
Enhancement of Microencapsulation of Rapeseed Oil Bioactive Compounds in Alginate Through Sonication

 , , , ,
, , , ,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
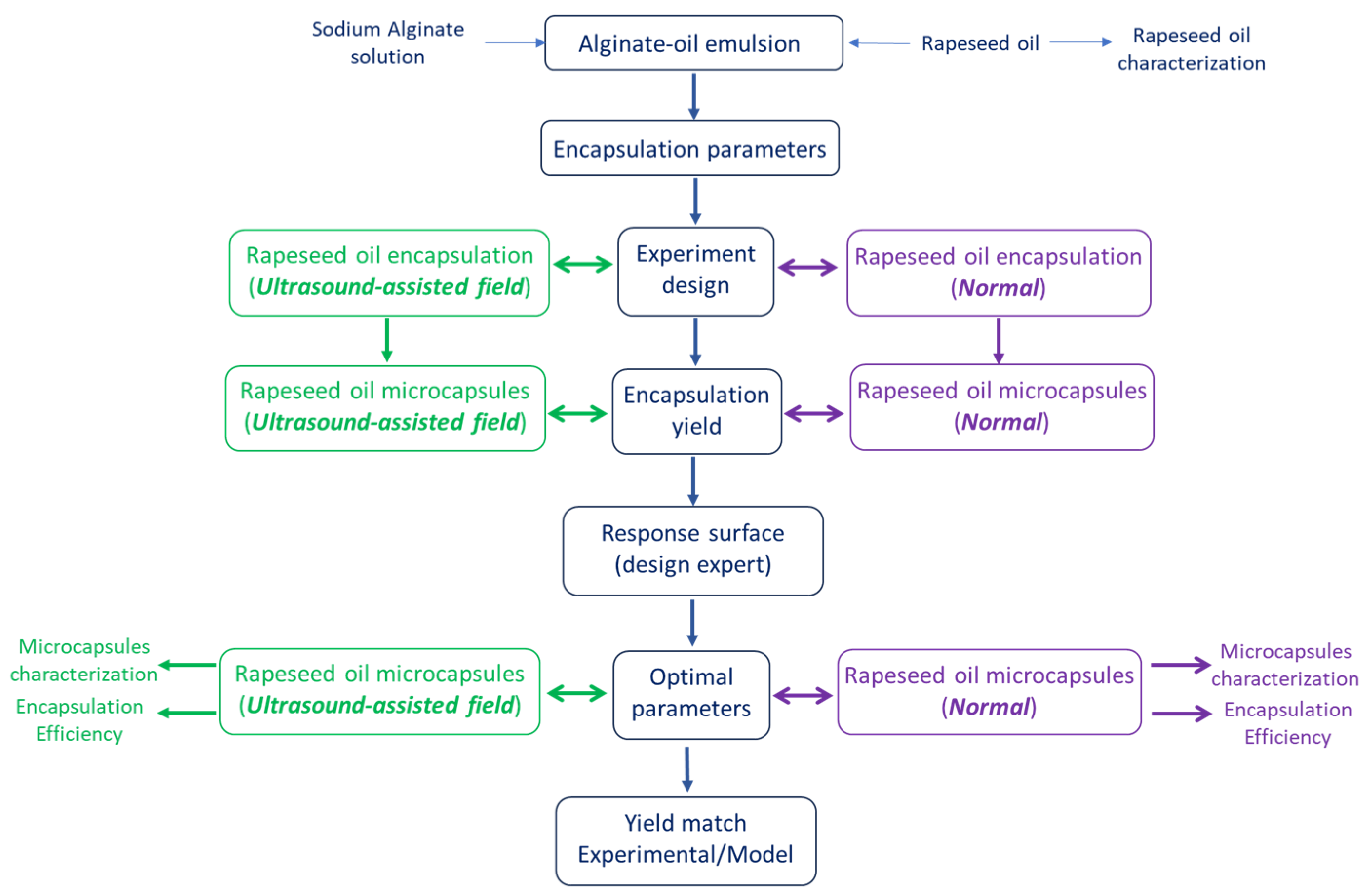
2.2. Working Protocol
2.3. Response Surface Methodology
2.4. Encapsulation Yield and Efficiency
2.5. Fatty Acids Methyl Esters
2.6. Microcapsules Structure Characterization
2.7. Microcapsule Morphology Analysis
2.8. Thermogravimetric Analysis
2.9. ATR-FTIR Spectral Measurements
2.10. Total Phenol Content and Antioxidant Activity
3. Results and Discussion
3.1. Operating Parameters Influence upon the Encapsulation Yield
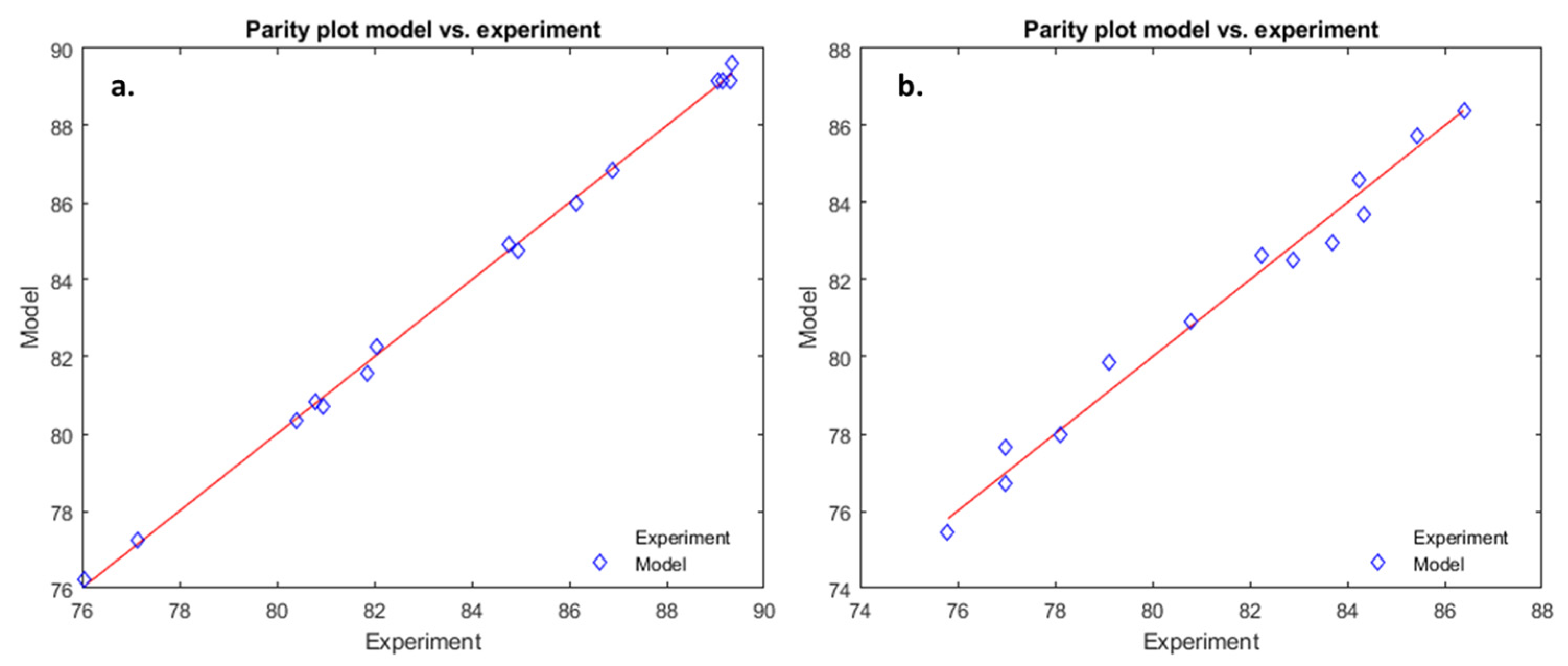
3.2. Analysis Using RSM
3.3. Fatty Acid Composition
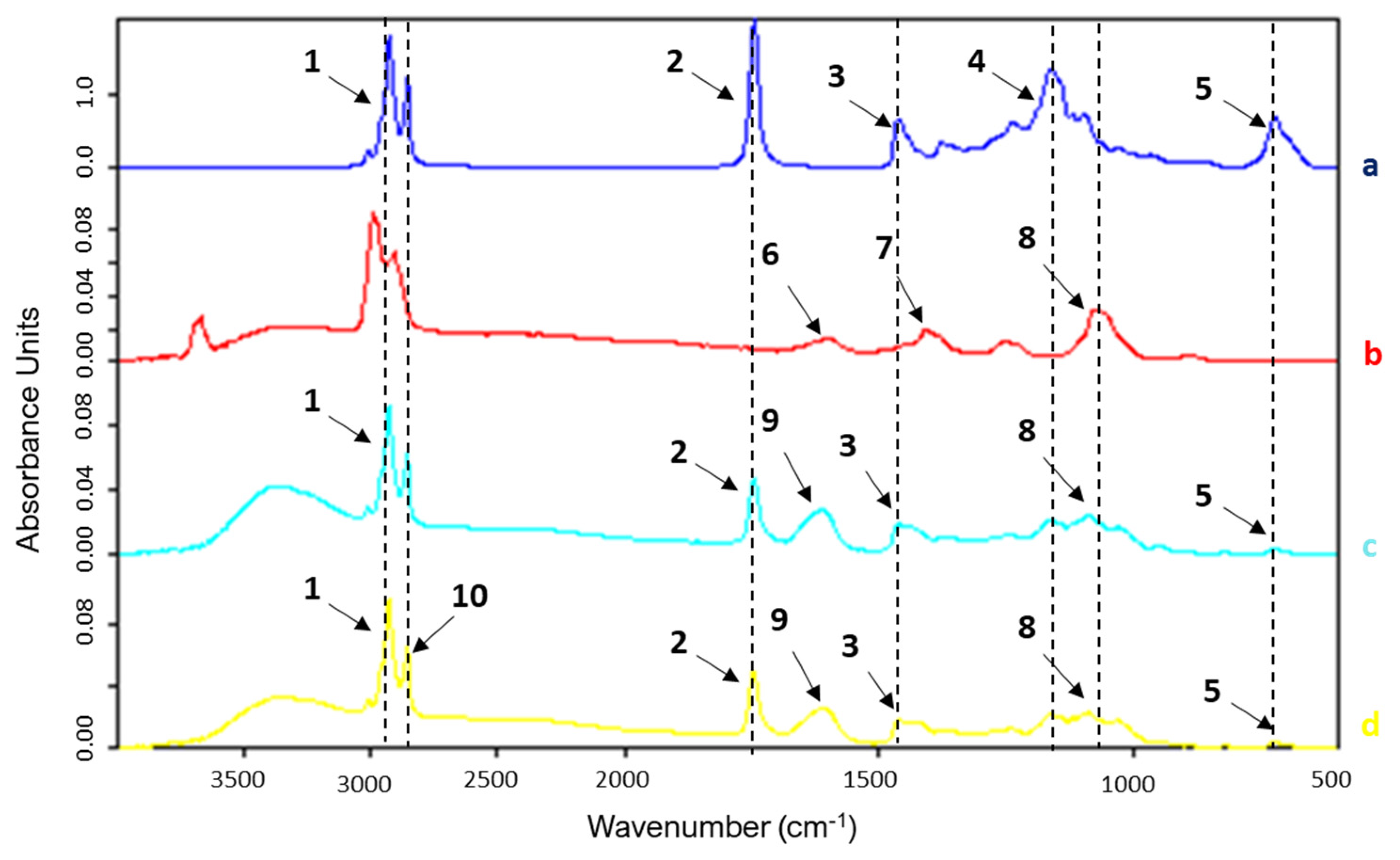
3.4. ATR-FTIR Spectral Measurements
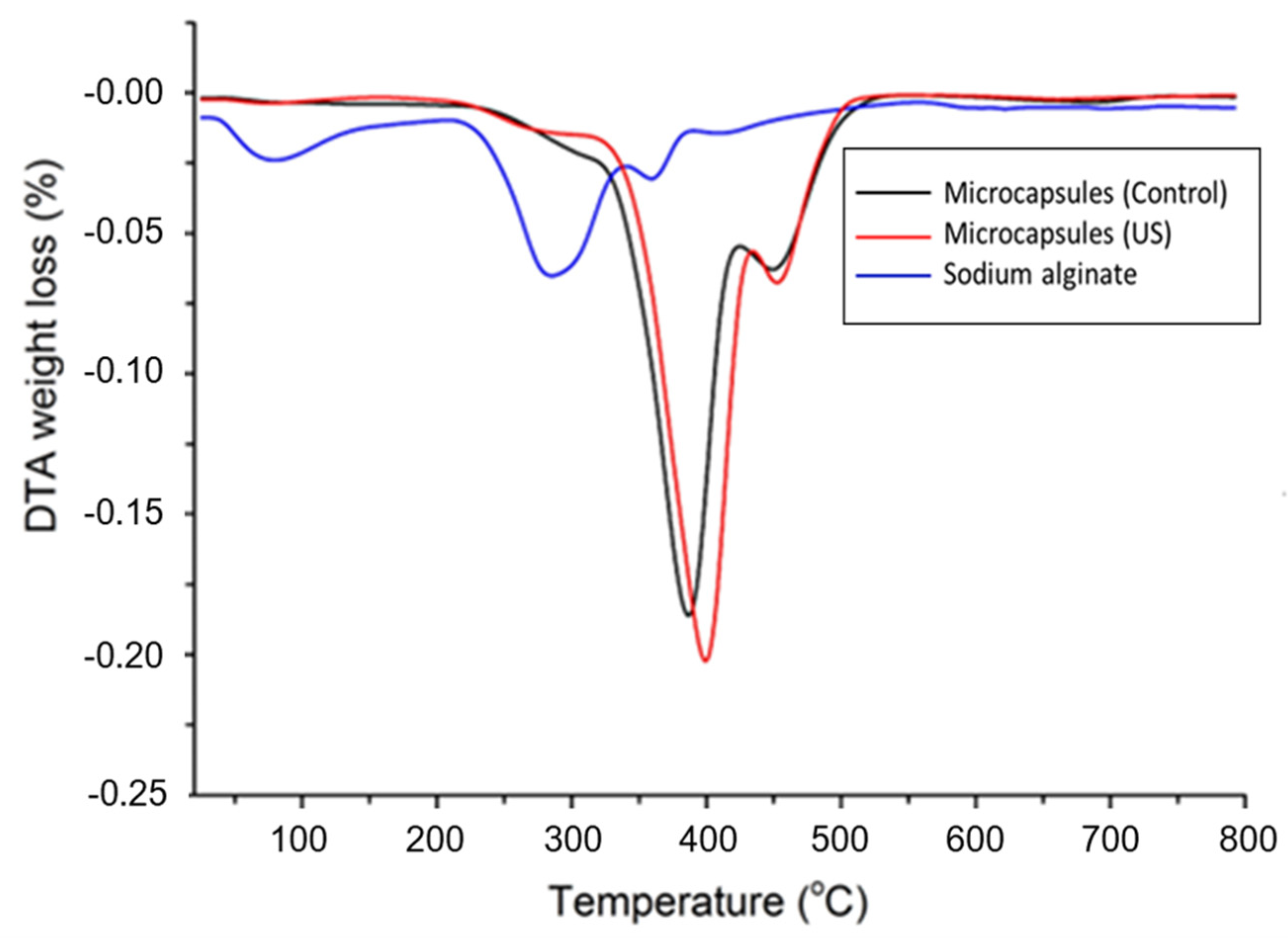
3.5. Thermogravimetric Analysis
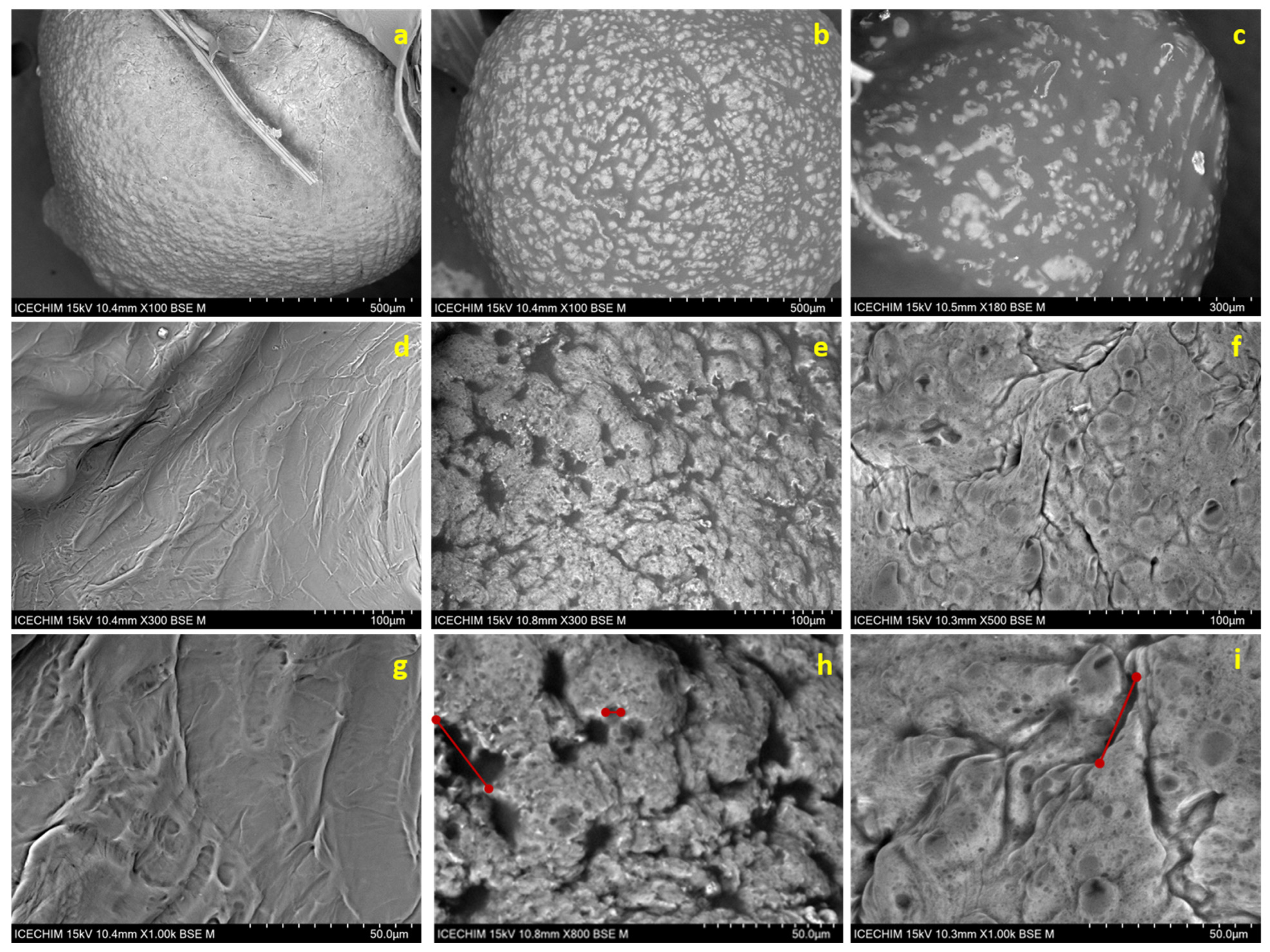
3.6. SEM Micrographs Analysis
3.7. Microcapsule Morphology Analysis and Size Determination
3.8. Encapsulation Efficiency
3.9. Total Phenolic Content and Antioxidant Activity
4. Conclusions
- Higher microencapsulation yields and efficiencies;
- Increased total phenolic content;
- Higher antioxidant capacity;
- Smaller sphericity factors and more uniformity in size distribution, providing better control over the release of active substances.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Teng, X.; Zhang, M.; Devahastin, S. New developments on ultrasound-assisted processing and flavor detection of spices: A review. Ultrason. Sonochem. 2019, 55, 297–307. [Google Scholar] [CrossRef] [PubMed]
- Napiórkowska, A.; Szpicer, A.; Wojtasik-Kalinowska, I.; Perez, M.D.T.; González, H.D.; Kurek, M.A. Microencapsulation of Juniper and Black Pepper essential oil using the coacervation method and its properties after freeze-drying. Foods 2023, 12, 4345. [Google Scholar] [CrossRef] [PubMed]
