Utilization of Steel-Making Dust in Drilling Fluids Formulations

 ,
,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials
3. Methodology
3.1. Screening and Characterization
3.2. Sample Preparation and Drilling Fluid Testing
3.3. Rheological Measurement
4. Results & Discussion
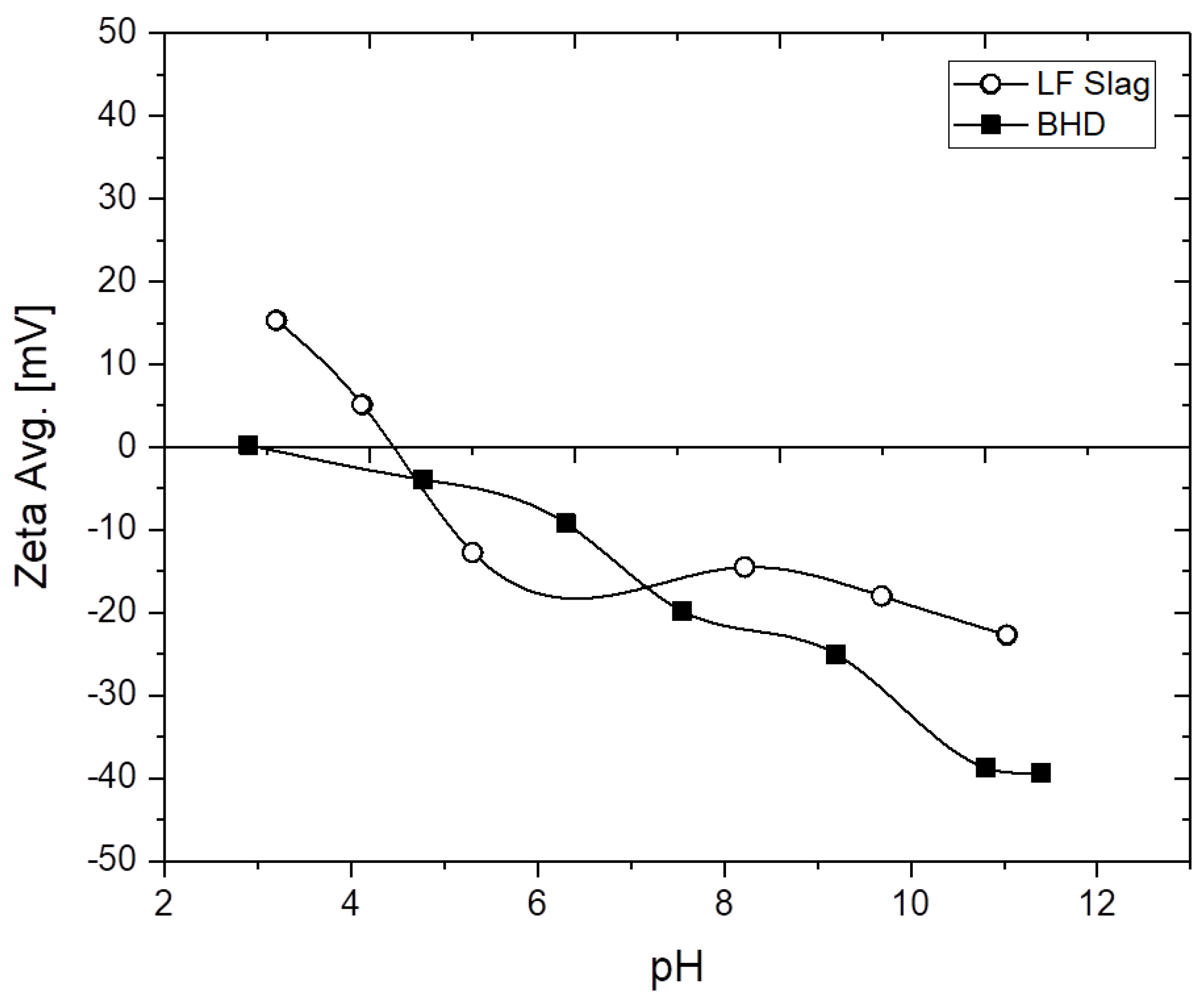
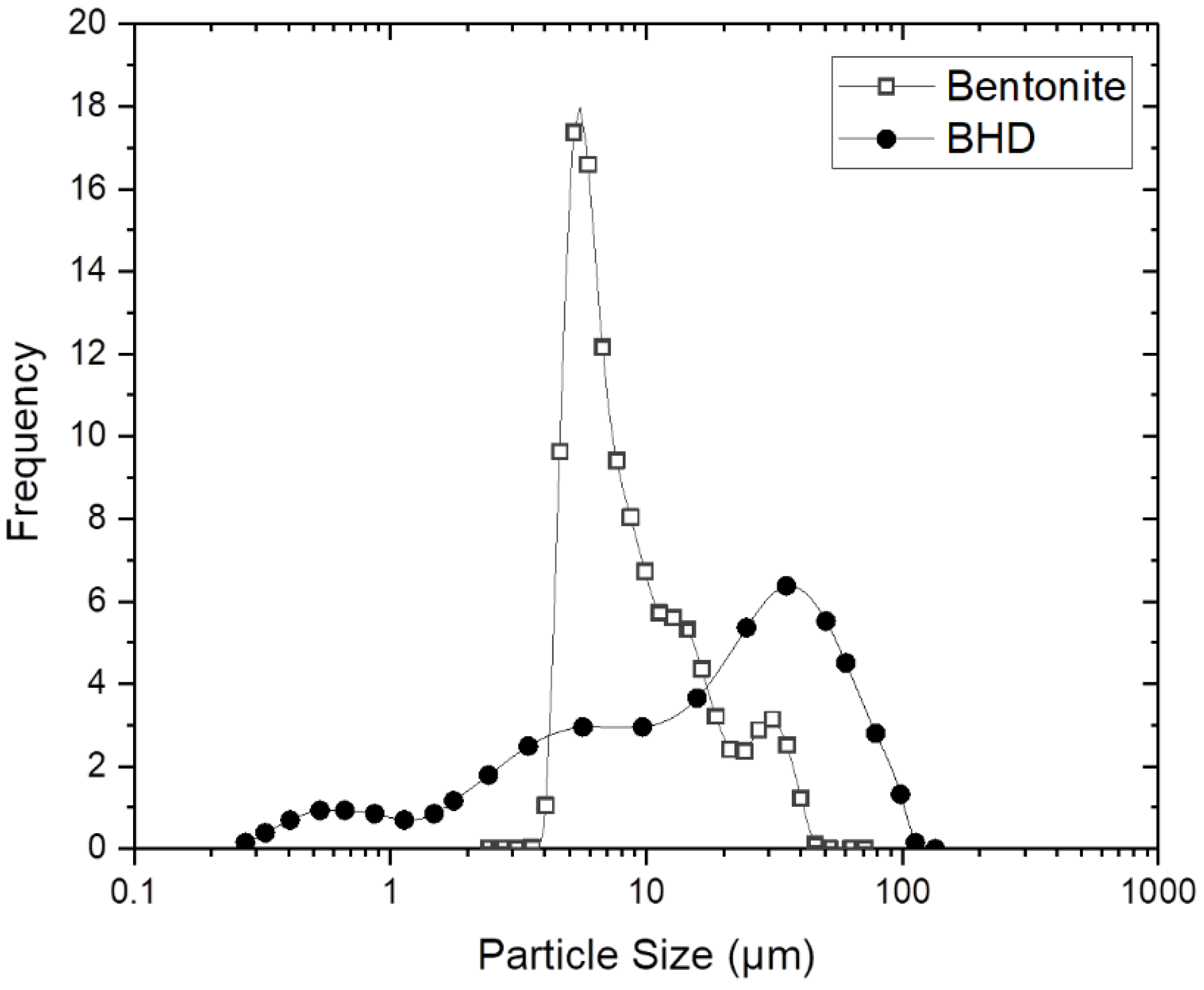
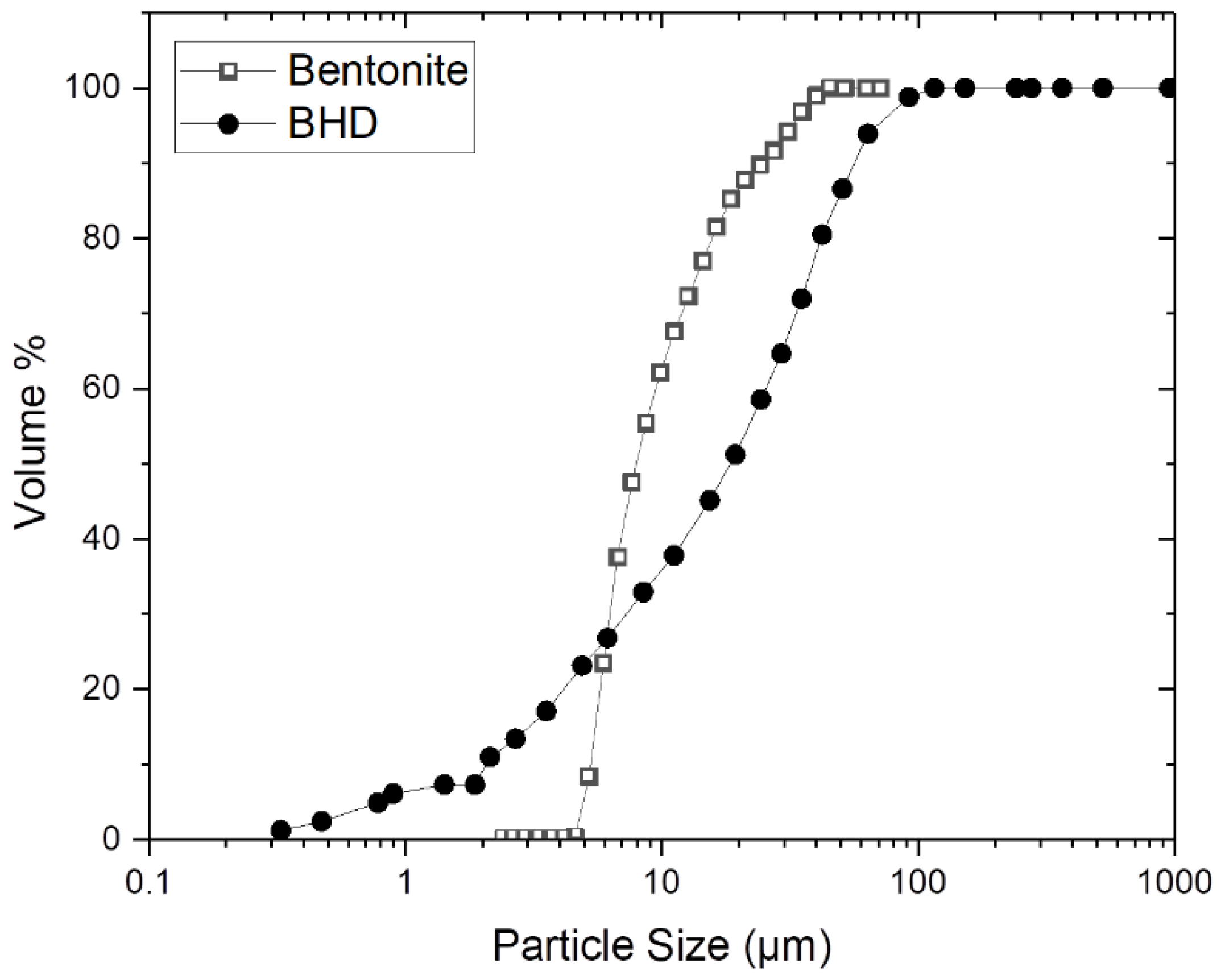
4.1. Dispersion Stability and Suspension Properties
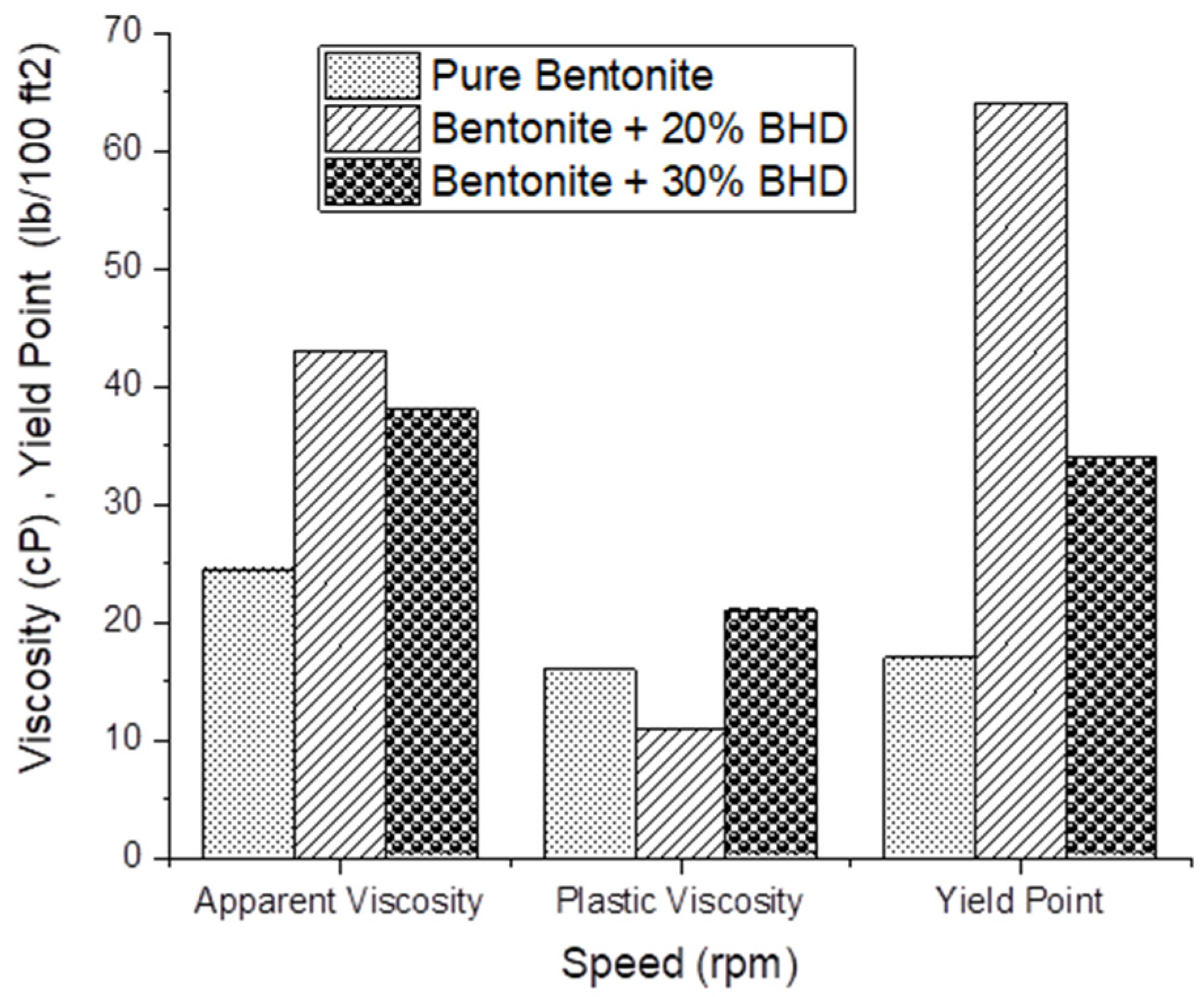
4.2. Rheological Measurement
4.3. Drilling Fluid Testing
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Das, B.; Prakash, S.; Reddy, P.; Misra, V. An overview of utilization of slag and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Yusuf, M.; Chuah, L.; Khan, M.A.; Choong, T.S.Y. Adsorption of Nickel on Electric Arc Furnace Slag: Batch and Column Studies. Sep. Sci. Technol. 2014, 49, 388–397. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of steelmaking slags in acetic acid for precipitated calcium carbonate production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Bölükbaşı, Ö.; Tufan, B. Steelmaking slag beneficiation by magnetic separator and impacts on sinter quality. Sci. Sinter. 2014, 46, 331–344. [Google Scholar] [CrossRef]
- Teir, S.; Kuusik, R.; Fogelholm, C.-J.; Zevenhoven, R. Production of magnesium carbonates from serpentinite for long-term storage of CO2. Int. J. Miner. Process. 2007, 85, 1–15. [Google Scholar] [CrossRef]
- Teir, S.; Revitzer, H.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of natural serpentinite in mineral and organic acids. Int. J. Miner. Process. 2007, 83, 36–46. [Google Scholar] [CrossRef]
