
Multi-Objective Sustainability Optimization of Biomass Residues to Ethanol via Gasification and Syngas Fermentation: Trade-Offs between Profitability, Energy Efficiency, and Carbon Emissions


Abstract
:1. Introduction
2. Materials and Methods
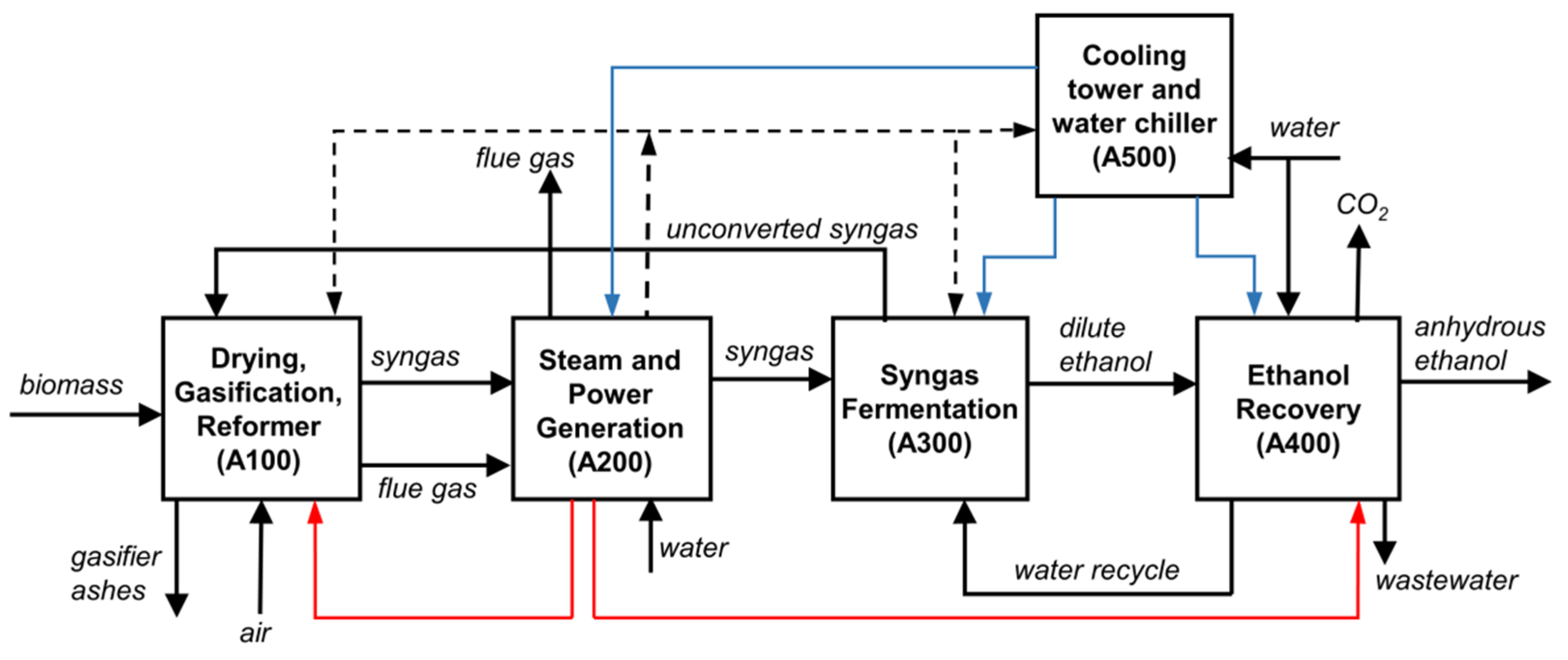
2.1. Modeling Framework
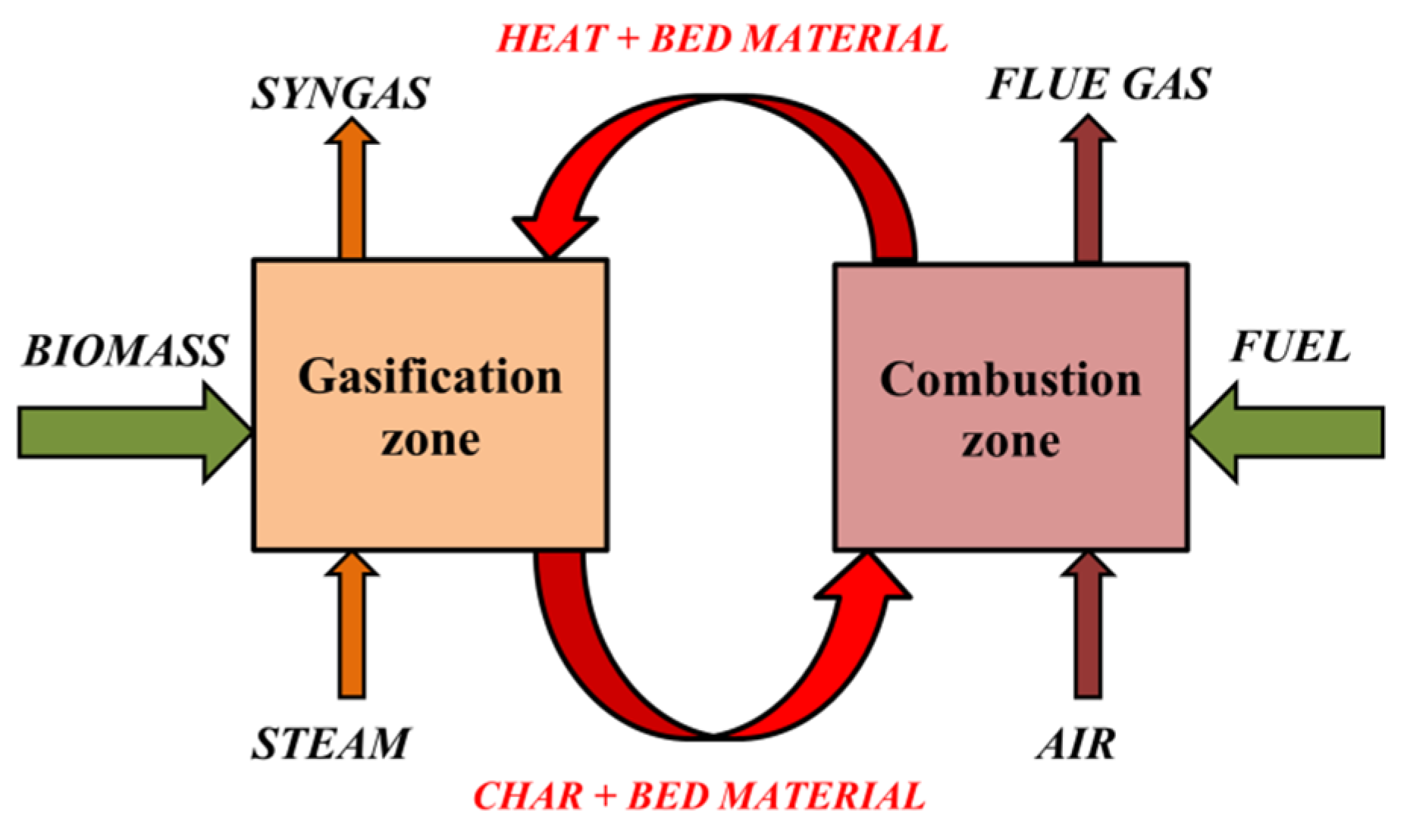
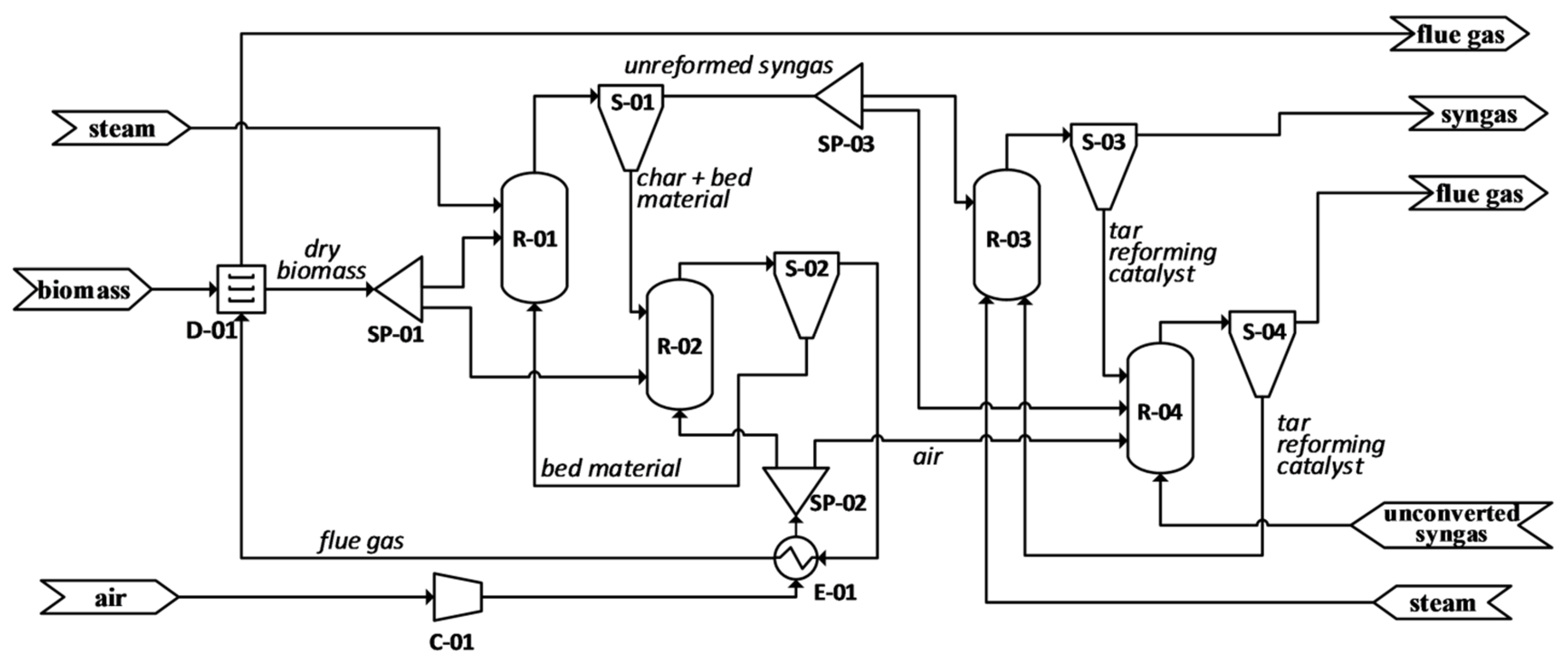
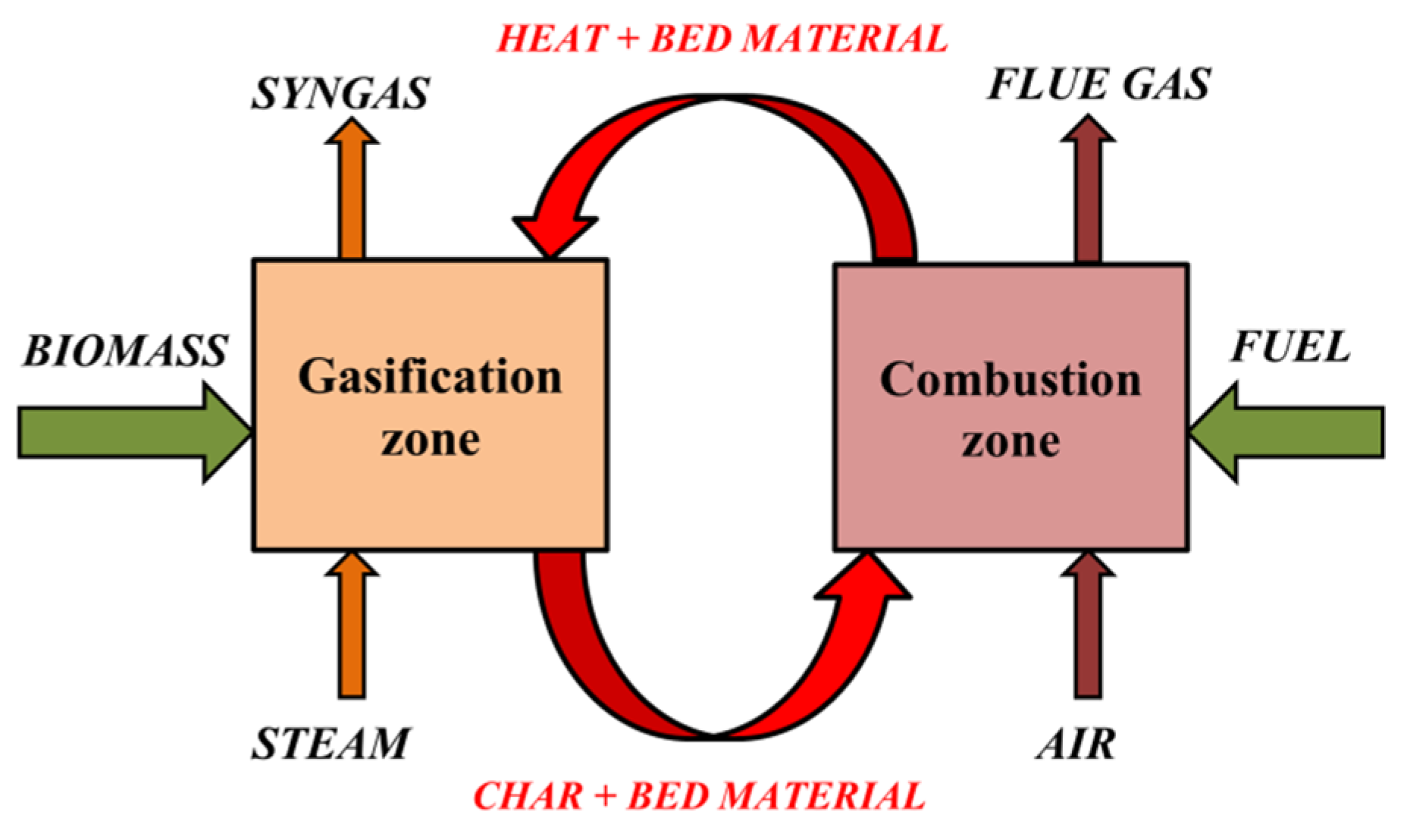
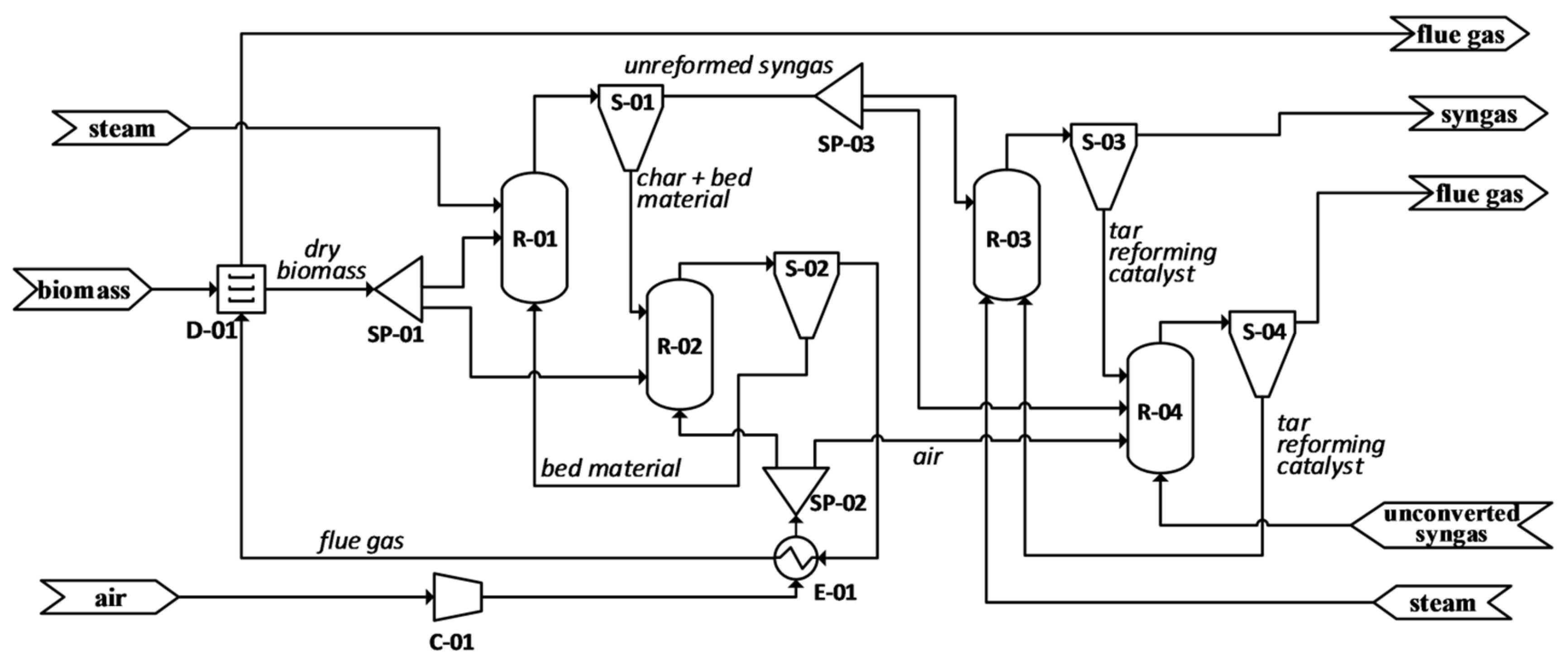
2.1.1. Drying, Gasification, and Tar Reformer (A100)
2.1.2. Heat Recovery and Power Generation (A200)
2.2. Evaluation of Model Outputs and Multi-Objective Optimization
3. Results and Discussion
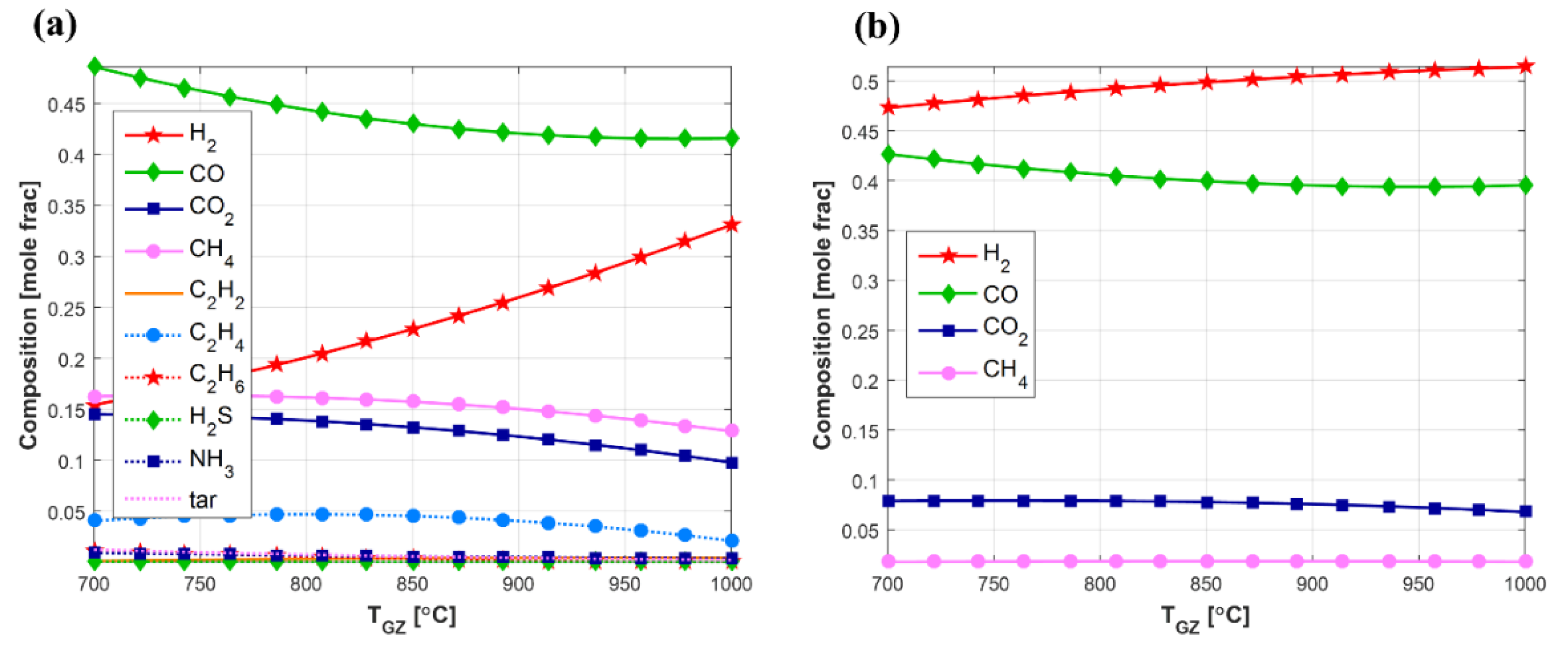
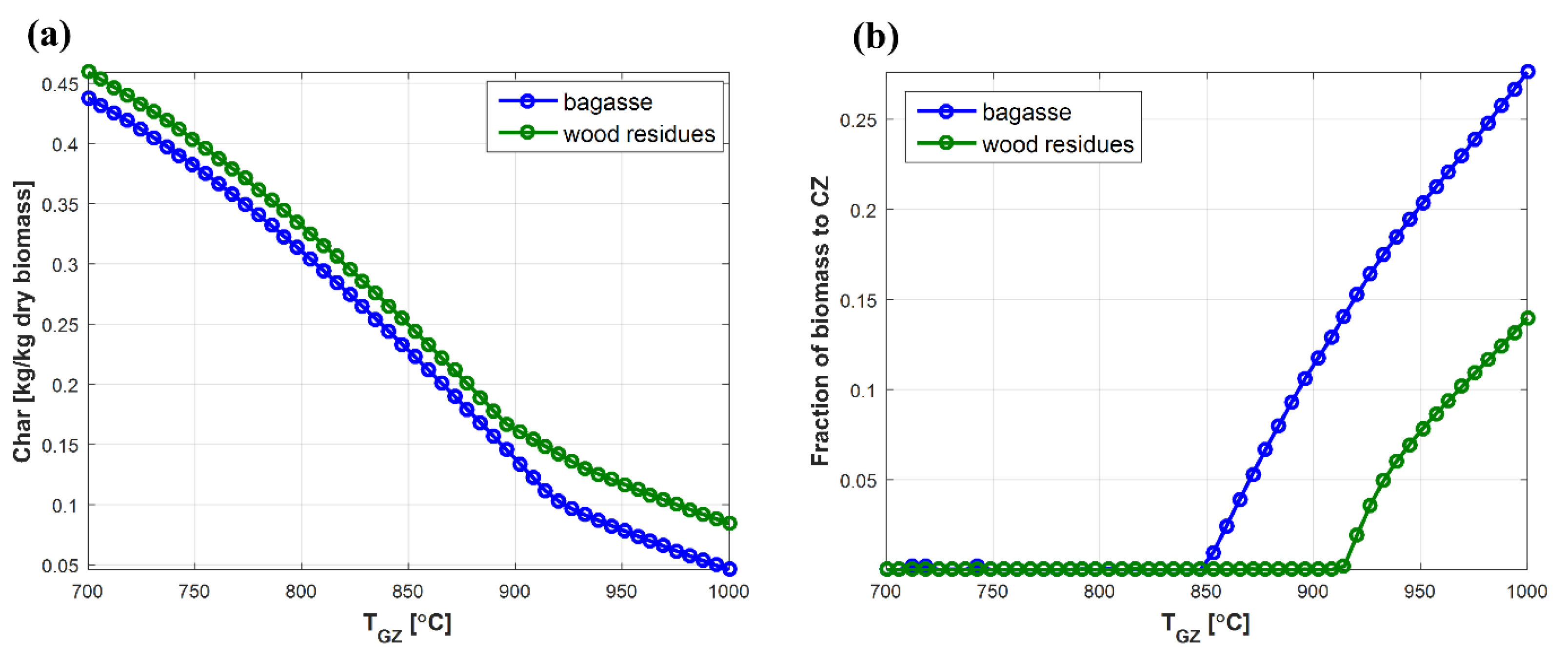
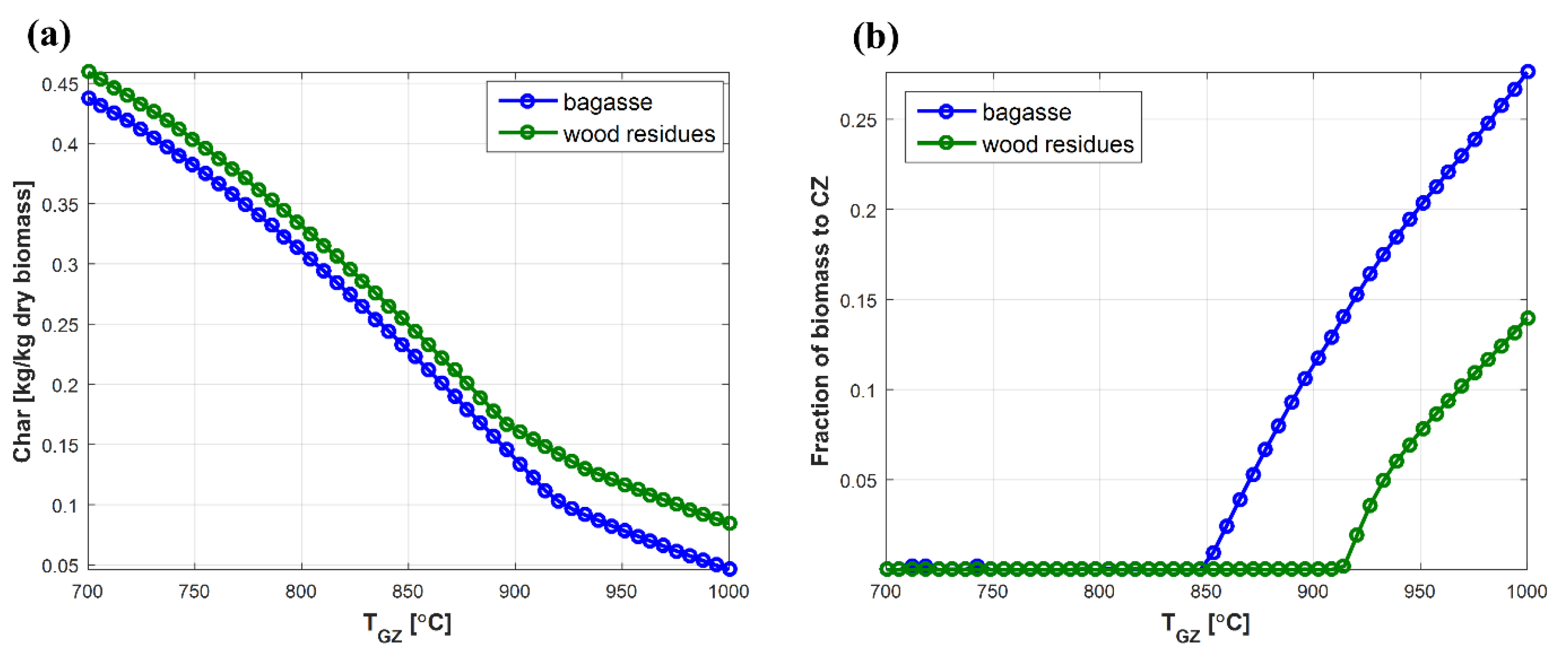
3.1. Gasification
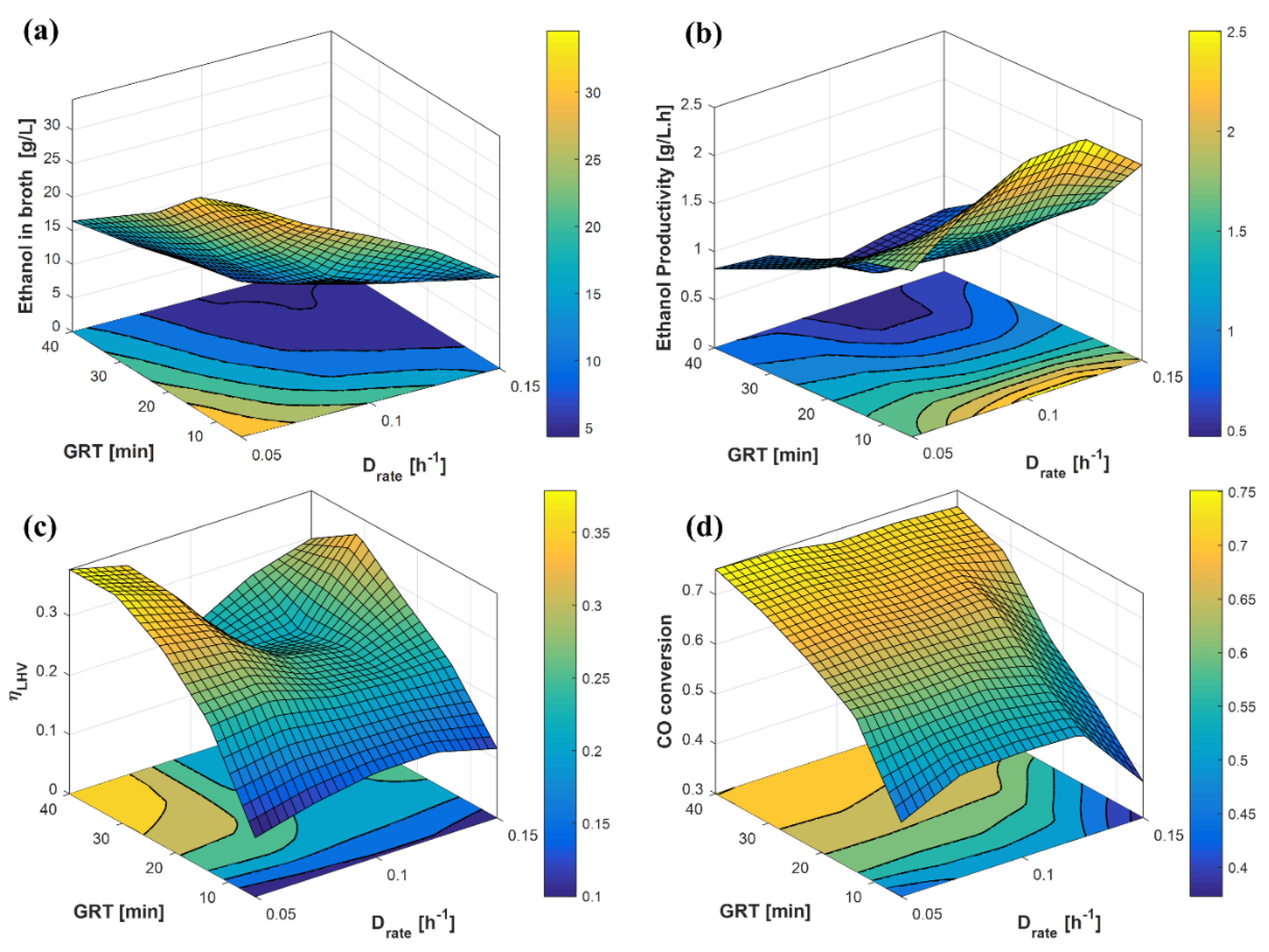
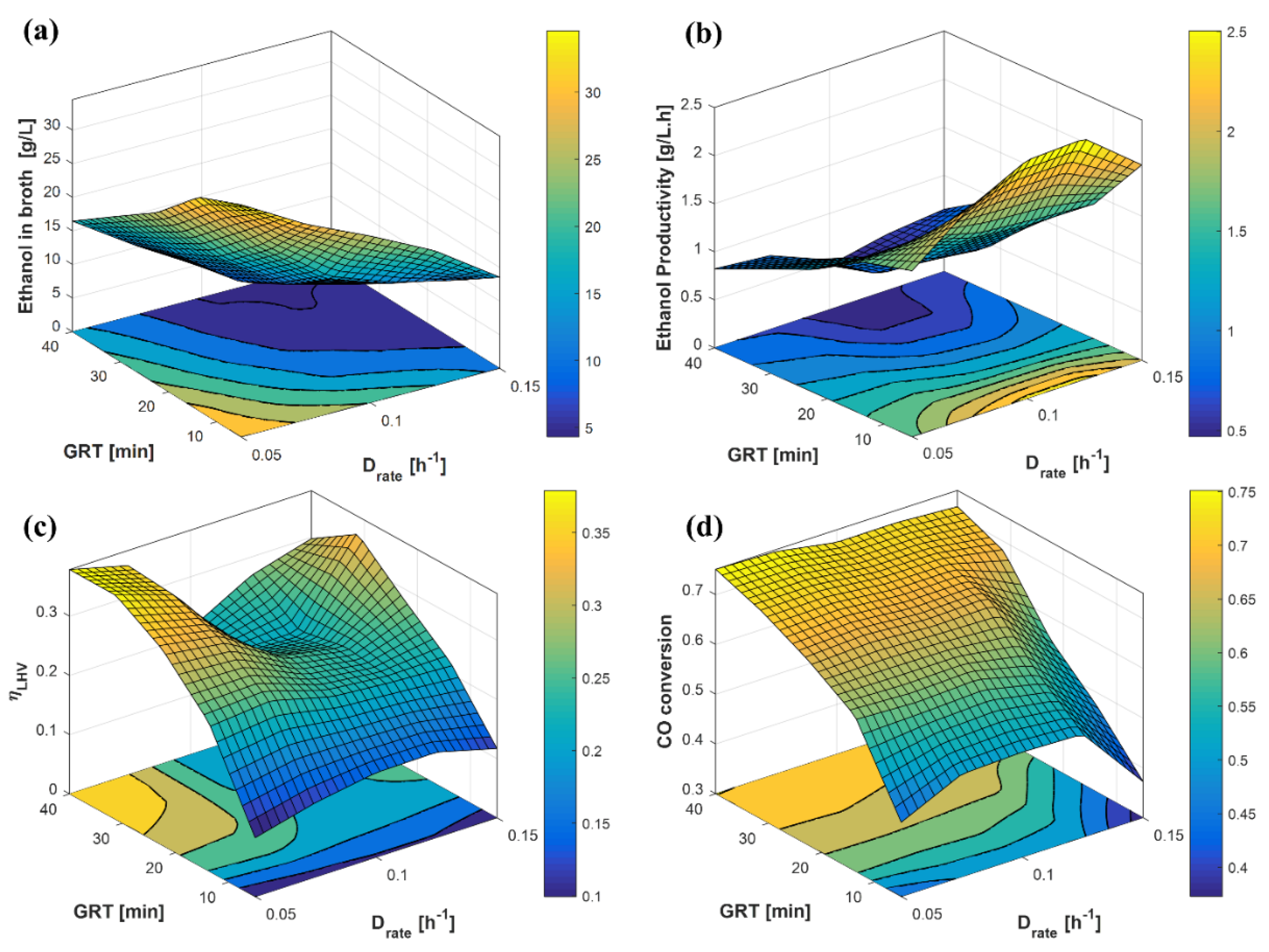
3.2. Bubble Column Bioreactor
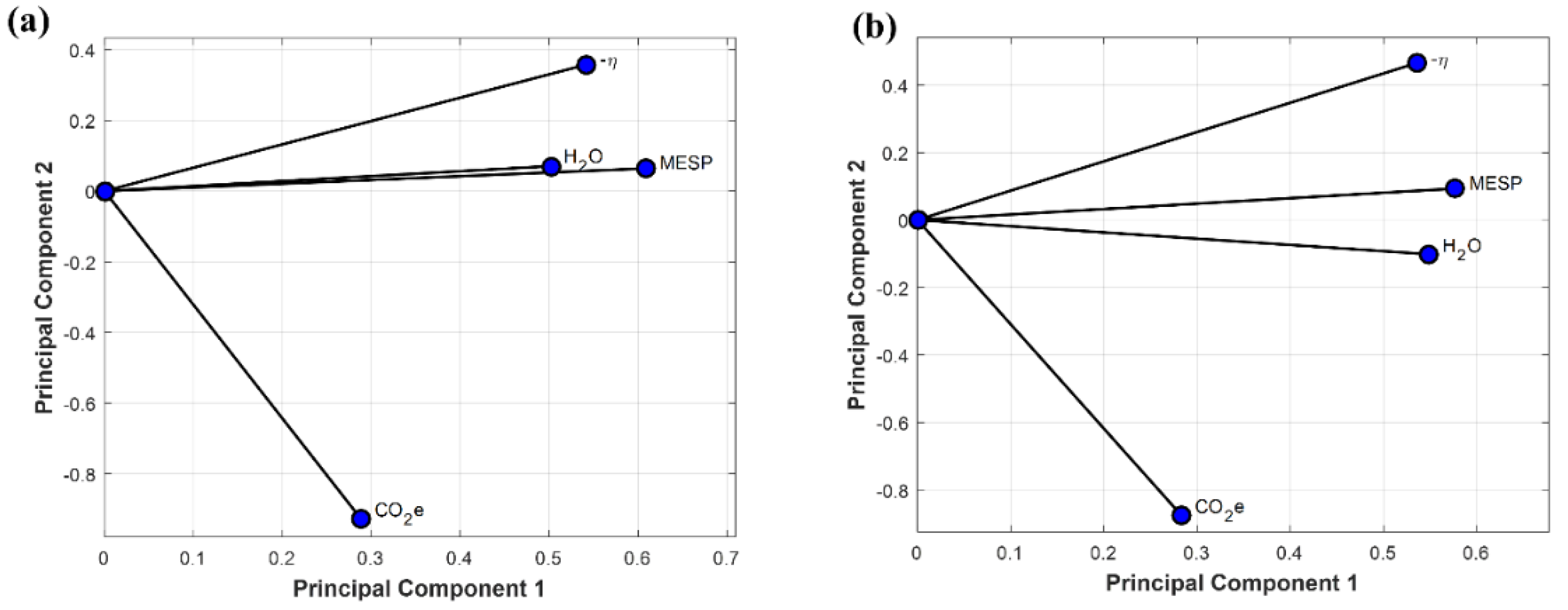
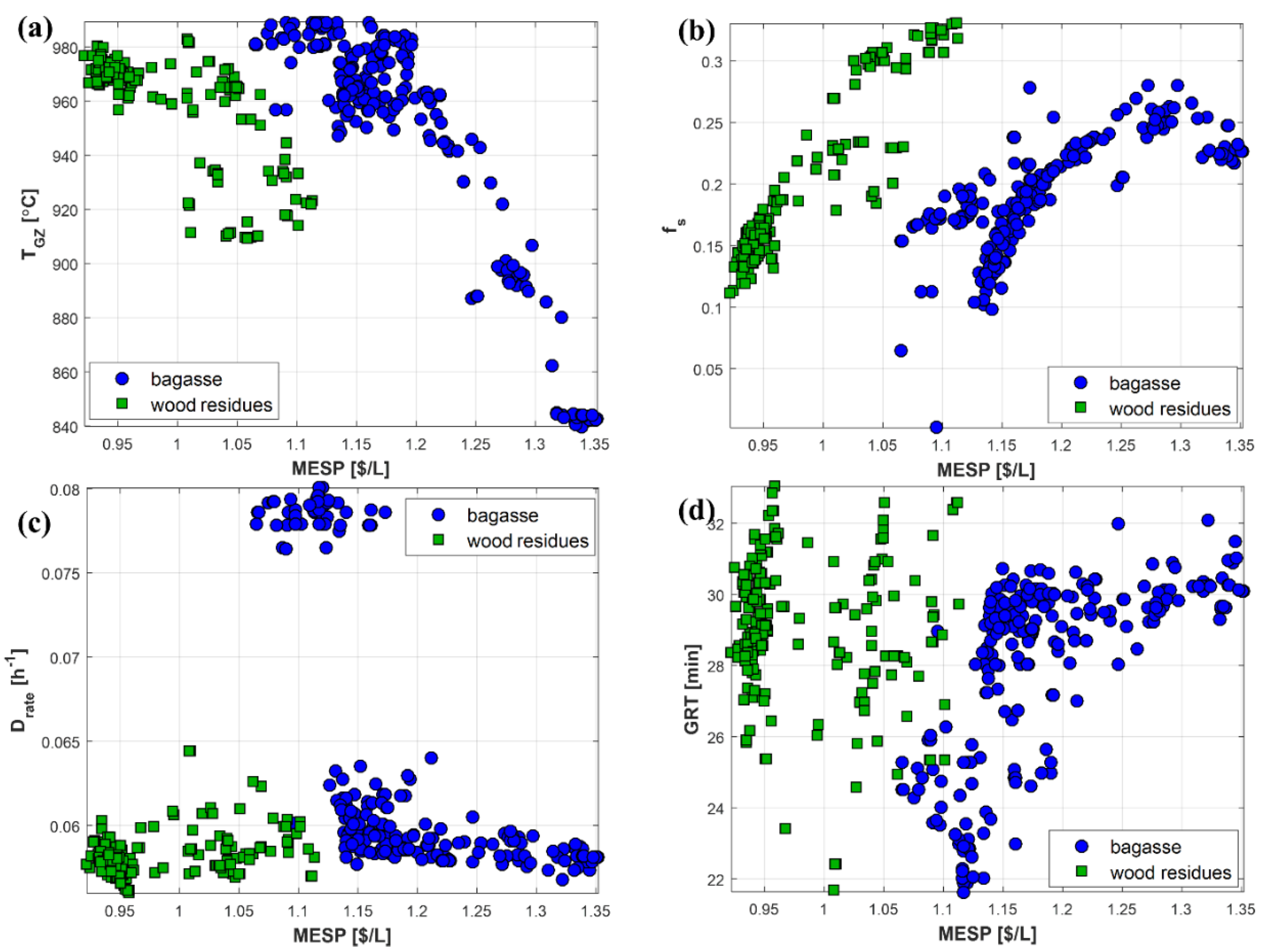
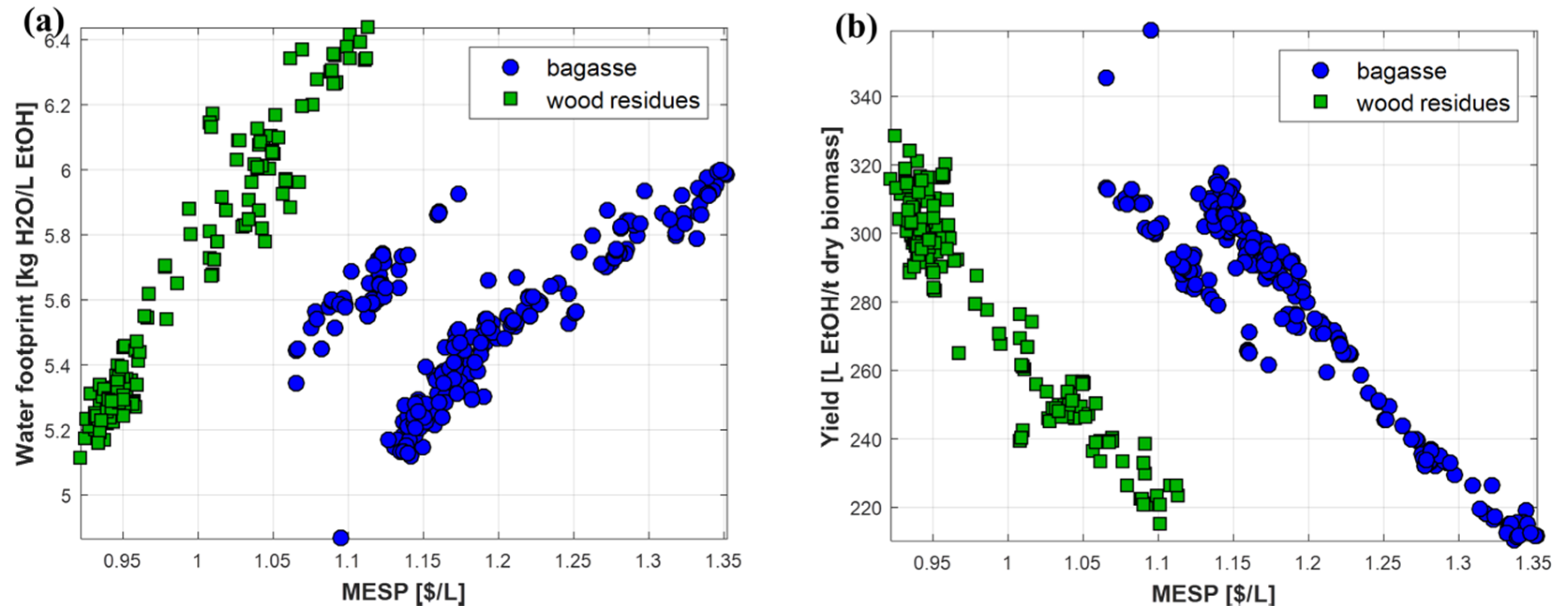
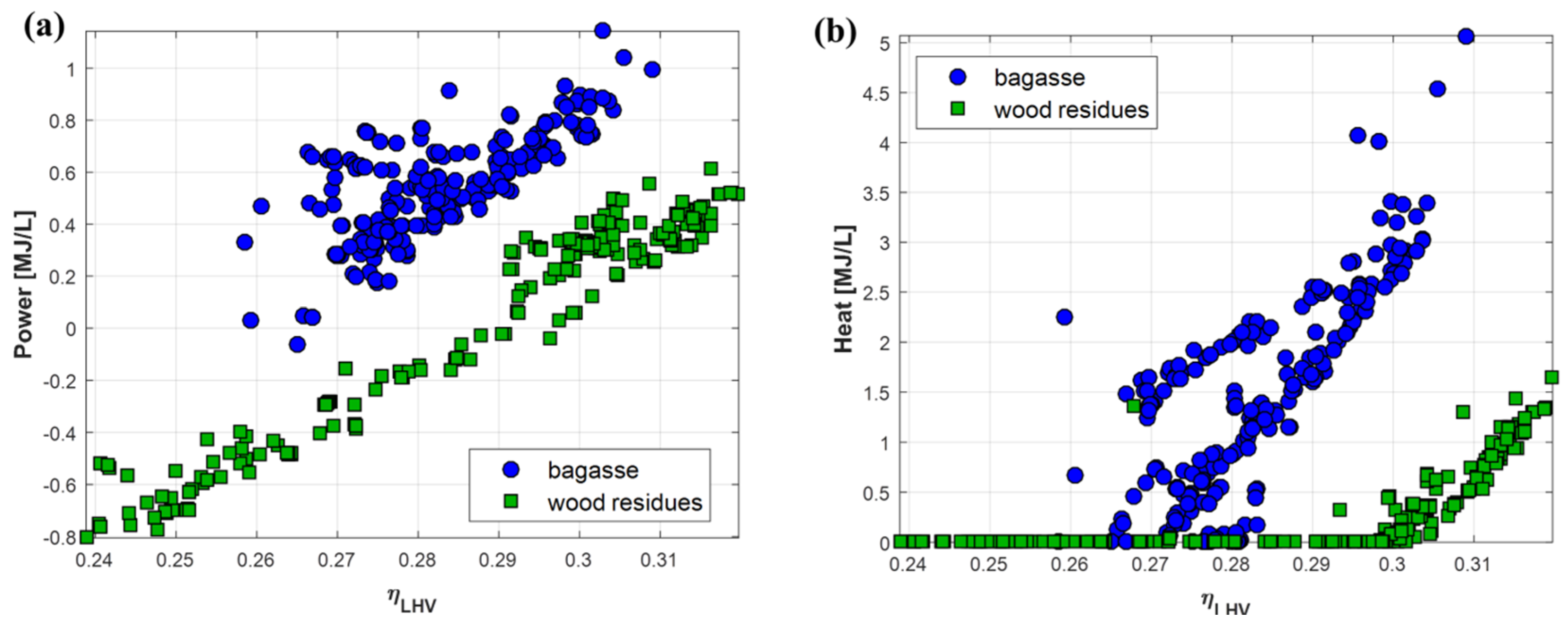
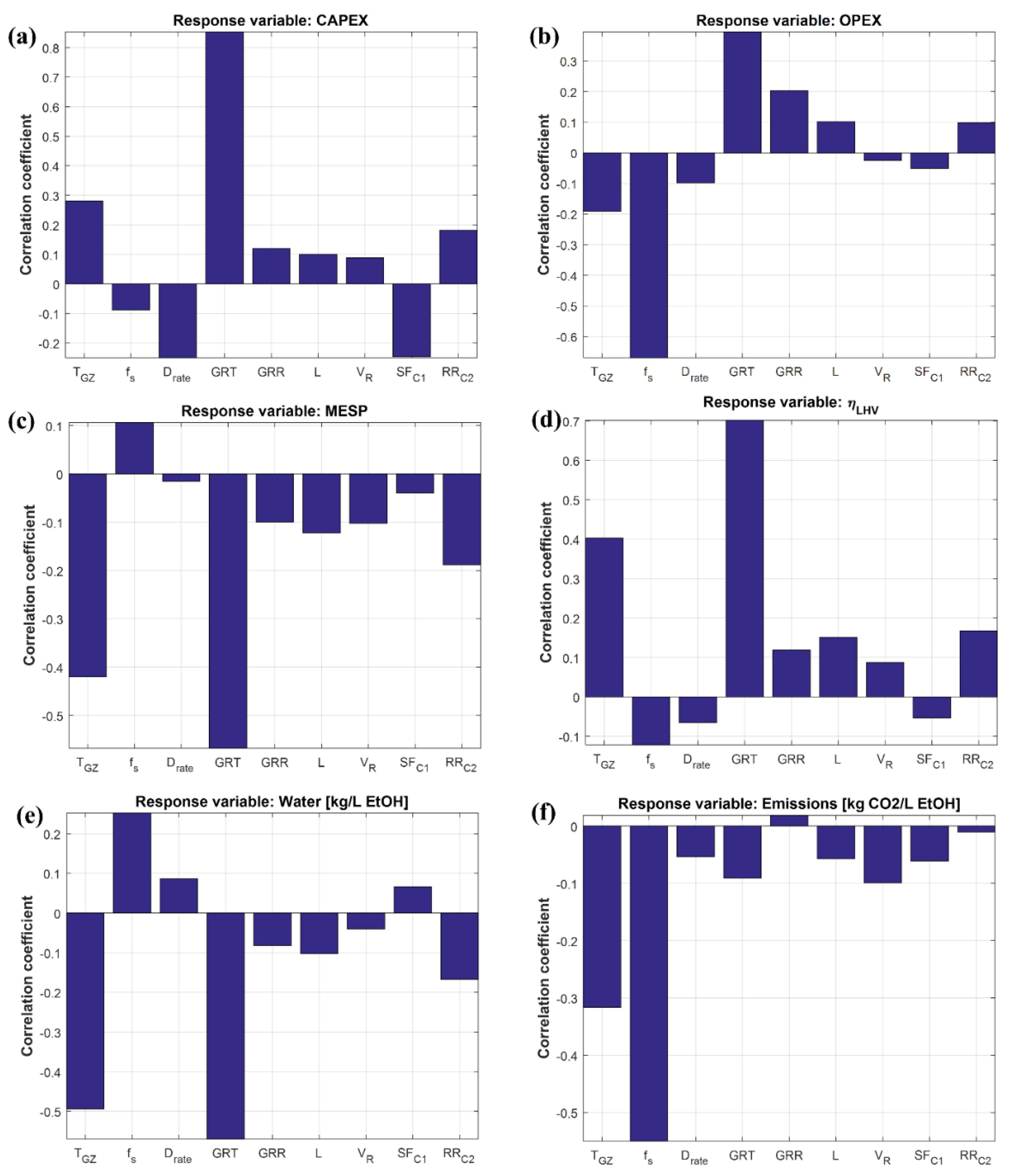
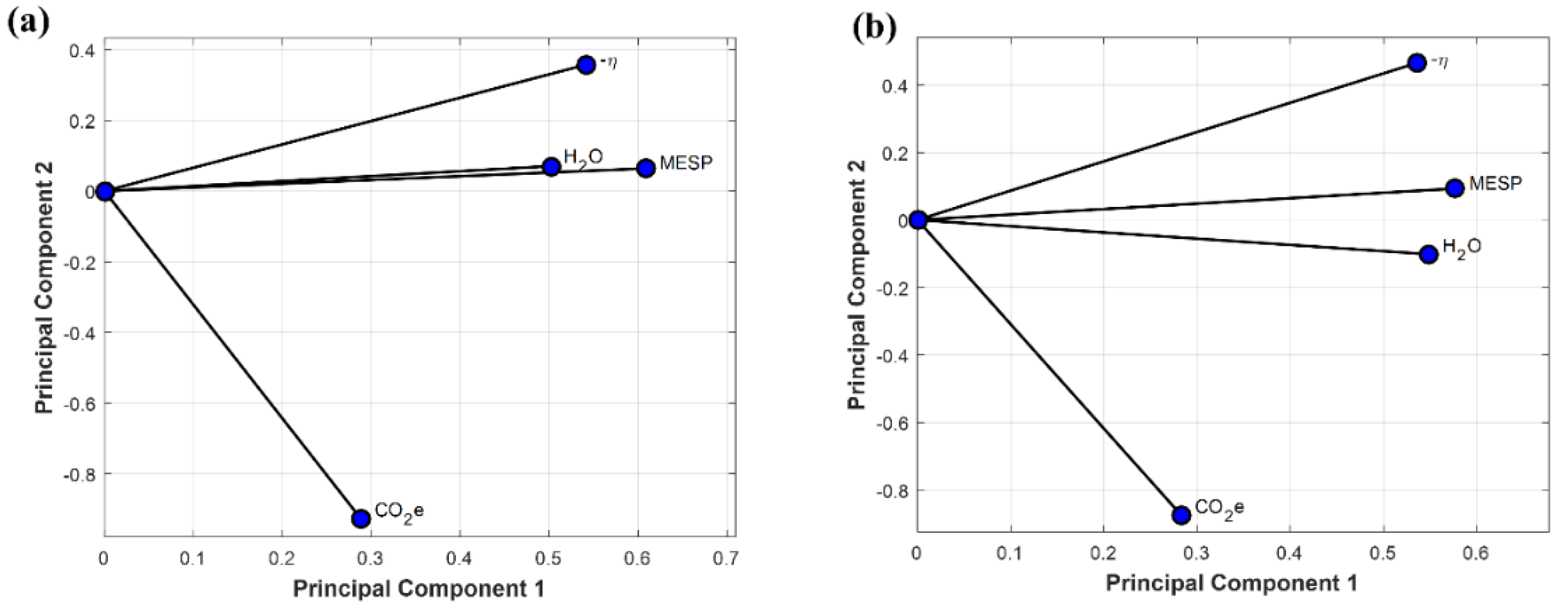
3.3. Global Effects of Input Variables and Correlations between Responses
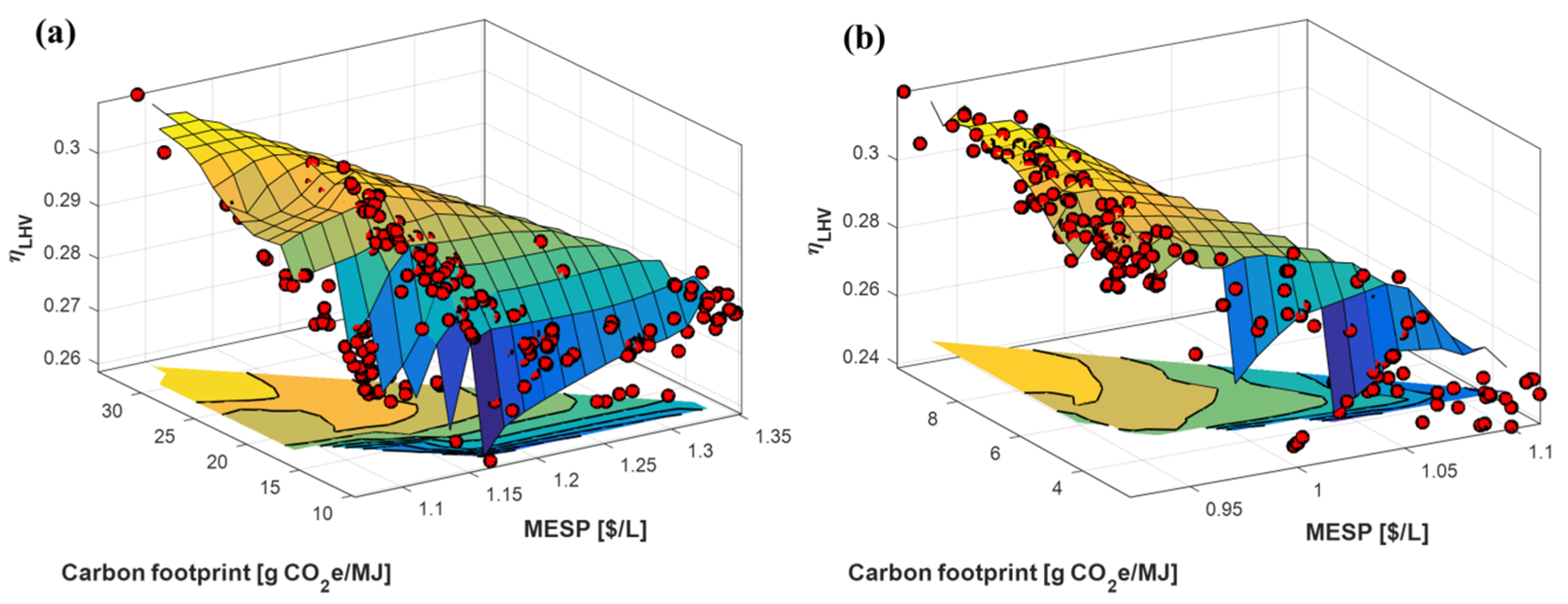
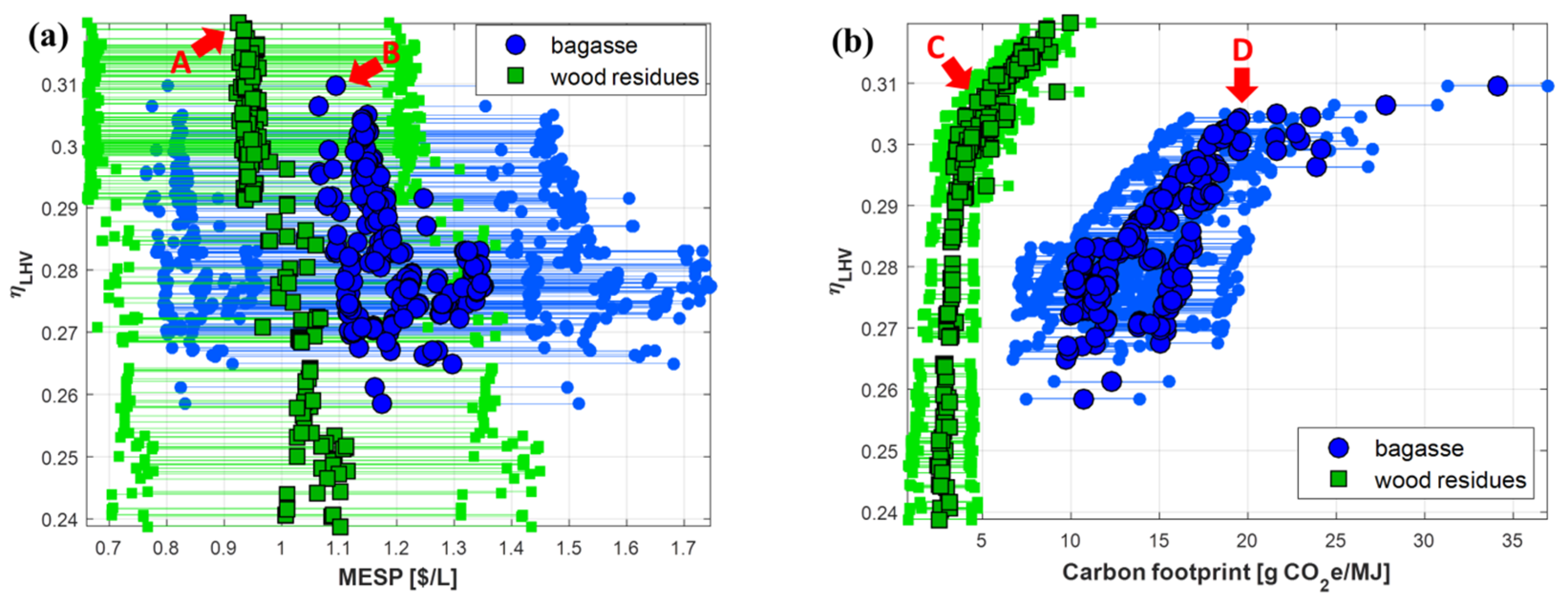
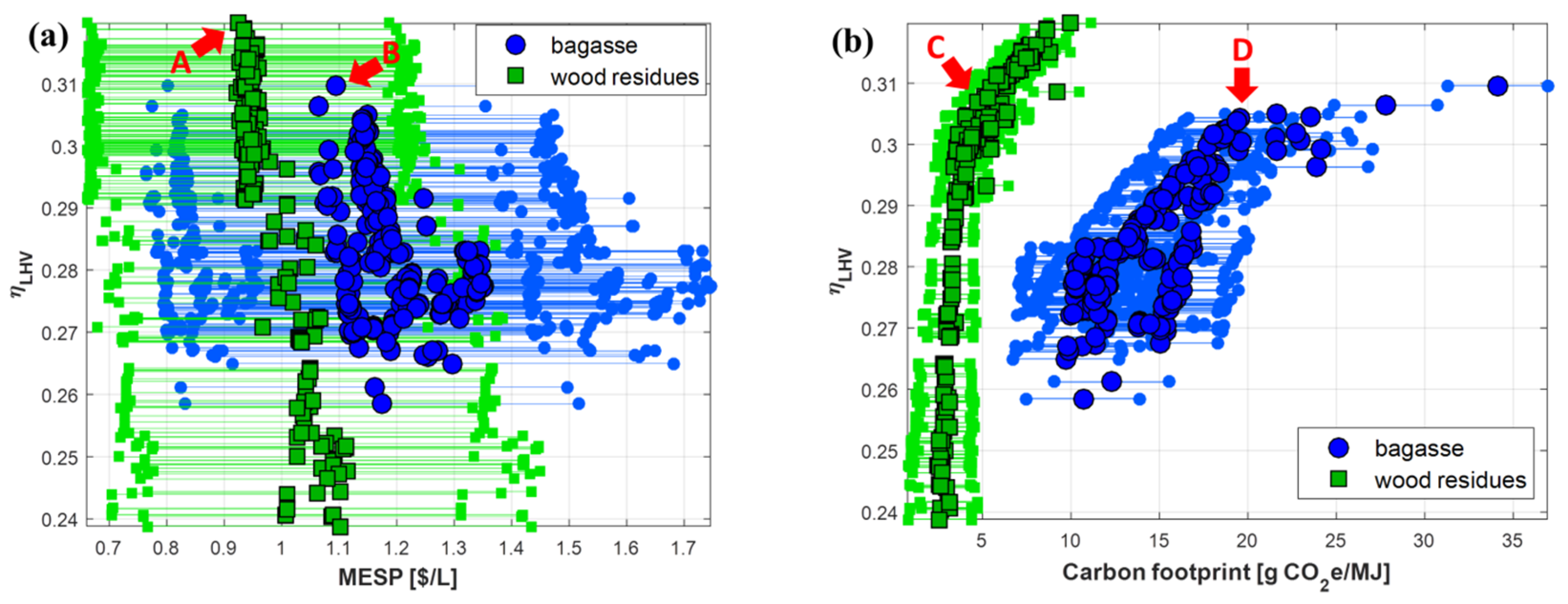
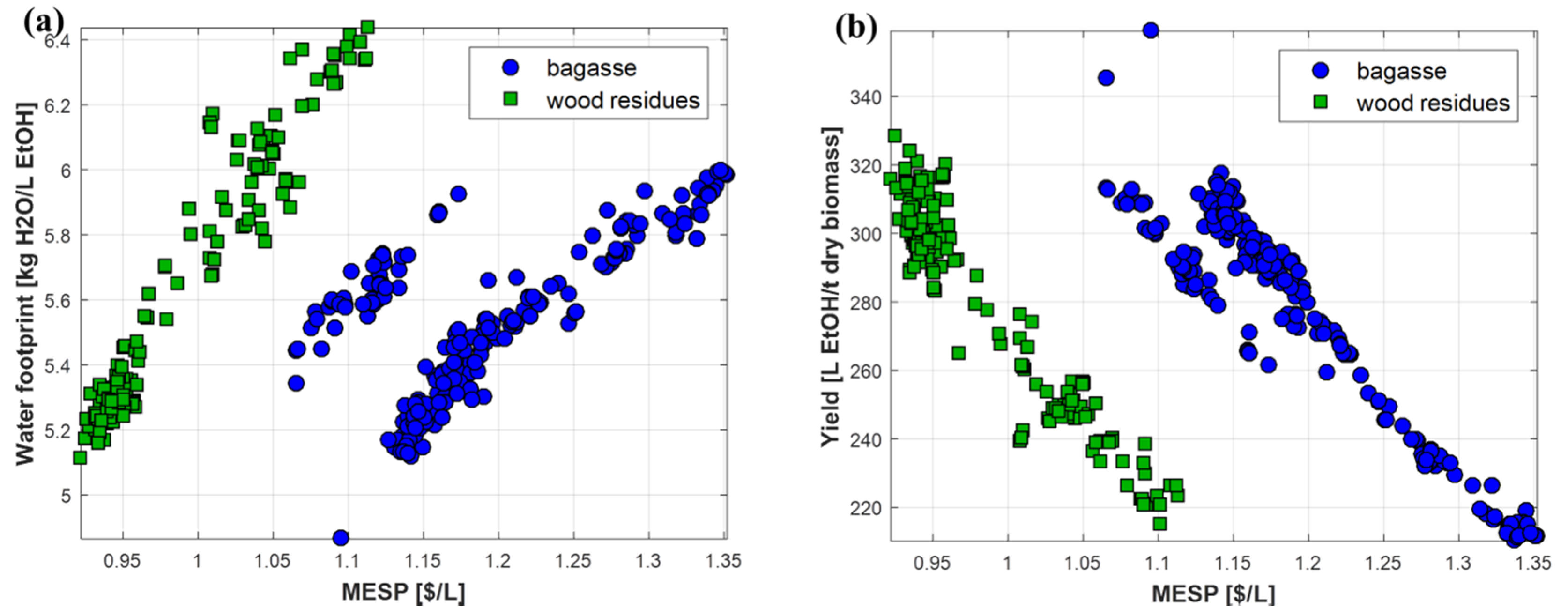
3.4. Multi-Objective Sustainability Optimization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Ayodele, B.V.; Alsaffar, M.A.; Mustapa, S.I. An Overview of Integration Opportunities for Sustainable Bioethanol Production from First- and Second-Generation Sugar-Based Feedstocks. J. Clean. Prod. 2020, 245, 118857. [Google Scholar] [CrossRef]
