1. Introduction
In recent years, high quality, resource conservation, energy conservation, environmental protection, and hygiene have been regarded as important in the handling of powders, and there are strict requirements for precise management when handling refined powders for applications such as pharmaceuticals, magnetic powders, and pigments. Previously, hoppers have been used to measure and transport powders in treatment processes in industrial fields handling all sorts of powders. However, these hoppers have the problem that arches form near the discharge port, and the powder causes a blockage inside the hopper, thus making it difficult to smoothly discharge powder [
1,
2,
3].
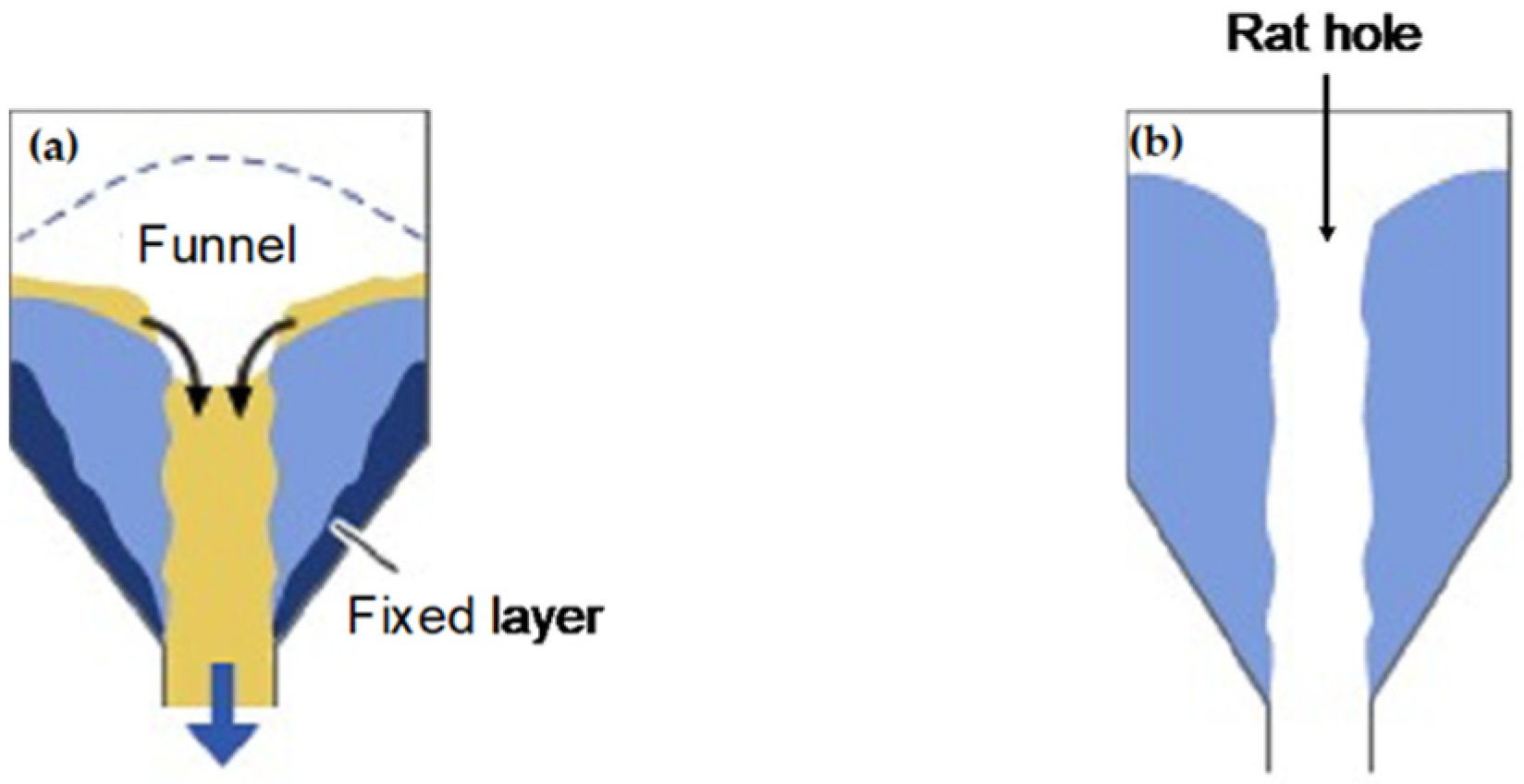
Various steps have been taken to resolve the above problem. Examples include methods employing structural countermeasures in the hopper, methods employing mechanical manipulation, and methods applying an air current to the powder layer. First, with methods employing structural countermeasures in the hopper, it is possible to reduce friction between the powder and hopper wall by increasing the inclination angle of the hopper, but the hopper volume decreases with this method. In addition, if the diameter of the hopper’s discharge port is increased, then the powder near the hopper inner wall is pressed against the wall because of powder pressure, resulting in increased friction between the powder particles and the wall surface, which makes it harder for powder to slide, and thus only powder directly above the discharge port is discharged first. In addition, powder is discharged through the funnel flow, as shown in
Figure 1a, where the powder gradually collapses and flows down, starting from the top powder layer near the discharge layer. Therefore, the discharge speed of the powder near the hopper inner wall is slow, in contrast with the high discharge speed of the powder directly above the discharge port, and as irregularity appears in the amount of powder supplied per unit time, it becomes difficult to control the discharge rate.
Next, with methods using mechanical manipulation, impact or vibration is applied to the hopper, and here cost issues arise, such as increased equipment size and complexity, noise produced by impact, and the need to provide the hopper with enough strength to withstand impact. Furthermore, when impact or vibration is applied to a hopper, there will be funnel flow discharge like that explained above if the force applied from the outside is not uniform. In this case, powder is