1. Introduction
Baking is crucial in biscuit production, affecting sensory and technological properties through processes such as water evaporation (moisture content below 6%), protein denaturation, starch gelatinization, dough expansion, and browning [
1,
2,
3,
4].
In an industrial context, baking is considered a low-efficiency and high-energy consumption process [
3]. Traditionally, it is performed in forced convection ovens characterized by low heat transfer coefficients (approximately 30–300 W/m
2 °C) [
5]. Heat is transmitted to the food mainly by convection and conduction, although the effect of thermal radiation from the oven walls is not negligible [
3]. In a world shaped by the climate crisis and the rising cost of resources, several innovative heating technologies have been proposed to improve the quality and efficiency of baking, including microwaves, radiofrequencies, infrared, halogen lamps, and, more recently, CO
2 lasers [
6,
7,
8,
9,
10]. Among these technologies, microwaves (MWs) have attracted significant interest [
3,
9,
11,
12]. Unlike forced convection ovens, which rely on convection, radiant and conduction heating, MWs’ effects are based on volumetric heating, thereby enhancing efficiency. MW energy is directly absorbed by certain molecules (dipoles such as water) based on their dielectric properties. These molecules rapidly switch polarity, generate friction, and produce heat that is transferred to nearby materials [
6]. Additionally, MW baking has the potential to shorten baking time [
6,
7], thereby boosting production yield compared to conventional methods.
In addition to the high energy consumption of the baking process, producers of biscuits and other dry bakery products face unsolved challenges such as checking [
4,
12,
13,
14]. This phenomenon is defined as the occurrence of hairline cracks or fissures post-baking that extend partially across the central part of the biscuit [
4,
11]. These radial cracks can diminish the biscuit’s strength by up to 50% [
15], rendering it more susceptible to breakage [
4,
15]. The factors that contribute to checking have been thoroughly studied. During conventional oven baking, substantial moisture differences typically occur between the outer (drier) and the inner parts (wetter) of the products [
13,
15]. During the cooling phase, as well as packaging and storage, the moisture content throughout the biscuit is equalized [
15]. The sections of the biscuits that lose water shrink (center), while those that gain water expand (edges), which also take up moisture from the surrounding environment [
16]. This water migration induces thermo-mechanical and/or hydro-mechanical stresses, potentially leading to checking and ultimately breakage [
4,
14]. While this is the primary mechanism linked to checking, factors related to composition (e.g., gluten, fat and sugar content) and processing (e.g., geometric shape, cooling rate), which impact the structure of the biscuit, also influence the formation of checking. Based on that, since the 1970s, various strategies have been applied to mitigate checking, both in formulation (e.g., reducing gluten, raising the pH above 7) and processing (e.g., slow cooling phase, hot packaging) [
16]. Nonetheless, checking remains a prevalent problem, particularly in low-fat and low-sugar biscuits [
13,
17,
18]. The diminished interaction of these components with gluten compromises matrix elasticity and its ability to absorb and dissipate post-baking internal stress, thereby increasing susceptibility to structural failure [
16]. This issue impacts both consumers, through the presence of broken biscuits, and manufacturers, by causing considerable annual losses and substantial food waste, an area receiving growing attention from regulatory bodies and legislative authorities [
19].
The use of MWs is noteworthy for the bakery sector not only for reducing baking time and energy consumption, but also for minimizing checking in biscuits and other dry products [
3,
11]. This is particularly pertinent when the product possesses attributes that facilitate checking, such as reduced fat content or a round shape [
13,
17,
18]. The reduction in checking is primarily attributed to decreased internal moisture differences [
11,
20]. However, it is also essential to consider MW-mediated changes in food components (e.g., starch gelatinization, protein denaturation, water evaporation), product structure (e.g., expansion, crystallization, alveolation), and textural properties (e.g., increase in hardness, brittleness, crunchiness).
A reduction in checking will be futile if the process results in negative changes in the perceived appearance, odor, taste, and/or texture of the products, hindering their consumer acceptance. It is well known that MW-baked products often face issues like inadequate surface color, flavor, and texture [
6,
7,
9,
12]. To mitigate these issues, particularly color defects, the application of a conventional oven step either before (O-MW) or after MW treatment (MW-O) has been suggested [
11,
20].
While O-MW has been successfully tested in biscuits for checking reduction [
11,
20], MW-O has not received significant attention despite its potential. Applying microwaves to fresh dough with higher moisture content (e.g., 20% wb) can enhance baking efficiency. Higher moisture contents are associated with improved dielectric properties, specifically higher static and optical dielectric constants, in starch, gluten and related dough [
21]. This phenomenon occurs due to the increased mobility of the mixture, as water acts as a plasticizer [
21]. Based on that, MW-O may enable a notable reduction in both baking time and energy consumption compared to O-MW. The enhanced dielectric properties of the fresh dough may also facilitate the MW-mediated expansion of the biscuit structure. This would aid the subsequent removal of residual moisture during the conventional oven stage and limit internal moisture differences and checking. Since MW is applied to fresh dough with all its ingredients in their original state, it is anticipated that the properties of MW-O biscuits, such as thickness, color, texture, or sensory quality, will differ from those of conventional and O-MW biscuits.