- Padella, M.; O’Connell, A.; Prussi, M. What Is Still Limiting the Deployment of Cellulosic Ethanol? Analysis of the Current Status of the Sector. Appl. Sci. 2019, 9, 4523. [Google Scholar] [CrossRef] [Green Version]
- Polprasert, S.; Choopakar, O.; Elefsiniotis, P. Bioethanol Production from Pretreated Palm Empty Fruit Bunch (PEFB) Using Sequential Enzymatic Hydrolysis and Yeast Fermentation. Biomass Bioenergy 2021, 149, 106088. [Google Scholar] [CrossRef]
- Lak Kamari, M.; Maleki, A.; Nazari, M.A.; Sadeghi, M.; Rosen, M.A.; Pourfayaz, F. Assessment of a Biomass-Based Polygeneration Plant for Combined Power, Heat, Bioethanol and Biogas. Appl. Therm. Eng. 2021, 198, 117425. [Google Scholar] [CrossRef]
- Kirkels, A.F.; Verbong, G.P.J. Biomass Gasification: Still Promising? A 30-Year Global Overview. Renew. Sustain. Energy Rev. 2011, 15, 471–481. [Google Scholar] [CrossRef]
- Hrbek, J. Status Report on Thermal Gasification of Biomass and Waste 2019: IEA Bioenergy Task 33 Special Report; IEA Bioenergy: Vienna, Austria, 2019; ISBN 9781910154656. [Google Scholar]
- Munir, M.T.; Mardon, I.; Al-Zuhair, S.; Shawabkeh, A.; Saqib, N.U. Plasma Gasification of Municipal Solid Waste for Waste-to-Value Processing. Renew. Sustain. Energy Rev. 2019, 116, 109461. [Google Scholar] [CrossRef]
- Latif, H.; Zeidan, A.A.; Nielsen, A.T.; Zengler, K. Trash to Treasure: Production of Biofuels and Commodity Chemicals via Syngas Fermenting Microorganisms. Curr. Opin. Biotechnol. 2014, 27, 79–87. [Google Scholar] [CrossRef] [Green Version]
- Posada, J.A.; Osseweijer, P. Socio-economic and environmental considerations for sustainable supply and fractionation of lignocellulosic biomass in a biorefinery context. In Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery; Mussatto, S.L., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; p. 674. [Google Scholar]