discharged to a certain extent, but a problem arises in that a residual layer is formed in the cone near the hopper inner wall, and in the formed residual layer, there is no replacement with new powder, so a caked layer is formed and the powder is solidified. Finally, in methods applying air current to the powder layer, the powder is dispersed by blowing compressed air into the hopper, but here too, there is a problem in that it is impossible to break down the top end part of the arch produced in the powder layer, and if a rat hole (a condition like that in
Figure 1b where powder sticks near the wall surface of the hopper, and powder is not present at the top part of the discharge port) appears, the method cannot exhibit an effect because the air passes through the rat hole. In this way, we can say that none of these measures can serve as a method for smoothly discharging cohesive powder from a hopper, and that solving this problem is an important issue.
Several previous studies have investigated fine powder discharge. Bideau and Hansen [
4], and Wu et al. [
5] demonstrated an oscillatory discharge phenomenon of fine powders using hour glasses, and presented several interesting properties to increase our understanding of the granular flow, with interstitial fluid playing a critical role. Janda et al. [
6] investigated the fluctuations in the flow rate in the discharge of grains from a two-dimensional (2D) silo. Their results demonstrated that the power spectrum of the oscillations of the flow rate was not dominated by any particular frequency. Pennec et al. [
7] experimentally investigated the effect of ambient pressure on the flow properties in an open-top silo. They determined that an intermittent flow became continuous at a sufficiently low surrounding pressure, and demonstrated that the intermittency was due to the interaction between the particles and air. Lu et al. [
8] investigated the effects of the surface roughness of a particle on the gravity discharge rate and flow behavior of fine dry powders from a hopper. They argued that the van der Waals force dominated the discharge of fine particles. Huang et al. [
9] presented experimental results for the discharge characteristic of cohesive fine coal from an aerated hopper, and discovered that aeration is an effective method for improving the flow pattern and increasing the discharge rate for cohesive fine powder. However, if the aeration position is too close to the outlet, a stable arch forms that significantly decreases the discharge rate and may even cause a jam.