- Abdel-Ghani, N.T.; El-Sayed, H.A.; El-Habak, A.A. Utilization of by-pass cement kiln dust and air-cooled blast-furnace steel slag in the production of some “green” cement products. HBRC J. 2018, 14, 408–414. [Google Scholar] [CrossRef]
- Machado, A.; Valenzuela-Diaz, F.; De Souza, C.; de Andrade Lima, L. Structural ceramics made with clay and steel dust pollutants. Appl. Clay Sci. 2011, 51, 503–506. [Google Scholar] [CrossRef]
- Colorado, H.A.; Garcia, E.; Buchely, M. White Ordinary Portland Cement blended with superfine steel dust with high zinc oxide contents. Constr. Build. Mater. 2016, 112, 816–824. [Google Scholar] [CrossRef]
- Rosales, J.; Cabrera, M.; Agrela, F. Effect of stainless steel slag waste as a replacement for cement in mortars. Mechanical and statistical study. Constr. Build. Mater. 2017, 142, 444–458. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Sayadi, M.; Hesami, S. Performance evaluation of using electric arc furnace dust in asphalt binder. J. Clean. Prod. 2017, 143, 1260–1267. [Google Scholar] [CrossRef]
- Alsheyab, M.A.; Khedaywi, T.S. Dynamic creep analysis of Electric Arc Furnace Dust (EAFD)–Modified asphalt. Constr. Build. Mater. 2017, 146, 122–127. [Google Scholar] [CrossRef]
- Loaiza, A.; Colorado, H.A. Marshall stability and flow tests for asphalt concrete containing electric arc furnace dust waste with high ZnO contents from the steel making process. Constr. Build. Mater. 2018, 166, 769–778. [Google Scholar] [CrossRef]
- Wang, J.; Guo, M.; Tan, Y. Study on application of cement substituting mineral fillers in asphalt mixture. Int. J. Transp. Sci. Technol. 2018, 7, 189–198. [Google Scholar] [CrossRef]
- Murray, H.H. Structure and composition of the clay minerals and their physical and chemical properties. Dev. Clay Sci. 2006, 2, 7–31. [Google Scholar]
