
Comparison of the Rheological Properties of Plant Proteins from Various Sources for Extrusion Applications


Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Dough Preparation
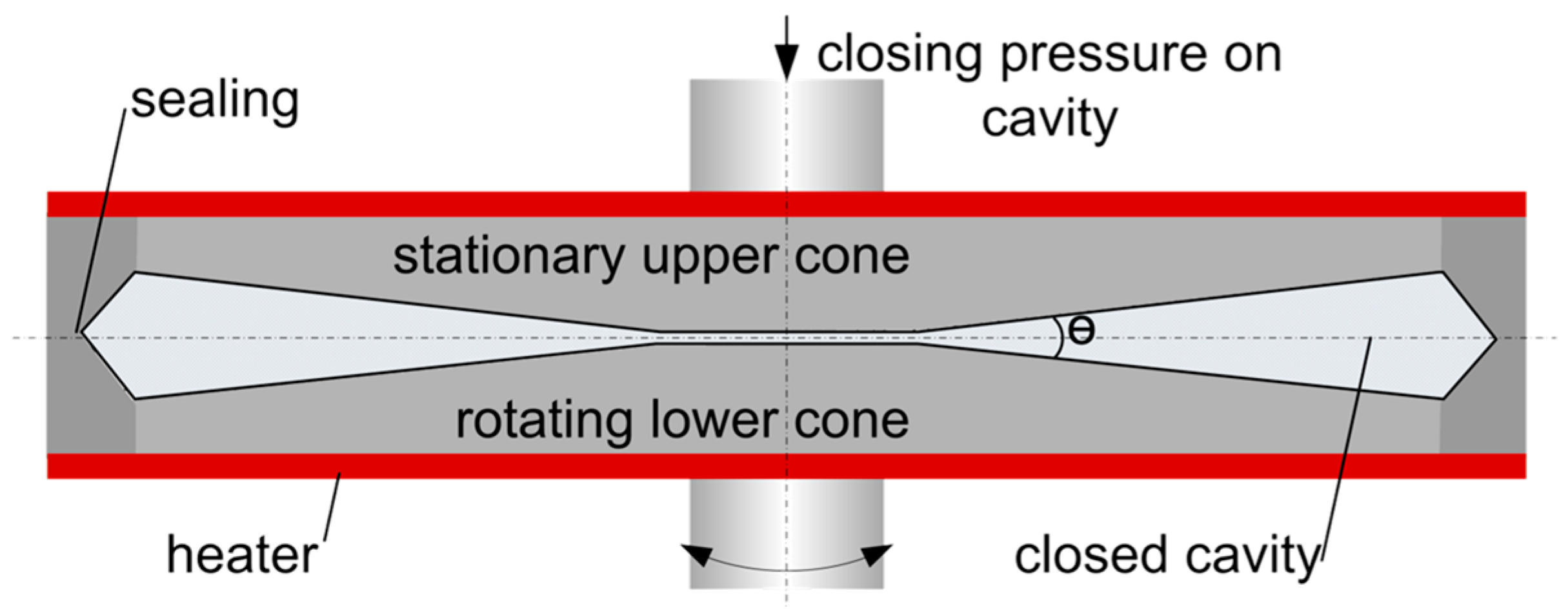
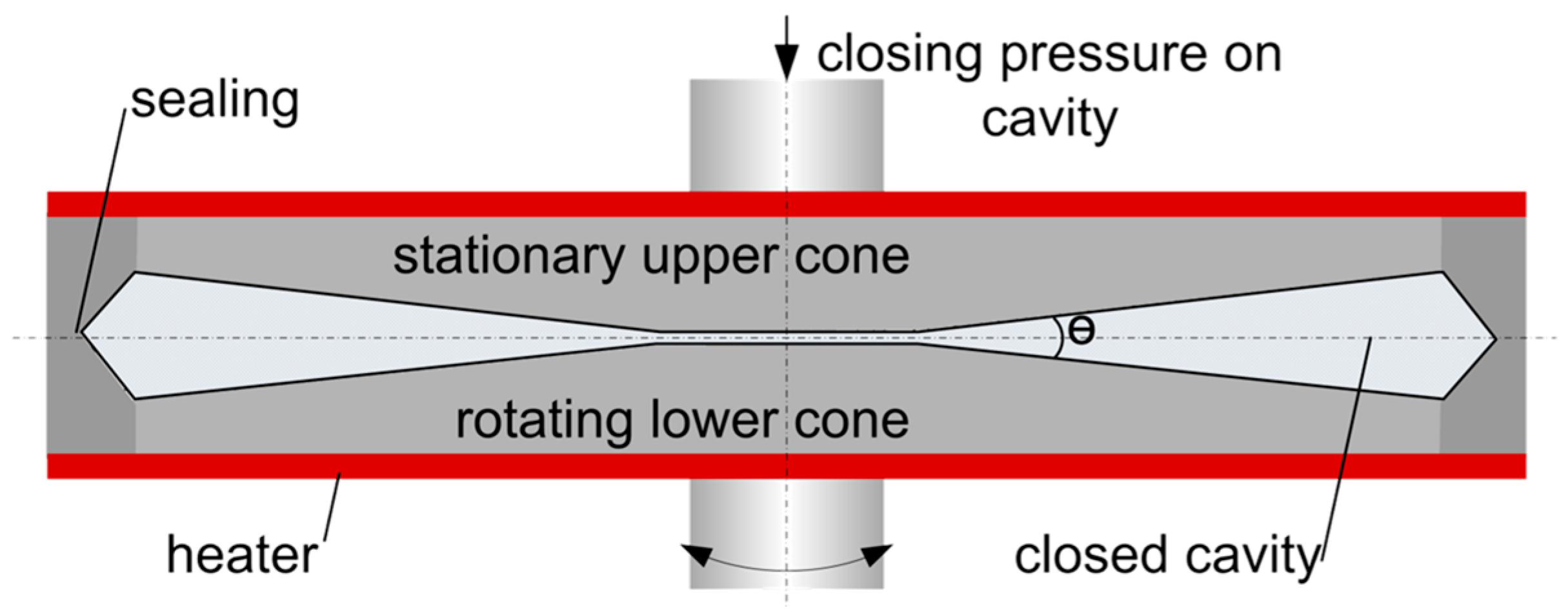
2.3. Rheological Measurements
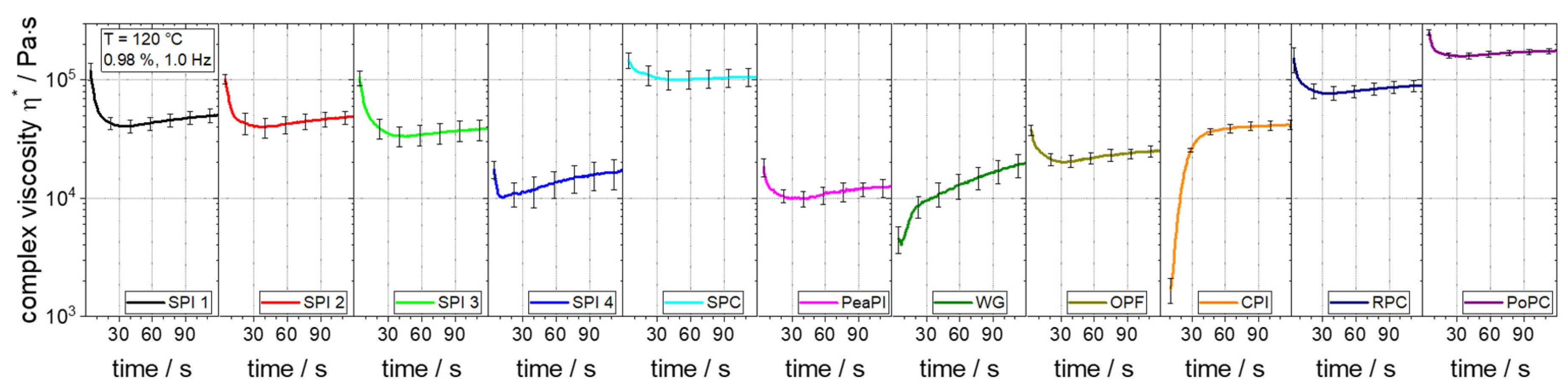
2.3.1. Time Sweeps
2.3.2. Strain Sweeps
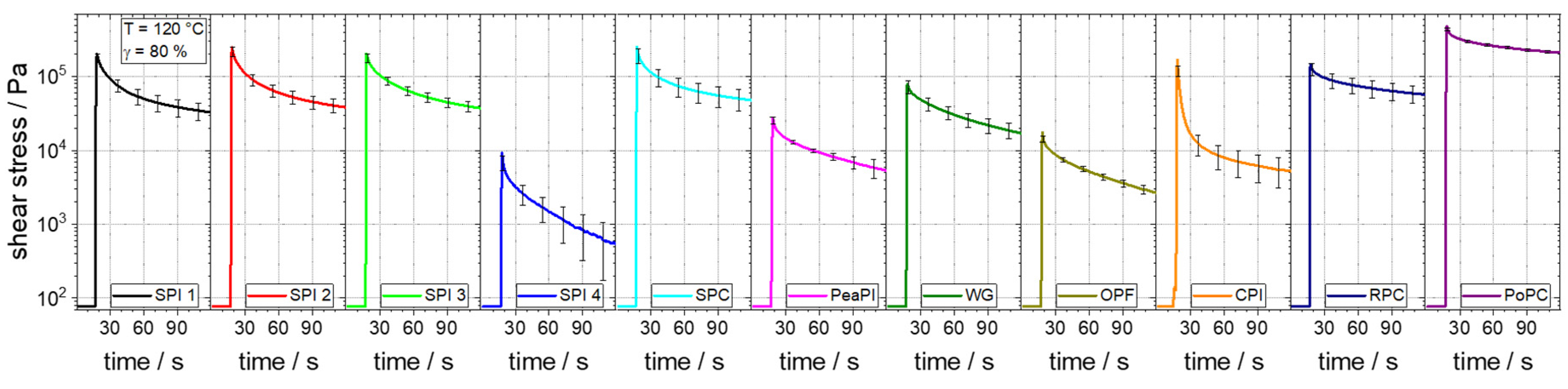
2.3.3. Stress Relaxation Tests
3. Results and Discussion
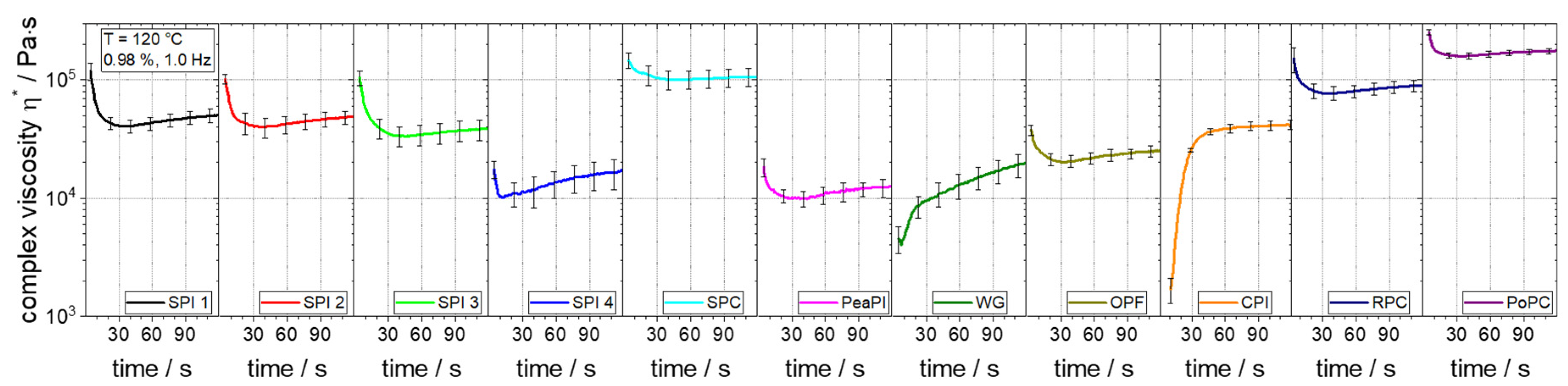
3.1. Development of Material Viscosity over Time
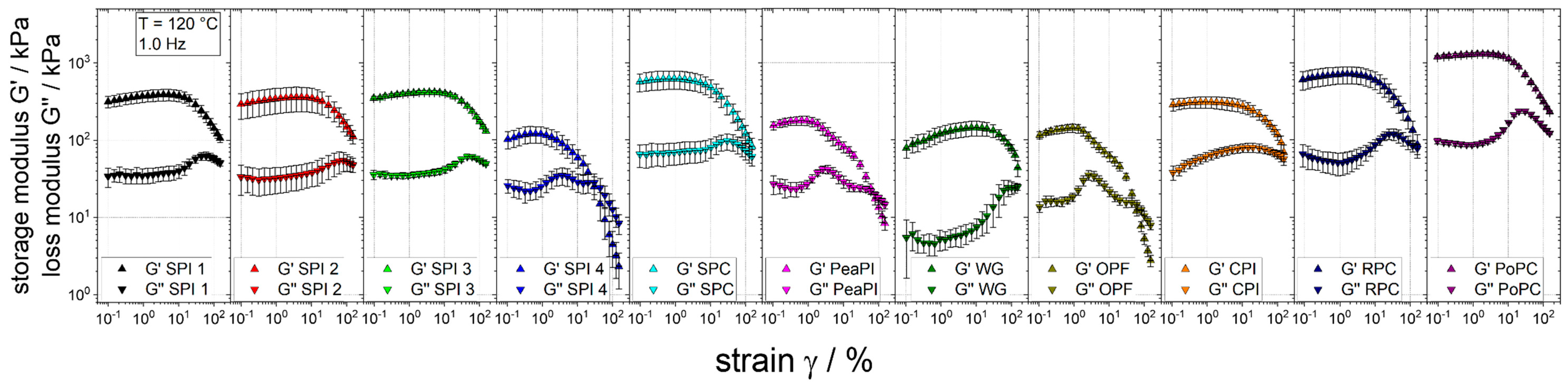
3.2. Comparison of Strain-Dependent Rheological Behaviour
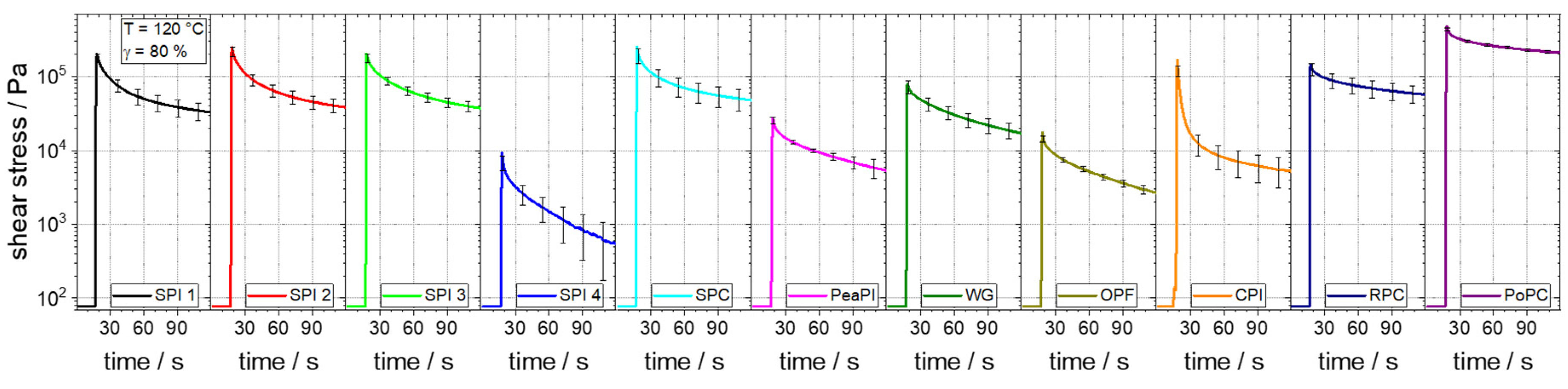
3.3. Comparison of Elastic Behaviour
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Melina, V.; Craig, W.J.; Levin, S. Position of the academy of nutrition and dietetics: Vegetarian diets. J. Acad. Nutr. Diet. 2016, 116, 1970–1980. [Google Scholar] [CrossRef]
- Dwyer, J.T. Nutritional consequences of vegetarianism. Annu. Rev. Nutr. 1991, 11, 61–91. [Google Scholar] [CrossRef]
- Wittek, P.; Zeiler, N.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of soy protein: Investigations on the formation of anisotropic product structure. Foods 2021, 10, 102. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Emin, M.A.; Schuchmann, H.P. Process conditions influencing wheat gluten polymerization during high moisture extrusion of meat analog products. J. Food Eng. 2017, 198, 28–35. [Google Scholar] [CrossRef]
- Osen, R.; Toelstede, S.; Wild, F.; Eisner, P.; Schweiggert-Weisz, U. High moisture extrusion cooking of pea protein isolates: Raw material characteristics, extruder responses, and texture properties. J. Food Eng. 2014, 127, 67–74. [Google Scholar] [CrossRef]
- Chen, F.L.; Wei, Y.M.; Zhang, B.; Ojokoh, A.O. System parameters and product properties response of soybean protein extruded at wide moisture range. J. Food Eng. 2010, 96, 208–213. [Google Scholar] [CrossRef]
- Martin, A.; Osen, R.; Karbstein, H.P.; Emin, M.A. Impact of rapeseed press cake on the rheological properties and expansion dynamics of extruded maize starch. Foods 2021, 10, 616. [Google Scholar] [CrossRef] [PubMed]
