Global View of Biofuel Butanol and Economics of Its Production by Fermentation from Sweet Sorghum Bagasse, Food Waste, and Yellow Top Presscake: Application of Novel Technologies



 ,
,  , , ,
, , ,  , ,
, , 
Abstract
1. Introduction
2. Process Description
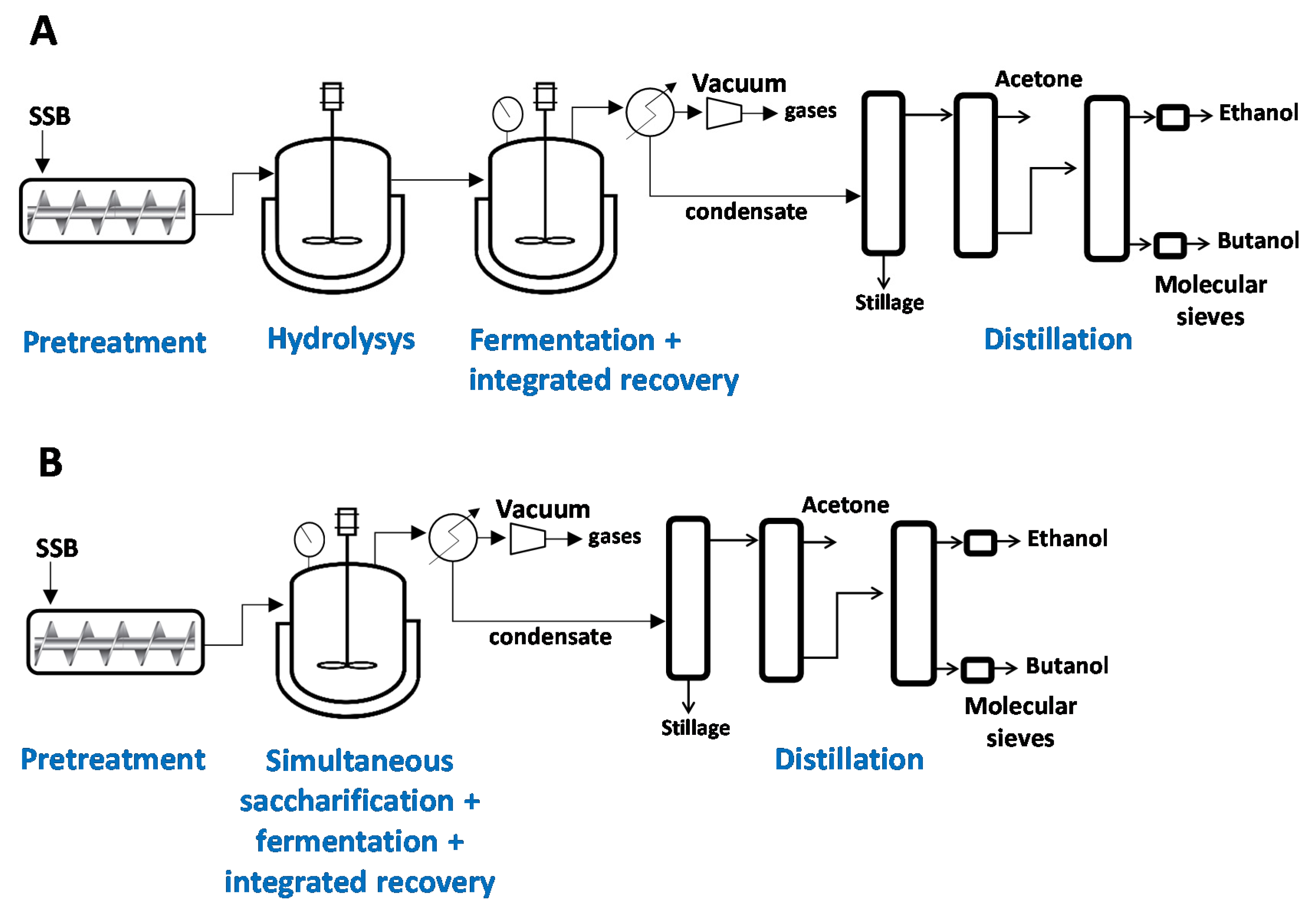
2.1. Biomass Pretreatment, Hydrolysis, Fermentation, and Recovery
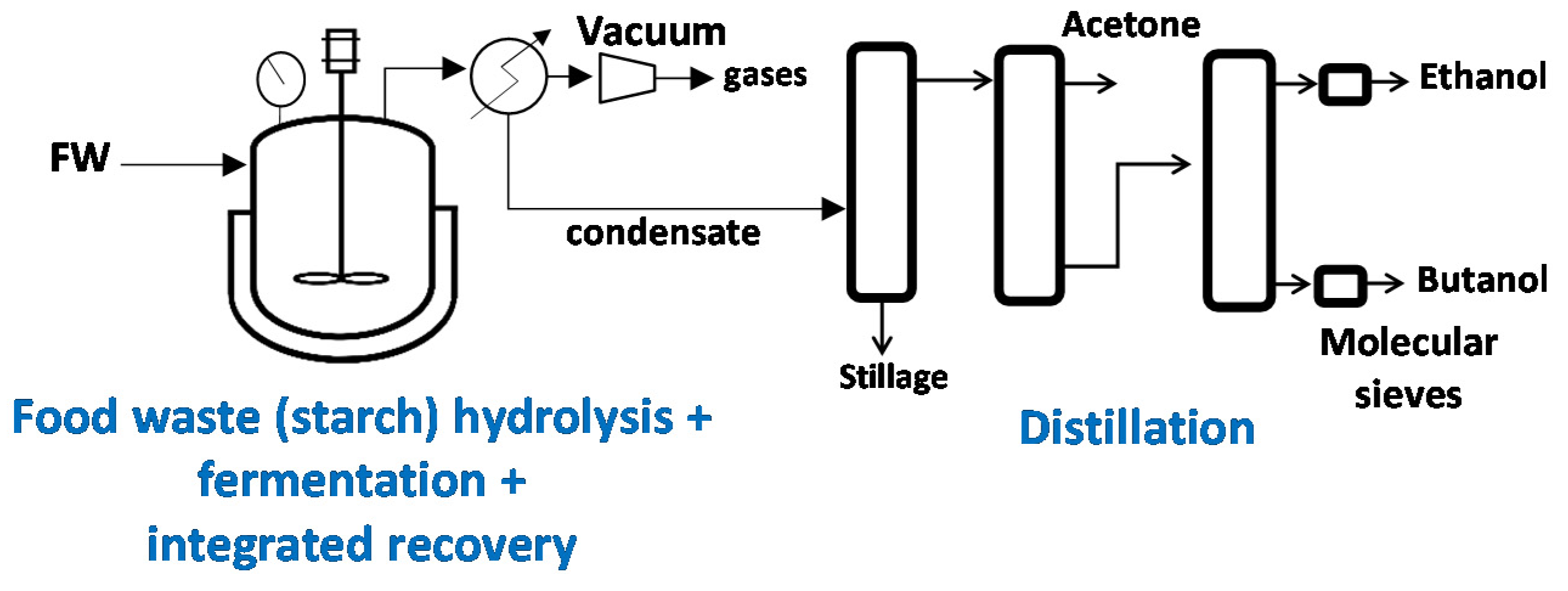
2.2. Butanol Production from Food Waste (FW) and Yellow Top Presscake (YTP)
2.3. Plant Capacity, Acetone–Butanol–Ethanol (ABE)/Butanol Yield, and Location
3. Results and Discussion
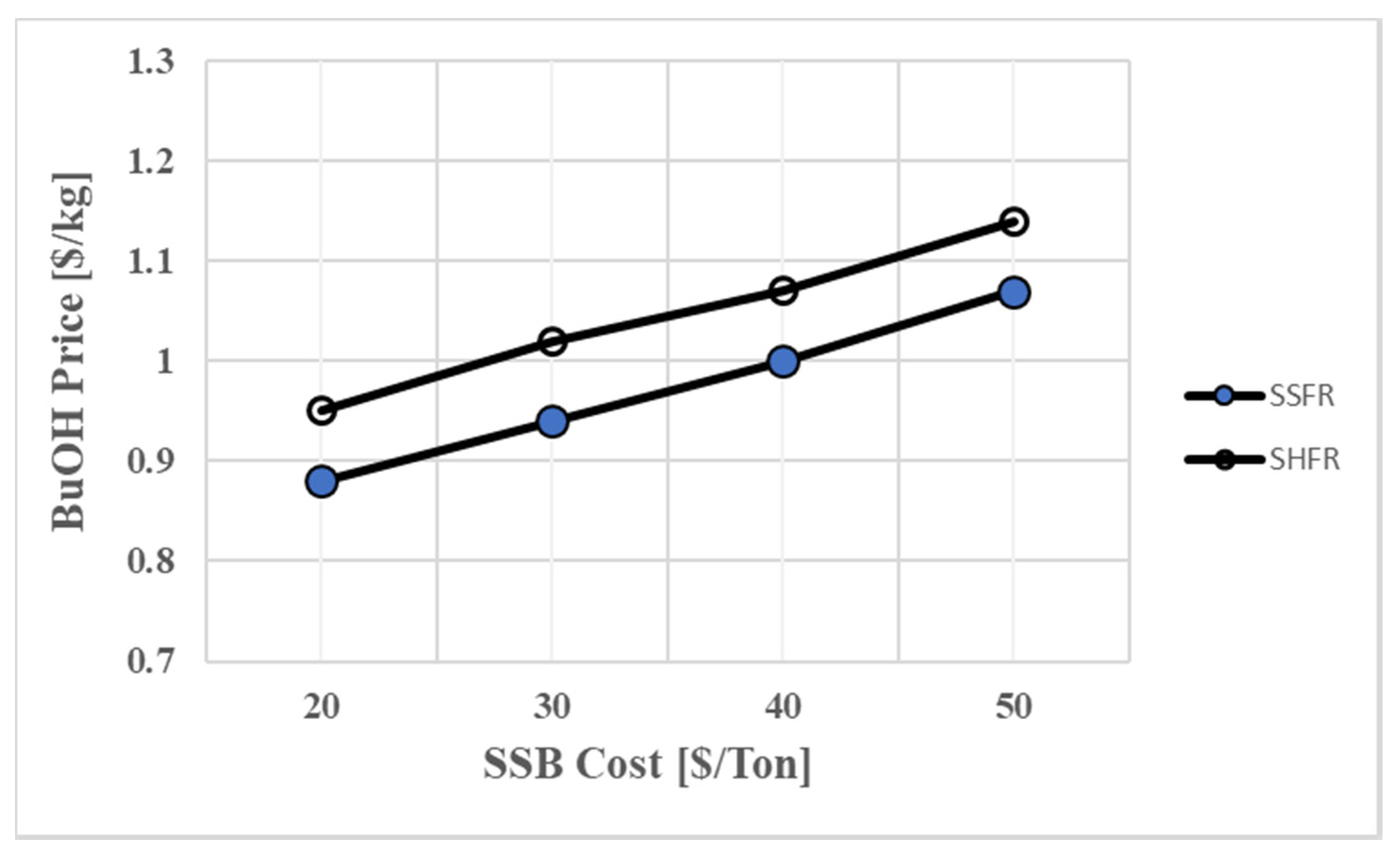
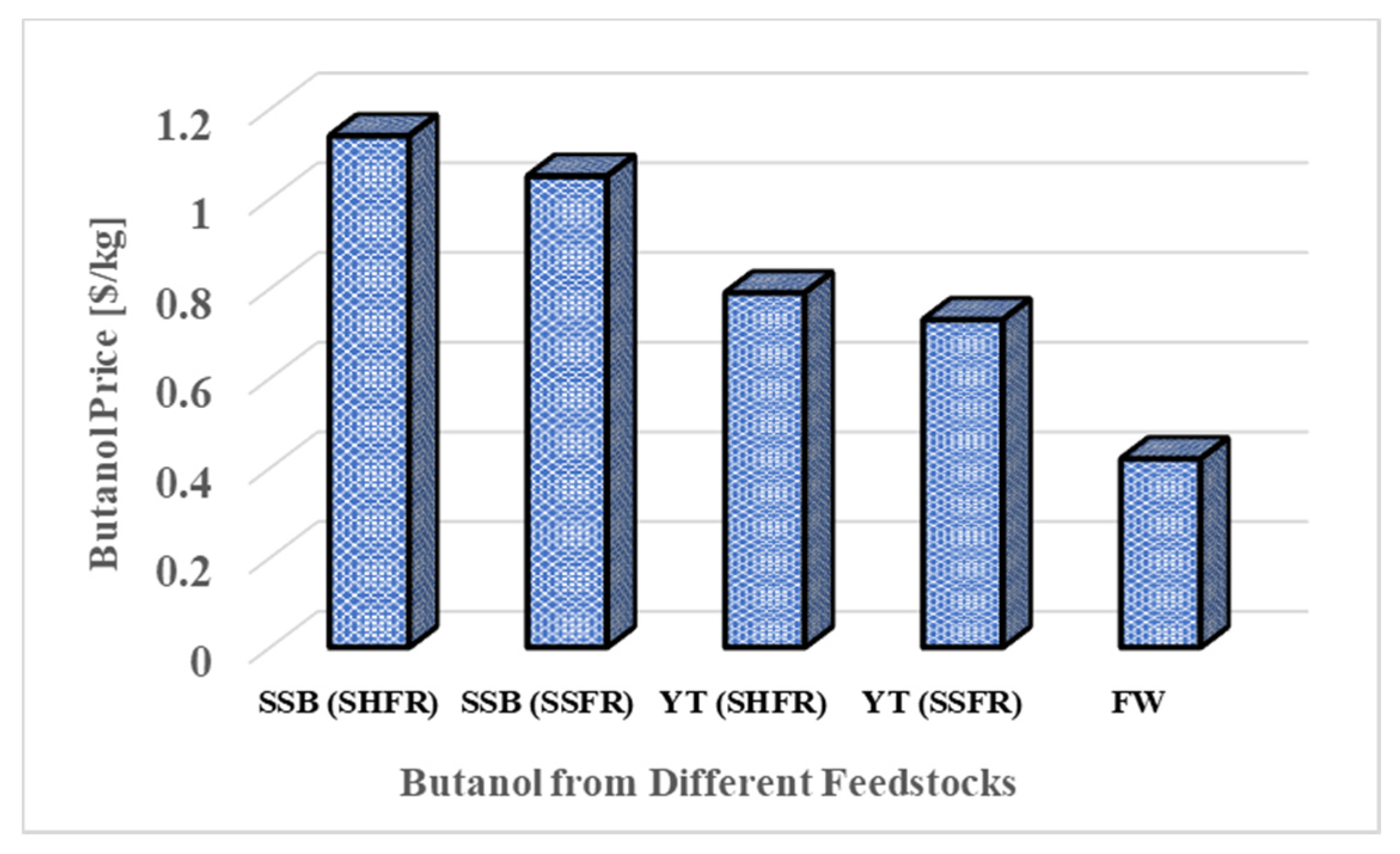
3.1. Butanol Production from Sweet Sorghum Bagasse (SSB)
3.2. Butanol Production from FW
3.3. Butanol Production from Yellow Top Presscake (YTP)
3.4. Microbial Strains for Butanol Fermentation
3.5. Product Recovery Technologies
3.6. Other Feedstocks
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dürre, P. Biobutanol: An attractive biofuel. Biotechnol. J. 2007, 2, 1525–1534. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Gayen, K. Developments in biobutanol production: New insights. Appl. Energy 2011, 88, 1999–2012. [Google Scholar] [CrossRef]
- Jones, D.T.; Woods, D.R. Acetone-butanol fermentation revisited. Microbiol. Rev. 1986, 50, 484–524. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.Y.; Park, J.H.; Jang, S.H.; Nielsen, L.K.; Kim, J.; Jung, K.S. Fermentative butanol production by Clostridia. Biotechnol. Bioeng. 2008, 101, 209–228. [Google Scholar] [CrossRef]
- Lin, X.; Wu, J.; Fan, J.; Qian, W.; Zhou, X.; Qian, C.; Jin, X.; Wang, L.; Bai, J.; Ying, H. Adsorption of butanol from aqueous solution onto a new type of macroporous adsorption resin: Studies of adsorption isotherms and kinetics simulation. J. Chem. Technol. Biotechnol. 2012, 87, 924–931. [Google Scholar] [CrossRef]
