Fiber-Fed 3D Printing of Germanate Glass Optics


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
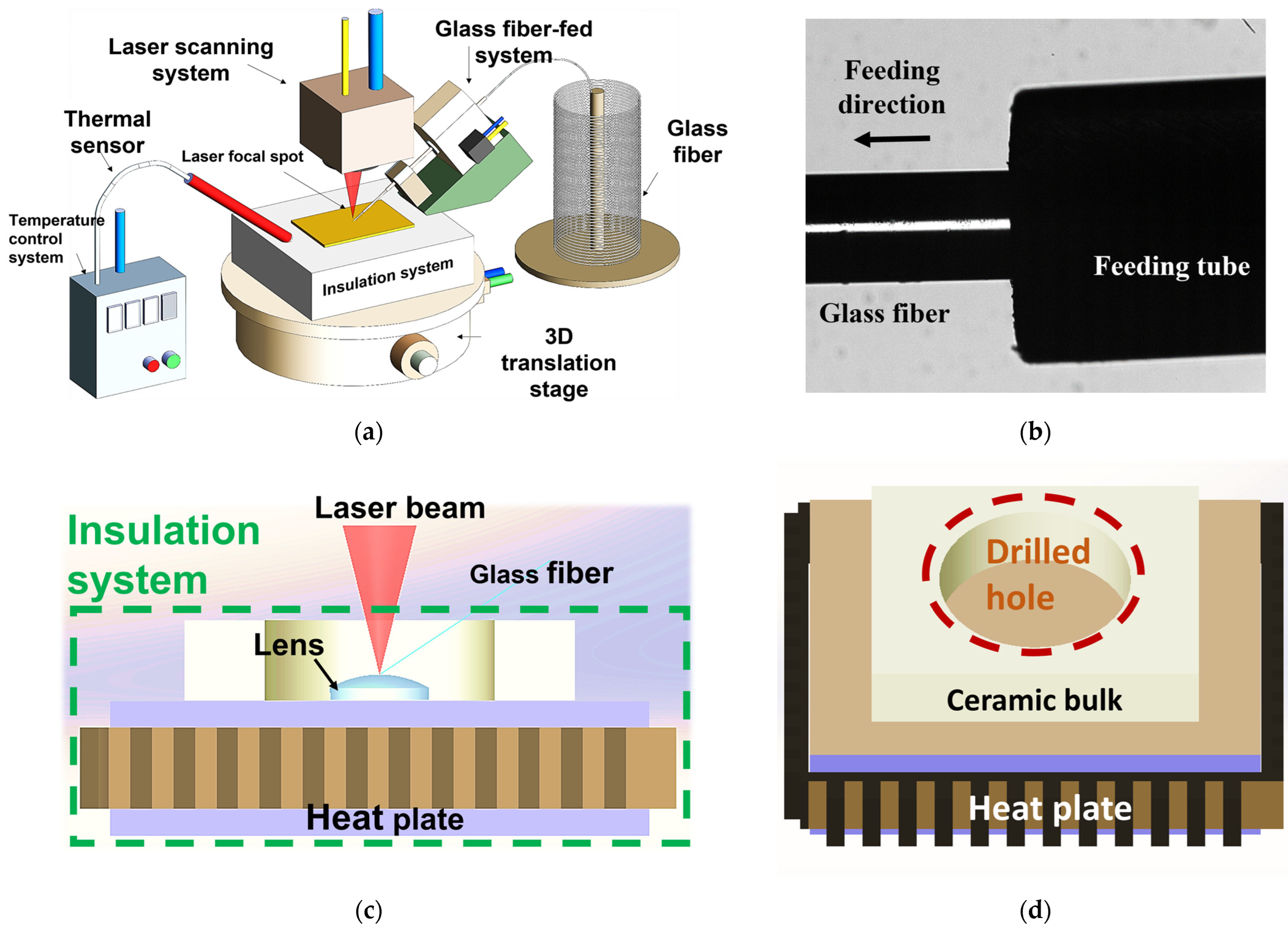
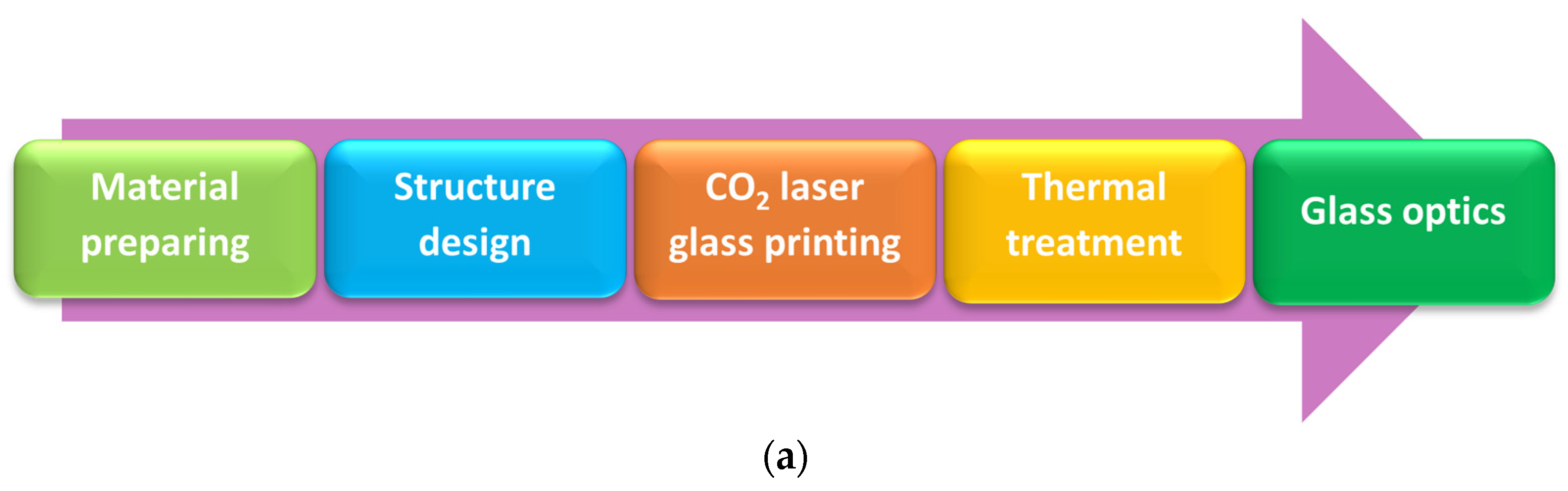
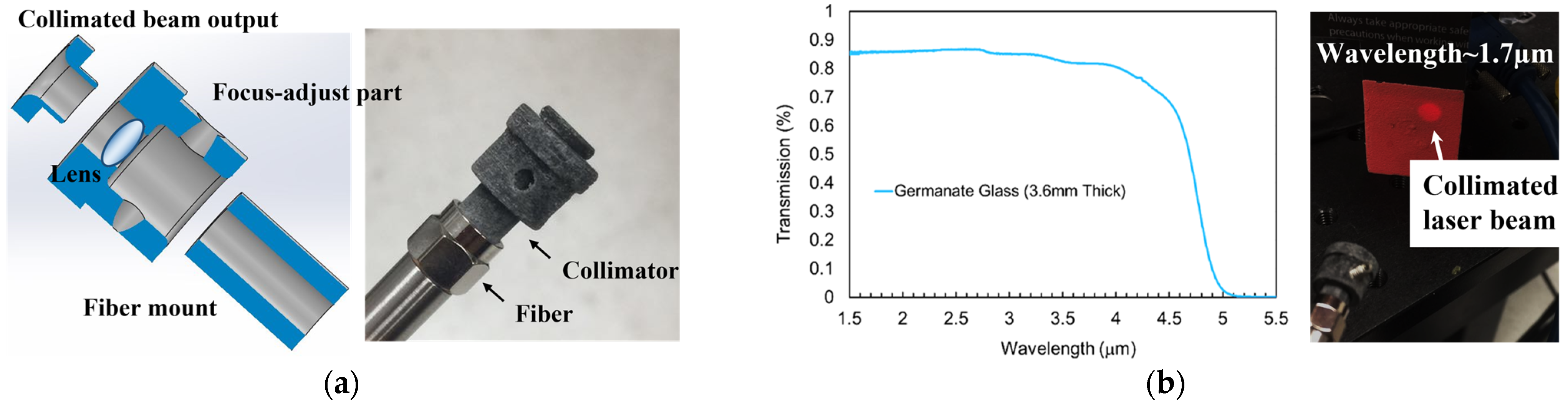
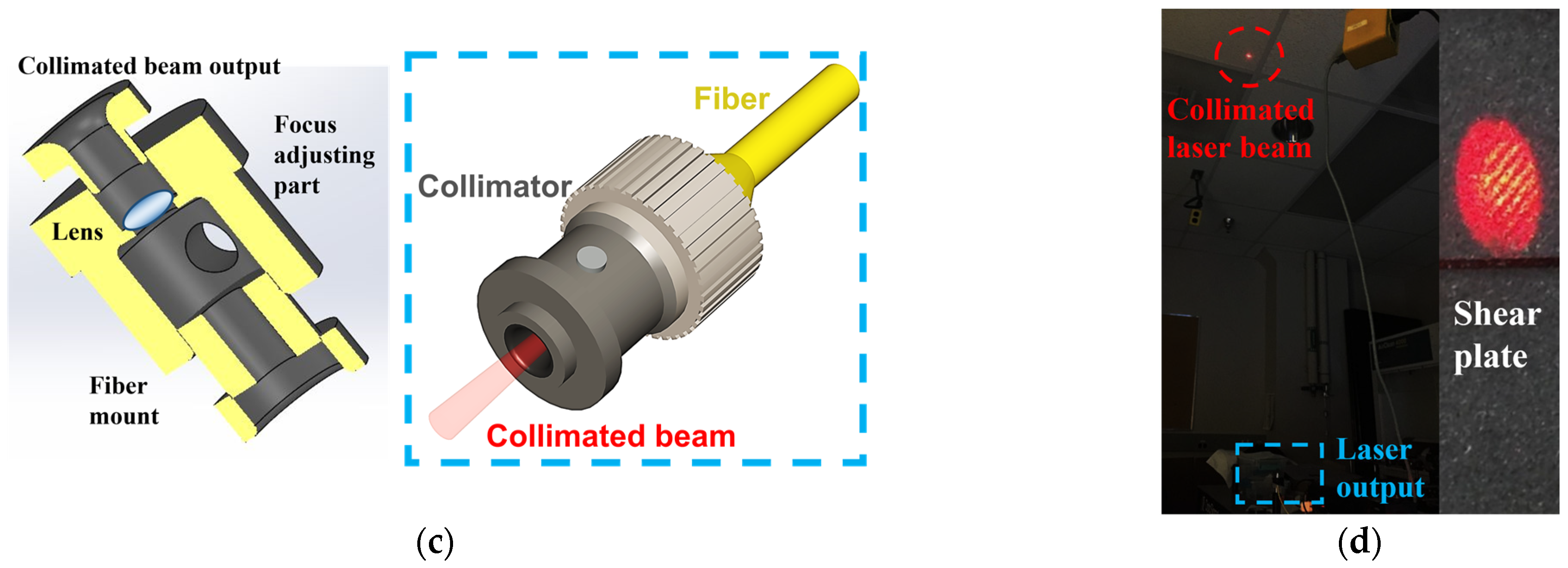
2. Materials and Methods
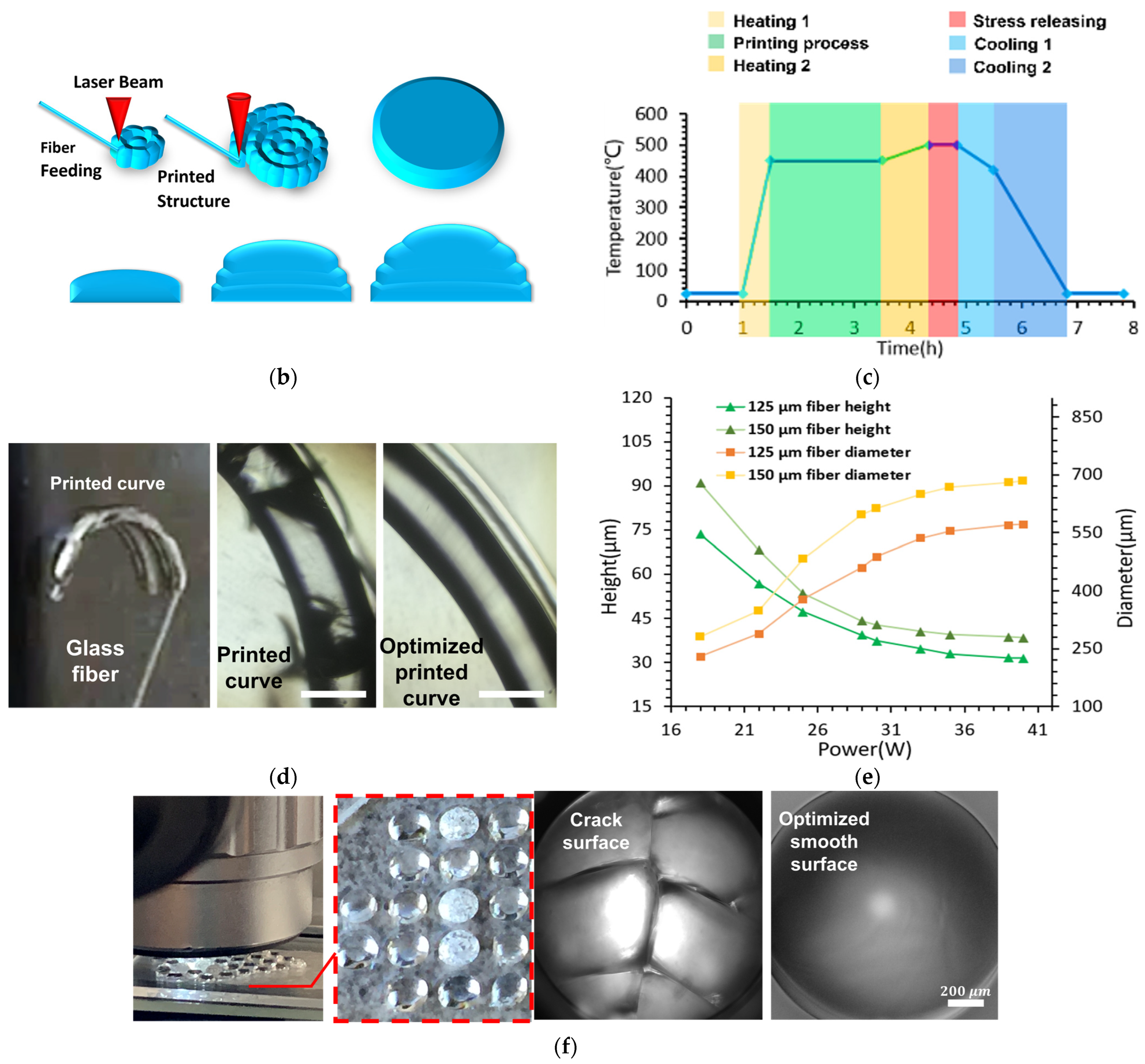
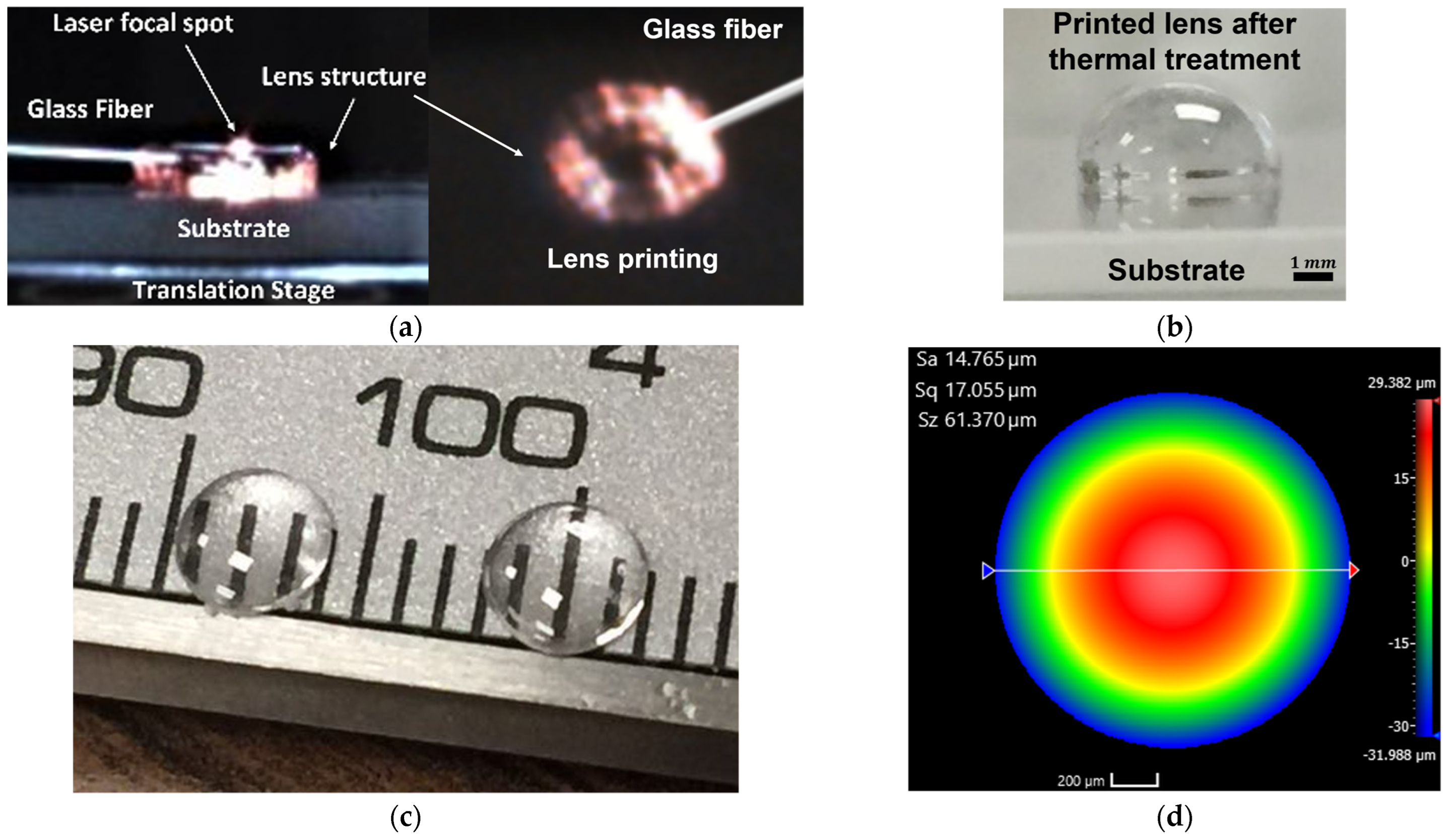
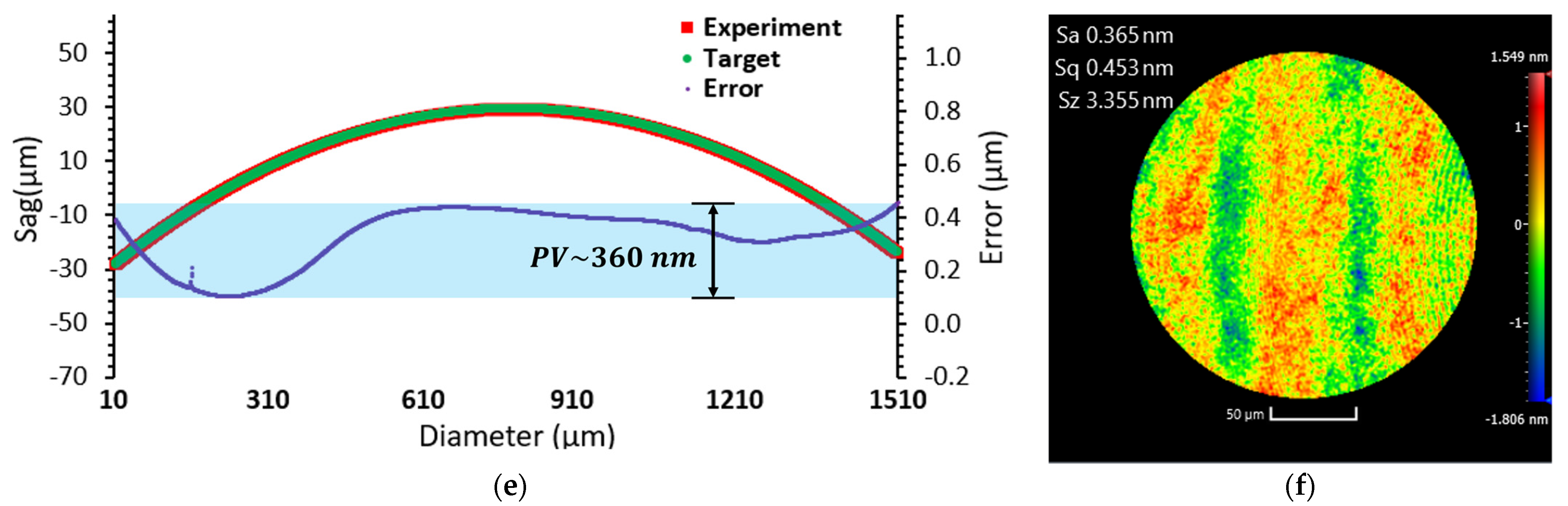
3. Fabrication Results
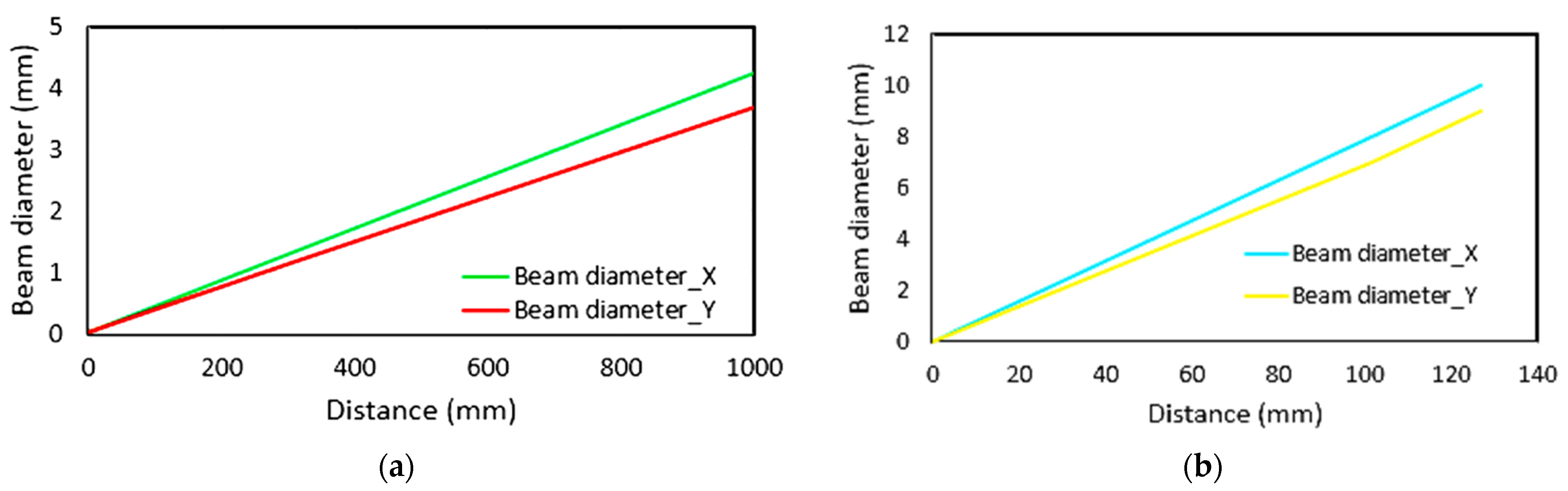
4. Experiment Results
5. Conclusions and Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dey, M.; Ozbolat, I.T. 3D bioprinting of cells, tissues and organs. Sci. Rep. 2020, 10, 14023. [Google Scholar] [CrossRef] [PubMed]
- Duda, T.; Raghavan, L.V. 3D Metal Printing Technology. IFAC-Pap. 2016, 49, 103–110. [Google Scholar] [CrossRef]
- Hager, I.; Golonka, A.; Putanowicz, R. 3D Printing of Buildings and Building Components as the Future of Sustainable Construction? Procedia Eng. 2016, 151, 292–299. [Google Scholar] [CrossRef]
- Kang, W.; Hong, Z.; Liang, R. 3D printing optics with hybrid material. Appl. Opt. 2021, 60, 1809–1813. [Google Scholar] [CrossRef] [PubMed]
