Techno-Economic Assessment of Cell-Free Synthesis of Monoclonal Antibodies Using CHO Cell Extracts



Abstract
1. Introduction
2. Materials and Methods
2.1. Upstream Processing (USP)
2.1.1. Stable Gene Expression
2.1.2. Transient Gene Expression
2.1.3. Cell-Free Protein Synthesis
2.2. Downstream Processing (DSP)
3. Results
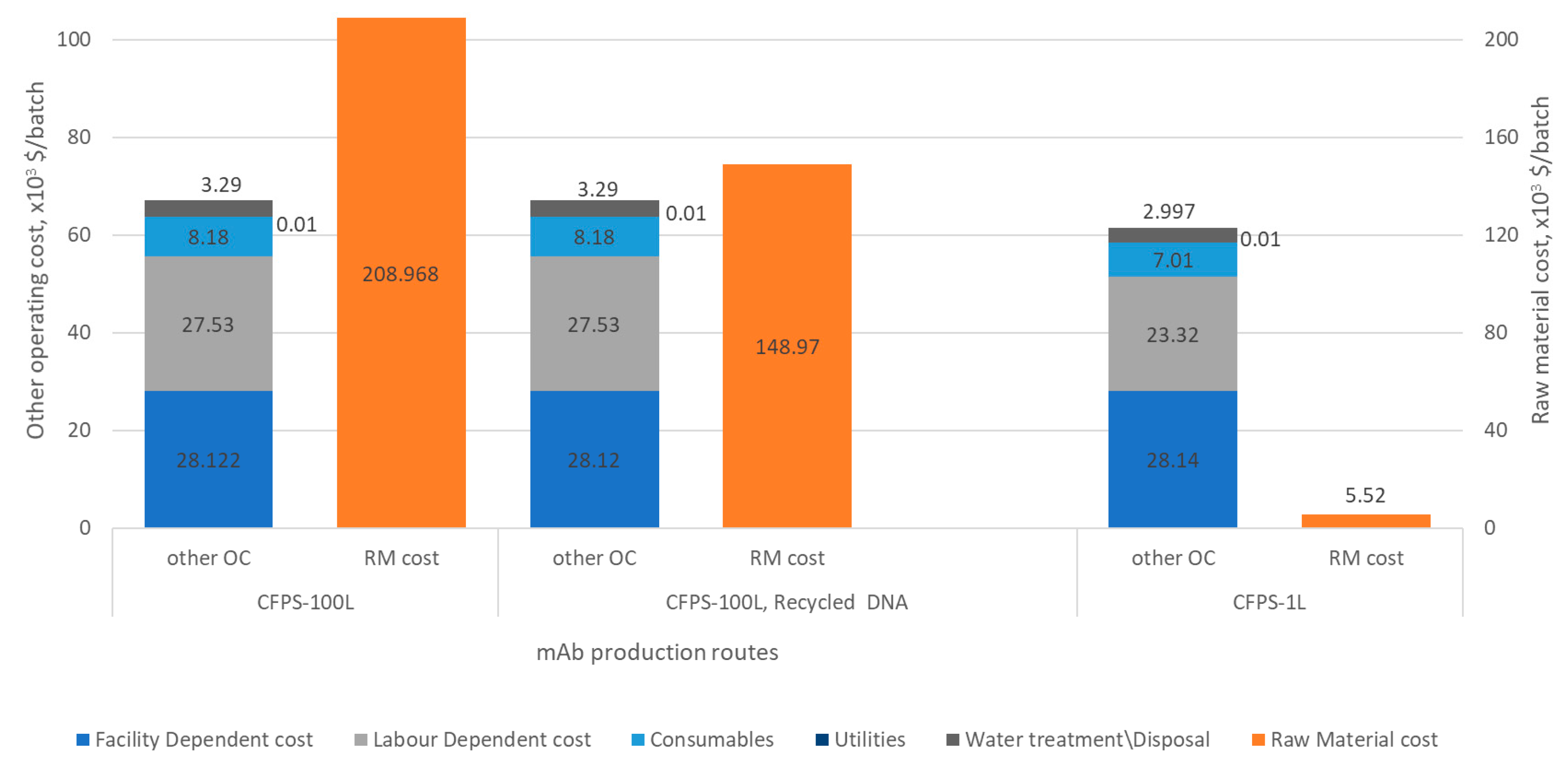
3.1. Process Economics
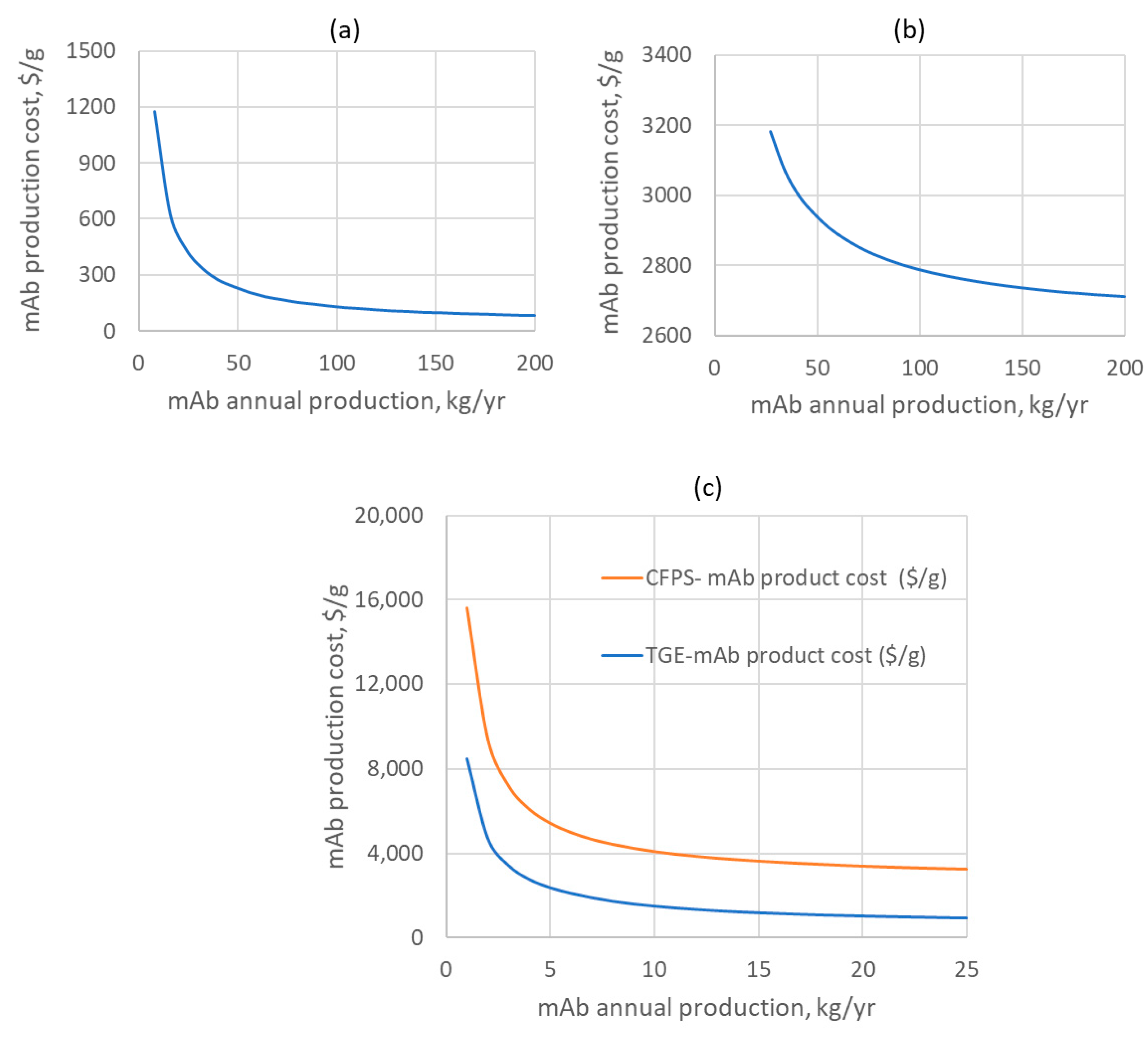
3.1.1. Large-Scale Production
3.1.2. Small-Scale Production
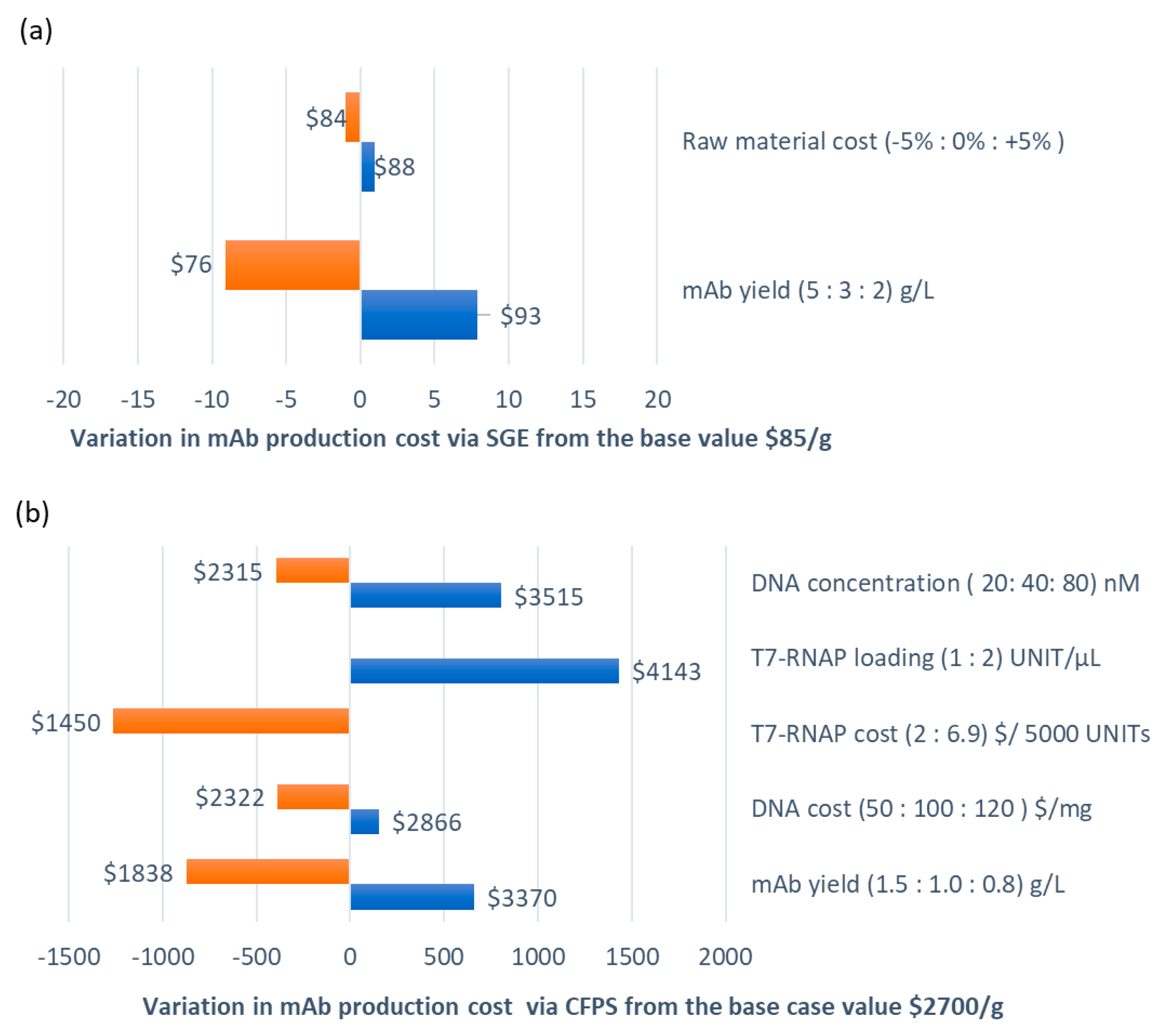
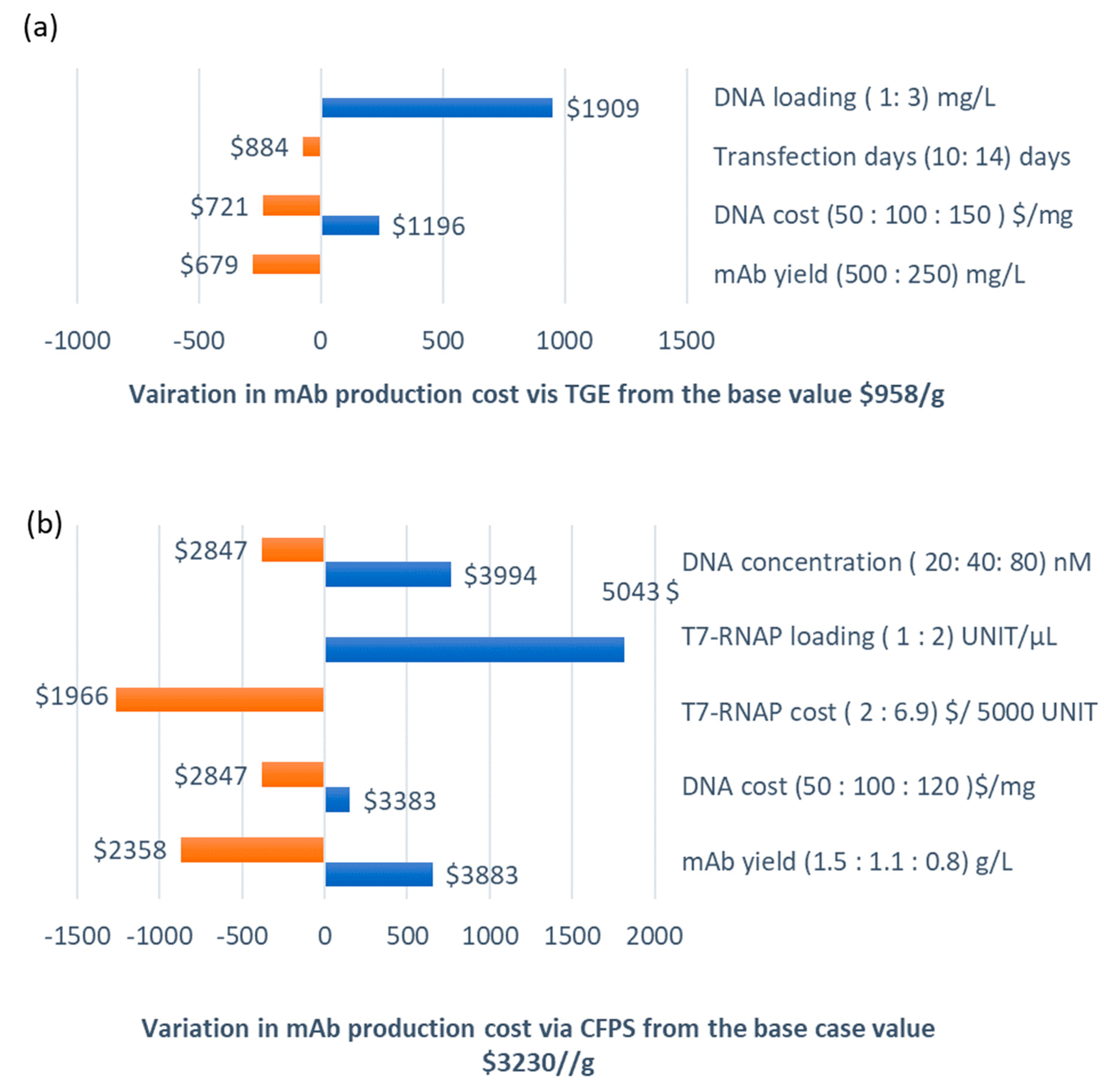
3.2. Sensitivity Analysis
3.3. CFPS for Personalized Medicines Manufacture
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Trill, J.J.; Shatzman, A.R.; Subinay, G. Production of monoclonal antibodies in COS and CHO cells. Curr. Opin. Biotechnol. 1995, 6, 553–560. [Google Scholar] [CrossRef]
- Oberbek, A.; Matasci, M.; Hacker, D.L.; Wurm, F.M. Generation of stable, high-producing cho cell lines by lentiviral vector-mediated gene transfer in serum-free suspension culture. Biotechnol. Bioeng. 2010, 108, 600–610. [Google Scholar] [CrossRef] [PubMed]
- Kunert, R.; Reinhart, D. Advances in recombinant antibody manufacturing. Appl. Microbiol. Biotechnol. 2016, 100, 3451–3461. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.Y.; Kim, Y.-G.; Lee, G.M. CHO cells in biotechnology for production of recombinant proteins: Current state and further potential. Appl. Microbiol. Biotechnol. 2011, 93, 917–930. [Google Scholar] [CrossRef]
- Jayapal, K.; Wlaschin, K.F.; Hu, W.S.; Yap, M.G.S. Recombinant protein therapeutics from CHO Cells—20 years and counting. Chem. Eng. Prog. 2007, 103, 40–47. [Google Scholar]