The effect of reverse-direction air flow on fine powder discharge was also discussed in our two previous studies [
10,
11]. Hsiau et al. [
10] investigated the effect of ambient pressure on the discharge process in a silo. The results demonstrated that the ambient pressure significantly influenced the discharge process, and that the effects of air flow could be reduced by lowering the ambient pressure. In Hsiau et al. [
11], open-top and closed-top silos with different outlet openings sizes were tested to investigate the discharge behavior of different-sized fine sands using the Beverloo equation and Darcy’s law. The average discharge rate and pressure drop in the silos were measured and analyzed. In relatively fine powder silo systems (particle size smaller than 196 μm), a bubble phenomenon can occur. Sheng et al. [
12] experimentally investigated the effect of air bubbles on fine powder discharge behavior, including the discharge mass flow rate and variation in the pressure inside the silo. An initial collapse of the powder bed in the silo was observed at the beginning of the discharge process, causing the pressure to change rapidly. Moreover, the dependence of the bubble size, bubble rising velocity, number of bubbles, and frequency of the bubble generation on the size of the fine powder were analyzed in detail.
Therefore, to enable the gravity discharge of cohesive powder, we fabricated a dual-structure hopper in which a rubber flexible container was inserted inside the rigid container constituting the hopper. In addition, tests were conducted using this dual-structure hopper. First, the powder discharge characteristics were clarified in a conical hopper, and the effectiveness of this hopper was confirmed [