- Noorman, H.J.; Heijnen, J.J. Biochemical Engineering’s Grand Adventure. Chem. Eng. Sci. 2017, 170, 677–693. [Google Scholar] [CrossRef]
- De Medeiros, E.M.; Posada, J.A.; Noorman, H.; Filho, R.M. Dynamic Modeling of Syngas Fermentation in a Continuous Stirred-Tank Reactor: Multi-Response Parameter Estimation and Process Optimization. Biotechnol. Bioeng. 2019, 116, 2473–2487. [Google Scholar] [CrossRef]
- Chen, J.; Gomez, J.A.; Höffner, K.; Barton, P.I.; Henson, M.A. Metabolic Modeling of Synthesis Gas Fermentation in Bubble Column Reactors. Biotechnol. Biofuels 2015, 8, 89. [Google Scholar] [CrossRef] [Green Version]
- Benalcázar, E.A.; Noorman, H.; Maciel Filho, R.; Posada, J.A. Modeling Ethanol Production through Gas Fermentation: A Biothermodynamics and Mass Transfer-Based Hybrid Model for Microbial Growth in a Large-Scale Bubble Column Bioreactor. Biotechnol. Biofuels 2020, 13, 59. [Google Scholar] [CrossRef]
- Norman, R.O.J.; Millat, T.; Schatschneider, S.; Henstra, A.M.; Breitkopf, R.; Pander, B.; Annan, F.J.; Piatek, P.; Hartman, H.B.; Poolman, M.G.; et al. Genome-Scale Model of C. Autoethanogenum Reveals Optimal Bioprocess Conditions for High-Value Chemical Production from Carbon Monoxide. Eng. Biol. 2019, 3, 32–40. [Google Scholar] [CrossRef]
- Abrahamson, B. Conceptual Design and Evaluation of a Commercial Syngas Fermentation Process. Master’s Thesis, Technische Universiteit Delft, Delft, The Netherlands, 2019. [Google Scholar]