- Zhu, J. Mammalian cell protein expression for biopharmaceutical production. Biotechnol. Adv. 2012, 30, 1158–1170. [Google Scholar] [CrossRef]
- Wurm, F.M. Production of recombinant protein therapeutics in cultivated mammalian cells. Nat. Biotechnol. 2004, 22, 1393–1398. [Google Scholar] [CrossRef]
- Backliwal, G.; Hildinger, M.; Hasija, V.; Wurm, F.M. High-density transfection with HEK-293 cells allows doubling of transient titers and removes need for a priori DNA complex formation with PEI. Biotechnol. Bioeng. 2007, 99, 721–727. [Google Scholar] [CrossRef]
- Rajendra, Y.; Kiseljak, D.; Baldi, L.; Hacker, D.L.; Wurm, F.M. A simple high-yielding process for transient gene expression in CHO cells. J. Biotechnol. 2011, 153, 22–26. [Google Scholar] [CrossRef]
- Sou, S.N.; Lee, K.; Nayyar, K.; Polizzi, K.M.; Sellick, C.; Kontoravdi, C. Exploring cellular behavior under transient gene expression and its impact on mAb productivity and Fc-glycosylation. Biotechnol. Bioeng. 2017, 115, 512–518. [Google Scholar] [CrossRef]
- Huang, Y.-M.; Hu, W.; Rustandi, E.; Chang, K.; Ryll, T.; Yusuf-Makagiansar, H. Maximizing productivity of CHO cell-based fed-batch culture using chemically defined media conditions and typical manufacturing equipment. Biotechnol. Prog. 2010, 26, 1400–1410. [Google Scholar] [CrossRef] [PubMed]
- Arnold, L.; Lee, K.; Rucker-Pezzini, J.; Lee, J.H. Implementation of Fully Integrated Continuous Antibody Processing: Effects on Productivity and COGm. Biotechnol. J. 2018, 14. [Google Scholar] [CrossRef] [PubMed]