- EC. EU agricultural outlook for markets and income, 2018–2030; European Commission, DG Agriculture and Rural Development: Brussels, Belgium, 2018. [Google Scholar]
- Ye, Z.; Liu, Y. Polyphenolic compounds from rapeseeds (Brassica napus L.): The major types, biofunctional roles, bioavailability, and the influences of rapeseed oil processing technologies on the content. Food Res. Int. 2023, 163, 112282. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Gao, Y.S.; Jin, F.; Zhu, L.Y. Preparation Process Optimization and Performance Characterization of Feed Plant Essential Oil Microcapsules. Molecules 2022, 27, 7096. [Google Scholar] [CrossRef]
- Rathod, G.; Kairam, N. Preparation of omega 3 rich oral supplement using dairy and non-dairy based ingredients. J. Food Sci. Technol. 2018, 55, 760–766. [Google Scholar] [CrossRef]
- Banaś, K.; Piwowar, A.; Harasym, J. The potential of rapeseed (canola) oil nutritional benefits wide spreading via oleogelation. Food Biosci. 2023, 56, 103162. [Google Scholar] [CrossRef]
- McClements, D.J. Nanoparticle-and Microparticle-Based Delivery Systems: Encapsulation, Protection and Release of Active Compounds, 1st ed.; CRC Press: Boca Raton, FL, USA, 2014; p. 512. [Google Scholar]
- Elsebaie, E.M.; Kassem, M.M.; Mousa, M.M.; Basuony, M.A.M.; Zeima, N.M.; Essa, R.Y. Cod liver oil’s encapsulation into sodium alginate/lupin protein beads and its application in functional meatballs’ preparation. Foods 2022, 11, 1328. [Google Scholar] [CrossRef]
- Qu, W.; Feng, Y.; Xiong, T.; Qayum, A.; Ma, H. Preparation, structural and functional characterization of corn peptide-chelated calcium microcapsules using synchronous dual frequency ultrasound. Ultrason. Sonochem. 2024, 102, 106732. [Google Scholar] [CrossRef]
- Leong, T.S.H.; Martin, G.J.O.; Ashokkumar, M. Ultrasonic encapsulation—A review. Ultrason. Sonochem. 2017, 35, 605–614. [Google Scholar] [CrossRef]