- Saboori, R.; Sabbaghi, S.; Kalantariasl, A. Improvement of rheological, filtration and thermal conductivity of bentonite drilling fluid using copper oxide/polyacrylamide nanocomposite. Powder Technol. 2019, 353, 257–266. [Google Scholar] [CrossRef]
- Magzoub, M.I.; Nasser, M.S.; Hussein, I.A.; Benamor, A.; Onaizi, S.A.; Sultan, A.; Mahmoud, M. Effects of sodium carbonate addition, heat and agitation on swelling and rheological behavior of Ca-bentonite colloidal dispersions. Appl. Clay Sci. 2017, 147, 176–183. [Google Scholar] [CrossRef]
- Temraz, M.G.; Hassanien, I. Mineralogy and rheological properties of some Egyptian bentonite for drilling fluids. J. Nat. Gas Sci. Eng. 2016, 31, 791–799. [Google Scholar] [CrossRef]
- Hameedi, S.M. Carbon Dioxide Capture by Steel-Making Residues in a Fluidized Bed Reactor. Master’s Thesis, UAE University, Al-Ain, United Arab Emirates, 2016. [Google Scholar]
- Sadeghalvaad, M.; Sabbaghi, S. The effect of the TiO2/polyacrylamide nanocomposite on water-based drilling fluid properties. Powder Technol. 2015, 272, 113–119. [Google Scholar] [CrossRef]
- Ma, A.; Zheng, X.; Li, S.; Wang, Y.; Zhu, S. Zinc recovery from metallurgical slag and dust by coordination leaching in NH3–CH3COONH4–H2O system. R. Soc. Open Sci. 2018, 5, 180660. [Google Scholar] [CrossRef] [PubMed]
- Omran, M.; Fabritius, T. Utilization of blast furnace sludge for the removal of zinc from steelmaking dusts using microwave heating. Sep. Purif. Technol. 2019, 210, 867–884. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Zhang, Z.; Zhang, G. Removal of zinc from basic oxygen steelmaking filter cake by selective leaching with butyric acid. J. Clean. Prod. 2019, 209, 1–9. [Google Scholar] [CrossRef]
- Blahova, L.; Mucha, M.; Navratilova, Z.; Budzyń, S.; Tora, B. Industrial Wastes as Potentional Sorbents of Heavy Metals. Inżynieria Miner. 2018, 19, 61–66. [Google Scholar]
