Freeze-Drying of Plant-Based Foods


Abstract
1. Introduction
2. Methodology
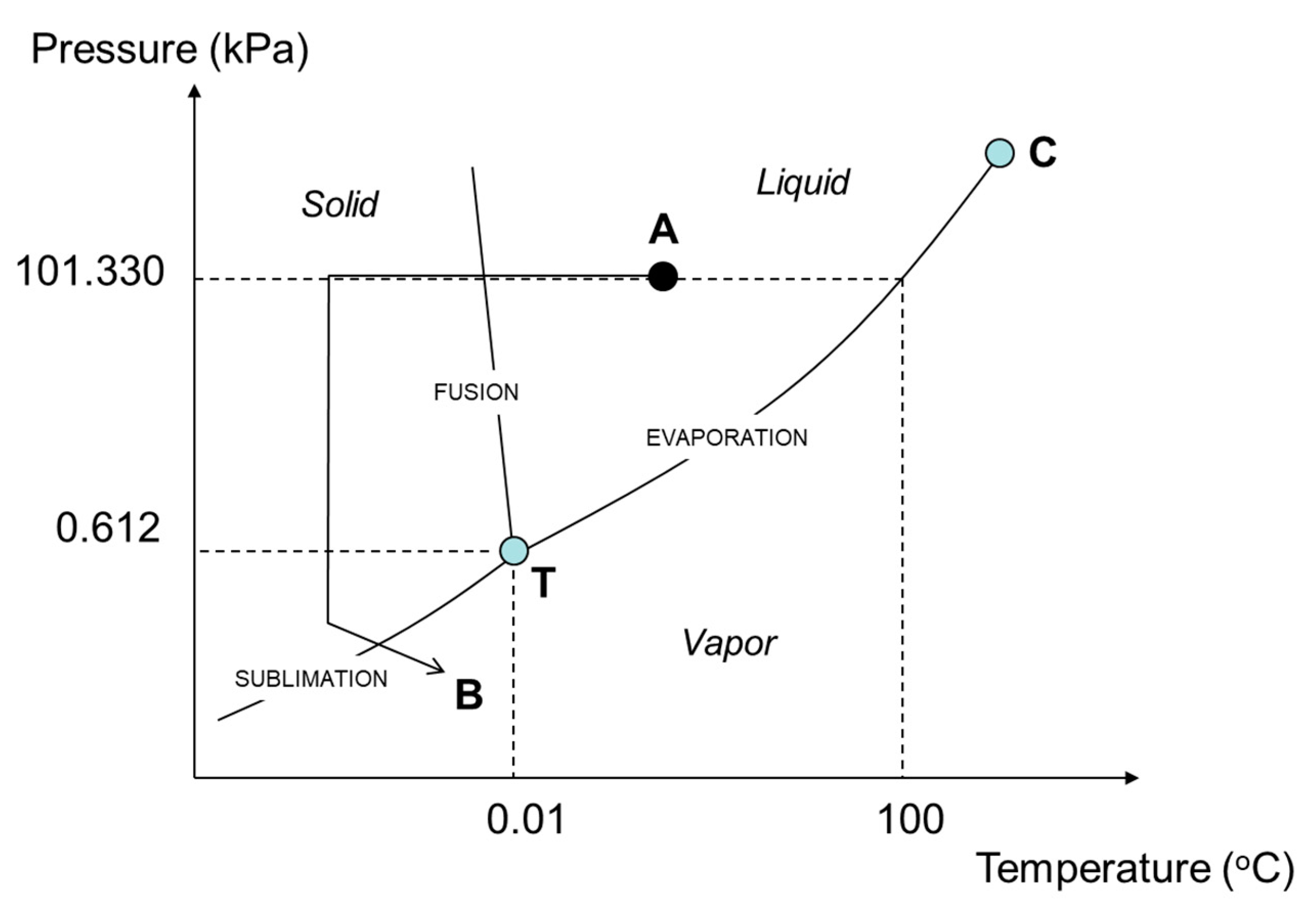
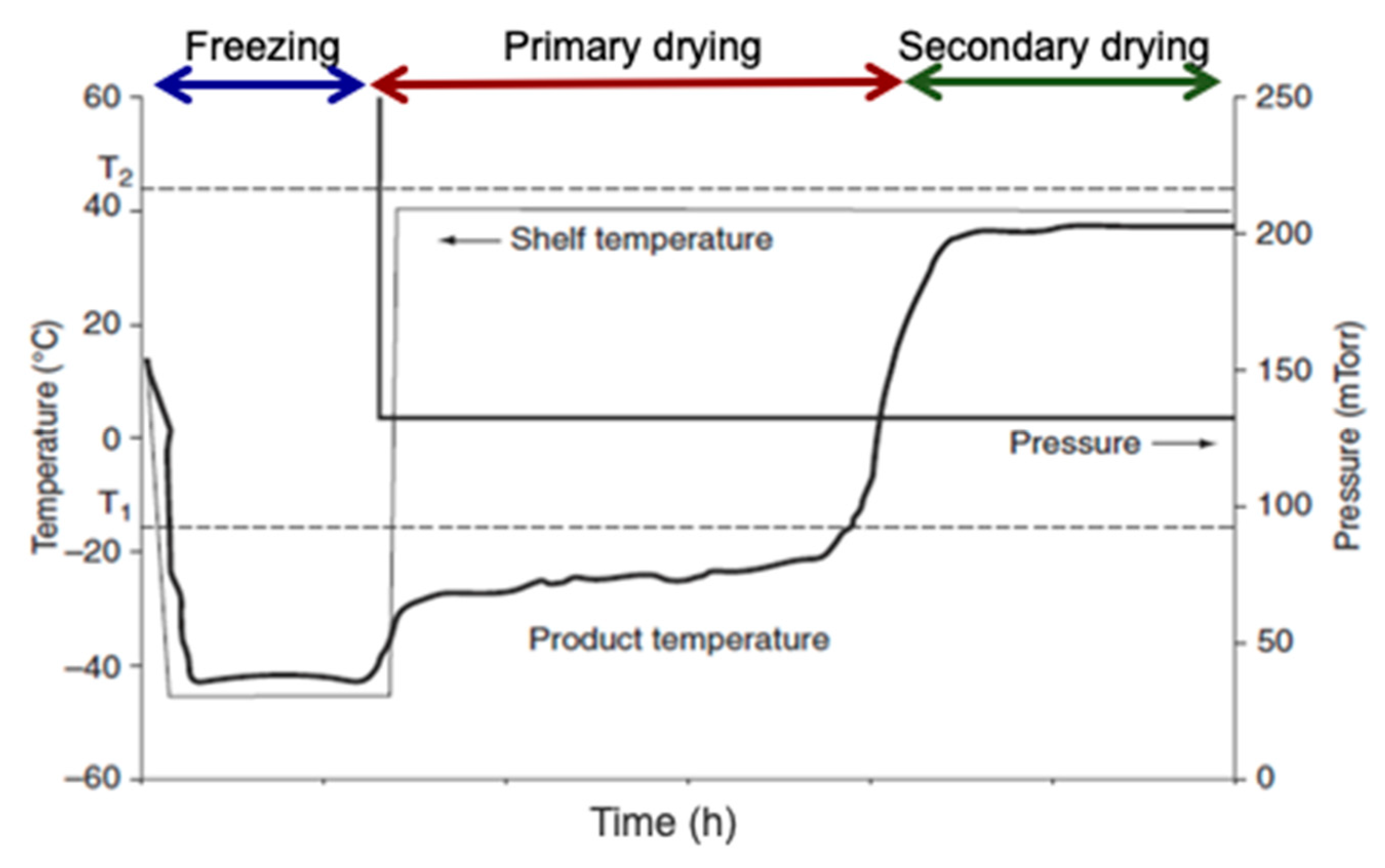
3. FD Principle
4. Characteristics of Plant-Based Foods, Their Advantages, and Challenges upon Freeze-Drying
5. Application of FD to Plant-Based Foods
5.1. Fruits
5.2. Vegetables
5.3. Speciality Foods
5.4. Nontraditional Source
5.5. Generalities about Impact of Freeze-Drying on Biocompounds
6. Pretreatments and Process Intensification
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- FAO/WHO. Fruit and Vegetables for Health: Report of a Joint FAO/WHO Workshop; FAO/WHO: Kobe, Japan, 2004. [Google Scholar]
- Karam, M.C.; Petit, J.; Zimmer, D.; Djantou, E.B.; Scher, J. Effects of drying and grinding in production of fruit and vegetable powders: A review. J. Food Eng. 2016, 188, 32–49. [Google Scholar] [CrossRef]
- Ratti, C. Hot air and freeze-drying of high-value foods: A review. J. Food Eng. 2001, 49, 311–319. [Google Scholar] [CrossRef]
- An, K.; Zhao, D.; Wang, Z.; Wu, J.; Xu, Y.; Xiao, G. Comparison of different drying methods on Chinese ginger (Zingiber officinale Roscoe): Changes in volatiles, chemical profile, antioxidant properties, and microstructure. Food Chem. 2016, 197, 1292–1300. [Google Scholar] [CrossRef]
- Andriot, I.; Le Quéré, J.-L.; Guichard, E. Interactions between coffee melanoidins and flavour compounds: Impact of freeze-drying (method and time) and roasting degree of coffee on melanoidins retention capacity. Food Chem. 2004, 85, 289–294. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A.; Gręda, K.J. Effect of pre-treatment conditions on content and activity of water and colour of freeze-dried pumpkin. LWT 2014, 59, 1075–1081. [Google Scholar] [CrossRef]
- Ding, S.; An, K.; Zhao, C.; Li, Y.; Guo, Y.; Wang, Z. Effect of drying methods on volatiles of Chinese ginger (Zingiber officinale Roscoe). Food Bioprod. Process. 2012, 90, 515–524. [Google Scholar] [CrossRef]
- Fante, L.; Noreña, C.P.Z. Quality of hot air dried and freeze-dried of garlic (Allium sativum L.). J. Food Sci. Technol. 2015, 52, 211–220. [Google Scholar] [CrossRef]
- Fissore, D.; Pisano, R.; Barresi, A. Applying quality-by-design to develop a coffee freeze-drying process. J. Food Eng. 2014, 123, 179–187. [Google Scholar] [CrossRef]
- Franceschinis, L.; Salvatori, D.M.; Sosa, N.; Schebor, C. Physical and Functional Properties of Blackberry Freeze- and Spray-Dried Powders. Dry. Technol. 2014, 32, 197–207. [Google Scholar] [CrossRef]
- Gümüşay Özlem, A.; Borazan, A.A.; Ercal, N.; Demirkol, O. Drying effects on the antioxidant properties of tomatoes and ginger. Food Chem. 2015, 173, 156–162. [Google Scholar] [CrossRef] [PubMed]
- Hawlader, M.N.A.; Perera, C.O.; Tian, M.; Yeo, K.L. Drying of Guava and Papaya: Impact of Different Drying Methods. Dry. Technol. 2006, 24, 77–87. [Google Scholar] [CrossRef]
- Nindo, C.; Sun, T.; Wang, S.; Tang, J.; Powers, J. Evaluation of drying technologies for retention of physical quality and antioxidants in asparagus (Asparagus officinalis, L.). LWT 2003, 36, 507–516. [Google Scholar] [CrossRef]
- Shishehgarha, F.; Makhlouf, J.; Ratti, C. Freeze-Drying Characteristics of Strawberries. Dry. Technol. 2002, 20, 131–145. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Y.; Huo, J.; Zhao, T.; Ren, J.; Wei, X. Effect of different drying methods on chemical composition and bioactivity of tea polysaccharides. Int. J. Boil. Macromol. 2013, 62, 714–719. [Google Scholar] [CrossRef]
- Sablani, S.S. Drying of Fruits and Vegetables: Retention of Nutritional/Functional Quality. Dry. Technol. 2006, 24, 123–135. [Google Scholar] [CrossRef]
- Mayer, A.M.; Harel, E. Polyphenol oxidases in plants. Phytochemistry 1979, 18, 193–215. [Google Scholar] [CrossRef]
- Bonnie, T.P.; Choo, Y.M. Oxidation and thermal degradation of carotenoids. J. Oil Palm 1999, 2, 62–78. [Google Scholar]
- Uddin, M.; Hawlader, M.; Ding, L.; Mujumdar, A. Degradation of ascorbic acid in dried guava during storage. J. Food Eng. 2002, 51, 21–26. [Google Scholar] [CrossRef]
- Moraga, G.; Martínez-Navarrete, N.; Chiralt, A. Water sorption isotherms and phase transitions in kiwifruit. J. Food Eng. 2006, 72, 147–156. [Google Scholar] [CrossRef]
- Santos, P.H.S.; Silva, M.A. Retention of Vitamin C in Drying Processes of Fruits and Vegetables—A Review. Dry. Technol. 2008, 26, 1421–1437. [Google Scholar] [CrossRef]
- Ratti, C. Freeze drying for food powder production, In Handbook of Food Powders: Processes and Properties; Woodhead Publishing: Cambridge, UK, 2013; pp. 57–84. [Google Scholar]
- Patel, S.M.; Doen, T.; Pikal, M.J. Determination of End Point of Primary Drying in Freeze-Drying Process Control. AAPS PharmSciTech 2010, 11, 73–84. [Google Scholar] [CrossRef] [PubMed]
- Tang, X.; Pikal, M.J. Design of freeze-drying processes for pharmaceuticals: Practical advice. Pharm. Res. 2004, 21, 191–200. [Google Scholar] [CrossRef] [PubMed]
- Roos, Y. Phase Transition in Foods; Academic Press Inc.: San Diego, CA, USA, 1995; p. 366. [Google Scholar]