- Silva-Paz, R.J.; Ñope-Quito, C.E.; Rivera-Ashqui, T.A.; Jamanca-Gonzales, N.C.; Eccoña-Sota, A.; Riquelme, N.; Arancibia, C. Encapsulation of Canola Oil by Sonication for the Development of Protein and Starch Systems: Physical Characteristics and Rheological Properties. Colloids Interfaces 2025, 9, 10. [Google Scholar] [CrossRef]
- Domian, W.; Wąsak, I. Microencapsulation of rapeseed oil based on the spray drying method. Pol. J. Food Nutr. Sci. 2008, 58, 477–483. [Google Scholar]
- Oprescu, E.E.; Enascuta, C.E.; Radu, E.; Ciltea-Udrescu, M.; Lavric, V. Does the ultrasonic field improve the extraction productivity compared to classical methods—Maceration and reflux distillation? Chem. Eng. Process.-Process Intensif. 2022, 179, 109082. [Google Scholar] [CrossRef]
- Bannikova, A.; Evteev, A.; Pankin, K.; Evdokimov, I.; Kasapis, S. Microencapsulation of fish oil with alginate: In-vitro evaluation and controlled release. LWT 2018, 90, 310–315. [Google Scholar] [CrossRef]
- Soliman, E.; El-Moghazy, A.; El-Din, M.; Massoud, M. Microencapsulation of essential oils within alginate: Formulation and in vitro evaluation of antifungal activity. J. Encapsulation Adsorpt. Sci. 2013, 3, 48–55. [Google Scholar] [CrossRef]
- Gulzar, S.; Nilsuwan, K.; Raju, N.; Benjakul, S. Whole Wheat Crackers Fortified with Mixed Shrimp Oil and Tea Seed Oil Microcapsules Prepared from Mung Bean Protein Isolate and Sodium Alginate. Foods 2022, 11, 202. [Google Scholar] [CrossRef]
- Murthy, H.N.; Yadav, G.G.; Joseph, K.S.; H. S., S.K.; Magi, S.M.; Dewir, Y.H.; Mendler-Drienyovszki, N. Nutritional Value, Fatty Acid and Phytochemical Composition, and Antioxidant Properties of Mysore Fig (Ficus drupacea Thunb.) Fruits. Foods 2024, 13, 2845. [Google Scholar] [CrossRef]