- Philipp, C.; Emin, M.A.; Buckow, R.; Silcock, P.; Oey, I. Pea protein-fortified extruded snacks: Linking melt viscosity and glass transition temperature with expansion behaviour. J. Food Eng. 2018, 217, 93–100. [Google Scholar] [CrossRef]
- Philipp, C.; Buckow, R.; Silcock, P.; Oey, I. Instrumental and sensory properties of pea protein-fortified extruded rice snacks. Food Res. Int. 2017, 102, 658–665. [Google Scholar] [CrossRef]
- Jones, O.G. Recent advances in the functionality of non-animal-sourced proteins contributing to their use in meat analogs. Curr. Opin. Food Sci. 2016, 7, 7–13. [Google Scholar] [CrossRef]
- De Angelis, D.; Kaleda, A.; Pasqualone, A.; Vaikma, H.; Tamm, M.; Tammik, M.-L.; Squeo, G.; Summo, C. Physicochemical and sensorial evaluation of meat analogues produced from dry-fractionated pea and oat proteins. Foods 2020, 9, 1754. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Liu, G.; Ying, D.; Sanguansri, L.; Augustin, M.A. Effect of extrusion conditions on the physico-chemical properties and in vitro protein digestibility of canola meal. Food Res. Int. 2017, 100, 658–664. [Google Scholar] [CrossRef] [PubMed]
- Palanisamy, M.; Franke, K.; Berger, R.G.; Heinz, V.; Töpfl, S. High moisture extrusion of lupin protein: Influence of extrusion parameters on extruder responses and product properties. J. Sci. Food Agric. 2019, 99, 2175–2185. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Liu, L.; Jiang, Y.; Faisal, S.; Wang, Q. A new insight into the high-moisture extrusion process of peanut protein: From the aspect of the orders and amount of energy input. J. Food Eng. 2020, 264, 109668. [Google Scholar] [CrossRef]
- Rehrah, D.; Ahmedna, M.; Goktepe, I.; Yu, J. Extrusion parameters and consumer acceptability of a peanut-based meat analogue. Int. J. Food Sci. Nutr. 2009, 44, 2075–2084. [Google Scholar] [CrossRef]
- Aguilera, J.M.; Rossi, F.; Hiche, E.; Chichester, C.O. Development and evaluation of an extrusion-texturized peanut protein. J. Food Sci. 1980, 45, 246–250. [Google Scholar] [CrossRef]
- Zahari, I.; Ferawati, F.; Helstad, A.; Ahlström, C.; Östbring, K.; Rayner, M.; Purhagen, J.K. Development of high-moisture meat analogues with hemp and soy protein using extrusion cooking. Foods 2020, 9, 772. [Google Scholar] [CrossRef] [PubMed]
