas Staikos, Stylianos D. Stefanidis, Konstantinos G. Kalogiannis, Angelos A. Lappas, and Evangelos Topakas. 2021. "Production of Omega-3 Fatty Acids from the Microalga Crypthecodinium cohnii by Utilizing Both Pentose and Hexose Sugars from Agricultural Residues" Fermentation 7, no. 4: 219. https://doi.org/10.3390/fermentation7040219
APA StyleAsimakopoulou, G., Karnaouri, A., Staikos, S., Stefanidis, S. D., Kalogiannis, K. G., Lappas, A. A., & Topakas, E. (2021). Production of Omega-3 Fatty Acids from the Microalga Crypthecodinium cohnii by Utilizing Both Pentose and Hexose Sugars from Agricultural Residues. Fermentation, 7(4), 219. https://doi.org/10.3390/fermentation7040219