- Benalcázar, E.A.; Gevers-Deynoot, B.; Noorman, H.; Osseweijer, P.; Posada, J.A. Production of Bulk Chemicals from Lignocellulosic Biomass via Thermochemical Conversion and Syngas Fermentation: A Comparative Techno-Economic and Environmental Assessment of Different Site-Specific Supply Chain Configurations: Techno-Economic and Environmental Assessment of Bulk Chemicals Production Though Biomass Gasification and Syngas Fermentation. Biofuels Bioprod. Biorefining 2017, 11, 861–886. [Google Scholar] [CrossRef]
- De Medeiros, E.M.; Posada, J.A.; Noorman, H.; Filhob, R.M. Modeling and Multi-Objective Optimization of Syngas Fermentation in a Bubble Column Reactor. Comput. Aided Chem. Eng. 2019, 46, 1531–1536. [Google Scholar] [CrossRef]
- De Medeiros, E.M.; Noorman, H.; Maciel Filho, R.; Posada, J.A. Production of Ethanol Fuel via Syngas Fermentation: Optimization of Economic Performance and Energy Efficiency. Chem. Eng. Sci. X 2020, 5, 100056. [Google Scholar] [CrossRef]
- Almeida Benalcázar, E.; Noorman, H.; Maciel Filho, R.; Posada, J. Assessing the Sensitivity of Technical Performance of three Ethanol Production Processes based on the Fermentation of Steel Manufacturing Offgas, Syngas and a 3:1 Mixture Between H2 and CO2. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2020; Volume 48, pp. 589–594. ISBN 978-0-12-823377-1. [Google Scholar]
- Ramachandriya, K.D.; Kundiyana, D.K.; Sharma, A.M.; Kumar, A.; Atiyeh, H.K.; Huhnke, R.L.; Wilkins, M.R. Critical Factors Affecting the Integration of Biomass Gasification and Syngas Fermentation Technology. AIMS Bioeng. 2016, 3, 188–210. [Google Scholar] [CrossRef]