- Lin, X.; Wu, J.; Jin, X.; Fan, J.; Li, R.; Wen, Q.; Qian, W.; Liu, D.; Chen, X.; Chen, Y. Selective separation of biobutanol from acetone–butanol–ethanol fermentation broth by means of sorption methodology based on a novel macroporous resin. Biotechnol. Prog. 2012, 28, 962–972. [Google Scholar] [CrossRef] [PubMed]
- Jin, Q.; Qureshi, N.; Wang, H.; Huang, H. Acetone-butanol-ethanol (ABE) fermentation of soluble and hydrolyzed sugars in apple pomace by Clostridium beijerinckii P260. Fuel 2019, 244, 536–544. [Google Scholar] [CrossRef]
- Liu, D.; Chen, Y.; Ding, F.; Guo, T.; Xie, J.; Zhuang, W.; Niu, H.; Shi, X.; Zhu, C.; Ying, H. Simultaneous production of butanol and acetoin by metabolically engineered Clostridium acetobutylicum. Metab. Eng. 2015, 27, 107–114. [Google Scholar] [CrossRef]
- Ezeji, T.; Qureshi, N.; Blaschek, H. Acetone butanol ethanol (ABE) production from concentrated substrate: Reduction in substrate inhibition by fed-batch technique and product inhibition by gas stripping. Appl. Microbiol. Biotechnol. 2004, 63, 653–658. [Google Scholar] [CrossRef]
- Lin, X.; Xiong, L.; Qi, G.; Shi, S.; Huang, C.; Chen, X.; Chen, X. Using butanol fermentation wastewater for biobutanol production after removal of inhibitory compounds by micro/mesoporous hyper-cross-linked polymeric adsorbent. ACS Sustain. Chem. Eng. 2015, 3, 702–709. [Google Scholar] [CrossRef]
- Mariano, A.P.; Qureshi, N.; Filho, R.M.; Ezeji, T.C. Bioproduction of butanol in bioreactors: New insights from simultaneous in situ butanol recovery to eliminate product toxicity. Biotechnol. Bioeng. 2011, 108, 1757–1765. [Google Scholar] [CrossRef] [PubMed]