- Enascuta, C.E.; Stepan, E.; Bolocan, I.; Bombos, D.; Calin, C.; Oprescu, E.E.; Lavric, V. Simultaneous production of oil enriched in ω-3 polyunsaturated fatty acids and biodiesel from fish wastes. Waste Manag. 2018, 75, 205–214. [Google Scholar] [CrossRef]
- Chan, E.-S.; Lee, B.-B.; Ravindra, P.; Poncelet, D. Prediction models for shape and size of ca-alginate macrobeads produced through extrusion–dripping method. J. Colloid Interface Sci. 2009, 338, 63–72. [Google Scholar] [CrossRef]
- Kupina, S.; Fields, C.; Roman, M.C.; Brunelle, S.L. Determination of total phenolic content using the Folin-C assay: Single-laboratory validation, first action 2017.13. J. AOAC Int. 2018, 101, 1466–1472. [Google Scholar] [CrossRef]
- Noreen, H.; Semmar, N.; Farman, M.; McCullagh, J.S. Measurement of total phenolic content and antioxidant activity of aerial parts of medicinal plant Coronopus didymus. Asian Pac. J. Trop. Med. 2017, 10, 792–801. [Google Scholar] [CrossRef]
- Tanska, M.; Mikolajczak, N.; Konopka, I. Comparison of the effect of sinapic and ferulic acids derivatives (4-vinylsyringol vs. 4-vinylguaiacol) as antioxidants of rapeseed, flaxseed, and extra virgin olive oils. Food Chem. 2018, 240, 679–685. [Google Scholar] [CrossRef]
- Guo, T.; Wan, C.; Huang, F. Extraction of rapeseed cake oil using subcritical R134a/butane: Process optimization and quality evaluation. Food Sci. Nutr. 2019, 7, 3570–3580. [Google Scholar] [CrossRef] [PubMed]
- Chew, H.; Solomon, V.A.; Fonteh, A.N. Involvement of lipids in Alzheimer’s disease pathology and potential therapies. Front. Physiol. 2020, 11, 598. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.W.; Ren, H.H.; Yang, J.D.; Fan, H.X.; Li, G.J. Preparation and stability of microcapsules containing functional lipids. Food Sci. 2018, 39, 264–269. [Google Scholar]
- Guillen, M.D.; Cabo, N. Infrared spectroscopy in the study of edible oils and fats. J. Sci. Food Agric. 1997, 75, 1–11. [Google Scholar] [CrossRef]