- Liang, R.; Hong, Z. Laser-Assisted Additive Manufacture of Optics Using Thermally Curable Materials. U.S. Patent Application No. 16/484,310, 30 January 2020. [Google Scholar]
- Li, Z.; Hong, Z.; Xiao, Y.; Hao, Q.; Liang, R. Thermal effects in single-point curing process for pulsed infrared laser-assisted 3D printing of optics. 3D Print. Addit. Manuf. 2020, 7, 151–161. [Google Scholar] [CrossRef]
- Assefa, B.G.; Pekkarinen, M.; Partanen, H.; Biskop, J.; Turunen, J.; Saarinen, J. Imaging-quality 3D-printed centimeter-scale lens. Opt. Express 2019, 27, 12630–12637. [Google Scholar] [CrossRef]
- Chen, X.; Liu, W.; Dong, B.; Lee, J.; Ware, H.O.T.; Zhang, H.F.; Sun, C. High-speed 3D printing of millimeter-size customized aspheric imaging lenses with sub 7 nm surface roughness. Adv. Mater. 2018, 30, 1705683. [Google Scholar] [CrossRef]
- Hong, Z.; Liang, R. IR-laser assisted additive freeform optics manufacturing. Sci. Rep. 2017, 7, 1–7. [Google Scholar] [CrossRef]
- Takada, K.; Sun, H.-B.; Kawata, S. Improved spatial resolution and surface roughness in photopolymerization-based laser nanowriting. Appl. Phys. Lett. 2005, 86, 071122. [Google Scholar] [CrossRef]