- Huang, H.; Singh, V.; Qureshi, N. Butanol production from food waste: A novel process for producing sustainable energy and reducing environmental pollution. Biotechnol. Biofuels 2015, 8, 147. [Google Scholar] [CrossRef] [PubMed]
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Butanol fermentation research: Upstream and downstream manipulations. Chem. Record. 2004, 4, 305–314. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.-L.; Blaschek, H.P. Butanol production by a butanol-tolerant strain of Clostridium acetobutylicum in extruded corn broth. Appl. Environ. Microbiol. 1983, 45, 966–973. [Google Scholar] [CrossRef]
- Chen, C.-K.; Blaschek, H.P. Acetate enhances solvent production and prevents degeneration in Clostridium beijerinckii BA101. Appl. Microbiol. Biotechnol. 1999, 52, 170–173. [Google Scholar] [CrossRef]
- Liu, D.; Chen, Y.; Ding, F.-Y.; Zhao, T.; Wu, J.-L.; Guo, T.; Ren, H.-F.; Li, B.-B.; Niu, H.-Q.; Cao, Z.; et al. Biobutanol production in a Clostridium acetobutylicum biofilm reactor integrated with simultaneous product recovery by adsorption. Biotechnol. Biofuels 2014, 7, 5. [Google Scholar] [CrossRef]
- Grobben, N.G.; Eggink, G.; Cuperus, F.P.; Huizing, H.J. Production of acetone, butanol and ethanol (ABE) from potato wastes: Fermentation with integrated membrane extraction. Appl. Microbiol. Biotechnol. 1993, 39, 494–498. [Google Scholar] [CrossRef]
- Qureshi, N.; Blaschek, H.P. Recovery of butanol from fermentation broth by gas stripping. Renew. Energy 2001, 22, 557–564. [Google Scholar] [CrossRef]
- Xue, C.; Zhao, J.; Liu, F.; Lu, C.; Yang, S.-T.; Bai, F.-W. Two-stage in-situ gas stripping for enhanced butanol fermentation and energy-saving product recovery. Bioresour. Technol. 2013, 135, 396–402. [Google Scholar] [CrossRef]