The significance of energy consumption has increased in recent years due to escalating energy prices and the pressing issue of climate change. MW technology has been reported in general terms for its effectiveness in reducing energy consumption during baking processes [
6,
7]. However, the use of microwave (MW) technology in conjunction with a conventional oven may be less efficient. Additionally, energy consumption can vary significantly depending on whether MW is applied before or after using the conventional oven.
Based on these detected knowledge gaps, the aim of this work was to investigate the potential different effects of the application of MW before (MW-O) or after conventional baking (O-MW) on the sensory characteristics and checking rate of low-fat biscuits prone to checking. Studying the application of MW technology either before (on fresh dough) or after conventional oven baking (on pre-baked product) could yield valuable insights into how MW reduces checking in relation to moisture content distribution and structural properties, such as thickness and textural behavior. Finally, to advance the study of the potential industrialization of these MW processes, energy consumption and baking time, linked to productivity, were also compared and examined.
4. Conclusions
MW can strongly reduce checking rates even if biscuit formulation and characteristics promote it (low fat content, round-shaped). This is of great industrial relevance. MW technology has the potential to help manufacturers to produce biscuits that would be difficult or even impossible to produce without making variations on the formula and/or the process to achieve a standard checking rate.
The application of MW after (O-MW) or before conventional pre-baking (MW-O) significantly decreased the checking rate after 14 days of storage, from 100% (O samples) to 3.41% and 0%, respectively. This reduction would mainly be explained by the fact that MW eliminated the moisture differences between the different parts of the biscuit. However, the differences in checking rate between MW-O and O-MW suggest that there could be other MW effects playing a role. These MW effects would be determined by the particular dielectric, viscoelastic and structural properties of the food matrix (fresh dough or pre-baked biscuit) at the time of MW application.
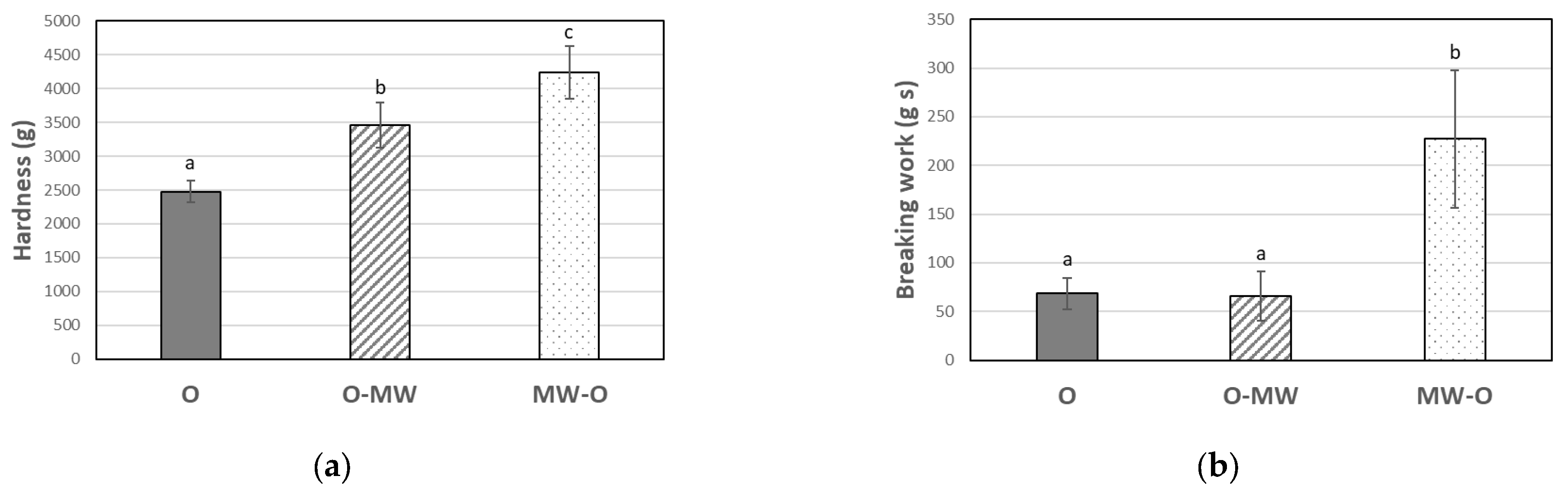
MW-O biscuits presented higher thickness, hardness and breaking work than O-MW ones. This more expanded and firm structure could be linked with the lower checking rate found in MW-O biscuits. Further research is necessary to gain a comprehensive understanding of the mechanisms underlying MW-mediated reductions in checking and their relative significance.
