As stated before, the air was assumed to be a Newtonian fluid by making use of the Newtonian rheological model, and by setting a dynamic viscosity equal to 0.1 Pa.s. Additionally, the thermodynamic properties, specific heat capacity, , and thermal conductivity, k, were defined as 1007 J/(kg.K) and W/(m.K), respectively, for the air and 2100 J/(kg.K) and W/(m.K), respectively, for the polymer melt.
In the analysis of the case studies presented below, the methodologies used are common to more than one case study. Therefore, for organization purposes, the methods for assessment and verification used are presented here:
3.1. Case Study 1: Filling of a Cylindrical Cavity
This first case study covered the flow of a Newtonian fluid along a cylindrical channel and was used to verify if the numerical algorithm was properly implemented. The cavity geometry employed in this first case study is illustrated in
Figure 3.
The initial and boundary conditions used in this case study are presented in
Table 1, with an inlet velocity of
= 4 m/s.
The mesh sensitivity analysis was undertaken with three levels of refinement, where the number of cells of the coarsest mesh (M1) was doubled in each direction to obtain the second degree of refinement (M2). The same procedure was applied to obtain the most refined level (M3). The software
[
29] was used to generate the three meshes, which had 4368, 34,280, and 263,016 cells for M1, M2, and M3, respectively.
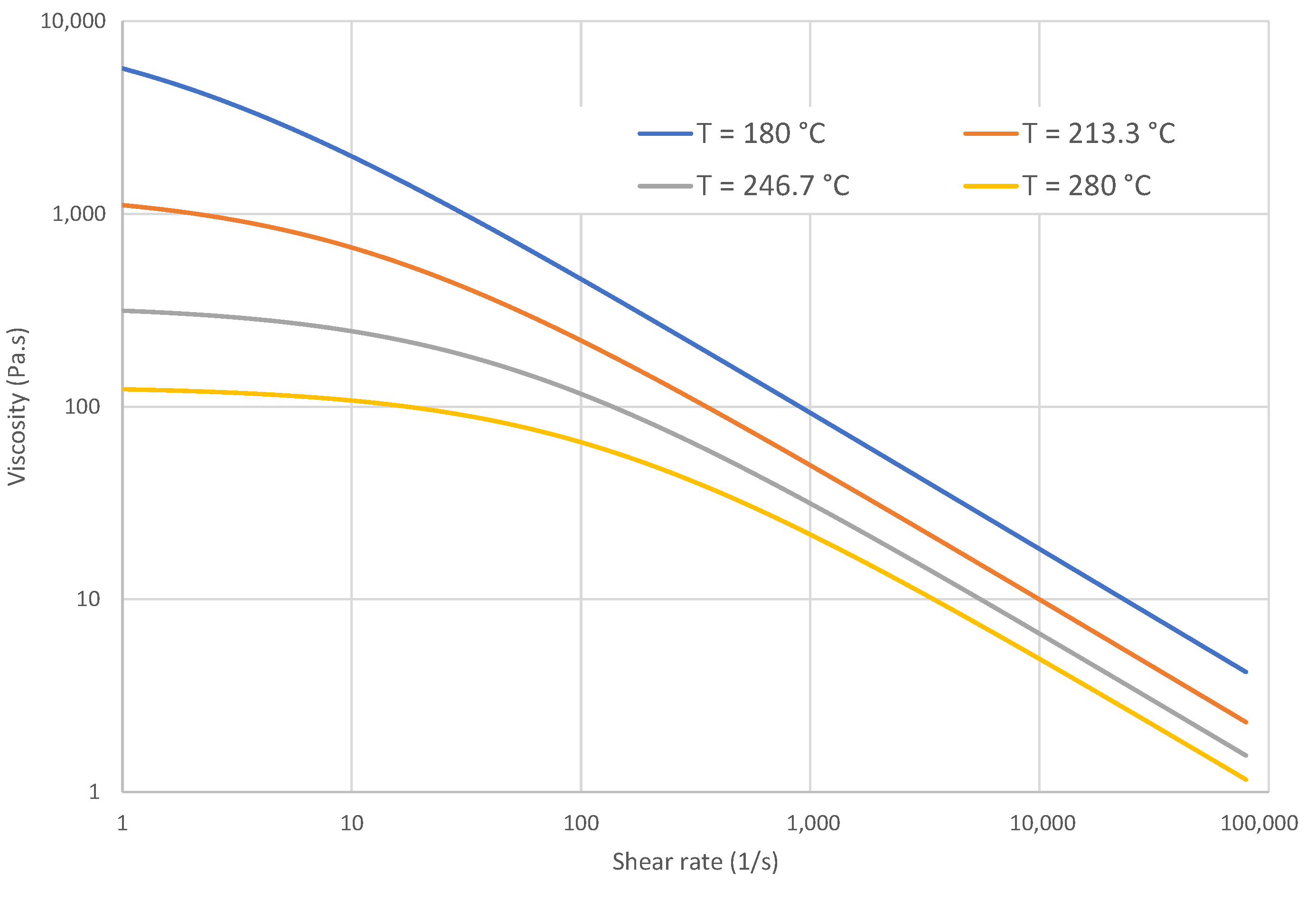
The polymer melt was considered to behave as a Newtonian fluid, with a dynamic viscosity value of 310.0 Pa.s, obtained by using
in the Cross-WLF rheological model presented in
Section 3. The thermodynamic properties of the air and polymer melt are also the ones presented in
Section 3.
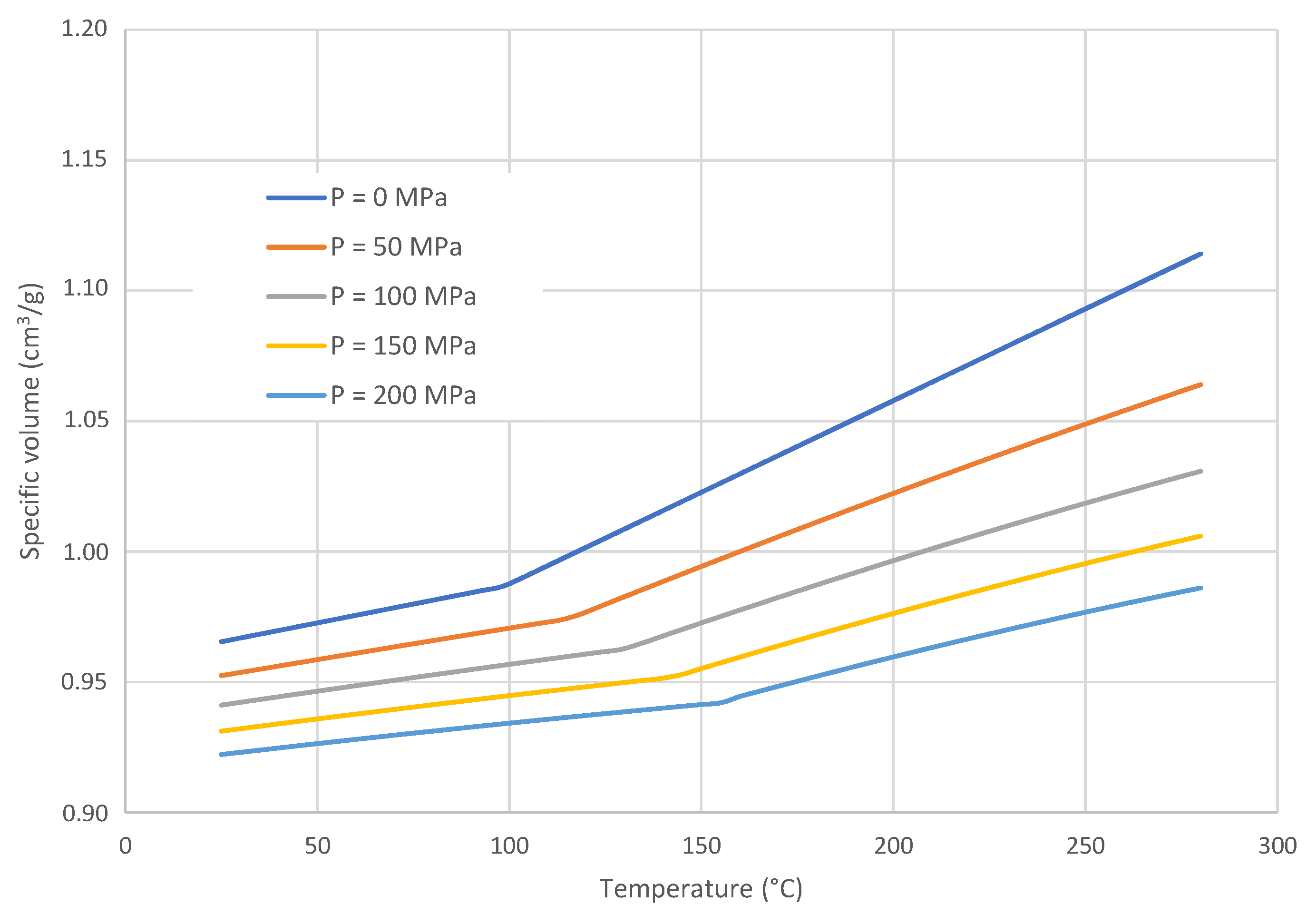
The PVT behavior of the material was prescribed using two formulations, the compressible one, given by the modified Tait model, which was already shown in
Figure 2 and
Table 3, and the incompressible, where the melt density employed was constant and equal to 1.075 g/cm
.