- Pająk, M.; Dzieniszewska, A.; Kyzioł-Komosińska, J.; Chrobok, M. Use of Metallurgical Dust for Removal Chromium Ions from Aqueous Solutions. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2018; p. 01029. [Google Scholar]
- Bouabidi, Z.B.; El-Naas, M.H.; Cortes, D.; McKay, G. Steel-Making dust as a potential adsorbent for the removal of lead (II) from an aqueous solution. Chem. Eng. J. 2018, 334, 837–844. [Google Scholar] [CrossRef]
- Sun, L.; Chen, D.; Wan, S.; Yu, Z. Performance, kinetics, and equilibrium of methylene blue adsorption on biochar derived from eucalyptus saw dust modified with citric, tartaric, and acetic acids. Bioresour. Technol. 2015, 198, 300–308. [Google Scholar] [CrossRef]
- Lee, J.-M.; Kim, J.-H.; Chang, Y.-Y.; Chang, Y.-S. Steel dust catalysis for Fenton-like oxidation of polychlorinated dibenzo-p-dioxins. J. Hazard. Mater. 2009, 163, 222–230. [Google Scholar] [CrossRef]
- Shan, R.; Lu, L.; Shi, Y.; Yuan, H.; Shi, J. Catalysts from renewable resources for biodiesel production. Energy Convers. Manag. 2018, 178, 277–289. [Google Scholar] [CrossRef]
- Borisov, V.; Nedosekov, A.; Sigayeva, S.; Suprunov, G.; Vershinin, V.; Tsyrulnikov, P. Deep Oxidation of Methane on Palladic Catalysts on Suppliers ZrO2, CeO2, ZrO2-CeO2, CeO2-CuO on Stainless Steel Prepared with the Method of Plasma Drawing. Procedia Eng. 2015, 113, 124–130. [Google Scholar] [CrossRef]
- Dreillard, M.; Broutin, P.; Briot, P.; Huard, T.; Lettat, A. Application of the DMXTM CO2 Capture Process in Steel Industry. Energy Procedia 2017, 114, 2573–2589. [Google Scholar] [CrossRef]