- Bertsch, J.; Müller, V. Bioenergetic Constraints for Conversion of Syngas to Biofuels in Acetogenic Bacteria. Biotechnol. Biofuels 2015, 8, 210. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pinto, T.; Flores-Alsina, X.; Gernaey, K.V.; Junicke, H. Alone or Together? A Review on Pure and Mixed Microbial Cultures for Butanol Production. Renew. Sustain. Energy Rev. 2021, 147, 111244. [Google Scholar] [CrossRef]
- Yang, C.; Dong, L.; Gao, Y.; Jia, P.; Diao, Q. Engineering Acetogens for Biofuel Production: From Cellular Biology to Process Improvement. Renew. Sustain. Energy Rev. 2021, 151, 111563. [Google Scholar] [CrossRef]
- Liakakou, E.T.; Infantes, A.; Neumann, A.; Vreugdenhil, B.J. Connecting Gasification with Syngas Fermentation: Comparison of the Performance of Lignin and Beech Wood. Fuel 2021, 290, 120054. [Google Scholar] [CrossRef]
- De Medeiros, E.M.; Posada, J.A.; Noorman, H.; Osseweijer, P.; Filho, R.M. Hydrous Bioethanol Production from Sugarcane Bagasse via Energy Self-Sufficient Gasification-Fermentation Hybrid Route: Simulation and Financial Analysis. J. Clean. Prod. 2017, 168, 1625–1635. [Google Scholar] [CrossRef]
- Humbird, D.; Davis, R.; Tao, L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Lukas, J.; Olthof, B.; Worley, M.; et al. Process Design and Economics for Conversion of Lignocellulosic Biomass to Ethanol. NREL Tech. Rep. 2011, 303, 275–3000. [Google Scholar]
- Junqueira, T.L.; Chagas, M.F.; Gouveia, V.L.R.; Rezende, M.C.A.F.; Watanabe, M.D.B.; Jesus, C.D.F.; Cavalett, O.; Milanez, A.Y.; Bonomi, A. Techno-Economic Analysis and Climate Change Impacts of Sugarcane Biorefineries Considering Different Time Horizons. Biotechnol. Biofuels 2017, 10, 50. [Google Scholar] [CrossRef] [Green Version]
- Turton, R.; Bailie, R.C.; Whiting, W.B.; Shaeiwitz, J.A. Analysis, Design and Synthesis of Chemical Processes; Prentice Hall: Boston, MA, USA, 2008; ISBN 9780135129661. [Google Scholar]