The first tests carried out were related to the time predicted by the algorithm to achieve the switch-over point,
, for the incompressible formulation and to compare it with the theoretical value calculated from Equation (
17). The results obtained are given in
Table 4 for both the IC and NIC variations.
From the data shown in
Table 4, one can conclude that the IC gave accurate results for coarse and medium meshes, because it minimizes the effect of the interface diffusion and, therefore, favors the mass conservation. Since NIC omits the contribution of the artificial interface compression, the results deviated from the analytical values, especially for the coarsest mesh (M1). On the other side, with refined meshes, neglecting the artificial diffusion term did not affect the mass balance. In a future work, a detailed study should allow identifying the criteria related to the necessity of considering the interface compression term in these simulations.
To understand the differences caused by considering the polymer melt as incompressible, and since the compressible formulation was the most realistic one,
Table 5 shows the switch-over time obtained for both formulations, when different mesh refinement levels were employed and using the NIC variation, which gave the best results with the incompressible formulation (see
Table 4). In this case, both formulations, compressible and incompressible, predicted similar results, with the former filling the cavity slightly faster than the latter on M2 and M3. This happened because the (volumetric) flow rate was imposed at the inlet, and with the compressible formulation, due to the pressure increase at that location, the actual mass flow rate was slightly higher. The small differences obtained between both formulations allowed concluding that the incompressible formulation gave accurate results in what concerns to the instant predicted for the end of the filling stage.
To further investigate the differences between the incompressible and compressible formulations, an analytical solution for the velocity profiles at steady-state conditions was employed. This solution was presented by Liang et al. [
24] for the power-law model. Thus, considering the power-law exponent equal to one, the velocity profile for Newtonian fluids is given by:
where
is taken as the pressure gradient throughout the channel length, which means that
is the difference between the pressure at the inlet and outlet boundary patches,
L and
are the channel length and radius, respectively, and
is the fluid viscosity.
r is the radius at a specific point where the velocity profile is taken. The inlet face average pressure was computed with Equation (
18).
Table 6 shows the maximum velocity values obtained with Equation (
19) and normalized by the inlet velocity, the extrapolated value obtained using Richardson’s extrapolation technique (Equation (
A1)), and the errors (Equation (
A3)) at each level of mesh refinement employed, using both compressible and incompressible formulations.
These results show that the velocity values presented a monotonic and asymptotic behavior with mesh refinement for both formulations, and therefore, the errors for each level of mesh refinement decreased. Moreover, the velocity values were very close between both formulations; however, the ones obtained with the compressible formulation were always higher. This happened because to keep the volumetric flow rate constant at the inlet boundary, more material was introduced into the cavity, to compensate the shrinkage caused by the larger pressures exerted at that location.
Table 7 shows the pressure values taken at the center of the channel inlet boundary patch, for both incompressible and compressible formulations and all levels of mesh refinement, the Richardson’s extrapolation value (Equation (
A1)), and the relative errors (Equation (
A3)).
As happened for the velocity values, the pressure values presented a monotonic and asymptotic behavior, with the errors for each level of mesh refinement decreasing towards the extrapolated value. Although the values of pressure were very close for both formulations, the compressible one presented always higher values, which agreed with the fact that in this formulation the cavity was filled faster than in the incompressible counterpart, which resulted in a higher pressure.
From the results presented, we concluded that considering an incompressible formulation did not significantly affect the accuracy of the final results at the end of the filling stage of the IM process, when considering a Newtonian constitutive model to describe the polymer rheological behavior.
3.2. Case Study 2: Filling of a Rectangular Cavity with a Cylindrical Insert
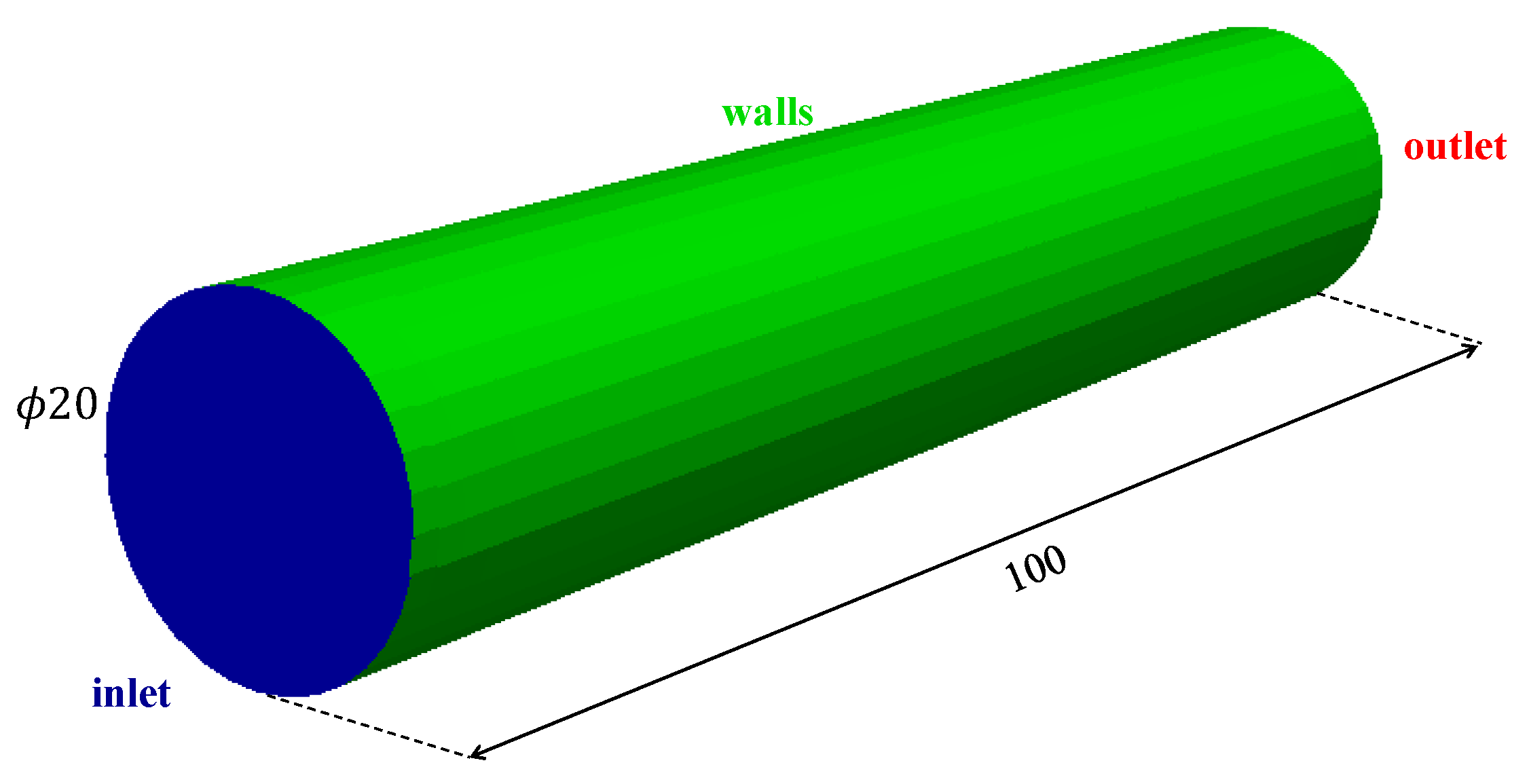
This case study covers the filling of a rectangular cavity with a cylindrical insert, illustrated in
Figure 4. The cavity geometry has a constant thickness of 4 mm, a width of 40 mm, and a length of 150 mm, while the cylindrical insert has a diameter of 15 mm, and its center is located at 55 mm from the inlet. The boundary walls are also shown in
Figure 4. In terms of flow behavior, this case study presents the separation and merge of the flow front, due to the cylindrical insert, forming a weld line [
26]. Weld lines created by the merge of independent flow fronts are typical in IM [
26].