- Cumpston, B.H.; Ananthavel, S.P.; Barlow, S.; Dyer, D.L.; Ehrlich, J.E.; Erskine, L.L.; Heikal, A.A.; Kuebler, S.M.; Lee, I.Y.S.; McCord-Maughon, D.; et al. Two-photon polymerization initiators for three-dimensional optical data storage and microfabrication. Nature 1999, 398, 51–54. [Google Scholar] [CrossRef]
- Mader, M.; Schlatter, O.; Heck, B.; Warmbold, A.; Dorn, A.; Zappe, H.; Risch, P.; Helmer, D.; Kotz, F.; Rapp, B.E. High-throughput injection molding of transparent fused silica glass. Science 2021, 372, 182–186. [Google Scholar] [CrossRef]
- Hong, Z.; Ye, P.; Loy, D.A.; Liang, R. Three-dimensional printing of glass micro-optics. Optica 2021, 8, 904–910. [Google Scholar] [CrossRef]
- Datsiou, K.C.; Saleh, E.; Spirrett, F.; Goodridge, R.; Ashcroft, I.; Eustice, D. Additive manufacturing of glass with laser powder bed fusion. J. Am. Ceram. Soc. 2019, 102, 4410–4414. [Google Scholar] [CrossRef]
- Hostetler, J.M.; Johnson, J.E.; Goldstein, J.T.; Bristow, D.A.; Landers, R.G.; Kinzel, E.C. Fiber-Fed Printing of Free-Form Free-Standing Glass Structures. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, University of Texas at Austin, Austin, TX, USA, 13–15 August 2018; pp. 994–1002. [Google Scholar]
- Nguyen, D.T.; Meyers, C.; Yee, T.D.; Dudukovic, N.A.; Destino, J.F.; Zhu, C.; Duoss, E.B.; Baumann, T.F.; Suratwala, T.; Smay, J.E. 3D-printed transparent glass. Adv. Mater. 2017, 29, 1701181. [Google Scholar] [CrossRef]