- Gorissen, S.H.M.; Crombag, J.J.R.; Senden, J.M.G.; Waterval, W.A.H.; Bierau, J.; Verdijk, L.B.; van Loon, L.J.C. Protein content and amino acid composition of commercially available plant-based protein isolates. Amino Acids 2018, 50, 1685–1695. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Day, L. Proteins from land plants—Potential resources for human nutrition and food security. Trends Food Sci. Tech. 2013, 32, 25–42. [Google Scholar] [CrossRef]
- Arrese, E.L.; Sorgentini, D.A.; Wagner, J.R.; Anon, M.C. Electrophoretic, solubility and functional properties of commercial soy protein isolates. J. Agric. Food Chem. 1991, 39, 1029–1032. [Google Scholar] [CrossRef]
- Moure, A.; Sineiro, J.; Domínguez, H.; Parajó, J.C. Functionality of oilseed protein products: A review. Food Res. Int. 2006, 39, 945–963. [Google Scholar] [CrossRef]
- Añón, M.C.; Sorgentini, D.A.; Wagner, J.R. Relationships between different hydration properties of commercial and laboratory soybean isolates. J. Agric. Food Chem. 2001, 49, 4852–4858. [Google Scholar] [CrossRef]
- Wagner, J.R.; Sorgentini, D.A.; Añón, M.C. Relation between solubility and surface hydrophobicity as an indicator of modifications during preparation processes of commercial and laboratory-prepared soy protein isolates. J. Agric. Food Chem. 2000, 48, 3159–3165. [Google Scholar] [CrossRef] [PubMed]
- Sheard, P.R.; Mitchell, J.R.; Ledward, D.A. Extrusion behaviour of different soya isolates and the effect of particle size. Int. J. Food Sci. Nutr. 1986, 21, 627–641. [Google Scholar] [CrossRef]
- Emin, M.A.; Schuchmann, H.P. Droplet breakup and coalescence in a twin-screw extrusion processing of starch based matrix. J. Food Eng. 2013, 116, 118–129. [Google Scholar] [CrossRef]
- Einde, R.V.D.; Akkermans, C.; van der Goot, A.J.; Boom, R. Molecular breakdown of corn starch by thermal and mechanical effects. Carbohydr. Polym. 2004, 56, 415–422. [Google Scholar] [CrossRef]
- Horvat, M.; Emin, M.A.; Hochstein, B.; Willenbacher, N.; Schuchmann, H.P. A multiple-step slit die rheometer for rheological characterization of extruded starch melts. J. Food Eng. 2013, 116, 398–403. [Google Scholar] [CrossRef]