- Tuso, P.J.; Ismail, M.H.; Ha, B.P.; Bartolotto, C. Nutritional Update for Physicians: Plant-Based Diets. Perm. J. 2013, 17, 61–66. [Google Scholar] [CrossRef] [PubMed]
- Gibson, L.J. The hierarchical structure and mechanics of plant materials. J. R. Soc. Interface 2012, 9, 2749–2766. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, T.K.; Mondor, M.; Ratti, C. Shrinkage of cellular food during air drying. J. Food Eng. 2018, 230, 8–17. [Google Scholar] [CrossRef]
- Ashby, M.F.; Medalist, R.F.M. The mechanical properties of cellular solids. Met. Mater. Trans. A 1983, 14, 1755–1769. [Google Scholar] [CrossRef]
- Waldron, K.; Parker, M.; Smith, A. Plant Cell Walls and Food Quality. Compr. Rev. Food Sci. Food Saf. 2003, 2, 128–146. [Google Scholar] [CrossRef]
- Leary, M. Chapter in Titanium in Medical and Dental Applications. In Design of Titanium Implants for Additive Manufacturing; Series in Biomaterials; Woodhead Publishing: Cambridge, UK, 2018; pp. 203–224. [Google Scholar]
- Ketata, M.; Desjardins, Y.; Ratti, C. Effect of liquid nitrogen pre-treatments on the osmotic dehydration of blueberries. J. Food Eng. 2013, 116, 202–212. [Google Scholar] [CrossRef]
- Allan-Wojtas, P.; Forney, C.; Carbyn, S.; Nicholas, K. Microstructural Indicators of Quality-related Characteristics of Blueberries—An Integrated Approach. LWT 2001, 34, 23–32. [Google Scholar] [CrossRef]
- Tulloch, A.P. Chemistry of Waxes of Higher Plants. In Chemistry and Biochemistry of Natural Waxes; Kolattukudy, P.E., Ed.; Elsevier: Amsterdam, The Netherlands, 1976; pp. 235–287. [Google Scholar]
- Riederer, M.; Schönherr, J. Accumulation and transport of (2,4-dichlorophenoxy)acetic acid in plant cuticles. Ecotoxicol. Environ. Saf. 1985, 9, 196–208. [Google Scholar] [CrossRef]
- Baker, E.A. Chemistry and morphology of plant epicuticular waxes. In The Plant Cuticle; Cutler, D.F., Alvin, K.L., Price, C.E., Eds.; Academic Press: London, UK, 1982; pp. 139–166. [Google Scholar]
- Raharitsifa, N. Freeze-Drying of Fruit Juice: An Optimization Problem. Master’s Thesis, Université Laval, Québec, QC, Canada, 2003. [Google Scholar]
- Capaccioli, S.; Ngai, K.L. Resolving the controversy on the glass transition temperature of water? J. Chem. Phys. 2011, 135, 104504. [Google Scholar] [CrossRef] [PubMed]
- Khalloufi, S.; Ratti, C. Quality Deterioration of Freeze-dried Foods as Explained by their Glass Transition Temperature and Internal Structure. J. Food Sci. 2003, 68, 892–903. [Google Scholar] [CrossRef]
- Slade, L.; Levine, H. Non-equilibrium behavior of small carbohydrate-water systems. Pure Appl. Chem. 1988, 60, 1841–1864. [Google Scholar] [CrossRef]
- Tsourouflis, S.; Flink, J.M.; Karel, M. Loss of structure in freeze-dried carbohydrates solutions: Effect of temperature, moisture content and composition. J. Sci. Food Agric. 1976, 27, 509–519. [Google Scholar] [CrossRef]
- Karathanos, V.T.; Anglea, S.A.; Karel, M. Structural collapse of plant materials during freeze-drying. J. Therm. Anal. Calorim. 1996, 47, 1451–1461. [Google Scholar] [CrossRef]
- Franks, F. Freeze-drying of bioproducts: Putting principles into practice. Eur. J. Pharm. Biopharm. 1998, 45, 221–229. [Google Scholar] [CrossRef]
- Araya-Farias, M.; Makhlouf, J.; Ratti, C. Drying of Seabuckthorn ( Hippophae rhamnoides L.) Berry: Impact of Dehydration Methods on Kinetics and Quality. Dry. Technol. 2011, 29, 351–359. [Google Scholar] [CrossRef]
- Gutierrez, L.-F.; Ratti, C.; Belkacemi, K. Effects of drying method on the extraction yields and quality of oils from quebec sea buckthorn (Hippophaë rhamnoides L.) seeds and pulp. Food Chem. 2008, 106, 896–904. [Google Scholar] [CrossRef]
- Meda, L.; Ratti, C. Rehydration of Freeze-Dried Strawberries at Varying Temperatures. J. Food Process. Eng. 2005, 28, 233–246. [Google Scholar] [CrossRef]
- Seerangurayar, T.; Manickavasagan, A.; Al-Ismaili, A.M.; Al-Mulla, Y.A. Effect of carrier agents on flowability and microstructural properties of foam-mat freeze dried date powder. J. Food Eng. 2017, 215, 33–43. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, S.; Chen, G. Glass transition and state diagram for fresh and freeze-dried Chinese gooseberry. J. Food Eng. 2008, 84, 307–312. [Google Scholar] [CrossRef]
- Guiné, R.P.; Barroca, M.J. Effect of drying treatments on texture and color of vegetables (pumpkin and green pepper). Food Bioprod. Process. 2012, 90, 58–63. [Google Scholar] [CrossRef]
- Que, F.; Mao, L.; Fang, X.; Wu, T. Comparison of hot air-drying and freeze-drying on the physicochemical properties and antioxidant activities of pumpkin (Cucurbita moschata Duch.) flours. Int. J. Food Sci. Technol. 2008, 43, 1195–1201. [Google Scholar] [CrossRef]
- Toor, R.K.; Savage, G.P. Effect of semi-drying on the antioxidant components of tomatoes. Food Chem. 2006, 94, 90–97. [Google Scholar] [CrossRef]
- Rajkumar, G.; Shanmugam, S.; Galvâo, M.D.S.; Leite Neta, M.T.S.; Dutra Sandes, R.D.; Mujumdar, A.S.; Narain, N. Comparative evaluation of physical properties and aroma profile of carrot slices subjected to hot air and freeze drying. Dry. Technol. 2017, 35, 699–708. [Google Scholar] [CrossRef]