- Castro, R.I.; Morales-Quintana, L.; Alvarado, N.; Guzmán, L.; Forero-Doria, O.; Valenzuela-Riffo, F.; Laurie, V.F. Design and Optimization of a Self-Assembling Complex Based on Microencapsulated Calcium Alginate and Glutathione (CAG) Using Response Surface Methodology. Polymers 2021, 13, 2080. [Google Scholar] [CrossRef]
- Patel, N.; Lalwani, D.; Gollmer, S.; Injeti, E.; Sari, Y.; Nesamony, J. Development and evaluation of a calcium alginate based oral ceftriaxone sodium formulation. Prog Biomater 2016, 5, 117–133. [Google Scholar] [CrossRef]
- Kučuk, N.; Primožič, M.; Knez, Ž.; Leitgeb, M. Alginate Beads with Encapsulated Bioactive Substances from Mangifera indica Peels as Promising Peroral Delivery Systems. Foods 2024, 13, 2404. [Google Scholar] [CrossRef]
- Li, W.; Chen, W.; Wang, Z.; Chen, W.; Zhang, M.; Zhong, Q.; Pei, J.; Chen, H. Preparation and Characterization of Beads of Sodium Alginate/Carboxymethyl Chitosan/Cellulose Nanofiber Containing Porous Starch Embedded with Gallic Acid: An In Vitro Simulation Delivery Study. Foods 2022, 11, 1394. [Google Scholar] [CrossRef]
- Prasetyaningrum, A.; Wicaksono, B.S.; Hakiim, A.; Ashianti, A.D.; Manalu, S.F.C.; Rokhati, N.; Utomo, D.P.; Djaeni, M. Ultrasound-Assisted Encapsulation of Citronella Oil in Alginate/Carrageenan Beads: Characterization and Kinetic Models. ChemEngineering 2023, 7, 10. [Google Scholar] [CrossRef]
- Barros Fernandes, R.V.; Borges, S.V.; Silva, E.K.; Silva, Y.F.; Barboza de Souza, H.J.; Carmo, E.L.; Oliveira, C.R.; Yoshida, M.I.; Botrel, D.A. Study of ultrasound-assisted emulsions on microencapsulation of ginger essential oil by spray drying. Ind. Crops Prod. 2016, 94, 413–423. [Google Scholar] [CrossRef]