- Carlson, E.D.; Gan, R.; Hodgman, C.E.; Jewett, M.C. Cell-free protein synthesis: Applications come of age. Biotechnol. Adv. 2011, 30, 1185–1194. [Google Scholar] [CrossRef] [PubMed]
- Zawada, J.F.; Yin, G.; Steiner, A.R.; Yang, J.; Naresh, A.; Roy, S.M.; Gold, D.S.; Heinsohn, H.G.; Murray, C.J. Microscale to manufacturing scale-up of cell-free cytokine production-a new approach for shortening protein production development timelines. Biotechnol. Bioeng. 2011, 108, 1570–1578. [Google Scholar] [CrossRef] [PubMed]
- Thoring, L.; Dondapati, S.K.; Stech, M.; Wüstenhagen, D.A.; Kubick, S. High-yield production of “difficult-to-express” proteins in a continuous exchange cell-free system based on CHO cell lysates. Sci. Rep. 2017, 7, 11710. [Google Scholar] [CrossRef] [PubMed]
- Brödel, A.K.; Wüstenhagen, D.A.; Kubick, S. Cell-Free Protein Synthesis Systems Derived from Cultured Mammalian Cells. Adv. Struct. Saf. Stud. 2014, 1261, 129–140. [Google Scholar]
- Heide, C.; Ces, O.; Polizzi, K.; Kontoravdi, C. Creating cell-free protein synthesis factories. Pharm. Bioprocess. 2018, 6, 3–6. [Google Scholar]
- Ogonah, O.; Polizzi, K.M.; Bracewell, D. Cell free protein synthesis: A viable option for stratified medicines manufacturing? Curr. Opin. Chem. Eng. 2017, 18, 77–83. [Google Scholar] [CrossRef]
- Farid, S. Process economic drivers in industrial monoclonal antibody manufacture. Process. Scale Purif. Antib. 2009, 12, 445–466. [Google Scholar]
- Farid, S.S. Process economics of industrial monoclonal antibody manufacture. J. Chromatogr. B 2007, 848, 8–18. [Google Scholar] [CrossRef]