- King, V.A.-E.; Liu, C.-F.; Liu, Y.-J. Chlorophyll stability in spinach dehydrated by freeze-drying and controlled low-temperature vacuum dehydration. Food Res. Int. 2001, 34, 167–175. [Google Scholar] [CrossRef]
- Schauss, A.G.; Wu, X.; Prior, R.L.; Ou, B.; Huang, D.; Owens, J.; Agarwal, A.; Jensen, G.S.; Hart, A.N.; Shanbrom, E. Antioxidant Capacity and Other Bioactivities of the Freeze-Dried Amazonian Palm Berry, Euterpe oleraceae Mart. (Acai). J. Agric. Food Chem. 2006, 54, 8604–8610. [Google Scholar] [CrossRef]
- Regier, M.; Mayer-Miebach, E.; Behsnilian, D.; Neff, E.; Schuchmann, H.P. Influences of Drying and Storage of Lycopene-Rich Carrots on the Carotenoid Content. Dry. Technol. 2005, 23, 989–998. [Google Scholar] [CrossRef]
- Kyriakopoulou, K.; Pappa, A.; Krokida, M.; Detsi, A.; Kefalas, P. Effects of Drying and Extraction Methods on the Quality and Antioxidant Activity of Sea Buckthorn (Hippophae rhamnoides) Berries and Leaves. Dry. Technol. 2013, 31, 1063–1076. [Google Scholar] [CrossRef]
- Marques, L.G.; Silveira, A.M.; Freire, J.T. Freeze-Drying Characteristics of Tropical Fruits. Dry. Technol. 2006, 24, 457–463. [Google Scholar] [CrossRef]
- Chan, E.; Lim, Y.; Wong, S.; Lim, K.; Tan, S.P.; Lianto, F.; Yong, M. Effects of different drying methods on the antioxidant properties of leaves and tea of ginger species. Food Chem. 2009, 113, 166–172. [Google Scholar] [CrossRef]
- Cheng, K.; Dong, W.; Long, Y.; Zhao, J.; Hu, R.; Zhang, Y.; Zhu, K. Evaluation of the impact of different drying methods on the phenolic compounds, antioxidant activity, and in vitro digestion of green coffee beans. Food Sci. Nutr. 2019, 7, 1084–1095. [Google Scholar] [CrossRef] [PubMed]
- Dong, W.; Hu, R.; Long, Y.; Li, H.; Zhang, Y.; Zhu, K.; Chu, Z. Comparative evaluation of the volatile profiles and taste properties of roasted coffee beans as affected by drying method and detected by electronic nose, electronic tongue, and HS-SPME-GC-MS. Food Chem. 2019, 272, 723–731. [Google Scholar] [CrossRef] [PubMed]
- Dong, W.; Hu, R.; Chu, Z.; Zhao, J.; Tan, L. Effect of different drying techniques on bioactive components, fatty acid composition, and volatile profile of robusta coffee beans. Food Chem. 2017, 234, 121–130. [Google Scholar] [CrossRef] [PubMed]
- Kraujalytė, V.; Pelvan, E.; Alasalvar, C. Volatile compounds and sensory characteristics of various instant teas produced from black tea. Food Chem. 2016, 194, 864–872. [Google Scholar] [CrossRef]
- Ratti, C.; Araya-Farias, M.; Méndez-Lagunas, L.; Makhlouf, J. Drying of Garlic ( Allium sativum ) and Its Effect on Allicin Retention. Dry. Technol. 2007, 25, 349–356. [Google Scholar] [CrossRef]
- Sablani, S.; Rahman, M.; Al-Kuseibi, M.; Al-Habsi, N.; Al-Belushi, R.; Al-Marhubi, I.; Al-Amri, I. Influence of shelf temperature on pore formation in garlic during freeze-drying. J. Food Eng. 2007, 80, 68–79. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Mujumdar, A.S.; Mothibe, J.S. Microwave-Assisted Pulse-Spouted Bed Freeze-Drying of Stem Lettuce Slices—Effect on Product Quality. Food Bioprocess Technol. 2013, 6, 3530–3543. [Google Scholar] [CrossRef]
- Bhatta, S.; Ratti, C.; Stevanovic, T. Impact of drying processes on properties of polyphenol-enriched maple sugar powders. J. Food Process. Eng. 2019, 42, e13239. [Google Scholar] [CrossRef]
- Bhatta, S.; Stevanovic, T.; Ratti, C. Freeze-drying of maple syrup: Efficient protocol formulation and evaluation of powder physicochemical properties. Dry. Technol. 2019, 1–13. [Google Scholar] [CrossRef]
- Roos, Y.H. Melting and glass transitions weight carbohydrates of low molecular. Carbohydr. Res. 1993, 238, 39–48. [Google Scholar] [CrossRef]
- Bhandari, B.R.; Datta, N.; Howes, T. Problems Associated With Spray Drying Of Sugar-Rich Foods. Dry. Technol. 1997, 15, 671–684. [Google Scholar] [CrossRef]
- Sablani, S.S.; Andrews, P.K.; Davies, N.M.; Walters, T.; Saez, H.; Bastarrachea, L. Effects of Air and Freeze Drying on Phytochemical Content of Conventional and Organic Berries. Dry. Technol. 2011, 29, 205–216. [Google Scholar] [CrossRef]
- Harguindeguy, M.; Fissore, D. On the effects of freeze-drying processes on the nutritional properties of foodstuff: A review. Dry. Technol. 2019, 1–23. [Google Scholar] [CrossRef]
- Asami, D.K.; Hong, Y.-J.; Barrett, D.M.; Mitchell, A.E. Comparison of the Total Phenolic and Ascorbic Acid Content of Freeze-Dried and Air-Dried Marionberry, Strawberry, and Corn Grown Using Conventional, Organic, and Sustainable Agricultural Practices. J. Agric. Food Chem. 2003, 51, 1237–1241. [Google Scholar] [CrossRef] [PubMed]
- Reyes, A.; Evseev, A.; Mahn, A.; Bubnovich, V.; Bustos, R.; Scheuermann, E. Effect of operating conditions in freeze-drying on the nutritional properties of blueberries. Int. J. Food Sci. Nutr. 2011, 62, 303–306. [Google Scholar] [CrossRef]
- Salunkhe, D.K.; Bolin, H.R.; Reddy, N.R. Storage, Processing and Nutritional Quality of Fruits and Vegetables, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1991; Volume 1 & 2. [Google Scholar]