- Handler, R.M.; Shonnard, D.R.; Griffing, E.M.; Lai, A.; Palou-Rivera, I. Life Cycle Assessments of Ethanol Production via Gas Fermentation: Anticipated Greenhouse Gas Emissions for Cellulosic and Waste Gas Feedstocks. Ind. Eng. Chem. Res. 2016, 55, 3253–3261. [Google Scholar] [CrossRef]
- Capaz, R.S.; de Medeiros, E.M.; Falco, D.G.; Seabra, J.E.A.; Osseweijer, P.; Posada, J.A. Environmental Trade-Offs of Renewable Jet Fuels in Brazil: Beyond the Carbon Footprint. Sci. Total Environ. 2020, 714, 136696. [Google Scholar] [CrossRef]
- Wilk, V.; Hofbauer, H. Conversion of Fuel Nitrogen in a Dual Fluidized Bed Steam Gasifier. Fuel 2013, 106, 793–801. [Google Scholar] [CrossRef]
- Lane, J. Digest Feedback May Help Explain INEOS Bio’s High Levels of HCN Gas. 2014, pp. 1–2. Available online: https://www.biofuelsdigest.com/bdigest/2014/09/08/feedback-may-help-explain-ineos-bios-high-levels-of-hcn-gas/ (accessed on 21 September 2021).
- Oswald, F.; Zwick, M.; Omar, O.; Hotz, E.N.; Neumann, A. Growth and Product Formation of Clostridium Ljungdahlii in Presence of Cyanide. Front. Microbiol. 2018, 9, 1213. [Google Scholar] [CrossRef] [PubMed]
- Kumagai, S.; Hosaka, T.; Kameda, T.; Yoshioka, T. Removal of Toxic HCN and Recovery of H2-Rich Syngas via Catalytic Reforming of Product Gas from Gasification of Polyimide over Ni/Mg/Al Catalysts. J. Anal. Appl. Pyrolysis 2017, 123, 330–339. [Google Scholar] [CrossRef]
- Elgowainy, A.; Han, J.; Cai, H.; Wang, M.; Forman, G.S.; Divita, V.B. Energy efficiency and greenhouse gas emission intensity of petroleum products at US refineries. Environ. Sci. Technol. 2020, 48, 7612–7624. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mekonnen, M.M.; Romanelli, T.L.; Ray, C.; Hoekstra, A.Y.; Liska, A.J.; Neale, C.M.U. Water, Energy, and Carbon Footprints of Bioethanol from the U.S. and Brazil. Environ. Sci. Technol. 2018, 52, 14508–14518. [Google Scholar] [CrossRef] [Green Version]