- Bunnak, P.; Allmendinger, R.; Ramasamy, S.V.; Lettieri, P.; Titchener-Hooker, N.J. Life-cycle and cost of goods assessment of fed-batch and perfusion-based manufacturing processes for mAbs. Biotechnol. Prog. 2016, 32, 1324–1335. [Google Scholar] [CrossRef] [PubMed]
- Pollock, J.; Ho, S.V.; Farid, S.S. Fed-batch and perfusion culture processes: Economic, environmental, and operational feasibility under uncertainty. Biotechnol. Bioeng. 2012, 110, 206–219. [Google Scholar] [CrossRef] [PubMed]
- Werner, R.G. Economic aspects of commercial manufacture of biopharmaceuticals. J. Biotechnol. 2004, 113, 171–182. [Google Scholar] [CrossRef] [PubMed]
- Thoring, L.; Wüstenhagen, D.A.; Borowiak, M.; Stech, M.; Sonnabend, A.; Kubick, S. Cell-Free Systems Based on CHO Cell Lysates: Optimization Strategies, Synthesis of “Difficult-to-Express” Proteins and Future Perspectives. PLoS ONE 2016, 11. [Google Scholar] [CrossRef] [PubMed]
- Kelley, B. Industrialization of mAb production technology: The bioprocessing industry at a crossroads. mAbs 2009, 1, 443–452. [Google Scholar] [CrossRef]
- Jiang, Z.; Droms, K.; Geng, Z.; Casnocha, S.; Xiao, Z.; Gorfien, S.; Jacobia, S.J. Fed-Batch Cell Culture Process Optimization. Bioprocess. Int. 2012, 10, 40–45. [Google Scholar]
- Pereira, J.; Rajendra, Y.; Baldi, L.; Hacker, D.L.; Wurm, F.M. Transient gene expression with CHO cells in conditioned medium: A study using TubeSpin® bioreactors. BMC Proc. 2011, 5, P38. [Google Scholar] [CrossRef]
- Liu, H.F.; Ma, J.; Winter, C.; Bayer, R. Recovery and purification process development for monoclonal antibody production. mAbs 2010, 2, 480–499. [Google Scholar] [CrossRef]
- Timm, A.; Shankles, P.G.; Foster, C.M.; Doktycz, M.; Retterer, S.T. Microreactors: Toward Microfluidic Reactors for Cell-Free Protein Synthesis at the Point-of-Care (Small 6/2016). Small 2016, 12, 690. [Google Scholar] [CrossRef]