- Luo, J.; Gilbert, L.J.; Qu, C.; Landers, R.G.; Bristow, D.A.; Kinzel, E.C. Additive manufacturing of transparent soda-lime glass using a filament-fed process. J. Manuf. Sci. Eng. 2017, 139, 061006. [Google Scholar] [CrossRef]
- Kotz, F.; Arnold, K.; Bauer, W.; Schild, D.; Keller, N.; Sachsenheimer, K.; Nargang, T.M.; Richter, C.; Helmer, D.; Rapp, B.E. Three-dimensional printing of transparent fused silica glass. Nature 2017, 544, 337–339. [Google Scholar] [CrossRef]
- Luo, J.; Gilbert, L.J.; Bristow, D.A.; Landers, R.G.; Goldstein, J.T.; Urbas, A.M.; Kinzel, E.C. Additive manufacturing of glass for optical applications. In Laser 3D Manufacturing III; SPIE: Bellingham, WA, USA, 2016; pp. 123–131. [Google Scholar]
- Klein, J.; Stern, M.; Franchin, G.; Kayser, M.; Inamura, C.; Dave, S.; Weaver, J.C.; Houk, P.; Colombo, P.; Yang, M. Additive manufacturing of optically transparent glass. 3D Print. Addit. Manuf. 2015, 2, 92–105. [Google Scholar] [CrossRef]
- Fateri, M.; Gebhardt, A. Selective laser melting of soda-lime glass powder. Int. J. Appl. Ceram. Technol. 2015, 12, 53–61. [Google Scholar] [CrossRef]