- Robin, F.; Dattinger, S.; Boire, A.; Forny, L.; Horvat, M.; Schuchmann, H.P.; Palzer, S. Elastic properties of extruded starchy melts containing wheat bran using on-line rheology and dynamic mechanical thermal analysis. J. Food Eng. 2012, 109, 414–423. [Google Scholar] [CrossRef]
- Valle, G.; Vergnes, B.; Colonna, P.; Patria, A. Relations between rheological properties of molten starches and their expansion behaviour in extrusion. J. Food Eng. 1997, 31, 277–295. [Google Scholar] [CrossRef]
- Lai, L.S.; Kokini, J.L. Physicochemical changes and rheological properties of starch during extrusion. (A review). Biotechnol. Prog. 1991, 7, 251–266. [Google Scholar] [CrossRef]
- Tolstoguzov, V.B. Thermoplastic extrusion-the mechanism of the formation of extrudate structure and properties. J. Am. Oil Chem. Soc. 1993, 70, 417–424. [Google Scholar] [CrossRef]
- Cheftel, J.C.; Kitagawa, M.; Quéguiner, C. New protein texturization processes by extrusion cooking at high moisture levels. Food Rev. Int. 1992, 8, 235–275. [Google Scholar] [CrossRef]
- Wittek, P.; Ellwanger, F.; Karbstein, H.P.; Emin, M.A. Morphology development and flow characteristics during high moisture extrusion of a plant-based meat analogue. Foods 2021. submitted. [Google Scholar]
- Wittek, P.; Zeiler, N.; Karbstein, H.P.; Emin, M.A. Analysis of the complex rheological properties of highly concentrated proteins with a closed cavity rheometer. Appl. Rheol. 2020, 30, 64–76. [Google Scholar] [CrossRef]
- Emin, M.A.; Schuchmann, H.P. A mechanistic approach to analyze extrusion processing of biopolymers by numerical, rheological, and optical methods. Trends Food Sci. Tech. 2017, 60, 88–95. [Google Scholar] [CrossRef]
- Pommet, M.; Morel, M.-H.; Redl, A.; Guilbert, S. Aggregation and degradation of plasticized wheat gluten during thermo-mechanical treatments, as monitored by rheological and biochemical changes. Polymer 2004, 45, 6853–6860. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Bühler, J.M.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of soy protein concentrate: Influence of thermomechanical treatment on protein-protein interactions and rheological properties. J. Food Eng. 2019, 251, 11–18. [Google Scholar] [CrossRef]