13]. Furthermore, to visualize the flow conditions of the powder layer that exists in the hopper during powder discharge, we fabricated a semi-conical dual-structure hopper and observed the internal flow structure. The results showed that air voids appeared in the powder layer at the same time as the powder discharge, and it was confirmed that these moved inside the layer [
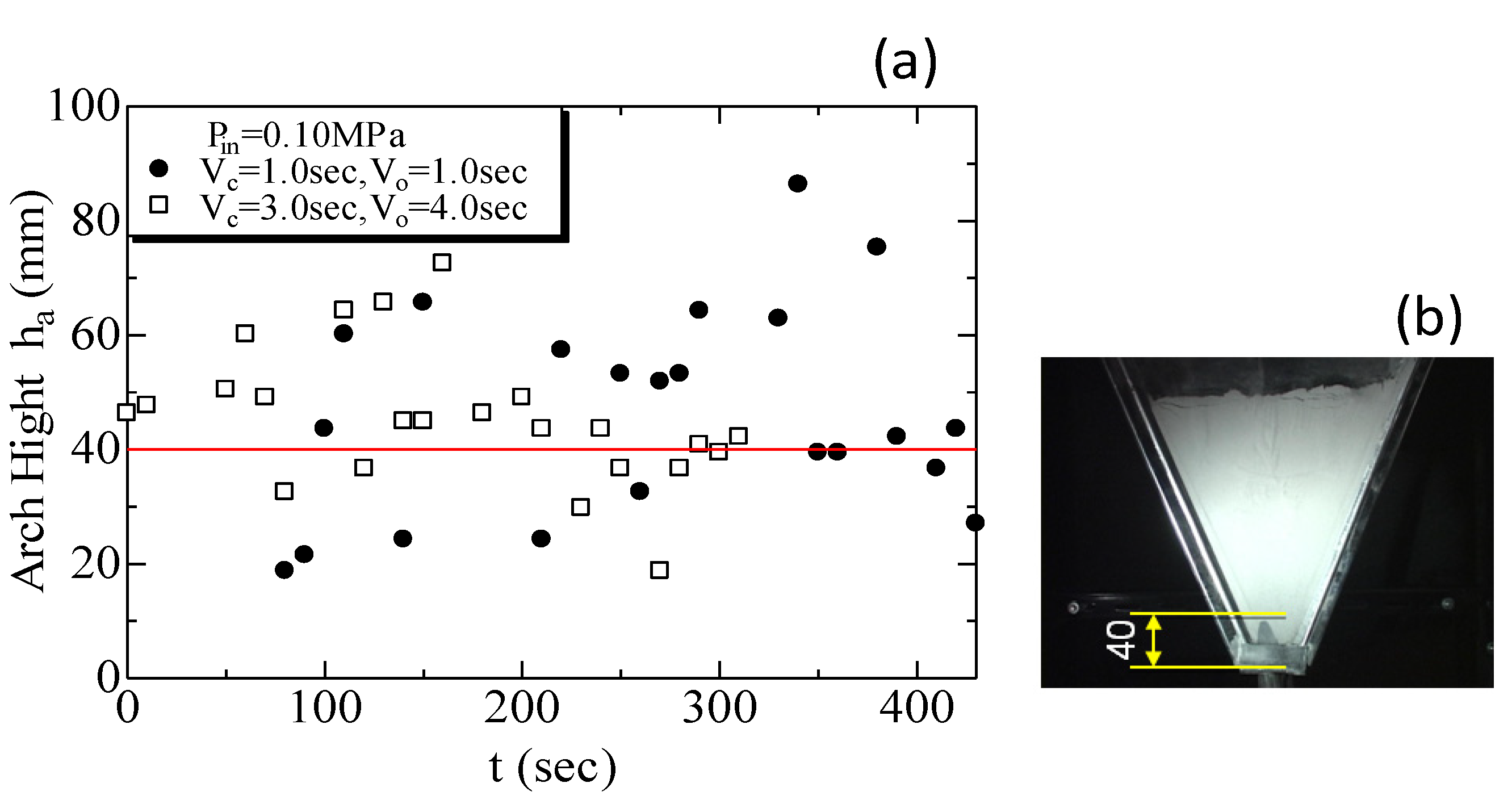
14]. On the other hand, in previous research, supply was done by positioning the supplied air injection port at a height of 40 mm from the discharge port of the hopper, but it is unclear whether this position was really the optimal position. Furthermore, the discharge rate and variation in the flexible container expansion have not been elucidated in the case where the open/close timing of the solenoid valve is varied.
Therefore, in this research, we conducted experiments using a semi-conical dual-structure hopper, and examined the effects on the hopper internal flow structure, cavity fluid pressure, pressure inside the airtight cavity section, and the powder discharge rate when changes were made in the position of the supplied air injection port and the solenoid valve open/close timing.
2. Materials and Methods
2.1. Structure of Semi-Conical Dual-Structure Hopper
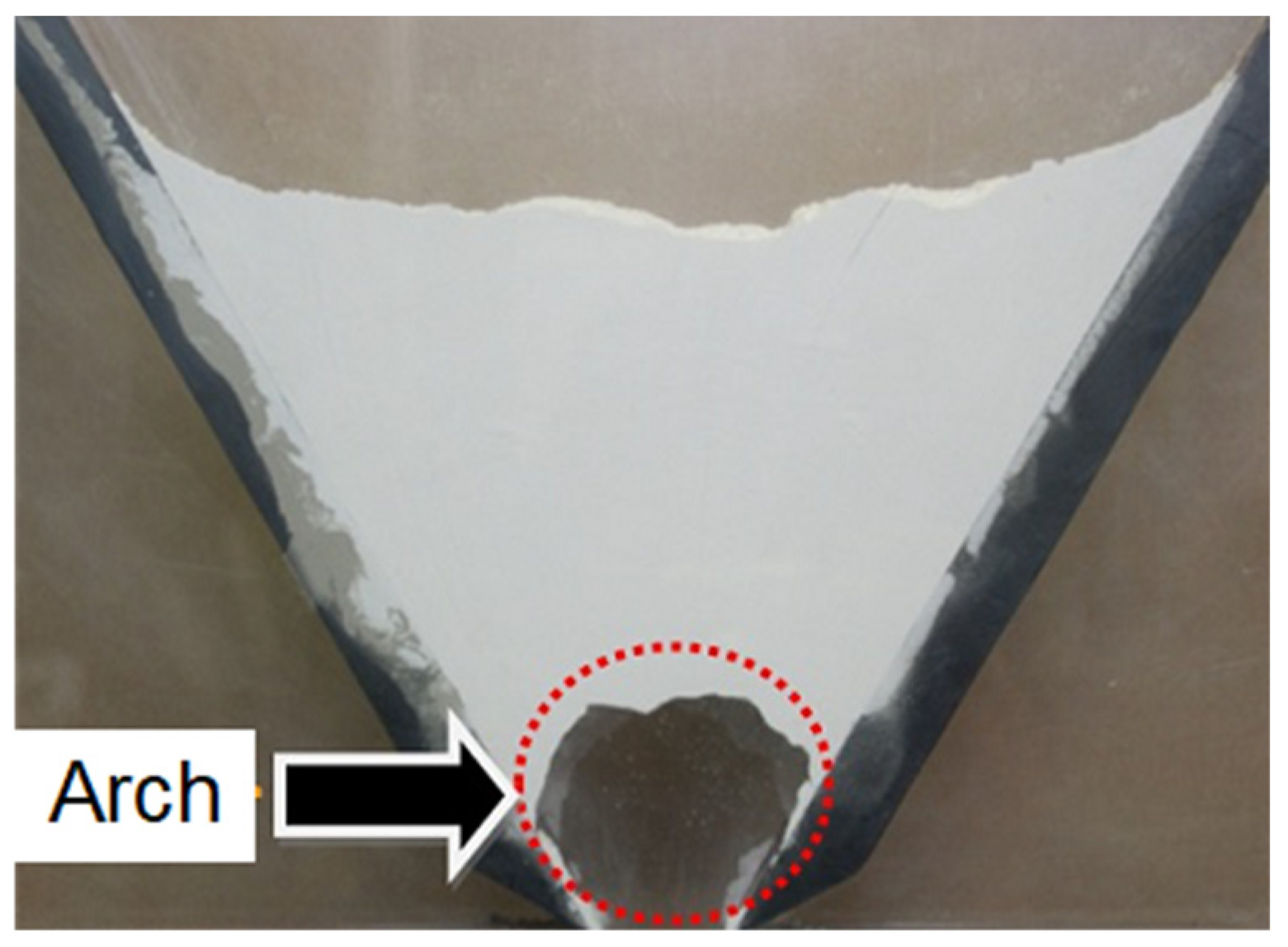