- Liu, G.; Wei, W.; Jin, W. Pervaporation membranes for biobutanol production. ACS Sustain. Chem. Eng. 2014, 2, 546–560. [Google Scholar] [CrossRef]
- Qureshi, N.; Maddox, I.S. Reduction in butanol inhibition by perstraction: Utilization of concentrated lactose/whey permeate by Clostridium acetobutylicum to enhance butanol fermentation economics. IChemE Food Bioprod. Proc. 2005, 83, 43–52. [Google Scholar] [CrossRef]
- Garcia, A., III; Iannotti, E.L.; Fischer, J.L. Butanol fermentation liquor production and separation by reverse osmosis. Biotechnol. Bioeng. 1986, 28, 785–791. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, N.; Saha, B.C.; Cotta, M.A. Butanol production from wheat straw hydrolysate using Clostridium beijerinckii. Bioproc. Biosys. Eng. 2007, 30, 419–427. [Google Scholar] [CrossRef] [PubMed]
- Pang, Z.-W.; Lu, W.; Zhang, H.; Liang, Z.-W.; Liang, J.-J.; Du, L.-W.; Duan, C.-J.; Feng, J.-X. Butanol production employing fed-batch fermentation by Clostridium acetobutylicum GX01 using alkali-pretreated sugarcane bagasse hydrolysed by enzymes from Thermoascus aurantiacus QS 7-2-4. Bioresour. Technol. 2016, 212, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, N.; Saha, B.C.; Dien, B.; Hector, R.E.; Cotta, M.A. Production of butanol (a biofuel) from agricultural residues: Part I–Use of barley straw hydrolysate. Biomass Bioenergy 2010, 34, 559–565. [Google Scholar] [CrossRef]
- Xu, G.-C.; Ding, J.-C.; Han, R.-Z.; Dong, J.-J.; Ni, Y. Enhancing cellulose accessibility of corn stover by deep eutectic solvent pretreatment for butanol fermentation. Bioresour. Technol. 2016, 203, 364–369. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, N.; Singh, V.; Liu, S.; Ezeji, T.C.; Saha, B.C.; Cotta, M.A. Process integration for simultaneous saccharification, fermentation, and recovery (SSFR): Production of butanol from corn stover using Clostridium beijerinckii P260. Bioresour. Technol. 2014, 154, 222–228. [Google Scholar] [CrossRef]