- Finkler, M.; Ott, A. Bead-based assay for spatiotemporal gene expression control in cell-free transcription–translation systems. Biotechnology 2019, 66, 29–33. [Google Scholar] [CrossRef]
- Nord, O.; Uhlén, M.; Nygren, P.-Å. Microbead display of proteins by cell-free expression of anchored DNA. J. Biotechnol. 2003, 106, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Hendrikx, J.J.; Haanen, J.B.; Voest, E.E.; Schellens, J.H.; Huitema, A.D.; Beijnen, J.H. Fixed Dosing of Monoclonal Antibodies in Oncology. Oncology 2017, 22, 1212–1221. [Google Scholar] [CrossRef] [PubMed]
- Martin, R.W.; Majewska, N.; Chen, C.X.; Albanetti, T.E.; Jimenez, R.B.C.; Schmelzer, A.E.; Jewett, M.C.; Roy, V. Development of a CHO-Based Cell-Free Platform for Synthesis of Active Monoclonal Antibodies. Acs Synth. Biol. 2017, 6, 1370–1379. [Google Scholar] [CrossRef] [PubMed]
- Sutro Biopharma Inc. Xpress CFTM: A Rapid Platform for Drug Development From Antibody Discovery to Manufacturing; Sutro Biopharma Inc.: San Francisco, CA, USA, 2014. [Google Scholar]
- Yin, G.; Garces, E.D.; Yang, J.; Zhang, J.; Tran, C.; Steiner, A.R.; Roos, C.; Bajad, S.; Hudak, S.; Penta, K.; et al. Aglycosylated antibodies and antibody fragments produced in a scalable in vitro transcription-translation system. mAbs 2012, 4, 217–225. [Google Scholar] [CrossRef] [PubMed]
- Jayasundara, K.; Hollis, A.; Krahn, M.D.; Mamdani, M.; Hoch, J.S.; Grootendorst, P. Estimating the clinical cost of drug development for orphan versus non-orphan drugs. Orphanet J. Rare Dis. 2019, 14, 12. [Google Scholar] [CrossRef]