- Wittek, P.; Karbstein, H.P.; Emin, M.A. Blending proteins in high moisture extrusion to design meat analogues: Rheological properties, morphology development and product properties. Foods 2021, 10, 1509. [Google Scholar] [CrossRef]
- Schreuders, F.K.G.; Sagis, L.M.; Bodnár, I.; Erni, P.; Boom, R.M.; van der Goot, A.J. Mapping the texture of plant protein blends for meat analogues. Food Hydrocoll. 2021, 106753. [Google Scholar] [CrossRef]
- Kendler, C.; Duchardt, A.; Karbstein, H.P.; Emin, M.A. Effect of oil content and oil addition point on the extrusion processing of wheat gluten-based meat analogues. Foods 2021, 10, 697. [Google Scholar] [CrossRef]
- Schreuders, F.K.G.; Sagis, L.; Bodnár, I.; Erni, P.; Boom, R.M.; van der Goot, A.J. Small and large oscillatory shear properties of concentrated proteins. Food Hydrocoll. 2021, 110, 106172. [Google Scholar] [CrossRef]
- Dekkers, B.L.; Boom, R.M.; van der Goot, A.J. Viscoelastic properties of soy protein isolate-pectin blends: Richer than those of a simple composite material. Food Res. Int. 2018, 107, 281–288. [Google Scholar] [CrossRef] [PubMed]
- Dekkers, B.L.; Emin, M.A.; Boom, R.M.; van der Goot, A.J. The phase properties of soy protein and wheat gluten in a blend for fibrous structure formation. Food Hydrocoll. 2018, 79, 273–281. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Karbstein, H.P.; Emin, M.A. Kinetics of wheat gluten polymerization at extrusion-like conditions relevant for the production of meat analog products. Food Hydrocoll. 2018, 85, 102–109. [Google Scholar] [CrossRef]
- Emin, M.A.; Quevedo, M.; Wilhelm, M.; Karbstein, H.P. Analysis of the reaction behavior of highly concentrated plant proteins in extrusion-like conditions. Innov. Food Sci. Emerg. Technol. 2017, 44, 15–20. [Google Scholar] [CrossRef]
- Bouvier, J.-M.; Campanella, O. Extrusion Processing Technology: Food and Non-Food Biomaterials; John Wiley & Sons Inc: Chichester, West Sussex, UK, 2014; ISBN 978-1-4443-3811-9. [Google Scholar]
- Berry, G.C.; Fox, T. The viscosity of polymers and their concentrated solutions. In Fortschritte der Hochpolymeren-Forschung; Springer: Berlin/Heidelberg, Germany, 1968; pp. 261–357. ISBN 3-540-04032-3. [Google Scholar]