- Wei, L.; Pordesimo, L.O.; Igathinathane, C.; Batchelor, W.D. Process Engineering Evaluation of Ethanol Production from Wood through Bioprocessing and Chemical Catalysis. Biomass Bioenergy 2009, 33, 255–266. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Price | Carbon Footprint |
|---|---|---|
| Sugarcane bagasse | USD 45/t (db) (Bonomi et al., 2016) | 0.042 kg CO2eq/kg (db) (Capaz et al., 2020) |
| Wood residues | USD 11.3/t (db) (SEAB, 2019) | 0.0189 kg CO2eq/kg (db) (Capaz et al., 2020) |
| Electricity | USD 0.14/kWh (CPFL Energia, 2019) | 0.17 kg CO2eq/kWh (Capaz et al., 2020) |
| Steam | variable (Ulrich and Vasudevan, 2006) | 70 kg CO2eq/GJ (Ecoinvent) |
| Natural gas | USD 0.274/kg | 2.63 kg CO2eq/kg (Ecoinvent) |
| Decision Variables | Search Space | Bagasse | Wood Residues |
|---|---|---|---|
| TGZ (°C) | 700–1000 | 839–989 | 909–983 |
| fs | 0–0.35 | 0.00182–0.280 | 0.111–0.330 |
| Drate (h−1) | 0.05–0.15 | 0.0568–0.080 | 0.0560–0.0644 |
| GRT (min) | 5–40 | 21.6–32.1 | 21.7–33.0 |
| GRR | 0–0.5 | 0.0990–0.293 | 0.124–0.304 |
| L (m) | 30–50 | 43.1–47.2 | 40.4–48.9 |
| VR (m3) | 400–900 | 455–600 | 418–596 |
| SFC1 | 0.06–0.13 | 0.0894–0.0940 | 0.0886–0.0950 |
| RRC2 | 3–6 | 4.84–5.95 | 4.75–5.87 |
| Decision Variables | A (Wood) | B (Bagasse) | C (Wood) | D (Bagasse) |
|---|---|---|---|---|
| MESP (USD.L−1) | 0.934 | 1.09 | 0.958 | 1.14 |
| η | 0.319 | 0.310 | 0.305 | 0.304 |
| g CO2eq/MJ | 8.60 | 34.1 | 4.11 | 19.4 |
| TGZ (°C) | 974 | 974 | 961 | 962 |