- El-Naas, M.H.; El Gamal, M.; Hameedi, S.; Mohamed, A.-M.O. CO2 sequestration using accelerated gas-solid carbonation of pre-treated EAF steel-making bag house dust. J. Environ. Manag. 2015, 156, 218–224. [Google Scholar] [CrossRef]
- Hale, A.H. Well Drilling Cuttings Disposal. U.S. Patent No. 5,341,882, 30 August 1994. [Google Scholar]
- Nahm, J.J. Well Drilling Cuttings Disposal. U.S. Patent No. 5,277,519, 11 January 1994. [Google Scholar]
- de Figueirêdo, J.; Araújo, J.; da Silva, I.A.; Cartaxo, J.M.; Neves, G.A.; Ferreira, H.C. Purified smectite clays organofilized with ionic surfactant for use in oil-based drilling fluids. Mater. Sci. Forum 2014, 798, 21–26. [Google Scholar] [CrossRef]
- Zhuang, G.; Zhang, Z.; Guo, J.; Liao, L.; Zhao, J. A new ball milling method to produce organo-montmorillonite from anionic and nonionic surfactants. Appl. Clay Sci. 2015, 104, 18–26. [Google Scholar] [CrossRef]
- Vipulanandan, C.; Mohammed, A. Hyperbolic rheological model with shear stress limit for acrylamide polymer modified bentonite drilling muds. J. Pet. Sci. Eng. 2014, 122, 38–47. [Google Scholar] [CrossRef]
- Zhang, L.-Y.; Cai, S.-Y.; Mo, J.-H.; Wei, G.-T.; Li, Z.-M.; Ye, R.-C.; Xie, X.-M. Study on the Preparation of H3PW12O40–TiO2/Bentonite Composite Material. Mater. Manuf. Process. 2015, 30, 279–284. [Google Scholar] [CrossRef]
- Cara, S.; Carcangiu, G.; Padalino, G.; Palomba, M.; Tamanini, M. The bentonites in pelotherapy: Chemical, mineralogical and technological properties of materials from Sardinia deposits (Italy). Appl. Clay Sci. 2000, 16, 117–124. [Google Scholar] [CrossRef]
- Al-Hussaini, A.; Eldars, W. Non-conventional synthesis and antibacterial activity of poly (aniline-co-o-phenylenediamine)/bentonite nanocomposites. Des. Monomers Polym. 2014, 17, 458–465. [Google Scholar] [CrossRef]