- Cai, D.; Chang, Z.; Gao, L.; Chen, C.; Niu, Y.; Qin, P.; Wang, Z.; Tan, T. Acetone–butanol–ethanol (ABE) fermentation integrated with simplified gas stripping using sweet sorghum bagasse as immobilized carrier. Chem. Eng. J. 2015, 277, 176–185. [Google Scholar] [CrossRef]
- Qureshi, N.; Harry-O’kuru, R.; Liu, S.; Saha, B. Yellow top (Physaria fendleri) presscake: A novel substrate for butanol production and reduction in environmental pollution. Biotechnol. Prog. 2019, 35, e2767. [Google Scholar] [CrossRef]
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Production of acetone butanol (AB) from liquefied corn starch, a commercial substrate, using Clostridium beijerinckii coupled with product recovery by gas stripping. J. Ind. Microbiol. Biotechnol. 2007, 34, 771–777. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Klasson, K.T.; Liu, S. Butanol production from sweet sorghum bagasse with high solids content: Part I—comparison of liquid hot water pretreatment with dilute sulfuric acid. Biotechnol. Prog. 2018, 34, 960–966. [Google Scholar] [CrossRef] [PubMed]
- Gutierrez, N.A.; Maddox, I.S.; Schuster, K.C.; Swoboda, H.; Gapes, J.R. Strain comparison and medium preparation for the acetone-butanol-ethanol (ABE) fermentation process using a substrate of potato. Bioresour. Technol. 1998, 66, 263–265. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Cotta, M.A.; Singh, V. An economic evaluation of biological conversion of wheat straw to butanol: A biofuel. Energy Conv. Manag. 2013, 65, 456–462. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.; Liu, S.; Harry-O’kuru, R. Production of acetone-butanol-ethanol (ABE) from concentrated yellow top presscake using Clostridium beijerinckii P260. J. Chem. Technol. Biotechnol. 2020, 95, 614–620. [Google Scholar] [CrossRef]