- Nichitoi, M.M.; Josceanu, A.M.; Isopescu, R.D.; Isopencu, G.I.; Geana, E.-I.; Ciucure, C.T.; Lavric, V. Do ultrasonic field effects upon the polyphenolics profile of propolis extracts improve their antioxidant and antimicrobial activity? Ultrason. Sonochem. 2023, 92, 106274. [Google Scholar] [CrossRef] [PubMed]
- Nichitoi, M.M.; Josceanu, A.M.; Isopescu, R.D.; Isopencu, G.O.; Geana, E.-I.; Ciucure, C.T.; Lavric, V. Polyphenolics Profile Effects Upon the Antioxidant and Antimicrobial Activity of Propolis Extracts. Sci. Rep. 2021, 11, 20113. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mass Ratio, w/w | CaCl2 Concentration, % | Dripping Time, min | Flow Rate, mL/min | Microcapsules, g | Encapsulation Yield, % | ||
|---|---|---|---|---|---|---|---|
| US | Control | US | Control | ||||
| 5 | 1.5 | 22.5 | 0.89 | 15.21 ± 0.02 | 15.4 ± 0.02 | 76.05 ± 0.02 | 77.00 ± 0.02 |
| 5 | 3 | 22.5 | 0.89 | 16.19 ± 0.04 | 16.58 ± 0.02 | 80.95 ± 0.03 | 82.9 ± 0.02 |
| 10 | 1.5 | 22.5 | 0.89 | 15.43 ± 0.04 | 15.16 ± 0.02 | 77.15 ± 0.02 | 75.8 ± 0.02 |
| 10 | 3 | 22.5 | 0.89 | 16.08 ± 0.02 | 16.16 ± 0.04 | 80.4 ± 0.02 | 80.8 ± 0.02 |
| 5 | 2.25 | 15 | 1.33 | 16.41 ± 0.04 | 16.45 ± 0.03 | 82.05 ± 0.02 | 82.25 ± 0.02 |
| 5 | 2.25 | 30 | 0.67 | 16.99 ± 0.03 | 16.87 ± 0.04 | 84.95 ± 0.03 | 84.35 ± 0.03 |
| 10 | 2.25 | 15 | 1.33 | 16.16 ± 0.02 | 15.62 ± 0.03 | 80.8 ± 0.02 | 78.1 ± 0.02 |
| 10 | 2.25 | 30 | 0.67 | 17.38 ± 0.04 | 16.85 ± 0.04 | 86.9 ± 0.03 | 84.25 ± 0.03 |
| 7.5 | 1.5 | 15 | 1.33 | 16.37 ± 0.03 | 15.4 ± 0.02 | 81.85 ± 0.02 | 77.00 ± 0.02 |
| 7.5 | 1.5 | 30 | 0.67 | 17.23 ± 0.04 | 16.74 ± 0.04 | 86.15 ± 0.03 | 83.70 ± 0.02 |
| 7.5 | 3 | 15 | 1.33 | 16.95 ± 0.03 | 15.82 ± 0.02 | 84.75 ± 0.03 | 79.10 ± 0.02 |
| 7.5 | 3 | 30 | 0.67 | 17.87 ± 0.04 | 17.09 ± 0.04 | 89.35 ± 0.03 | 85.45 ± 0.03 |
| 7.5 | 2.25 | 22.5 | 0.89 | 17.83 ± 0.04 | 17.28 ± 0.04 | 89.15 ± 0.03 | 86.40 ± 0.03 |
| 7.5 | 2.25 | 22.5 | 0.89 | 17.84 ± 0.04 | 17.26 ± 0.04 | 89.10 ± 0.03 | 86.3 ± 0.03 |