- Luo, J.; Pan, H.; Kinzel, E.C. Additive manufacturing of glass. J. Manuf. Sci. Eng. 2014, 136, 061024. [Google Scholar] [CrossRef]
- Khmyrov, R.; Grigoriev, S.; Okunkova, A.; Gusarov, A. On the possibility of selective laser melting of quartz glass. Phys. Procedia 2014, 56, 345–356. [Google Scholar] [CrossRef]
- Marchelli, G.; Prabhakar, R.; Storti, D.; Ganter, M. The guide to glass 3D printing: Developments, methods, diagnostics and results. Rapid Prototyp. J. 2011, 17, 187–194. [Google Scholar] [CrossRef]
- Hong, Z.; Ye, P.; Loy, D.A.; Liang, R. High-Precision Printing of Complex Glass Imaging Optics with Precondensed Liquid Silica Resin. Adv. Sci. 2022, 9, 2105595. [Google Scholar] [CrossRef] [PubMed]
- Xiao, Y.; Hong, Z.; Zhao, G.C.H.; Liang, R.; Lucas, P.; Hao, Q. Thermal studies of three-dimensional printing using pulsed laser heating. ES Mater. Manuf. 2018, 1, 21–26. [Google Scholar] [CrossRef]
- Hong, Z.; Sun, Y.; Ye, P.; Loy, D.A.; Liang, R. Bio-inspired Compact, High-resolution Snapshot Hyperspectral Imaging System with 3D Printed Glass Lightguide Array. arXiv 2022, arXiv:2209.07777. [Google Scholar] [CrossRef]
- Eckel, Z.C.; Zhou, C.; Martin, J.H.; Jacobsen, A.J.; Carter, W.B.; Schaedler, T.A. Additive manufacturing of polymer-derived ceramics. Science 2016, 351, 58–62. [Google Scholar] [CrossRef]