The initial and boundary conditions for this second case study are presented in
Table 1, with an inlet velocity of
m/s.
The mesh refinement strategy employed in this case study was similar to that of Case Study 1, meaning that three degrees of refinement were used, multiplying by a factor of two the number of cells in each direction, in consecutive mesh refinement levels. In this case study, meshes M1, M2, and M3 were generated using the
[
29] utility, and comprise 23,712, 187,480, and 1,494,064 cells, corresponding to nearly 4, 8, and 16 cells along the cavity thickness, respectively.
For this case study, the polystyrene GPPS Styron 678 and the air properties employed in the numerical simulations were the ones defined in
Section 3. The same compressible and incompressible formulations used in Case Study 1 were also simulated in this case study.
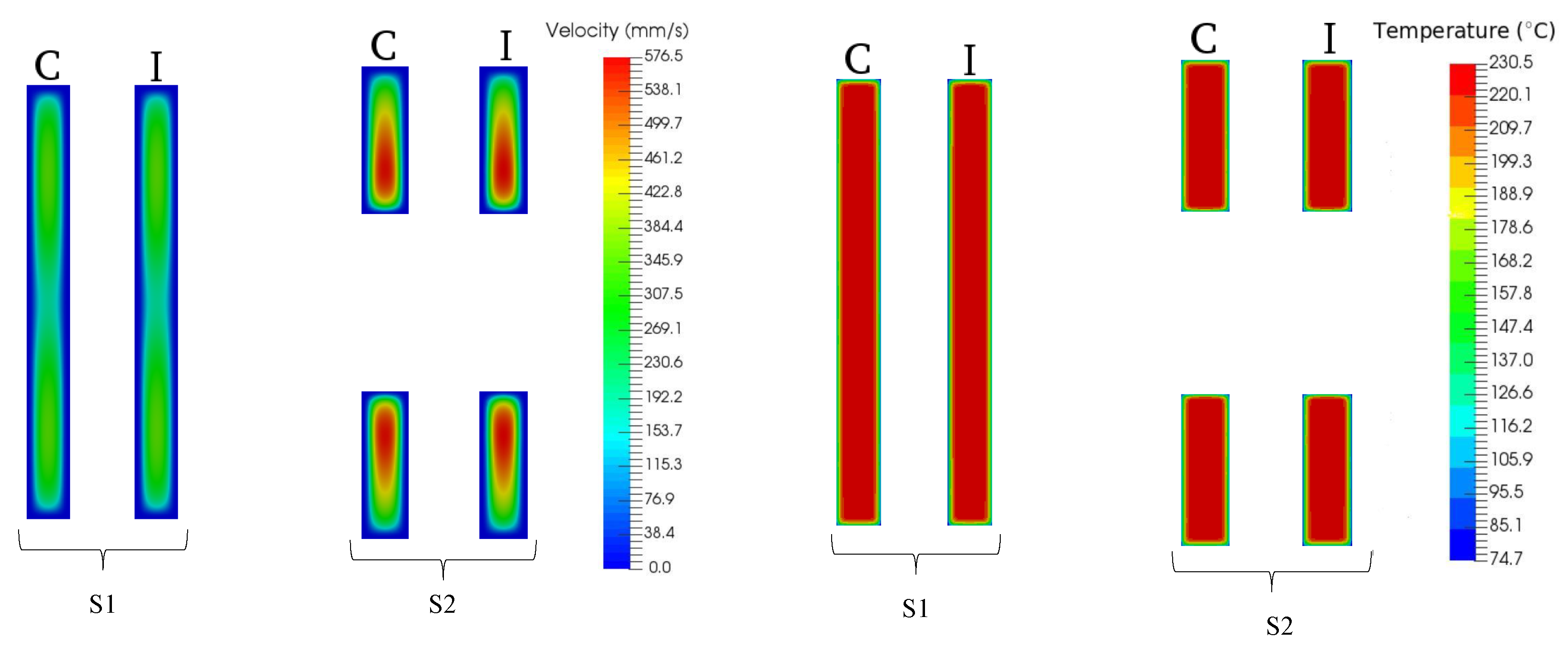
The results obtained using all the meshes considered did not present substantial differences; therefore, only the ones corresponding to the most refined mesh (M3) are presented. Velocity and temperature contours were taken from two cross-sections at different geometry locations (see
Figure 4), representative of the initial flow channel region (Slice 1 (S1)) and at the cylindrical insert (Slice 2 (S2)). These results correspond to the switch-over point, i.e., the end of the filling stage.
Figure 5 shows the velocity and temperature contours for S1 and S2 and both fluid formulations.
In S1, the location that was close to the cylindrical insert, the melted material at the center of the channel flowed at a lower velocity than the one that was closer to the top and bottom mold walls. This shows that the material flow division, motivated by the insert, already started in S1. In terms of temperature, as expected, the polymer melt at the center of the channel was hotter than the one at the walls (temperature profiles across the channel thickness are shown in
Figure 6). Comparing both material formulations, there are no visible differences, both on the velocity and temperature distributions. The results obtained for S2, the location at the middle of the cylindrical insert, show a symmetric velocity profile because of the channel symmetry. As expected, the velocity magnitude increased because the material had a smaller cross-section to flow through. In what concerns to the temperature field, since the cross-section area was smaller, the maximum temperature slightly exceeded 230
C (see also
Table 8), which is the temperature imposed at the inlet, a direct effect of the viscous dissipation. Moreover, again, the two formulations show no visible differences, for both velocity and temperature distributions.