- Pietsch, V.L.; Werner, R.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of wheat gluten: Relationship between process parameters, protein polymerization, and final product characteristics. J. Food Eng. 2019, 259, 3–11. [Google Scholar] [CrossRef]
- Preece, K.E.; Hooshyar, N.; Zuidam, N.J. Whole soybean protein extraction processes: A review. Innov. Food Sci. Emerg. Techn. 2017, 43, 163–172. [Google Scholar] [CrossRef] [Green Version]
- Cogan, U.; Yaron, A.; Berk, Z.; Mizrahi, S. Isolation of soybean protein: Effect of processing conditions on yields and purity. J. Am. Oil Chem. Soc. 1967, 44, 321–324. [Google Scholar] [CrossRef]
- Belter, P.A.; Smith, A.K. Protein denaturation in soybean meal during processing. J. Am. Oil Chem. Soc. 1952, 29, 170–174. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Schöffel, F.; Rädle, M.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of wheat gluten: Modeling of the polymerization behavior in the screw section of the extrusion process. J. Food Eng. 2019, 246, 67–74. [Google Scholar] [CrossRef]
- Koch, L.; Emin, M.A.; Schuchmann, H.P. Influence of processing conditions on the formation of whey protein-citrus pectin conjugates in extrusion. J. Food Eng. 2017, 193, 1–9. [Google Scholar] [CrossRef]
- Kasai, N.; Imashiro, Y.; Morita, N. Extraction of soybean oil from single cells. J. Agric. Food Chem. 2003, 51, 6217–6222. [Google Scholar] [CrossRef]
- Ouhida, I.; Pérez, J.F.; Gasa, J. Soybean (Glycine max) cell wall composition and availability to feed enzymes. J. Agric. Food Chem. 2002, 50, 1933–1938. [Google Scholar] [CrossRef]
- Wolf, W.J. Soybean proteins. Their functional, chemical, and physical properties. J. Agric. Food Chem. 1970, 18, 969–976. [Google Scholar] [CrossRef]
- Fu, J.; Mulvaney, S.J.; Cohen, C. Effect of added fat on the rheological properties of wheat flour doughs. Cereal Chem. 1997, 74, 304–311. [Google Scholar] [CrossRef]
- Emin, M.A.; Wittek, P.; Schwegler, Y. Numerical analysis of thermal and mechanical stress profile during the extrusion processing of plasticized starch by non-isothermal flow simulation. J. Food Eng. 2021, 294, 110407. [Google Scholar] [CrossRef]