- Lezal, D.; Pedlikova, J.; Kostka, P.; Bludska, J.; Poulain, M.; Zavadil, J. Heavy metal oxide glasses: Preparation and physical properties. J. Non-Cryst. Solids 2001, 284, 288–295. [Google Scholar] [CrossRef]
- Hahn, V.; Messer, T.; Bojanowski, N.M.; Curticean, E.R.; Wacker, I.; Schröder, R.R.; Blasco, E.; Wegener, M. Two-step absorption instead of two-photon absorption in 3D nanoprinting. Nat. Photonics 2021, 15, 932–938. [Google Scholar] [CrossRef]
- Gissibl, T.; Thiele, S.; Herkommer, A.; Giessen, H. Two-photon direct laser writing of ultracompact multi-lens objectives. Nat. Photonics 2016, 10, 554–560. [Google Scholar] [CrossRef]
- Jiang, S.; Luo, T. Thulium and/or Holmium Doped Germanosilicate Glasses for Two Micron Lasers. U.S. Patent No. 8,467,423, 18 June 2013. [Google Scholar]
- Farsari, M.; Chichkov, B.N. Two-photon fabrication. Nat. Photonics 2009, 3, 450–452. [Google Scholar] [CrossRef]
- Wang, P.; Ng, A.K.L.; Dowler, A.; Ebendorff-Heidepriem, H. Development of low-loss lead-germanate glass for mid-infrared fiber optics: II. preform extrusion and fiber fabrication. J. Am. Ceram. Soc. 2021, 104, 833–850. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, G.; Zhang, G.; Qiu, J.; Chen, D. Spectroscopic properties of Ho 3+/Yb 3+ codoped lanthanum aluminum germanate glasses with efficient energy transfer. J. Appl. Phys. 2009, 106, 113102. [Google Scholar] [CrossRef]
- Wu, J.; Yao, Z.; Zong, J.; Jiang, S. Highly efficient high-power thulium-doped germanate glass fiber laser. Opt. Lett. 2007, 32, 638–640. [Google Scholar] [CrossRef]
- Wu, J.; Jiang, S.; Luo, T.; Geng, J.; Peyghambarian, N.; Barnes, N.P. Efficient thulium-doped 2-μm germanate fiber laser. IEEE Photonics Technol. Lett. 2006, 18, 334–336. [Google Scholar]
- Walsh, B.M.; Barnes, N.P.; Reichle, D.J.; Jiang, S. Optical properties of Tm3+ ions in alkali germanate glass. J. Non-Cryst. Solids 2006, 352, 5344–5352. [Google Scholar] [CrossRef]
- Bayya, S.S.; Chin, G.D.; Sanghera, J.S.; Aggarwal, I.D. Germanate glass as a window for high energy laser systems. Opt. Express 2006, 14, 11687–11693. [Google Scholar] [CrossRef]
- Bayya, S.S.; Sanghera, J.S.; Aggarwal, I.D.; Wojcik, J.A. Infrared transparent germanate glass-ceramics. J. Am. Ceram. Soc. 2002, 85, 3114–3116. [Google Scholar] [CrossRef]