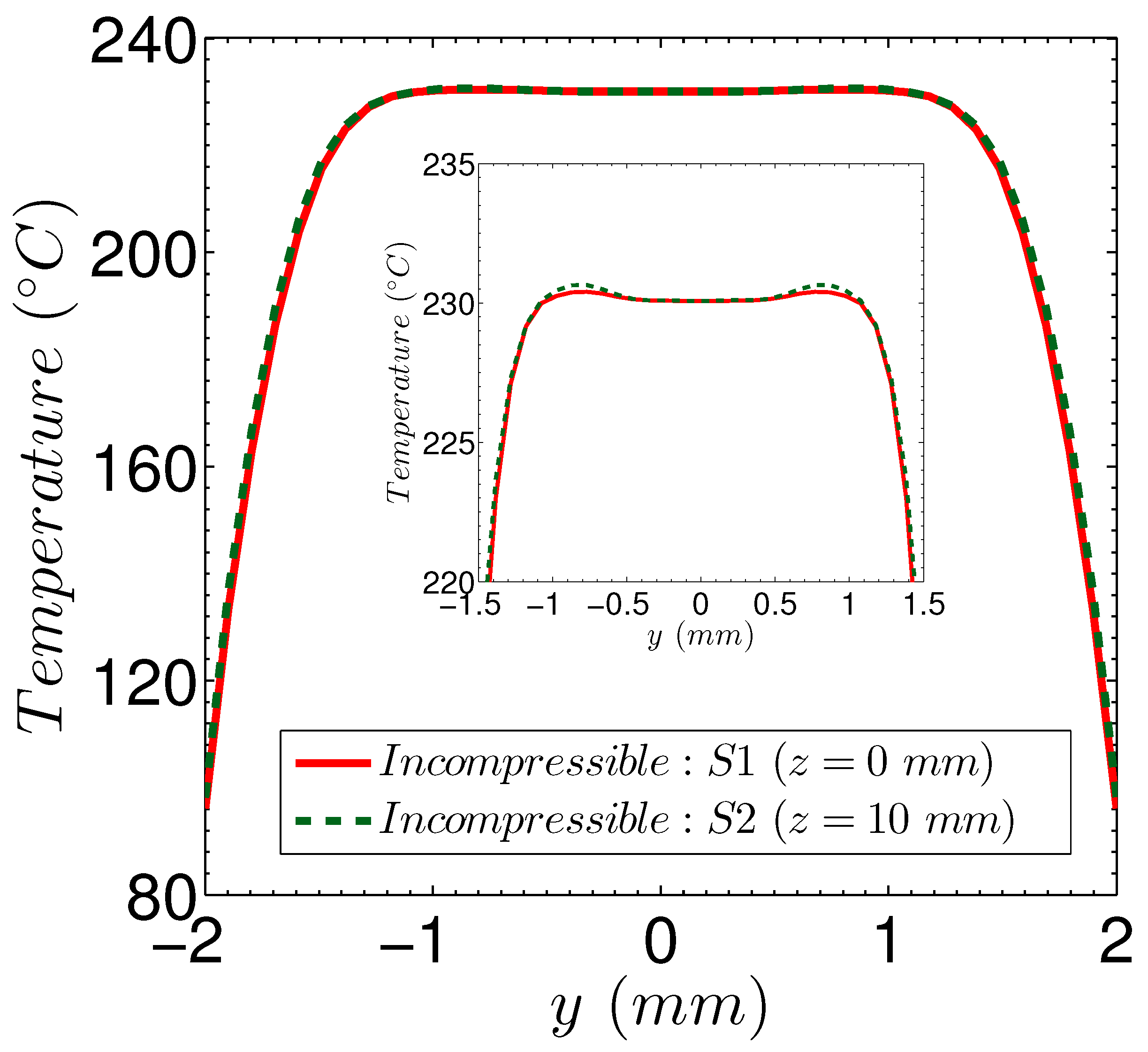
Figure 6 shows the temperature profile across the channel thickness at slices S1 (on
mm) and S2 (on
mm), for the incompressible fluid formulation. The results obtained with the compressible formulation were similar to the ones presented in
Figure 6 and, therefore, are not shown to avoid the clustering of results. Due to the quasi-parabolic velocity profile that is obtained across the thickness, the region of maximum shear-rate, or viscous dissipation, occurs at the wall (
2 mm). However, due to the boundary conditions considered for the temperature field, near the wall, the heat is removed from the polymer melt. As an outcome of this framework, the maximum temperature is obtained at a small distance from the wall. These facts are more evident in the inset provided on
Figure 6, which also shows that due to the higher viscous dissipation, motivated by the steeper velocity profile, the maximum temperature was slightly higher in S2 than in S1, in accordance with the maximum temperature values provided in
Table 8 (230.4
C in S1 and 230.6
C in S2).
In order to further check the effect of the incompressible formulation, the minimum, average, and maximum values for both fields (temperature and velocity magnitude) were computed for both slices (S1 and S2) at the switch-over point, and the results are presented in
Table 8 and
Table 9.
Notice that the minimum value of the velocity field magnitude was not presented in
Table 9 because on the mold walls, the no-slip boundary condition was applied for the velocity field. From the results shown in
Table 8 and
Table 9, we concluded that the differences between the compressible and incompressible formulations in both velocity and temperature fields are negligible, i.e., smaller than 4%.
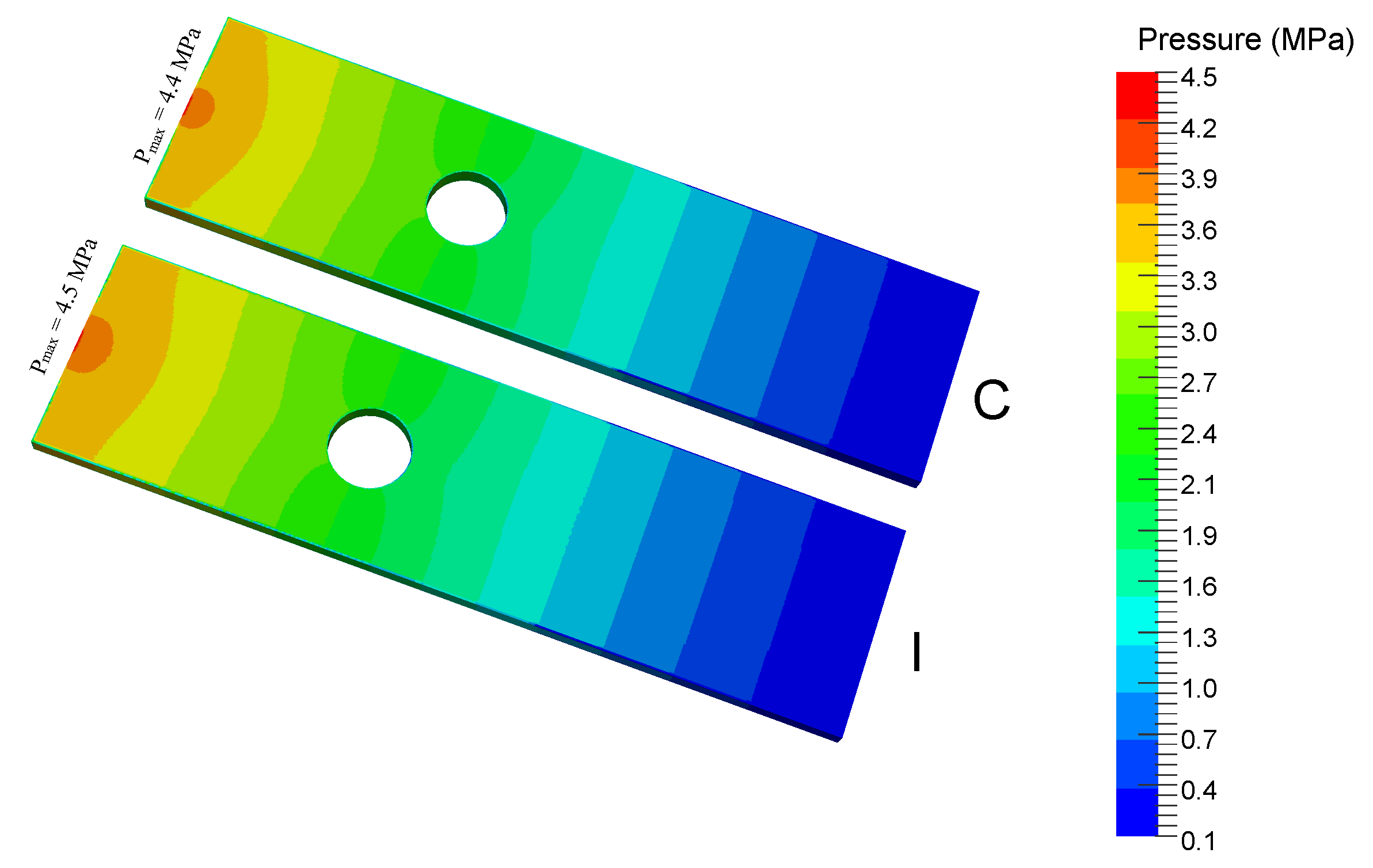
Figure 7 shows the distribution of the pressure field on the mold cavity, computed for both compressible and incompressible formulations, at the switch-over point. These results showed that the maximum pressure required to fill the cavity, predicted by both formulations, was quite similar, with a difference of approximately 0.9%.