Figure 2 shows a photo of the situation when the powder is actually causing a blockage inside the hopper. Generally speaking, in the discharge of powder in a hopper, air gets into the gaps between the particles, and this lessens the friction between particles. However, in the case of a microparticle powder, the particle diameter is small and thus the gaps that can be created between particles are also smaller, the amount of air that passes through decreases, and the friction between particles increases. In addition, because the pathways for this air are blocked, and particles cohere together, arches like that shown in the figure are formed near the hopper discharge port, and this stops the discharge of powder from the hopper. If vibration is applied from the outside while in this condition, the arch will break down and the discharge of powder will resume, but if the vibration from outside is shut off, the arch will form again. We noticed this property, and to avoid blockages inside of hoppers for cohesive powder, we fabricated a dual-structure hopper composed of a rigid container and flexible container.
Figure 3 schematically indicates the structure of the dual-structure hopper and the flow of the powder inside. A rubber flexible container was inserted inside the rigid container constituting the hopper, thereby providing an airtight cavity between the rigid container and flexible container. In addition, if an arch was formed inside the hopper, as in
Figure 3a, the system was designed to inject compressed air into the airtight cavity, as shown in
Figure 3b, effectively breaking down the arch formed in the hopper through an expanding and contracting motion of the flexible container driven by air oscillation, thereby enabling powder discharge.