- Wang, J.; Lincoln, J.; Brocklesby, W.; Deol, R.; Mackechnie, C.; Pearson, A.; Tropper, A.; Hanna, D.; Payne, D. Fabrication and optical properties of lead-germanate glasses and a new class of optical fibers doped with Tm3+. J. Appl. Phys. 1993, 73, 8066–8075. [Google Scholar] [CrossRef]
- Dumbaugh, W.H. Infrared transmitting germanate glasses. In Emerging Optical Materials; SPIE: Bellingham, WA, USA, 1982; pp. 80–85. [Google Scholar]
- Geng, J.; Wang, Q.; Jiang, S. High-spectral-flatness mid-infrared supercontinuum generated from a Tm-doped fiber amplifier. Appl. Opt. 2012, 51, 834–840. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, Z.; Luo, T.; Jiang, S.; Liang, R. Fiber-Fed 3D Printing of Germanate Glass Optics. Photonics 2023, 10, 378. https://doi.org/10.3390/photonics10040378
Hong Z, Luo T, Jiang S, Liang R. Fiber-Fed 3D Printing of Germanate Glass Optics. Photonics. 2023; 10(4):378. https://doi.org/10.3390/photonics10040378
Chicago/Turabian StyleHong, Zhihan, Tao Luo, Shibin Jiang, and Rongguang Liang. 2023. "Fiber-Fed 3D Printing of Germanate Glass Optics" Photonics 10, no. 4: 378. https://doi.org/10.3390/photonics10040378
APA StyleHong, Z., Luo, T., Jiang, S., & Liang, R. (2023). Fiber-Fed 3D Printing of Germanate Glass Optics. Photonics, 10(4), 378. https://doi.org/10.3390/photonics10040378