- Groot, W.J.; van der Lans, R.G.J.M.; Luyben, K.C.A. Technologies for butanol recovery integrated with fermentations. Proc. Biochem. 1992, 27, 61–75. [Google Scholar] [CrossRef]
- Maddox, I.S. The acetone-butanol-ethanol fermentation: Recent progress in technology. Biotechnol. Genet. Eng. Rev. 1989, 7, 189–220. [Google Scholar] [CrossRef]
- Qureshi, N. Solvent (Acetone-Butanol: AB) production. In Reference Module in Life Science; Roitberg, B., Ed.; Elsevier: Oxford, UK, 2017; pp. 1–20. [Google Scholar]
- Friedl, A. Downstream process options to the ABE fermentation. FEMS Microbiol. Lett. 2016, 363, 1–5. [Google Scholar] [CrossRef]
- Maddox, I.S.; Qureshi, N.; Gutierrez, N.A. Utilization of whey and process technology by Clostridia. In The Clostridia and Biotechnology; Woods, D.R., Ed.; Butterworth Heinemann: Boston, MA, USA, 1993; pp. 343–369. [Google Scholar]
- Qureshi, N.; Manderson, G.J. Bioconversion of renewable resources into ethanol: An economic evaluation of selected hydrolysis, fermentation, and membrane technologies. Energy Sources 1995, 17, 241–265. [Google Scholar] [CrossRef]
- Qureshi, N.; Maddox, I.S. Application of novel technology to the ABE fermentation process: An economic analysis. Appl. Biochem. Biotechnol. 1992, 34/35, 441–448. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SHFR Process | SSFR Process | |
|---|---|---|
| Raw Material | ||
| SSB [kg] | 609,772,800 | 609,772,800 |
| Cellulase [kg] | 53,659,200 | 53,659,200 |
| β-glucosidase [kg] | 53,659,200 | 53,659,200 |
| Xylanase [kg] | 53,659,200 | 53,659,200 |
| Utilities | ||