- Grabowski, S.; Marcotte, M. Pretreatment efficiency in osmotic dehydration of cranberries. In Transport Phenomena in Food Processing; Welti-Chanes, J., Velez-Ruiz, F., Barbosa-Cánovas, G.V., Eds.; CRC Press: Boca Raton, FL, USA, 2003; pp. 83–94. [Google Scholar]
- Grabowski, S.; Marcotte, M.; Quan, D.; Taherian, A.R.; Zareifard, M.R.; Poirier, M.; Kudra, T. Kinetics and Quality Aspects of Canadian Blueberries and Cranberries Dried by Osmo-Convective Method. Dry. Technol. 2007, 25, 367–374. [Google Scholar] [CrossRef]
- Beaudry, C. Evaluation of Drying Methods on Osmotically Dehydrated Cranberries. Master’s Thesis, McGill University, Montreal, QC, Canada, 2001. [Google Scholar]
- Branger, A.; Richer, M.; Roustel, S. Alimentation ET Processus Technologiques; Educagri: Dijon, France, 2007. [Google Scholar]
- Fernández, P.; Otero, L.; Guignon, B.; Sanz, P. High-pressure shift freezing versus high-pressure assisted freezing: Effects on the microstructure of a food model. Food Hydrocoll. 2006, 20, 510–522. [Google Scholar] [CrossRef]
- Chassagne-Berces, S.; Poirier, C.; Devaux, M.-F.; Fonseca, F.; Lahaye, M.; Pigorini, G.; Girault, C.; Marin, M.; Guillon, F. Changes in texture, cellular structure and cell wall composition in apple tissue as a result of freezing. Food Res. Int. 2009, 42, 788–797. [Google Scholar] [CrossRef]
- Pham, Q.T.; Le Bail, A.; Hayert, M.; Tremeac, B. Stresses and cracking in freezing spherical foods: A numerical model. J. Food Eng. 2005, 71, 408–418. [Google Scholar] [CrossRef]
- Shi, A.K.D.X. Thermal Fracture in a Biomaterial During Rapid Freezing. J. Therm. Stress. 1999, 22, 275–292. [Google Scholar]
- Arnous, A.; Meyer, A.S. Comparison of methods for compositional characterization of grape (Vitis vinifera L.) and apple (Malus domestica) skins. Food Bioprod. Process. 2008, 86, 79–86. [Google Scholar] [CrossRef]
- Storey, R.; Price, W. Microstructure of the skin of d’Agen plums. Sci. Hortic. 1999, 81, 279–286. [Google Scholar] [CrossRef]
- Koch, K.; Ensikat, H.-J. The hydrophobic coatings of plant surfaces: Epicuticular wax crystals and their morphologies, crystallinity and molecular self-assembly. Micron 2008, 39, 759–772. [Google Scholar] [CrossRef] [PubMed]
- Goswami, T.; Singh, M. Role of feed rate and temperature in attrition grinding of cumin. J. Food Eng. 2003, 59, 285–290. [Google Scholar] [CrossRef]
- Yang, C.S.T.; Atallah, W.A. Effect of Four Drying Methods on the Quality of Intermediate Moisture Lowbush Blueberries. J. Food Sci. 1985, 50, 1233–1237. [Google Scholar] [CrossRef]
- Yang, A.P.; Wills, C.; Yang, T.C. Use of a Combination Process of Osmotic Dehydration and Freeze Drying to Produce a Raisin-Type Lowbush Blueberry Product. J. Food Sci. 1987, 52, 1651–1653. [Google Scholar] [CrossRef]
- Thromas, V.; Araya-Farias, M.; Ratti, C. Acceleration of the drying process for whole berries by permeabilisation of the epidermis with cryogenic pre-treatments. In Proceedings of the IUFOST World Congress in Food Science and Technology, Cape town, South Africa, 22–26 August 2010. [Google Scholar]
- Keys, A.J.; Smith, F.S.; Martin, R.V. Preparation of Freeze-dried Powders of Plant Tissues1. J. Exp. Bot. 1963, 14, 10–13. [Google Scholar] [CrossRef]
- Shanmugam, S. Granulation techniques and technologies: Recent progresses. BioImpacts 2015, 5, 55–63. [Google Scholar] [CrossRef]
- La Lumia, F.; Ramond, L.; Pagnoux, C.; Bernard-Granger, G. Fabrication of homogenous pellets by freeze granulation of optimized TiO2-Y2O3 suspensions. J. Eur. Ceram. Soc. 2019, 39, 2168–2178. [Google Scholar] [CrossRef]
- Raharitsifa, N.; Ratti, C. Foam-Mat Freeze-Drying of Apple Juice�Part 1: Experimental Data and Ann Simulations. J. Food Process. Eng. 2010, 33, 268–283. [Google Scholar] [CrossRef]
- Raharitsifa, N.; Ratti, C. Foam-Mat Freeze-Drying of Apple Juice Part 2: Stability of Dry Products During Storage. J. Food Process. Eng. 2010, 33, 341–364. [Google Scholar] [CrossRef]
- Chakraborty, R.; Bera, M.; Mukhopadhyay, P.; Bhattacharya, P. Prediction of optimal conditions of infrared assisted freeze-drying of aloe vera (Aloe barbadensis) using response surface methodology. Sep. Purif. Technol. 2011, 80, 375–384. [Google Scholar] [CrossRef]
- Lin, Y.-P.; Tsen, J.-H.; King, V.A.-E. Effects of far-infrared radiation on the freeze-drying of sweet potato. J. Food Eng. 2005, 68, 249–255. [Google Scholar] [CrossRef]
- Nowak, D.; Lewicki, P.P. Infrared drying of apple slices. Inn. Food Sci. Emer. Technol. 2004, 5, 353–360. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A. Freeze-Drying—Application in Food Processing and Biotechnology—A Review. Pol. J. Food Nutr. Sci. 2011, 61, 165–171. [Google Scholar] [CrossRef]
- Shih, C.; Pan, Z.; McHugh, T.; Wood, D.; Hirschberg, E. Sequential Infrared Radiation and Freeze-Drying Method for Producing Crispy Strawberries. Trans. ASABE 2008, 51, 205–216. [Google Scholar] [CrossRef]
- Pan, Z.; Shih, C.; McHugh, T.H.; Hirschberg, E. Study of banana dehydration using sequential infrared radiation heating and freeze-drying. LWT 2008, 41, 1944–1951. [Google Scholar] [CrossRef]
- Sunderland, J.E. An Economic Study of Microwave Freeze-drying. Food Technol. 1982, 36, 50–52, 54–56. [Google Scholar]