| Microencapsulation Process | Optimal Results | |||||
|---|---|---|---|---|---|---|
| Estimated | Experimental | |||||
| R2 | x1 | x2 | x3 | Y | Y | |
| US | 0.996 | 8.07 | 2.57 | 28.1 | 90.67 | 90.25 ± 0.02 |
| Control | 0.962 | 8.01 | 2.54 | 25.7 | 87.51 | 87.11 ± 0.02 |
| Fatty Acids | Composition, % |
|---|---|
| Saturated fatty acids | |
| Palmitic (C16:0) | 7.3 ± 0.02 |
| Stearic (C18:0) | 1.22 ± 0.0 |
| Monounsaturated fatty acids | |
| Oleic (C18:1) | 61.76 ± 0.09 |
| Eicosanoic (C20:1) | 3.44 ± 0.01 |
| Erucic (C22:1) | 1.56 ± 0.0 |
| Polyunsaturated fatty acids | |
| Linoleic (C18:2) | 15.22 ± 0.03 |
| Linolenic (C18:3) | 9.5 ± 0.02 |
| Peak | Wavenumber, cm−1 | Functional Group | Vibration Mode |
|---|---|---|---|
| 1 | 2923 | CH2− | stretching vibration |
| 2 | 1744 | C=O | stretching vibration |
| 3 | 1461 | –CH2 | bending vibration |
| 4 | 1160 | C–O–C | symmetric stretching vibration |
| 5 | 742 | C=O | stretching vibration |
| 6 | 1628 | –COO– | stretching vibration |
| 7 | 1451 | –COO– | stretching vibration |
| 8 | 1066 | C–OH | stretching vibration |
| 9 | 1635 | –COO– | stretching vibration |
| 10 | 2853 | –CH– | stretching vibration |
| Microcapsules | Size, mm | Sphericity Factor (SF) | Microcapsules Image | Micrograph Image * |
|---|---|---|---|---|
| US | 0.81 ± 0.01 b | 0.0451 ± 0.01 b |  |  |
| Control | 1.16 ± 0.02 a | 0.0545 ± 0.02 a |  |  |
| Mass Ratio, w/w | CaCl2 Concentration, % | Time, min | Encapsulation Efficiency (EE), % | |
|---|---|---|---|---|
| US | Control | |||
| 5 | 1.5 | 22.5 | 45.05 ± 0.02 | 44.43 ± 0.01 |
| 5 | 3 | 22.5 | 61.98 ± 0.01 | 62.75 ± 0.02 |
| 10 | 1.5 | 22.5 | 47.21 ± 0.02 | 44.56 ± 0.01 |
| 10 | 3 | 22.5 | 59.84 ± 0.01 | 60.66 ± 0.01 |
| 5 | 2.25 | 15 | 43.05 ± 0.02 | 42.43 ± 0.01 |
| 5 | 2.25 | 30 | 58.23 ± 0.01 | 57.95 ± 0.02 |
| 10 | 2.25 | 15 | 65.21 ± 0.02 | 51.45 ± 0.02 |
| 10 | 2.25 | 30 | 70.12 ± 0.01 | 69.37 ± 0.03 |