| fs | 0.119 | 0.00182 | 0.186 | 0.119 |
| Drate (h−1) | 0.0572 | 0.060 | 0.058 | 0.058 |
| GRT (min) | 30.3 | 28.9 | 31.8 | 29.8 |
| GRR | 0.245 | 0.248 | 0.247 | 0.283 |
| L (m) | 45.8 | 46.0 | 47.4 | 45.1 |
| VR (m3) | 503 | 554 | 485 | 551 |
| SFC1 | 0.0940 | 0.0920 | 0.0930 | 0.0921 |
| RRC2 | 5.11 | 5.13 | 5.10 | 5.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Medeiros, E.M.; Noorman, H.; Maciel Filho, R.; Posada, J.A. Multi-Objective Sustainability Optimization of Biomass Residues to Ethanol via Gasification and Syngas Fermentation: Trade-Offs between Profitability, Energy Efficiency, and Carbon Emissions. Fermentation 2021, 7, 201. https://doi.org/10.3390/fermentation7040201
de Medeiros EM, Noorman H, Maciel Filho R, Posada JA. Multi-Objective Sustainability Optimization of Biomass Residues to Ethanol via Gasification and Syngas Fermentation: Trade-Offs between Profitability, Energy Efficiency, and Carbon Emissions. Fermentation. 2021; 7(4):201. https://doi.org/10.3390/fermentation7040201
Chicago/Turabian Stylede Medeiros, Elisa M., Henk Noorman, Rubens Maciel Filho, and John A. Posada. 2021. "Multi-Objective Sustainability Optimization of Biomass Residues to Ethanol via Gasification and Syngas Fermentation: Trade-Offs between Profitability, Energy Efficiency, and Carbon Emissions" Fermentation 7, no. 4: 201. https://doi.org/10.3390/fermentation7040201
APA Stylede Medeiros, E. M., Noorman, H., Maciel Filho, R., & Posada, J. A. (2021). Multi-Objective Sustainability Optimization of Biomass Residues to Ethanol via Gasification and Syngas Fermentation: Trade-Offs between Profitability, Energy Efficiency, and Carbon Emissions. Fermentation, 7(4), 201. https://doi.org/10.3390/fermentation7040201