- Rosenberg, U.; Bogl, W. Microwave Thawing, Drying, and Baking in the Food Industry. Food Technol. 1987, 41, 85–91. [Google Scholar]
- Peltre, R.P.; Arsem, H.B.; Ma, Y.H. Applications of Microwave Heating to Freeze-drying: Perspective. AICHE Symp. Ser. 1977, 73, 131–133. [Google Scholar]
- Duan, X.; Zhang, M.; Mujumdar, A.S.; Wang, R. Trends in Microwave-Assisted Freeze Drying of Foods. Dry. Technol. 2010, 28, 444–453. [Google Scholar] [CrossRef]
- Barrett, A.H.; Cardello, A.V.; Prakash, A.; Mair, L.; Taub, I.A.; Lesher, L.L. Optimization of Dehydrated Egg Quality by Microwave Assisted Freeze-Drying and Hydrocolloid Incorporation. J. Food Process. Preserv. 1997, 21, 225–244. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Mujumdar, A.S.; Lim, R.-X. Comparison of drying characteristic and uniformity of banana cubes dried by pulse-spouted microwave vacuum drying, freeze drying and microwave freeze drying. J. Sci. Food Agric. 2014, 94, 1827–1834. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Mujumdar, A.S.; Lim, R.X. Analysis of Temperature Distribution and SEM Images of Microwave Freeze Drying Banana Chips. Food Bioprocess Technol. 2013, 6, 1144–1152. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Mujumdar, A.S.; Lim, R.-X. Comparison of the effect of microwave freeze drying and microwave vacuum drying upon the process and quality characteristics of potato/banana re-structured chips. Int. J. Food Sci. Technol. 2011, 46, 570–576. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, M.; Mujumdar, A.S. Microwave Freeze-Drying Characteristics of Banana Crisps. Dry. Technol. 2010, 28, 1377–1384. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, M.; Mujumdar, A.S.; Zhong, Q.; Wang, Z. Effect of microwave freeze drying on quality and energy supply in drying of barley grass. J. Sci. Food Agric. 2018, 98, 1599–1605. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, M.; Mujumdar, A.S. Effect of Osmotic Dehydration on Microwave Freeze-Drying Characteristics and Quality of Potato Chips. Dry. Technol. 2010, 28, 798–806. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, M.; Mujumdar, A.S. Effects of vacuum and microwave freeze drying on microstructure and quality of potato slices. J. Food Eng. 2010, 101, 131–139. [Google Scholar] [CrossRef]
- Liu, W.C.; Duan, X.; Ren, G.Y.; Liu, L.L.; Liu, Y.H. Optimization of microwave freeze drying strategy of mushrooms (Agaricus bisporus ) based on porosity change behavior. Dry. Technol. 2017, 35, 1327–1336. [Google Scholar] [CrossRef]
- Duan, X.; Liu, W.C.; Ren, G.Y.; Liu, L.L.; Liu, Y.H. Browning Behavior of Button Mushrooms during Microwave Freeze Drying. Dry. Technol. 2016, 34, 1373–1379. [Google Scholar] [CrossRef]
- Wang, H.-C.; Zhang, M.; Adhikari, B. Drying of shiitake mushroom by combining freeze-drying and mid-infrared radiation. Food Bioprod. Process. 2015, 94, 507–517. [Google Scholar] [CrossRef]
- Schulze, B.; Hubbermann, E.M.; Schwarz, K. Stability of quercetin derivatives in vacuum impregnated apple slices after drying (microwave vacuum drying, air drying, freeze drying) and storage. LWT 2014, 57, 426–433. [Google Scholar] [CrossRef]
- Li, R.; Huang, L.; Zhang, M.; Mujumdar, A.S.; Wang, Y.C. Freeze Drying of Apple Slices with and without Application of Microwaves. Dry. Technol. 2014, 32, 1769–1776. [Google Scholar] [CrossRef]
- Duan, X.; Ren, G.Y.; Zhu, W.X. Microwave Freeze Drying of Apple Slices Based on the Dielectric Properties. Dry. Technol. 2012, 30, 535–541. [Google Scholar] [CrossRef]
- Pei, F.; Shi, Y.; Gao, X.; Wu, F.; Mariga, A.M.; Yang, W.; Zhao, L.; An, X.; Xin, Z.; Yang, F.; et al. Changes in non-volatile taste components of button mushroom (Agaricus bisporus) during different stages of freeze drying and freeze drying combined with microwave vacuum drying. Food Chem. 2014, 165, 547–554. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Mujumdar, A.S.; Mothibe, K.J.; Azam, S.R. Effect of blanching on microwave freeze drying of stem lettuce cubes in a circular conduit drying chamber. J. Food Eng. 2012, 113, 177–185. [Google Scholar] [CrossRef]
- Jiang, N.; Liu, C.; Li, D.; Zhang, Z.; Liu, C.; Wang, D.; Niu, L.; Zhang, M. Evaluation of freeze drying combined with microwave vacuum drying for functional okra snacks: Antioxidant properties, sensory quality, and energy consumption. LWT 2017, 82, 216–226. [Google Scholar] [CrossRef]
- Fan, K.; Zhang, M.; Mujumdar, A.S. Recent developments in high efficient freeze-drying of fruits and vegetables assisted by microwave: A review. Crit. Rev. Food Sci. Nutr. 2019, 59, 1357–1366. [Google Scholar] [CrossRef]
- Claussen, I.C.; Ustad, T.S.; Str⊘Mmen, I.; Walde, P.M. Atmospheric Freeze Drying—A Review. Dry. Technol. 2007, 25, 947–957. [Google Scholar] [CrossRef]
- Wolff, E.; Gibert, H. Développements technologiques nouveaux en lyophilisation. J. Food Eng. 1988, 8, 91–108. [Google Scholar] [CrossRef]
- Lombraña, J.I.; Villarán, M.C. The influence of pressure and temperature on freeze-drying in an adsorbent medium and establishment of drying strategies. Food Res. Int. 1997, 30, 213–222. [Google Scholar] [CrossRef]