From all the results presented, we could conclude that both incompressible and compressible formulations were adequate to be used in the simulation of the filling stage of the IM process, with the former being more advantageous in terms of computational cost. The wall time spent by the incompressible formulation to reach the switch-over point was 39 h, while for the compressible formulation it was 41 h, circa 5% higher. In terms of stability, both formulations, compressible and incompressible, presented similar and good stability during the calculations, due to the use of the PIMPLE (combination of the two acronyms PISO and SIMPLE, while PISO stands for Pressure–Implicit withSplitting of Operators and SIMPLE stands for Semi–Implicit Method for Pressure Linked Equations) algorithm, which allowed obtaining converged solutions in each time-step.
3.3. Case Study 3: Filling of a Tensile Test Specimen
This third case study comprises the simulation of the filling stage of a tensile test specimen. The aim of this case study is to compare the accuracy and performance of
with the proprietary software
Moldex3D® [
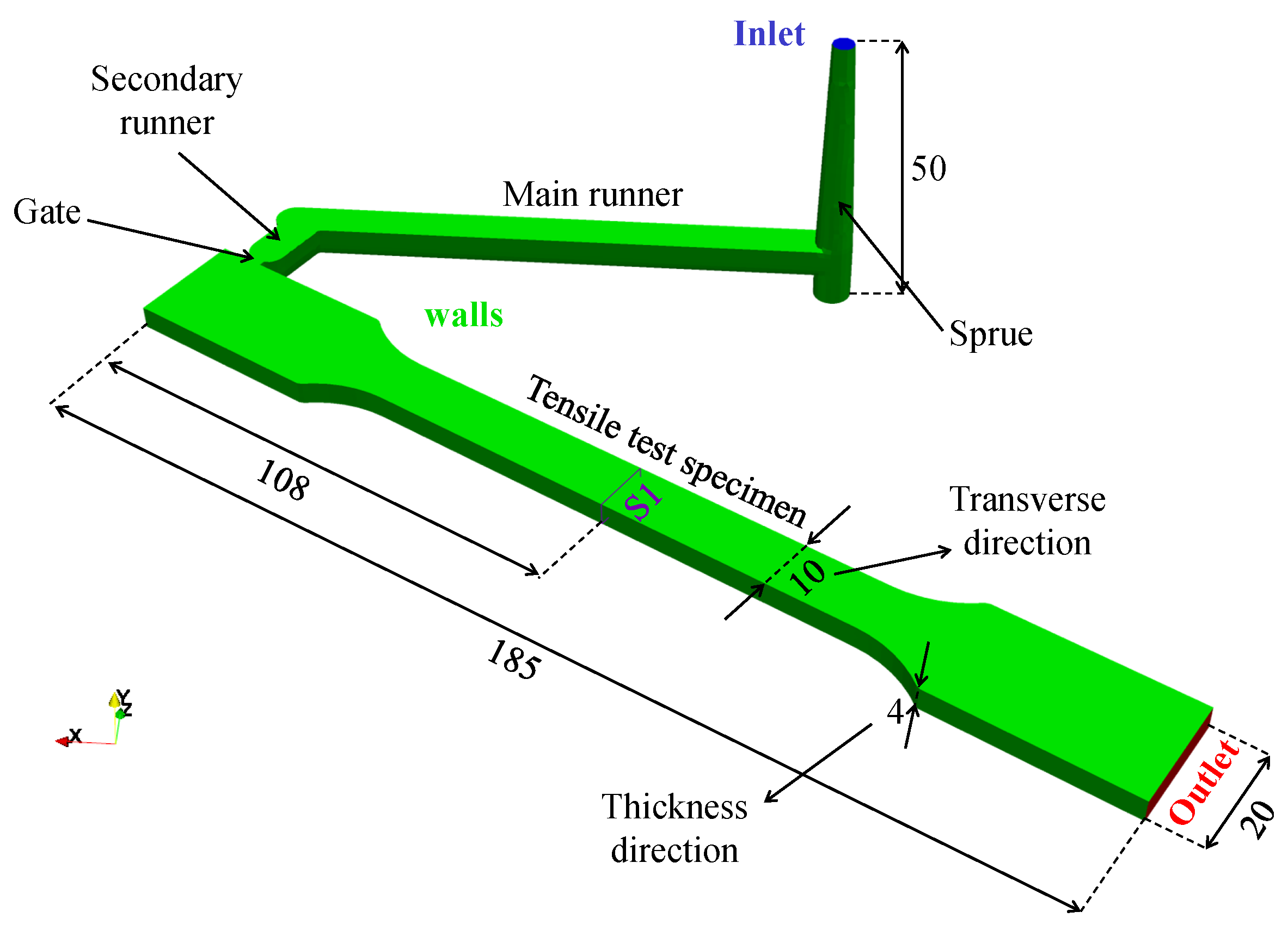
11]. This case study geometry, illustrated in
Figure 8, is representative of the industrial practice, and corresponds to a specimen used for material mechanical characterization purposes [
24,
25]. To enlarge the scope of the analysis, the feeding system was included in the simulated geometry. Polymer melt enters the cavity through the inlet boundary located at the top of the sprue. The melted material then flows through the main runner and, subsequently, enters in the secondary runner, which changes the flow melt direction. Before reaching the specimen cavity, the melt flows through a very thin and small channel called the gate [
19]. Finally, the melt fills the actual mold cavity, which has a constant thickness of
, typical of an injection molded part. The geometry dimensions are given in
Figure 8. The boundary patches employed in this case study were similar to the ones of the previous case studies and are also represented in
Figure 8. There is an inlet face from which the polymer melt enters and an outlet face from which air exited, while the remaining faces were impermeable walls that only experienced heat flux between the mold and the polymer melt.
The initial and boundary conditions, prescribed in the
[
2] library, are presented in
Table 1, with an inlet velocity of
m/s. In
[
11], being proprietary software, many features cannot be defined by the user, as will be shown below for the pressure field. Anyway, the flow rate imposed in
[
11] and
[
2] was the same and equal to
cm
3/s. The temperature boundary conditions were also the same. The pressure field could not be accessed in the proprietary software and, therefore, was the only boundary condition that could not be imposed to be equal in both software.
Since the objective of this study was to make a comparison between the two software, it would be useful to perform the simulations with the same meshes. However, as
[
11] only accepts meshes generated in its workbenches, and
[
2] could not import those meshes. Consequently, the simulations could not be made exactly in the same meshes. Therefore, the approach employed was to make simulations in meshes with a similar number of cells, until reaching mesh converged results. The same procedure employed in the previous case studies for the mesh sensitivity analysis was also followed here.
Table 10 and
Table 11 describe the meshes used in
and
[
11], respectively. The utility
[
29] was used to generate the meshes for
; specifically, the Cartesian mesh application was employed to generate the majority of hexahedral cells. The
[
11] meshes were created using the program workbench
[
11], applying a boundary layer mesh (BLM). The need to have an additional level of mesh refinement in
[
11] will be explained below.
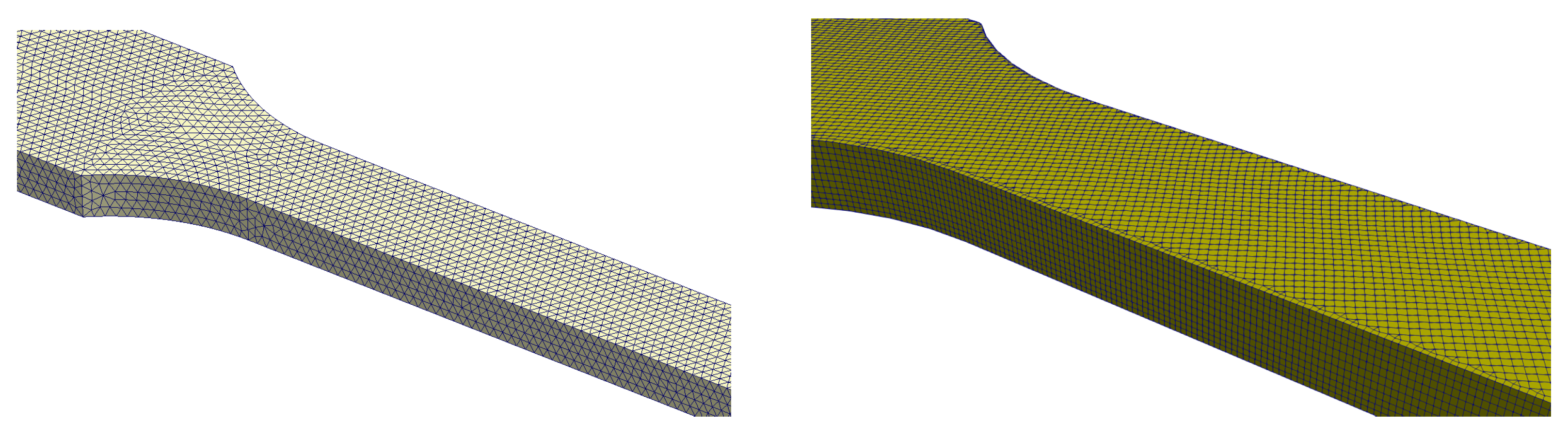
Table 10 and
Table 11 show that the number of cells for each mesh refinement level are very close for both software. Additionally, the number of cells for each direction of the tensile test specimen was duplicated in consecutive mesh refinement levels, and consequently, the total number of cells presented a factor of approximately eight. A detailed view of mesh M2 is illustrated in
Figure 9 for both software.