2.2. Experiment Equipment
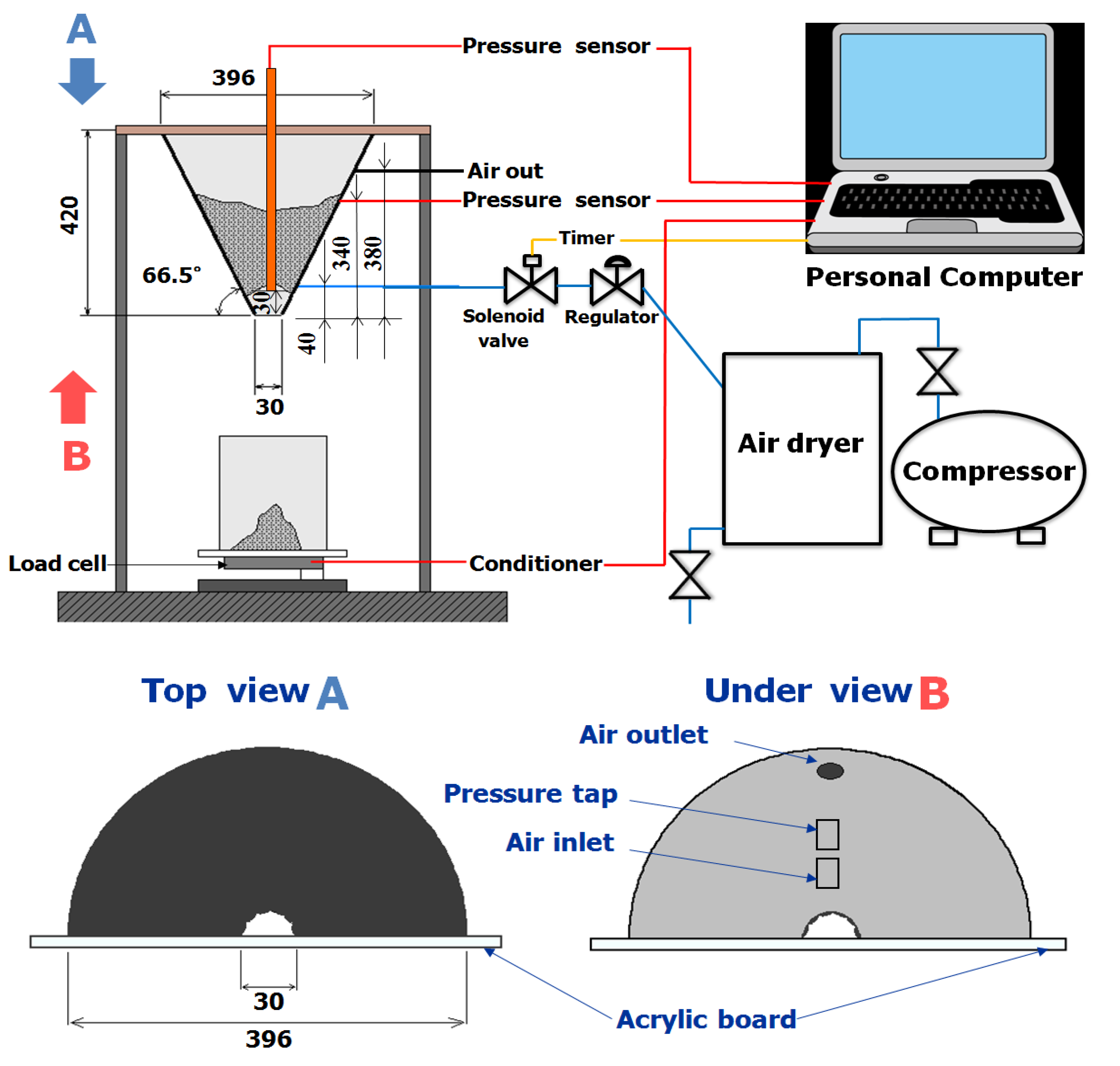
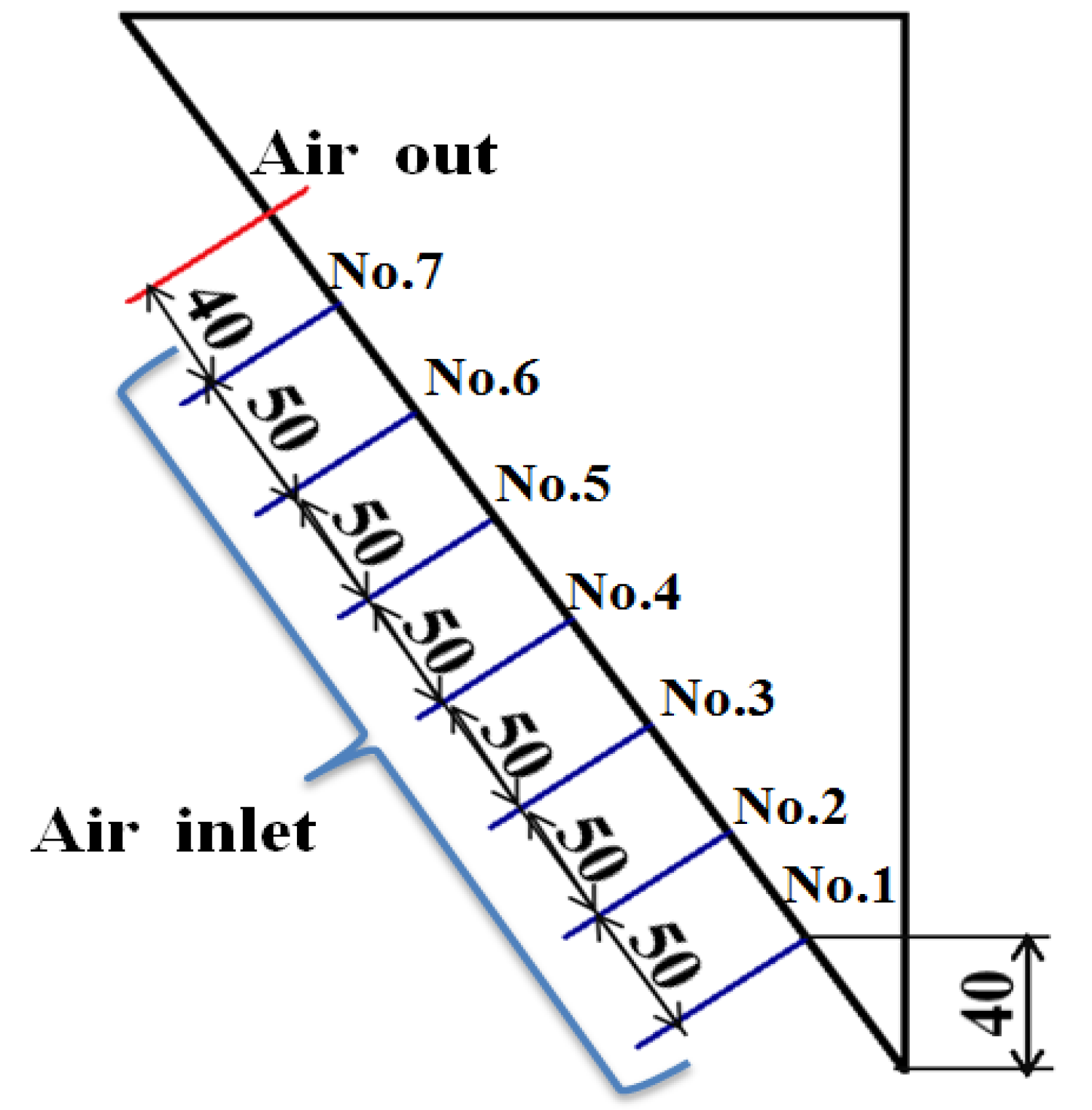
Figure 4 shows a schematic diagram of the experiment equipment and measuring equipment. This hopper has a dual-structure, with a rubber flexible container with a 0.5 mm thickness inserted into a stainless steel semi-conical rigid container of a 1 mm thickness, and a transparent acrylic panel of a 5 mm thickness is mounted on the vertical side to allow for viewing of the flow structure of the powder. In addition, by fastening the top end and bottom end of the hopper, an airtight cavity was provided to enable the supply of compressed air between the rigid container and flexible container. Detailed dimensions of the hopper are a height of 420 mm, diameter of 396 mm, discharge port diameter of 30 mm, and incline angle of 66.5°. To maintain a constant expansion rate of the flexible container due to the supply of compressed air, supplied air injection ports (pipe inner diameter 6 mm) are provided, as indicated in
Figure 5, at seven points, located at heights from the hopper bottom of 40 mm (No. 1), 90 mm (No. 2), 140 mm (No. 3), 190 mm (No. 4), 240 mm (No. 5), 290 mm (No. 6), and 340 mm (No. 7), and the injected air was discharged from the discharge port (pipe diameter of 8 mm) located at a height of 380 mm from the bottom of the hopper. Compressed air produced by the compressor passed through an air dryer, regulated to the proper pressure with a pressure reducing valve, and supplied via a solenoid valve to the airtight cavity between the rigid container and flexible container of the hopper. By repeatedly opening and closing this solenoid valve, the flexible container can be made to oscillate.