- García-Pérez, J.V.; Cárcel, J.A.; Riera, E.; Rosselló, C.; Mulet, A. Intensification of Low-Temperature Drying by Using Ultrasound. Dry. Technol. 2012, 30, 1199–1208. [Google Scholar] [CrossRef][Green Version]
- Colucci, D.; Fissore, D.; Rosselló, C.; Cárcel, J.A. On the effect of ultrasound-assisted atmospheric freeze-drying on the antioxidant properties of eggplant. Food Res. Int. 2018, 106, 580–588. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Stawczyk, J.; Zbiciński, I. CFD Model of Apple Atmospheric Freeze Drying at Low Temperature. Dry. Technol. 2007, 25, 1331–1339. [Google Scholar] [CrossRef]
- Bubnovich, V.; Quijada, E.; Reyes, A. Computer Simulation of Atmospheric Freeze Drying of Carrot Slices in a Fluidized Bed. Numer. Heat Transfer Part A Appl. 2009, 56, 170–191. [Google Scholar] [CrossRef]
- Santacatalina, J.; Fissore, D.; Cárcel, J.; Mulet, A.; Garcia-Perez, J.V. Model-based investigation into atmospheric freeze drying assisted by power ultrasound. J. Food Eng. 2015, 151, 7–15. [Google Scholar] [CrossRef]
- Stawczyk, J.; Li, S.; Witrowa-Rajchert, D.; Fabisiak, A. Kinetics of atmospheric freeze-drying of apple. Dry. Porous Mater. 2007, 66, 159–172. [Google Scholar]
- Li, S.; Zbicinski, I.; Wang, H.; Stawczyk, J.; Zhang, Z. Diffusion Model for Apple Cubes Atmospheric Freeze-Drying with the Effect of Shrinkage. Int. J. Food Eng. 2008, 4. [Google Scholar] [CrossRef]
- Reyes, A.; Vega, R.V.; Bruna, R.D. Effect of Operating Conditions in Atmospheric Freeze Drying of Carrot Particles in a Pulsed Fluidized Bed. Dry. Technol. 2010, 28, 1185–1192. [Google Scholar] [CrossRef]
- Bantle, M.; Eikevik, T.M. Parametric Study of High-Intensity Ultrasound in the Atmospheric Freeze Drying of Peas. Dry. Technol. 2011, 29, 1230–1239. [Google Scholar] [CrossRef]
- Bantle, M.; Kolsaker, K.; Eikevik, T.M. Modification of the Weibull Distribution for Modeling Atmospheric Freeze-Drying of Food. Dry. Technol. 2011, 29, 1161–1169. [Google Scholar] [CrossRef]
- Eikevik, T.M.; Alves-Filho, O.; Bantle, M. Microwave-Assisted Atmospheric Freeze Drying of Green Peas: A Case Study. Dry. Technol. 2012, 30, 1592–1599. [Google Scholar] [CrossRef]
- Duan, X.; Ding, L.; Ren, G.-Y.; Liu, L.-L.; Kong, Q.-Z. The drying strategy of atmospheric freeze drying apple cubes based on glass transition. Food Bioprod. Process. 2013, 91, 534–538. [Google Scholar] [CrossRef]
- Colucci, D.; Fissore, D.; Mulet, A.; Cárcel, J.A. On the investigation into the kinetics of the ultrasound-assisted atmospheric freeze drying of eggplant. Dry. Technol. 2017, 35, 1818–1831. [Google Scholar] [CrossRef]
- Coletto, M.M.; Marchisio, D.L.; Barresi, A.A. Mixing and segregation of wheat bran and vegetable pieces binary mixtures in fluidized and fluid-spout beds for atmospheric freeze-drying. Dry. Technol. 2017, 35, 1059–1074. [Google Scholar] [CrossRef]
- Teixeira, C.C.C.; Cabral, T.P.D.F.; Tacon, L.A.; Villardi, I.L.; Lanchote, A.D.; De Freitas, L.A.P. Solid state stability of polyphenols from a plant extract after fluid bed atmospheric spray-freeze-drying. Powder Technol. 2017, 319, 494–504. [Google Scholar] [CrossRef]
- Carrión, C.; Mulet, A.; Garcia-Perez, J.V.; Cárcel, J.A. Ultrasonically assisted atmospheric freeze-drying of button mushroom. Drying kinetics and product quality. Dry. Technol. 2018, 36, 1814–1823. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Composition (% Total Carbohydrates) | Tg (°C) [40] | |
|---|---|---|---|
| Apple Juice (Gala Royal) | Pear Juice (Bartlett) | ||
| Sucrose | 11.7 | 4.7 | 52 |
| Glucose | 18.6 | 29.7 | 31 |
| Fructose | 65.4 | 49.6 | 100 |
| D-Sorbitol | 4.3 | 16.0 | −2 |
| Food [Reference] | Sample Preparation | FD Conditions | Key Quality Studied |
|---|---|---|---|
| Acai [54] | n/a | n/a | Antioxidant activity |
| Asparagus [13] | 2–4 mm slices | T (shelf) = 20 °C T (condenser) = –64 °C Pressure = 3.3 kPa (3300 Pa) Time= 18–24 h | Rehydration; color; antioxidant; ascorbic acid |
| Blackberries [10] | Juice with carrier agents | T (not reported if shelf or condenser) = −84 °C Pressure = 0.0004 Pa Time = 48 h | Moisture; Thermal property; density; morphology; antiradical activity |
| Carrot [55] | 3–4 mm slices | T (shelf) = 30 °C T (condenser) = –60 °C Pressure = 6 Pa Time = n/a | Moisture content; carotenoid content; lycopene content |
| Chinese gooseberry [48] | 3 mm in height and 4 mm in diameter | 2-step FD protocol (T shelf, time) = –20 °C for 20 h and +20 °C for 5 h Pressure = 10 Pa | Moisture content; Thermal properties; Sorption isotherm |
| Date [47] | Date pulp with carrier agents | T (not reported if shelf or condenser) = −40 °C Pressure = 42 Pa Time = 72 h | Moisture; powder flowability; morphology; microstructure |
| Guava and papaya [12] | 1 cm cubes | T (shelf) = 10 °C Pressure = less than 613.2 Pa Time = 24 h | Color; porosity; rehydration; texture; Vitamin C |
| Green Pepper [49] | 2 cm × 2 cm | T (not reported if shelf or condenser) = –47 to −50 °C Pressure = 0.666 Pa Time = 38 h | Texture; color |