| Electricity [kWh] | 76,575,993 | 72,729,020 |
| Steam [MT] | 653,538 | 653,538 |
| High pressure steam [MT] | 107,674 | 107,674 |
| Cooling water [kg] | 648,604,949 | 648,604,949 |
| SHFR Process [$] | SSFR Process [$] | |
|---|---|---|
| Fixed capital | 165,256,000 | 153,224,000 |
| Working capital | 40,201,827 | 37,274,802 |
| Startup cost | 8,262,800 | 7,661,200 |
| Total investment | 213,720,627 | 198,160,002 |
| Raw material (SSB) | 30,488,640 | 30,488,640 |
| Cellulase | 5,365,920 | 5,365,920 |
| Xylanase | 5,365,920 | 5,365,920 |
| B-glucosidase | 5,365,920 | 5,365,920 |
| Total raw material (a) | 46,586,400 | 46,586,400 |
| Utilities | ||
| Electricity | 7,657,599 | 7,272,902 |
| Steam | 7,842,456 | 7,842,456 |
| High-pressure steam | 2,153,480 | 2,153,480 |
| Cooling water | 32,430,247 | 32,430,247 |
| Total utilities (b) | 50,083,782 | 49,699,085 |
| Operating costs | ||
| Labor-dependent | 5,216,000 | 5,216,000 |
| Facility-dependent | 40,312,000 | 37,421,000 |
| Laboratory (QC/QA) | 782,000 | 782,000 |
| Total operating costs (c) | 46,310,000 | 43,419,000 |
| Revenues/credits | ||
| Ethyl alcohol | 11,261,376 | 11,261,376 |
| Acetone | 29,280,930 | 29,280,930 |
| Animal feed | 15,159,967 | 15,417,670 |
| Hydrogen & CO2 | 42,009,446 | 42,350,956 |
| Total revenue/credit (d) | 97,711,719 | 98,310,932 |
| Expenses − credit (a + b + c − d) (e) | 45,268,464 | 41,393,553 |
| Profit (12% ret on invest.) | 25,646,475 | 23,779,200 |
| Taxes (40% on profit) | 10,258,590 | 9,511,680 |
| Depreciation (8–15%) | 32,058,094 | 29,724,000 |
| Interest on investment | 8,548,825 | 7,926,400 |
| Total (profit & taxes) (f) | 67,963,159 | 63,014,881 |
| Butanol (99,303,372 kg/yr) (g) | ||
| Butanol selling price [(e + f)/g] ($/kg) | 1.14 | 1.05 |