- Bergaya, F.; Lagaly, G. General introduction: Clays, clay minerals, and clay science. In Developments in Clay Science; Elsevier: Amsterdam, The Netherlands, 2013; Volume 5, pp. 1–19. [Google Scholar]
- Li, Y.; Yue, Q.; Li, W.; Gao, B.; Li, J.; Du, J. Properties improvement of paper mill sludge-based granular activated carbon fillers for fluidized-bed bioreactor by bentonite (Na) added and acid washing. J. Hazard. Mater. 2011, 197, 33–39. [Google Scholar] [CrossRef]
- Yoon, D.H.; Jang, J.W.; Seo, S.S.; Jeong, S.H.; Cheong, I.W. Preparation of cationic poly (acrylamide)/bentonite nanocomposites from in situ inverse emulsion copolymerization and their performance in papermaking. Adv. Polym. Technol. 2013, 32. [Google Scholar] [CrossRef]
- Shih, P.-H.; Wu, Z.-Z.; Chiang, H.-L. Characteristics of bricks made from waste steel slag. Waste Manag. 2004, 24, 1043–1047. [Google Scholar] [CrossRef]
- Bourgoyne, A.T., Jr.; Chenevert, M.E.; Millheim, K.K.; Young, F., Jr. Applied Drilling Engineering, second printing. Textb. Ser. Sperichardsontexas 1991, 2, 502. [Google Scholar]
- Afolabi, R.O.; Paseda, P.; Hunjenukon, S.; Oyeniyi, E.A. Model prediction of the impact of zinc oxide nanoparticles on the fluid loss of water-based drilling mud. Cogent Eng. 2018, 5, 1514575. [Google Scholar] [CrossRef]
- Nasser, M.; Onaizi, S.A.; Hussein, I.; Saad, M.; Al-Marri, M.; Benamor, A. Intercalation of ionic liquids into bentonite: Swelling and rheological behaviors. Colloids Surf. A Physicochem. Eng. Asp. 2016, 507, 141–151. [Google Scholar] [CrossRef]
- González, J.; Quintero, F.; Arellano, J.; Márquez, R.; Sánchez, C.; Pernía, D. Effects of interactions between solids and surfactants on the tribological properties of water-based drilling fluids. Colloids Surf. A Physicochem. Eng. Asp. 2011, 391, 216–223. [Google Scholar] [CrossRef]