| 7.5 | 1.5 | 15 | 62.22 ± 0.01 | 55.08 ± 0.02 |
| 7.5 | 1.5 | 30 | 74.11 ± 0.01 | 72.65 ± 0.01 |
| 7.5 | 3 | 15 | 72.75 ± 0.02 | 69.76 ± 0.02 |
| 7.5 | 3 | 30 | 74.54 ± 0.01 | 73.45 ± 0.03 |
| 7.5 | 2.25 | 22.5 | 75.23 ± 0.01 | 72.35 ± 0.02 |
| 7.5 | 2.25 | 22.5 | 75.18 ± 0.01 | 72.98 ± 0.02 |
| 8.07 | 2.57 | 28.1 | 76.56 ± 0.02 | - |
| 8.01 | 2.54 | 25.7 | - | 75.98 ± 0.02 |
| Microcapsules | Total Phenolic Content, mg GAE/g | IC50, mg/mL |
|---|---|---|
| US | 324.85 ± 0.01 a | 57.05 ± 0.12 b |
| Control | 97.58 ± 0.02 b | 79.98 ± 0.07 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Enascuta, C.-E.; Sirbu, E.-E.; Pasarin, D.; Ghizdareanu, A.I.; Senin, R.; Hosu, I.S.; Gavrilă, A.-M.; Burdusel, B.-A.-M.; Lavric, V. Enhancement of Microencapsulation of Rapeseed Oil Bioactive Compounds in Alginate Through Sonication. Foods 2025, 14, 1692. https://doi.org/10.3390/foods14101692
Enascuta C-E, Sirbu E-E, Pasarin D, Ghizdareanu AI, Senin R, Hosu IS, Gavrilă A-M, Burdusel B-A-M, Lavric V. Enhancement of Microencapsulation of Rapeseed Oil Bioactive Compounds in Alginate Through Sonication. Foods. 2025; 14(10):1692. https://doi.org/10.3390/foods14101692
Chicago/Turabian StyleEnascuta, Cristina-Emanuela, Elena-Emilia Sirbu, Diana Pasarin, Andra Ionela Ghizdareanu, Raluca Senin, Ioana Silvia Hosu, Ana-Mihaela Gavrilă, Bianca-Ana-Maria Burdusel, and Vasile Lavric. 2025. "Enhancement of Microencapsulation of Rapeseed Oil Bioactive Compounds in Alginate Through Sonication" Foods 14, no. 10: 1692. https://doi.org/10.3390/foods14101692
APA StyleEnascuta, C.-E., Sirbu, E.-E., Pasarin, D., Ghizdareanu, A. I., Senin, R., Hosu, I. S., Gavrilă, A.-M., Burdusel, B.-A.-M., & Lavric, V. (2025). Enhancement of Microencapsulation of Rapeseed Oil Bioactive Compounds in Alginate Through Sonication. Foods, 14(10), 1692. https://doi.org/10.3390/foods14101692