- Cai, Q.; Hanson, J.A.; Steiner, A.R.; Tran, C.; Masikat, M.R.; Chen, R.; Zawada, J.F.; Sato, A.K.; Hallam, T.J.; Yin, G. A simplified and robust protocol for immunoglobulin expression inEscherichia colicell-free protein synthesis systems. Biotechnol. Prog. 2015, 31, 823–831. [Google Scholar] [CrossRef]
- Levine, M.; Gregorio, N.E.; Jewett, M.C.; Watts, K.R.; Oza, J.P. Escherichia coli-Based Cell-Free Protein Synthesis: Protocols for a robust, flexible, and accessible platform technology. J. Vis. Exp. 2019, e58882. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| mAb Production Routes | Large-Scale Manufacturing 200 kg mAb/Year | Small-Scale Manufacturing 25 kg mAb/Year | ||||
|---|---|---|---|---|---|---|
| SGE | CFPS | TGE | CFPS | |||
| without Recycled DNA | with Recycled DNA | without Recycled DNA | with Recycled DNA | |||
| Equipment cost | 7.17 | 10.47 | 10.47 | 7.24 | 7.42 | 7.42 |
| Direct Fixed capital cost | 44.96 | 62.87 | 62.87 | 45.85 | 44.78 | 44.78 |
| Working capital cost | 0.46 | 47.83 | 37.11 | 1.39 | 6.51 | 5.19 |
| Start-up and validation cost | 2.25 | 3.14 | 3.14 | 2.29 | 2.24 | 2.24 |
| Total Capital cost | 47.67 | 113.85 | 103.12 | 49.53 | 53.53 | 52.21 |
| Raw Material cost | 0.88 | 517.73 | 362.83 | 12.64 | 65.03 | 45.91 |
| Facility dependent cost | 8.22 | 11.53 | 11.53 | 8.37 | 8.21 | 8.21 |
| Labour dependent cost | 3.93 | 6.15 | 6.15 | 2.27 | 6.06 | 6.06 |
| Consumables | 3.82 | 3.87 | 3.87 | 0.56 | 1.17 | 1.17 |
| Utilities | 0.01 | 0.10 | 0.10 | 0.03 | 0.01 | 0.01 |
| Waste treatment | 0.17 | 0.59 | 0.59 | 0.10 | 0.29 | 0.29 |