| Pumpkin [49] | 2 cm × 2 cm | T (not reported if shelf or condenser) = –47 to –50 °C Pressure = 0.666 Pa Time = 38 h | Texture; color |
| Pumpkin [6] | 10 mm cubes | T (shelf) = 10 °C Pressure = 63 Pa Time = 24 h | Moisture content; water activity; color |
| Seabuckthorn berries [44] | Pulp and seeds | T (shelf) = 20 or 50 °C Pressure = 4 Pa Time = 24 h | Drying kinetics; nutritional composition |
| Seabuckthorn berries/leaves/seeds [56] | Crushed | FD Process conditions = n/a Time = 48 h | Moisture; water and oil absorption; color; structure; antiradical activity |
| Strawberries [14] | Sliced or whole fruits | T (shelf) = 30–70 °C Pressure = 4 Pa Time= 12, 24, or 48 h | Color;volume;collapse |
| Strawberries [46] | Half-cut or Sliced | T (shelf) = 55 °C Pressure = 4 Pa Time = 28 h | Rehydration; color; firmness |
| Tomatoes/Ginger [11] | Sliced | T (not reported if shelf or condenser) = −50 °C Pressure = 0.001330 Pa Time = 24 h | Total phenolic; ascorbic acid; antioxidant capacity |
| Tropical fruits (pineapple, Barbados cherry, guava, papaya, and mango) [57] | 125 mm in diameter and 5 mm in height | T (not clear which temperature it is) = −30 °C Pressure = 0.001330 Pa Time = 12 h | Densities; porosity; nutritional property |
| Plant-Based Food | Objectives | Conclusions |
|---|---|---|
| Apple cubes [131] | To design and build a heat pump-assisted, packed bed AFD closed system and investigate the drying kinetics effect on the quality (rehydration kinetics, shrinkage, color, and antioxidant activity) of apple cubes | Mass diffusion controls the AFD process of apple dewatering at air temperatures below 0 °C. Process temperature had a major impact on final quality. The quality evaluation of apple cubes shows that dried products of AFD at −10 °C have similar rehydration kinetics and hygroscopic properties as the product obtained from vacuum freeze-drying. |
| Apple cubes [128] | To illustrate the construction and validation process of a CFD model at process temperatures below 0 °C. | CFD results based on film sublimation showed the viability of applying a surface sublimation model to AFD process. CFD results for apple cubes showed a predomination of inertial resistance of porous tissue. True values of tortuosity and internal resistance coefficient are critical for proper process simulation. |
| Apple cubes [132] | To test a robust and easy modeling tool for predicting AFD performance, designing and scaling-up of the AFD process where shrinkage is taken into consideration, and predictions of AFD drying kinetics can be performed at varying process temperature. | The diffusion model uses an effective diffusivity and activation energy to cover the AFD multicomponent diffusion mechanism. Coupled to shrinkage, the model showed good prediction of the drying kinetics of selected food products in the AFD process. Based on the predictions, it can be concluded that the diffusion model is capable of being applied to simulate AFD process for selected materials at constant and ascending process temperature modes. |
| Carrot slices [129] | To develop a mathematical model by adopting a sublimation–condensation model for the first stage of freeze-drying, solving the set of equations by fixed-finite-differences. Numerical simulations were carried out to analyze the characteristics of AFD in a fluidized bed dryer. | The complex interface movement in food products was well represented by the method of finite differences, using variable time steps that allowed significant reductions in computer time. The effect of particle size reduction, bed temperature increase, and the incorporation of infrared radiation made it possible to reduce primary drying times. The proposed model of AFD with one-directional mass and energy transport compared well to experimental data. |
| Carrot parallelepipeds [133] | To study the influence of particle size, freezing rate, air temperature, and mode of energy supply on both the final moisture content and particle shrinkage during AFD in a pulsed fluidized bed. | The air temperature was found to be the most important factor that affected the moisture content, followed by particle size, freezing rate, and type of energy supply. The air temperature was the only factor that affected shrinkage in AFD. |
| Peas [134] | To study the influence of drying temperatures and ultrasonic intensity on the effective acceleration of AFD rates. | Airborne ultrasound has high potential for improving AFD, as well as other processes that are based on heat and mass transfer rates at low temperatures. |
| Peas, apple and pinneaple cubes [135] | To use the Weibull model to represent AFD kinetics for different drying temperatures, drying times, approach velocities, products, and particle sizes. | The drying curves for several products obtained using this approach confirmed that AFD is controlled by internal diffusivity. The modified Weibull model adequately described the kinetics with high accuracy and enhanced stability. |