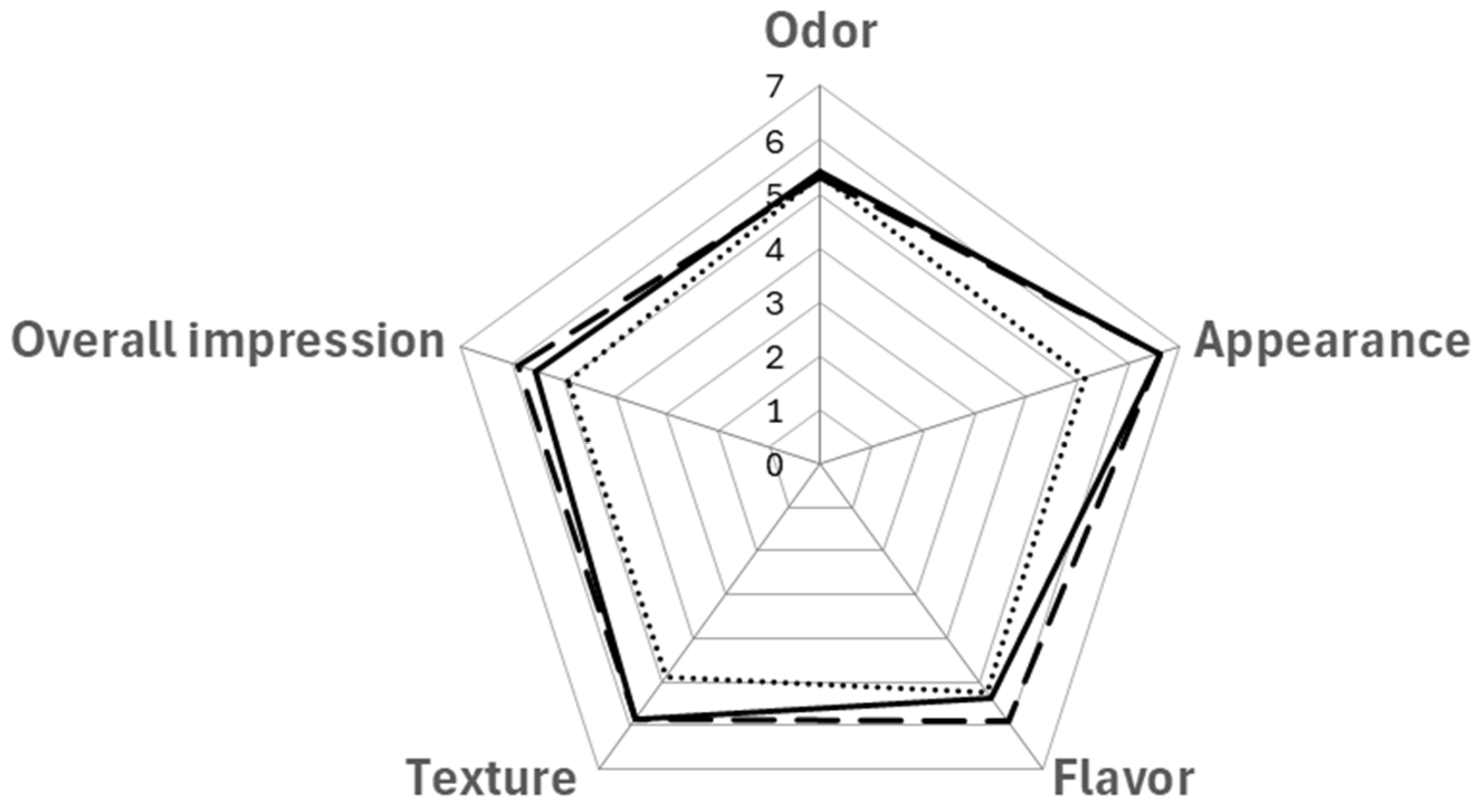
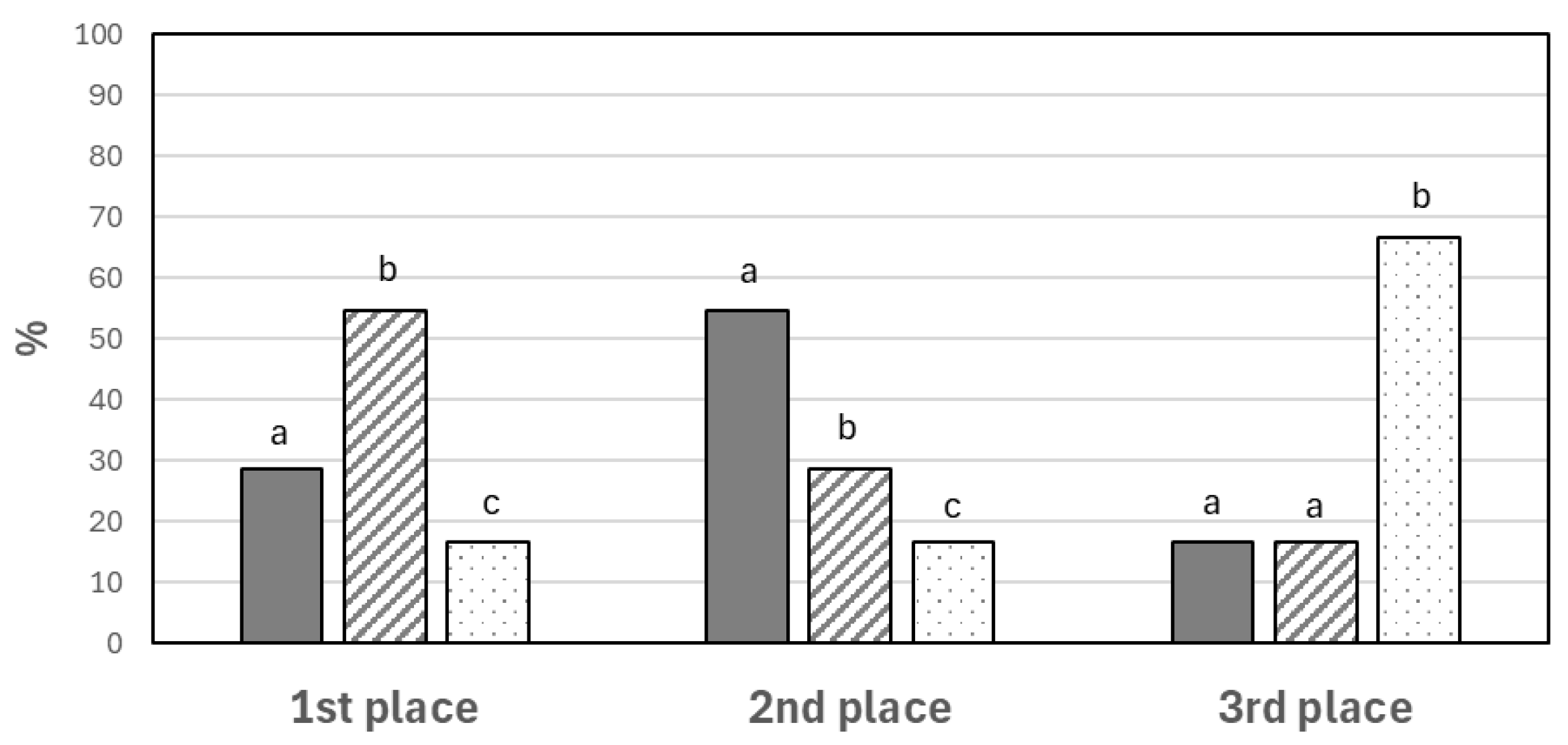
MW-O resulted in significant and negative variations in product quality (ΔE, instrumental hardness and breaking work) compared to both O and O-MW processes. These important differences were perceived in the sensory tests by both the trained panel and the consumers, which could call into question MW-O’s applicability. On the contrary, changes detected in the O-MW biscuits were not detected as negative in the sensory analysis. In fact, over half of consumers preferred the O-MW biscuits over the O biscuits.
Scientific literature reports that MW reduces energy consumption in baking processes. However, the results of the present work point out that the application of MW in sequential combination with conventional ovens may not be as efficient. Excluding oven preheating, while O-MW did not decrease energy consumption, MW-O presented total energy consumption and baking time that were lower than in the O process. Food processors must evaluate whether the potential benefits of MW-O in terms of energy, economic savings, and processing time, along with the decrease in checking issues, justify the lower quality of the products. Although O-MW did not decrease energy consumption, it reduced the total baking time compared to the control process. The potential productivity gain associated with this shorter baking time, along with the reduction in checking and breakage issues without significantly affecting product quality and energy consumption, suggests that O-MW could be a beneficial process for companies producing biscuits and other baked goods affected by checking.
Additional research is required to elucidate the impact of variables such as fat, sugar, and initial moisture content on the effects of O-MW and MW-O processes on biscuit quality, as well as to assess their applicability to other baked products. The combination of MW with other energy sources in a single step, such as convective (e.g., forced air, air impingement), radiant (e.g., infrared, halogen lamp) or conductive heating (e.g., susceptors), rather than using sequential baking, may contribute to reducing process time and increasing efficiency.






{kind=link}
{kind=link}
{kind=link}