| Total annual operating cost (M$) | 17.03 | 539.97 | 385.06 | 23.97 | 80.77 | 61.65 |
| Unit production cost ($/g) = (total annual operating cost/annual mAb produced) | 85.17 | 2700 | 1925.32 | 958.82 | 3230.96 | 2466.00 |
| Parameters | Base Case Values | ||
|---|---|---|---|
| SGE | CFPS | TGE | |
| mAb yield | 3 g/L | 1 g/L | 250 mg/L |
| DNA concentration | - | 40 nM | 1 mg/L |
| T7-RNAP loading | - | 1 UNIT/μL | - |
| T7-RNAP cost | - | $6.9/5000 UNITs | - |
| DNA cost | - | $100/mg | $100/mg |
| Transfection days | - | - | 14 days |
| Estimated mAb Production Cost, $/g | |||
| For large-scale manufacturing, 200 kg/yr | $85/g | $2700/g | - |
| For small-scale manufacturing, 25 kg/yr | - | $3230/g | $958/g |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thaore, V.; Tsourapas, D.; Shah, N.; Kontoravdi, C. Techno-Economic Assessment of Cell-Free Synthesis of Monoclonal Antibodies Using CHO Cell Extracts. Processes 2020, 8, 454. https://doi.org/10.3390/pr8040454
Thaore V, Tsourapas D, Shah N, Kontoravdi C. Techno-Economic Assessment of Cell-Free Synthesis of Monoclonal Antibodies Using CHO Cell Extracts. Processes. 2020; 8(4):454. https://doi.org/10.3390/pr8040454
Chicago/Turabian StyleThaore, Vaishali, Dimitrios Tsourapas, Nilay Shah, and Cleo Kontoravdi. 2020. "Techno-Economic Assessment of Cell-Free Synthesis of Monoclonal Antibodies Using CHO Cell Extracts" Processes 8, no. 4: 454. https://doi.org/10.3390/pr8040454
APA StyleThaore, V., Tsourapas, D., Shah, N., & Kontoravdi, C. (2020). Techno-Economic Assessment of Cell-Free Synthesis of Monoclonal Antibodies Using CHO Cell Extracts. Processes, 8(4), 454. https://doi.org/10.3390/pr8040454