As the measuring equipment, a micro pressure differential converter with a built-in amp (PDV-10GA, made by KYOWA, Tokyo, Japan) was used to measure the cavity fluid pressure of the powder layer inside the hopper. In this experiment, a brass pressure probe with an outer diameter of 3 mm and inner diameter of 2 mm was placed in the powder layer, 30 mm from the bottom of the hopper, and the pressure was measured by introducing the cavity fluid pressure at the end of that into a pressure sensor. In addition, the pressure of the airtight cavity between the rigid container and the flexible container was measured at a height of 340 mm from the bottom of the hopper. The change over time in the amount of powder discharged from the hopper was measured using a load cell (C2G1-10k, made by NMB, Tokyo, Japan) installed at the bottom of the hopper. The load cell measurement system used in this experiment was the strain (compression) system employing a beam-type single-point load cell, and if force (a load) was applied, then at the same time, the load cell deformed, the strain gauge mounted to the surface of the load cell also deformed, and thus the measurement principle used the fact that the resistance value varied according to the amount of deformation, and involved detecting a minute voltage that varied in proportion with the change in the resistance value of the strain gauge, when a voltage was applied to the power supply terminals of the load cell.
These electrical signals produced during measurement were acquired with a digital recorder (GR-3500, made by KEYENCE, Osaka, Japan) at a sampling time of 100 ms, and data processing was performed afterward with a personal computer. Furthermore, to visualize the powder behavior inside the hopper, a video was taken simultaneously from the side and top of the hopper using a digital CCD video camera (DCR-PC109, made by SONY, Tokyo, Japan).
2.3. Experiment Conditions
In the experiment conditions, the supplied air pressure Pin was set to 0.05, 0.06, and 0.10 MPa, and the experiment was carried out while varying the closing and opening times when the solenoid value opened/closed (Vc and Vo) in the ranges of 1.0–3.0 s and 1.0–5.0 s, respectively. The powder used was class 5 fly ash powder for JIS testing, and the fly ash used here was produced at a thermal power plant using pulverized coal as the fuel, and the powder was obtained by adjusting the particle diameter distribution through classification. The average particle diameter was 22.4 μm, and the particle density was 2290 kg/m3. For the initial conditions, the inside of the hopper was filled with 1.0 kg of powder, and then compressed air was supplied from the state where the blockage occurred. Then, measurement of the powder discharge rate, airtight cavity pressure, and cavity fluid pressure was carried out while viewing the flow status in the powder layer.
4. Conclusions
The following findings were obtained as a result of examining the effects on the hopper’s internal flow structure, cavity fluid pressure, airtight cavity internal pressure, and powder discharge rate when a semi-conical dual-structure hopper was used, and the supplied air injection port position and solenoid valve open/close timing were varied.
It was confirmed that the position of the supplied air injection port had a major effect on the breakdown of arches that formed near the hopper discharge port, and that there was an appropriate pressure supply port position.
It was confirmed that the maximum amplitude value of the pressure in the airtight cavity, i.e., the expansion limit value of the flexible container, varied depending on the supplied air pressure condition.
Changes in the expansion/contraction of the flexible container due to air oscillation were determined by the balance of the injected amount of air and the discharged amount of air, and did not have much effect on the presence of powder. In addition, the value of pressure in the airtight cavity was directly related to the variation in the expansion/contraction of the flexible container, and thus it was thought that the powder was discharged more efficiently under solenoid valve open/close timing conditions where the maximum amplitude value of pressure in this airtight cavity could be kept at a high constant level.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}