The fluids employed in the simulation of the filling of the tensile test specimen were equal to the ones presented in the previous case study, and their properties are given in the introduction of
Section 3. Again, the polymer melt was modeled as a generalized Newtonian fluid, while the air was assumed to present a Newtonian behavior.
The aim of the mesh sensitivity analysis was to identify the refinement level required to obtain mesh independent results. To verify the level of refinement needed to ensure the desired accuracy, the Richardson’s extrapolation [
30] was applied to the pressure field.
Table 12 shows the values of the maximum pressure generated in the tensile test specimen cavity, the respective extrapolated value (RE), and the associated errors for both software. The values considered in this analysis were the ones corresponding to the switch-over point.
From
Table 12, it is possible to understand the reason for the existence of four levels of mesh refinement in
[
11]. For this software, the error for mesh M3 was still very high (>20%); therefore, a fourth mesh was employed, which allowed reaching the same order of accuracy of
. It is important to notice that the maximum values are more difficult to compute, since they tend to have larger errors, due to the fact that they were local values and, therefore, presenting larger sensitivity to numerical errors.
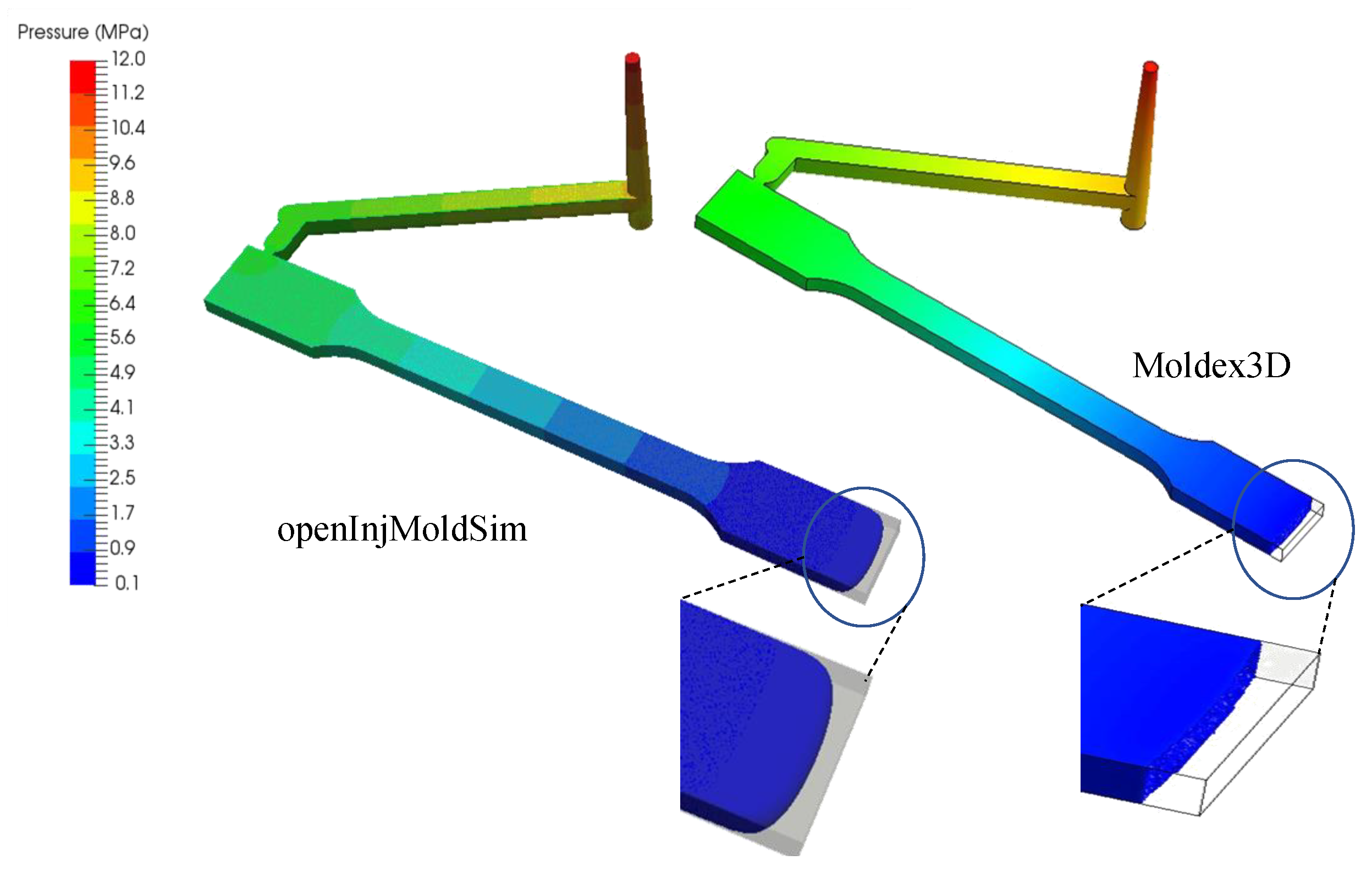
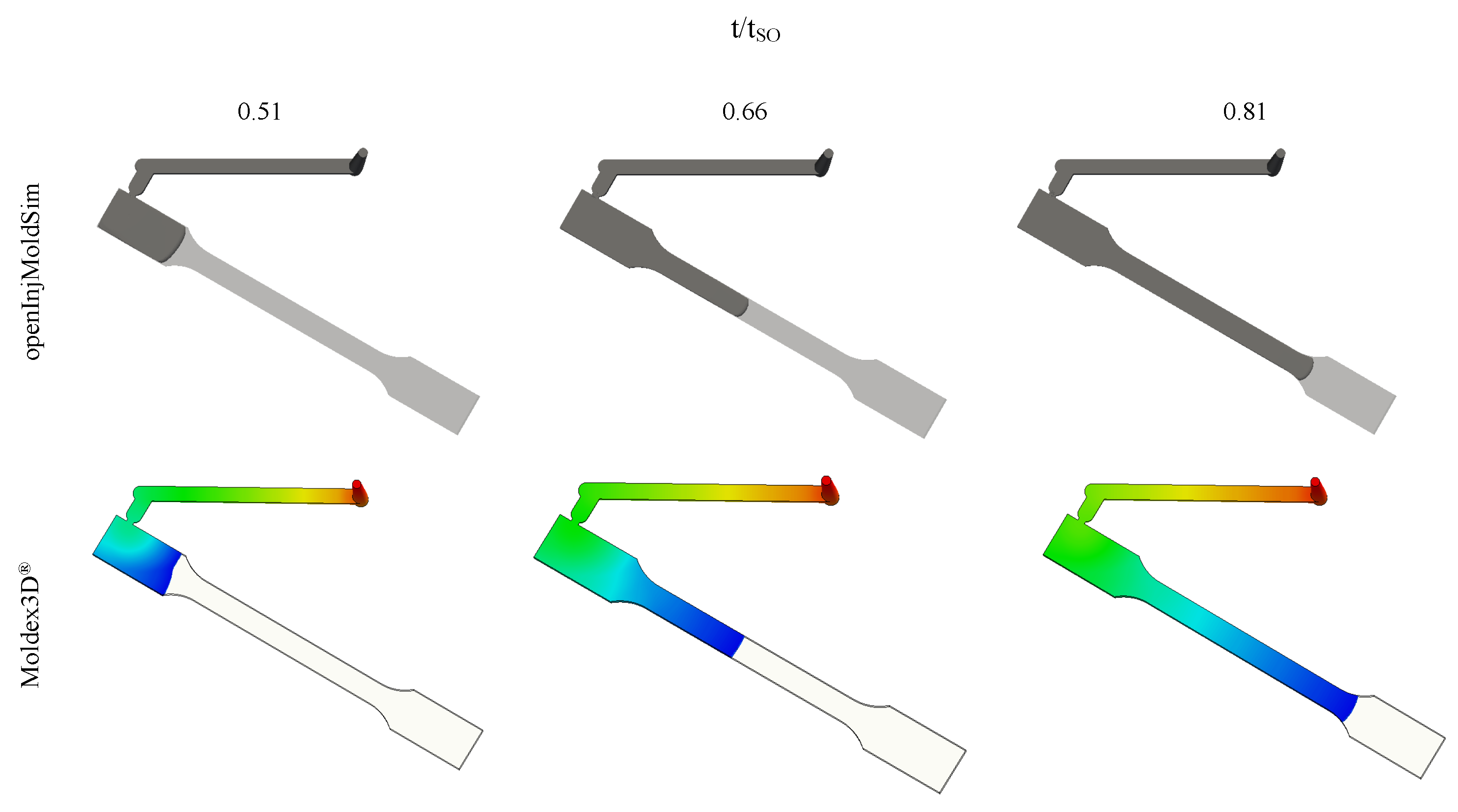
Figure 10 shows the contour of the pressure field distribution in the cavity at the switch-over point. The pressure profiles obtained in both software are qualitatively identical, when using the most refined meshes for both (M4 for
and M3 for
). However, as also shown in
Figure 10, the melt flow front predicted by the open-source software seemed more realistic than that of the proprietary counterpart, which present a plug-like surface.