Assumptions for SSFR Process:
|
Capital cost & butanol selling prices:
|
Assumptions for both SHFR and SSFR Processes:
|
Capital costs & butanol selling prices:
|
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qureshi, N.; Lin, X.; Liu, S.; Saha, B.C.; Mariano, A.P.; Polaina, J.; Ezeji, T.C.; Friedl, A.; Maddox, I.S.; Klasson, K.T.; et al. Global View of Biofuel Butanol and Economics of Its Production by Fermentation from Sweet Sorghum Bagasse, Food Waste, and Yellow Top Presscake: Application of Novel Technologies. Fermentation 2020, 6, 58. https://doi.org/10.3390/fermentation6020058
Qureshi N, Lin X, Liu S, Saha BC, Mariano AP, Polaina J, Ezeji TC, Friedl A, Maddox IS, Klasson KT, et al. Global View of Biofuel Butanol and Economics of Its Production by Fermentation from Sweet Sorghum Bagasse, Food Waste, and Yellow Top Presscake: Application of Novel Technologies. Fermentation. 2020; 6(2):58. https://doi.org/10.3390/fermentation6020058
Chicago/Turabian StyleQureshi, N., X. Lin, S. Liu, B. C. Saha, A. P. Mariano, J. Polaina, T. C. Ezeji, A. Friedl, I. S. Maddox, K. T. Klasson, and et al. 2020. "Global View of Biofuel Butanol and Economics of Its Production by Fermentation from Sweet Sorghum Bagasse, Food Waste, and Yellow Top Presscake: Application of Novel Technologies" Fermentation 6, no. 2: 58. https://doi.org/10.3390/fermentation6020058
APA StyleQureshi, N., Lin, X., Liu, S., Saha, B. C., Mariano, A. P., Polaina, J., Ezeji, T. C., Friedl, A., Maddox, I. S., Klasson, K. T., Dien, B. S., & Singh, V. (2020). Global View of Biofuel Butanol and Economics of Its Production by Fermentation from Sweet Sorghum Bagasse, Food Waste, and Yellow Top Presscake: Application of Novel Technologies. Fermentation, 6(2), 58. https://doi.org/10.3390/fermentation6020058