- Song, K.; Wu, Q.; Li, M.; Ren, S.; Dong, L.; Zhang, X.; Lei, T.; Kojima, Y. Water-based bentonite drilling fluids modified by novel biopolymer for minimizing fluid loss and formation damage. Colloids Surf. A Physicochem. Eng. Asp. 2016, 507, 58–66. [Google Scholar] [CrossRef]
- Gahan, C.S.; Cunha, M.L.; Sandström, Å. Comparative study on different steel slags as neutralising agent in bioleaching. Hydrometallurgy 2009, 95, 190–197. [Google Scholar] [CrossRef]
- Charles, J. Past, Present and Future of Duplex Stainless Steels; Duplex Conference: Grado, Italy, 2007; pp. 18–20. [Google Scholar]
- Morone, M.; Costa, G.; Polettini, A.; Pomi, R.; Baciocchi, R. Valorization of steel slag by a combined carbonation and granulation treatment. Miner. Eng. 2014, 59, 82–90. [Google Scholar] [CrossRef]
- Shen, H.; Forssberg, E. An overview of recovery of metals from slags. Waste Manag. 2003, 23, 933–949. [Google Scholar] [CrossRef]
- Oluwasola, E.A.; Hainin, M.R.; Aziz, M.M.A.; Yaacob, H.; Warid, M.N.M. Potentials of steel slag and copper mine tailings as construction materials. Mater. Res. Innov. 2014, 18 (Suppl. 6), 250–254. [Google Scholar] [CrossRef]
- Ennaciri, Y.; Bettach, M. Procedure to convert phosphogypsum waste into valuable products. Mater. Manuf. Process. 2018, 33, 1727–1733. [Google Scholar] [CrossRef]
- Tunç, S.; Duman, O. The effect of different molecular weight of poly (ethylene glycol) on the electrokinetic and rheological properties of Na-bentonite suspensions. Colloids Surf. A Physicochem. Eng. Asp. 2008, 317, 93–99. [Google Scholar] [CrossRef]
- API. API-13A Specification for Drilling Fluid Materials, 5th ed.; API: Washington, DC, USA, 1993. [Google Scholar]