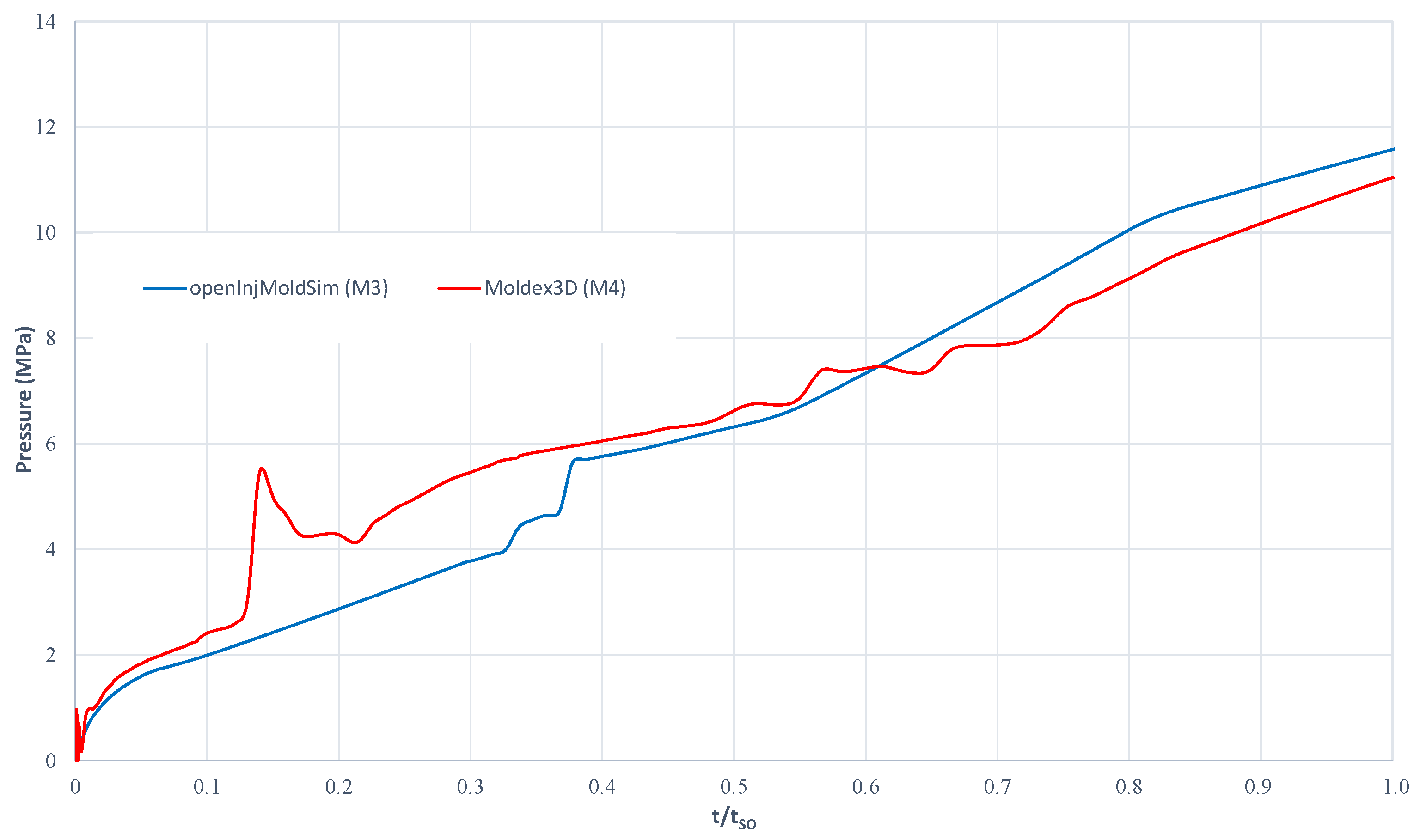
Additionally, as illustrated in
Figure 11, the inlet pressure evolution along time was also monitored and compared between both software, using the results obtained with the most refined mesh.