| Peas [136] | To investigate the application of microwave in AFD of green peas in a porous packed bed and its impact on drying kinetics and product quality. | Drying time was approximately halved when applying microwave radiation of 280 Watt into the process. Process temperature played a major role in product final quality with the lowest temperature being the most favorable to retain color. |
| Apple cubes [137] | To investigate the influence of different drying strategies on the AFD of apples. | A step-up temperature program based on glass transition temperature during AFD process can reduce the drying time by almost half on the premise of keeping product quality. |
| Apple cubes [130] | To evaluate the feasibility of a simple one-dimensional model to describe the ultrasonic assisted AFD process, as well as to validate such a model in different operating conditions. | A simple one-dimensional model was successfully applied to assess the effect of the ultrasonic application on the AFD kinetics under different conditions. US application is the parameter with the greatest influence on the AFD time and, consequently, is the key factor for the further optimization of the process. |
| Eggplant cubes [138] | To analyze the ultrasound-assisted AFD process and provide an in silico approach to the industrial process optimization. The URIF model was used to establish the kinetic parameters of the process. | Power ultrasound application significantly reduced the drying time. Air temperature and size of the samples also had a significant impact. The drying kinetics were successfully described using the URIF model. Power ultrasound can also increase the productivity of a tunnel dryer up to four or five times at industrial scale. Despite the benefits that can be envisioned by simulation, some limitations lie on the practice. |
| Wheat bran and vegetable pieces [139] | To characterize the hydrodynamic behavior of nonfood wheat bran, as potential adsorbent for AFD-IAM in a fluidized bed as well as spout-fluid bed and to study the segregation of binary mixtures of nonfood wheat bran and vegetables at different levels of dryness so as to establish the ideal conditions under which AFD-IAM can be performed without excessively reducing the product size. | Nonfood wheat bran is a promising material to be used as adsorbent. However, because it can be considered a “pseudo-cohesive” powder, potential difficulties in handling the binary mixture may occur when using a fluidized bed in the AFD process. Product density plays a fundamental role in mixing since poor contact between adsorbent and food material was found in the first stages of the AFD process (fluidized bed). Passive and active particle transport mechanisms and blocking effects of floor and roof were proposed to explain the observed behavior together with channeling and collapse cycle, allowing an explanation of the segregation phenomenon in fluidized beds and the mixing process in spout-fluid beds. |
| Baccharis dracunculifolia D.C. (Bd) plant extract [140] | To verify the influence of fluidized bed atmospheric spray-freeze-drying on the quality of Bd extracts as well as the physical and chemical stability of their main active species during and after the drying. | The main prenylated compounds of Bd are amenable to drying at freezing temperatures, d-mannitol showed an excellent cryoprotectant effect, decreasing the loss of all markers. Also, different powders obtained in the fluidized bed atmospheric spray-freeze-dryer showed adequate morphology, moisture, and excellent pharmaco-technical properties with good process yields. Fluid bed atmospheric spray-freeze-drying is an attractive alternative for processing heat-sensitive and high value-added crop products. |
| Eggplant cubes [127] | To evaluate the effect of air temperature and velocity, US power, and sample size on vitamin C, total phenolic, and antioxidant capacity of eggplant during US-assisted AFD | Power ultrasound is a promising technology for accelerating the AFD process, but attention must be paid to the optimization of the operating conditions in order to limit the thermal effects of acoustic energy and to ensure the preservation of the nutritional properties of the samples. |
| Mushroom slices [141] | To evaluate the feasibility of using power ultrasound to improve the AFD of mushroom, considering the kinetic effects and its influence on quality attributes. | Ultrasound represents an interesting means of significantly increasing the drying rate without producing important effects on the final quality of mushrooms. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhatta, S.; Stevanovic Janezic, T.; Ratti, C. Freeze-Drying of Plant-Based Foods. Foods 2020, 9, 87. https://doi.org/10.3390/foods9010087
Bhatta S, Stevanovic Janezic T, Ratti C. Freeze-Drying of Plant-Based Foods. Foods. 2020; 9(1):87. https://doi.org/10.3390/foods9010087
Chicago/Turabian StyleBhatta, Sagar, Tatjana Stevanovic Janezic, and Cristina Ratti. 2020. "Freeze-Drying of Plant-Based Foods" Foods 9, no. 1: 87. https://doi.org/10.3390/foods9010087
APA StyleBhatta, S., Stevanovic Janezic, T., & Ratti, C. (2020). Freeze-Drying of Plant-Based Foods. Foods, 9(1), 87. https://doi.org/10.3390/foods9010087