- Raheem, A.M.; Vipulanandan, C. Salt contamination and temperature impacts on the rheological and electrical resistivity behaviors of water based drilling mud. Energy Sources Part A Recover. Util. Environ. Eff. 2019, 42, 344–364. [Google Scholar] [CrossRef]
- Afolabi, R.O.; Orodu, O.D.; Efeovbokhan, V.E.; Rotimi, O.J. Optimizing the rheological properties of silica nano-modified bentonite mud using overlaid contour plot and estimation of maximum or upper shear stress limit. Cogent Eng. 2017, 4, 1287248. [Google Scholar] [CrossRef]
- Bennion, D.B.; Thomas, F.B.; Bietz, R.F.; Bennion, D.W. Underbalanced Drilling, Praises and Perils. In Proceedings of the Permian Basin Oil and Gas Recovery Conference, Midland, TX, USA, 27–29 March 1996; Society of Petroleum Engineers: Richardson, TX, USA, 1996. [Google Scholar]
- Gockel, J. Lost Circulation Drilling Fluid. U.S. Patent No. 4,498,995, 12 February 1985. [Google Scholar]











© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Magzoub, M.I.; Ibrahim, M.H.; Nasser, M.S.; El-Naas, M.H.; Amani, M. Utilization of Steel-Making Dust in Drilling Fluids Formulations. Processes 2020, 8, 538. https://doi.org/10.3390/pr8050538
Magzoub MI, Ibrahim MH, Nasser MS, El-Naas MH, Amani M. Utilization of Steel-Making Dust in Drilling Fluids Formulations. Processes. 2020; 8(5):538. https://doi.org/10.3390/pr8050538
Chicago/Turabian StyleMagzoub, Musaab I., Mohamed H. Ibrahim, Mustafa S. Nasser, Muftah H. El-Naas, and Mahmood Amani. 2020. "Utilization of Steel-Making Dust in Drilling Fluids Formulations" Processes 8, no. 5: 538. https://doi.org/10.3390/pr8050538
APA StyleMagzoub, M. I., Ibrahim, M. H., Nasser, M. S., El-Naas, M. H., & Amani, M. (2020). Utilization of Steel-Making Dust in Drilling Fluids Formulations. Processes, 8(5), 538. https://doi.org/10.3390/pr8050538