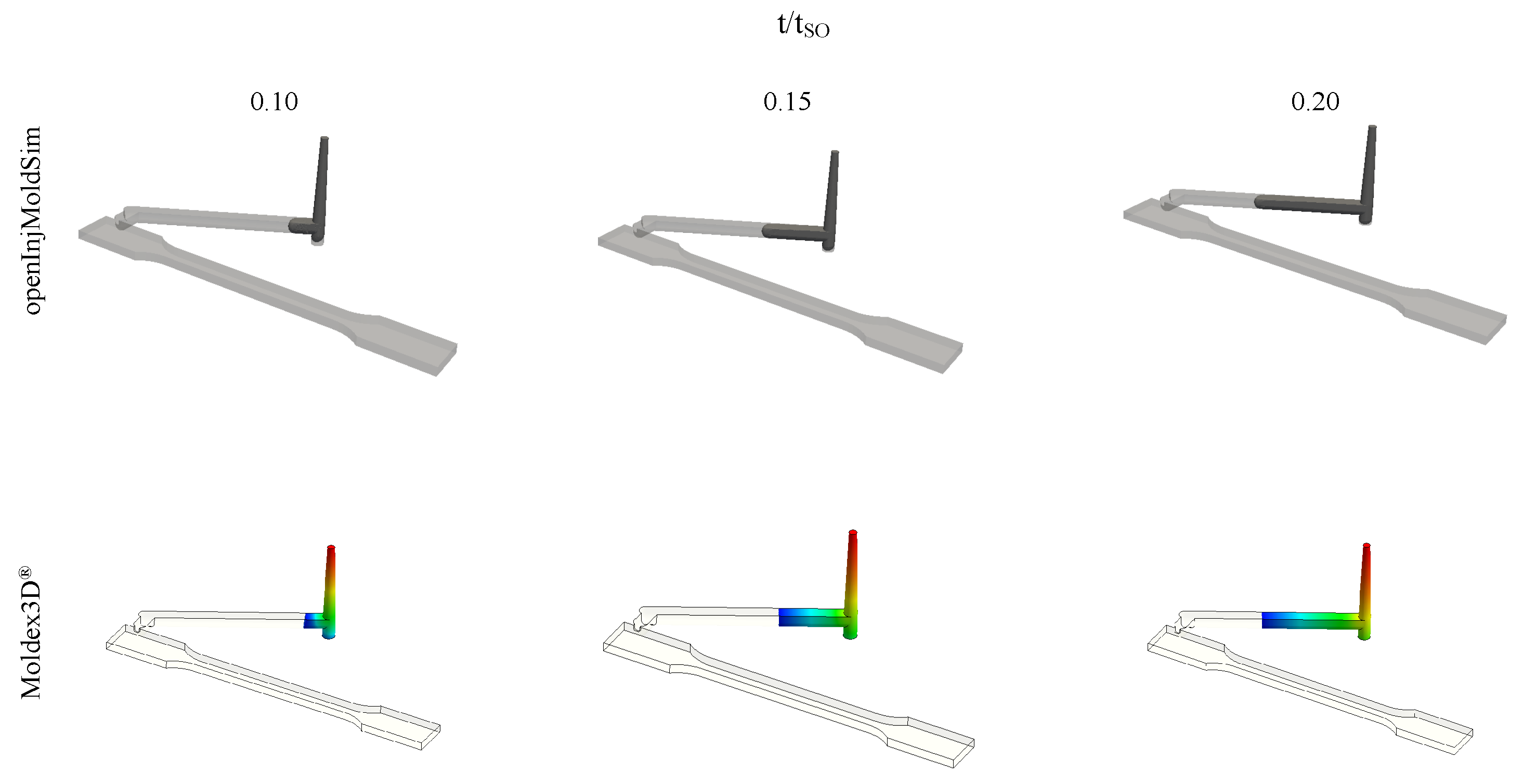
The melt pressure evolution presented some perturbations, which were compared with the progression of the melt flow front. The time intervals where the pressure evolution was perturbed were
,
, and
. The evolution of the melt flow front for the first interval is illustrated in
Figure 12. This perturbation in the pressure field was only predicted by
[
11], but this behavior seems strange because at
, the melt flow front was already at the main runner.
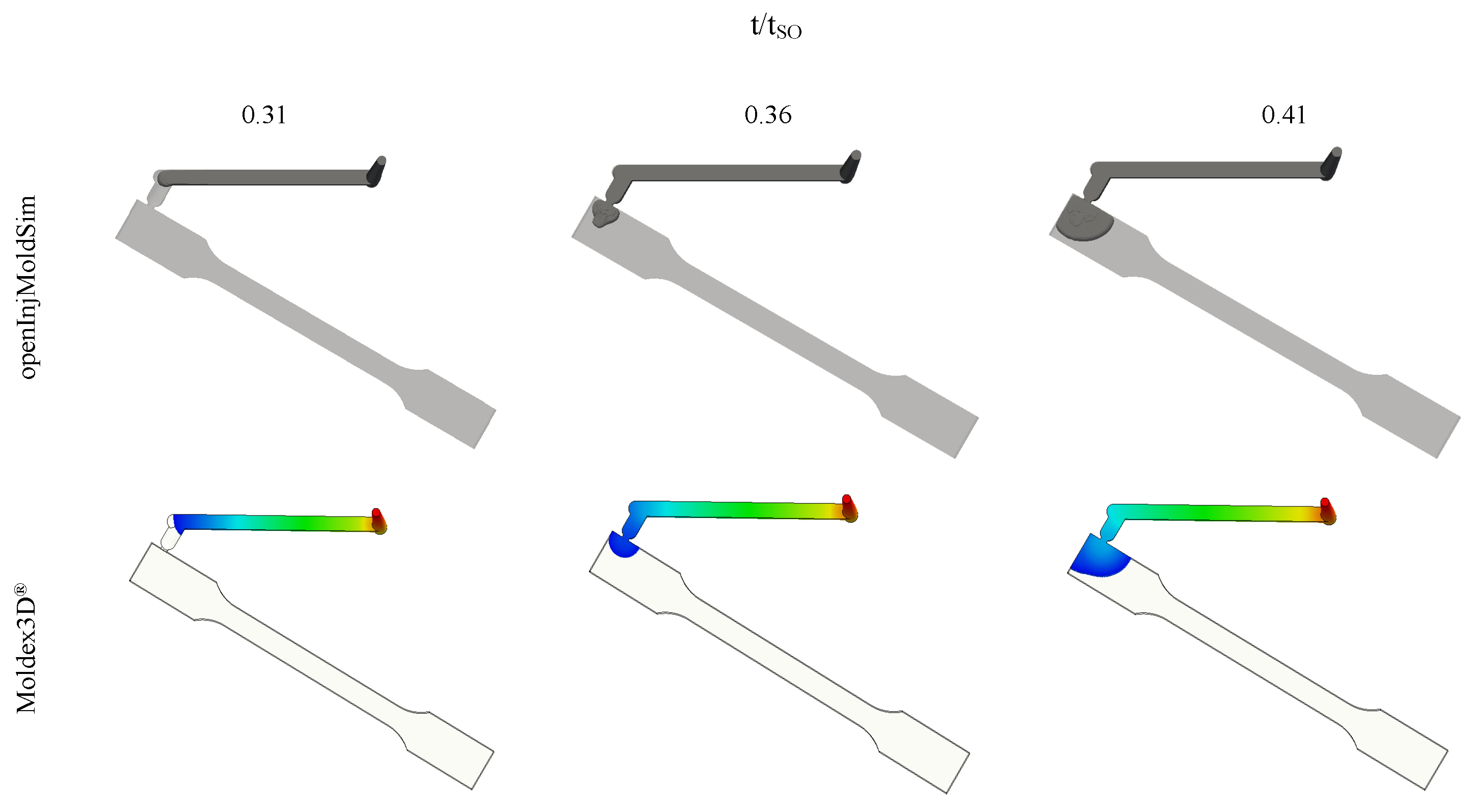
The melt flow front evolution for the second perturbation identified on the inlet pressure evolution is shown in
Figure 13, and it coincides with the flow of the melt through the gate. This second perturbation was only predicted by the
software.
As explained before, the gate was a very small and thin channel; thus, it presented a high resistance to the flow, which justifies the change in the slope on the pressure evolution [
19].
The flow front location for the last perturbation observed in the time evolution of the inlet pressure is illustrated in
Figure 14. As shown, this interval corresponds to the flow of the melt front through the thinner region of the tensile test specimen. As the cross-section is narrower in that location, a change of the slope in the pressure evolution was expected.
The graph presented in
Figure 11 shows that for
, the slope of the curve was higher in the third interval, when compared to the periods before and after it. In
[
11] for M4, the pressure evolution curve presents several nonphysical oscillations; however, the pressure is still increasing, as expected.
Finally, a general overview of the accuracy and performance of both software can be obtained from the data presented in
Table 13, where the errors that correspond to the three variables (pressure, velocity, and temperature), as well as the execution time for each level of mesh refinement are given.
From the results shown in
Table 13, one can conclude that, in general,
present better accuracy than
[
11], with the exception of the temperature field, where the errors are similar. In order to reach the same accuracy for all fields,
[
11] needed at least one more degree of mesh refinement than
. It should be noticed that for the proprietary software, the results did not converge asymptotically with the mesh refinement, which forced to use the Richardson’s extrapolation approach given by Equation (
A1), and estimate the apparent order.
In terms of performance, the proprietary software was clearly faster than the open-source for the same level of refinement.
[
11] was 523, 107, and 9 times faster than
, respectively for M1, M2, and M3, although they were not computed with the same number of cores. However, when analyzing degrees of mesh refinement for the same accuracy, M3 for
and M4 for
[
11], the proprietary software was only 1.4 times faster than the open-source one; however, the number of cores used was not the same. Notice that, since
[
11] is a proprietary software, there is a restricted number of licenses, which did not allow us to solve the problem with more cores. On the other side, since in
[
2] the only limitation is the computational resources available, if the number of cores are increased, a similar calculation time could be obtained.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}