- Emin, M.A.; Schuchmann, H.P. Analysis of the dispersive mixing efficiency in a twin-screw extrusion processing of starch based matrix. J. Food Eng. 2013, 115, 132–143. [Google Scholar] [CrossRef]
- Mezger, T.G. The Rheology Handbook: For Users of Rotational and Oscillation Rheometers, 2nd ed.; Vincentz Network: Hannover, Germany, 2006; ISBN 3878701748. [Google Scholar]
- Hyun, K.; Kim, S.H.; Ahn, K.H.; Lee, S.J. Large amplitude oscillatory shear as a way to classify the complex fluids. J. Non-Newtonian Fluid Mech. 2002, 107, 51–65. [Google Scholar] [CrossRef]
- Duvarci, O.C.; Yazar, G.; Kokini, J.L. The comparison of LAOS behavior of structured food materials (suspensions, emulsions and elastic networks). Trends Food Sci. Tech. 2017, 60, 2–11. [Google Scholar] [CrossRef]
- Hyun, K.; Wilhelm, M.; Klein, C.O.; Cho, K.S.; Nam, J.G.; Ahn, K.H.; Lee, S.J.; Ewoldt, R.H.; McKinley, G.H. A review of nonlinear oscillatory shear tests: Analysis and application of large amplitude oscillatory shear (LAOS). Prog. Polym. Sci. 2011, 36, 1697–1753. [Google Scholar] [CrossRef]
- Abang Zaid, D.N.; Chin, N.L.; Yusof, Y.A. A review on rheological properties and measurements of dough and gluten. J. Appl. Sci. 2010, 10, 2478–2490. [Google Scholar] [CrossRef] [Green Version]
- Belton, P.S. Mini review: On the elasticity of wheat gluten. J. Cereal Sci. 1999, 29, 103–107. [Google Scholar] [CrossRef]
- Lin, S.; Huff, H.E.; Hsieh, F. Texture and chemical characteristics of soy protein meat analog extruded at high moisture. J. Food Sci. 2000, 65, 264–269. [Google Scholar] [CrossRef]
- Liu, K.; Hsieh, F.-H. Protein-protein interactions during high-moisture extrusion for fibrous meat analogues and comparison of protein solubility methods using different solvent systems. J. Agric. Food Chem. 2008, 56, 2681–2687. [Google Scholar] [CrossRef]
- Wild, F.; Czerny, M.; Janssen, A.M.; Kole, A.; Zunabovic, M.; Domig, K.J. The evolution of a plant-based alternative to meat: From niche markets to widely accepted meat alternatives. Agro. Food Ind. Hi-Tech. 2014, 25, 45–49. [Google Scholar]
- Steffe, J.F. Rheological Methods in Food Process Engineering, 2nd ed.; Freeman Press: East Lansing, MI, USA, 1996; ISBN 9780963203618. [Google Scholar]
- Safari-Ardi, M.; Phan-Thien, N. Stress relaxation and oscillatory tests to distinguish between doughs prepared from wheat flours of different varietal origin. Cereal Chem. 1998, 75, 80–84. [Google Scholar] [CrossRef]
- Rao, V.K.; Mulvaney, S.J.; Dexter, J.E. Rheological characterisation of long- and short- mixing flours based on stress—Relaxation. J. Cereal Sci. 2000, 31, 159–171. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Short Name | Plant Origin | Brand Name | Manufacturer | Protein Content (Dry Basis) | Moisture Content |
|---|---|---|---|---|---|
| SPI 1 | Soy | Supro ST | Solae | >90% | 3.4% |
| SPI 2 | Soy | PRO-FAM 974 | ADM | >90% | 2.7% |
| SPI 3 | Soy | SUPRO 500E IP | Solae | >90% | 4.8% |
| SPI 4 | Soy | PRO-FAM 781 | ADM | >90% | 5.6% |
| SPC | Soy | Alpha 8 IP | Solae | >67% | 5.1% |
| PeaPI | Pea | Nutralys S85 Plus N | Roquette | >84% | 2.5% |
| OPF | Oat | PrOatein | Tate&Lyle | >50% | 3.0% |
| RPC | Rice | Remypro N80+ | Beneo | >79% | 4.6% |
| PoPC | Potato | Protastar | Avebe | >76.5% | 6.4% |
| WG | Wheat | Vital Wheat Gluten | Kröner-Stärke | >83% | 4.5% |
| CPI | Canola | Canola Pro | DSM | >90% | 4.6% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wittek, P.; Walther, G.; Karbstein, H.P.; Emin, M.A. Comparison of the Rheological Properties of Plant Proteins from Various Sources for Extrusion Applications. Foods 2021, 10, 1700. https://doi.org/10.3390/foods10081700
Wittek P, Walther G, Karbstein HP, Emin MA. Comparison of the Rheological Properties of Plant Proteins from Various Sources for Extrusion Applications. Foods. 2021; 10(8):1700. https://doi.org/10.3390/foods10081700
Chicago/Turabian StyleWittek, Patrick, Goeran Walther, Heike P. Karbstein, and M. Azad Emin. 2021. "Comparison of the Rheological Properties of Plant Proteins from Various Sources for Extrusion Applications" Foods 10, no. 8: 1700. https://doi.org/10.3390/foods10081700
APA StyleWittek, P., Walther, G., Karbstein, H. P., & Emin, M. A. (2021). Comparison of the Rheological Properties of Plant Proteins from Various Sources for Extrusion Applications. Foods, 10(8), 1700. https://doi.org/10.3390/foods10081700