Evaluation of Thermal Effects on the Bioactivity of Curcumin Microencapsulated with Porous Starch-Based Wall Material Using Spray Drying


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Framework
2.3. Production of MEC
2.3.1. Operation of Spray Dryer
2.3.2. Preparation of the Wall–Core Emulsion
2.4. Characteristics of MEC
2.4.1. Particle Size Evaluation of MEC
2.4.2. Quantitation of Curcumin Content in Every Group of Spray-Dried MEC Powder
2.4.3. Measurement of Curcumin Encapsulation Rate of Spray-Dried MEC for Each Group
2.5. Heat Resistance Analysis of Spray-Dried MEC
2.5.1. Heating Simulation
2.5.2. Heat Resistance Analysis
2.6. Statistical Analysis
3. Results and Discussion
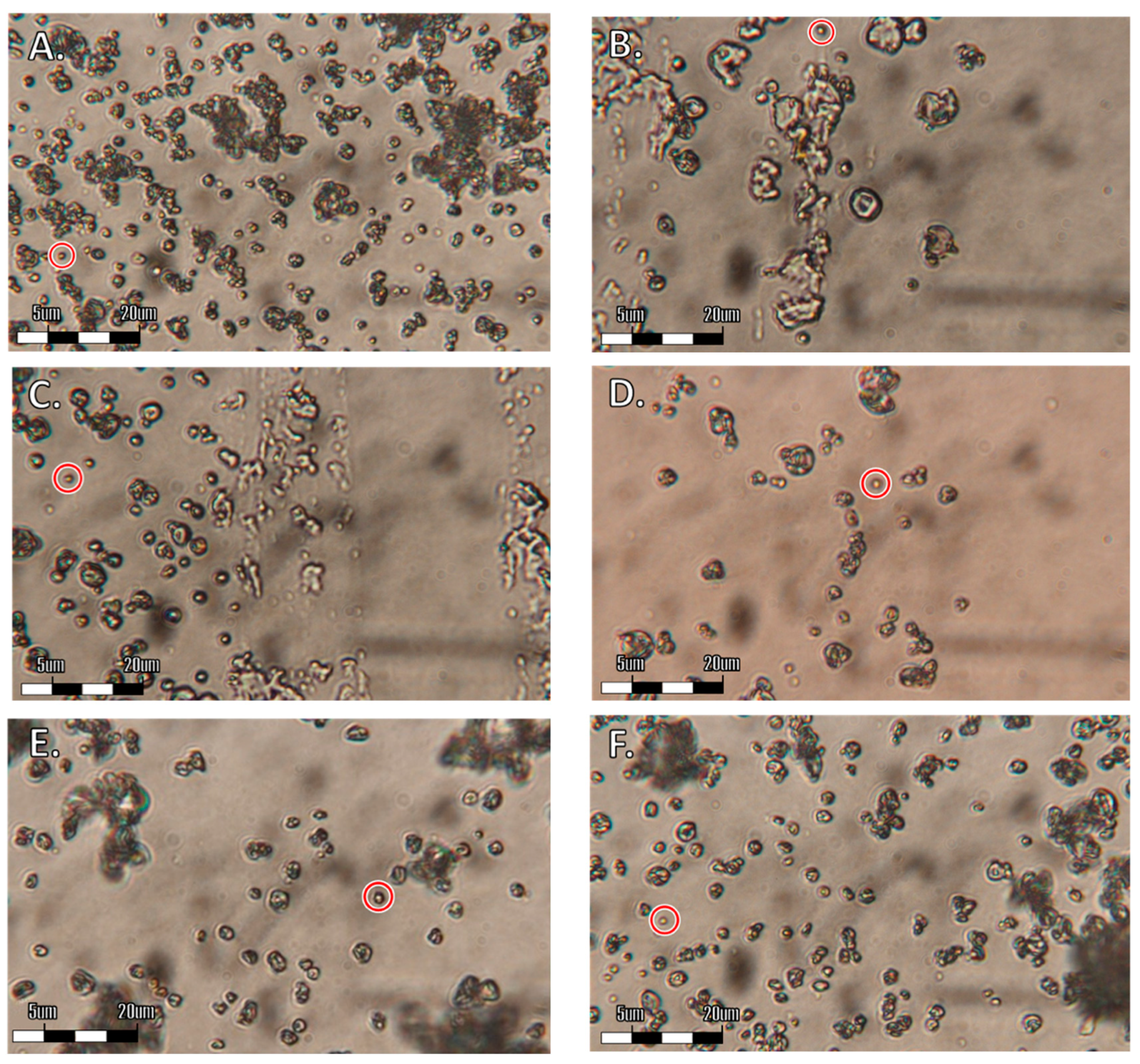
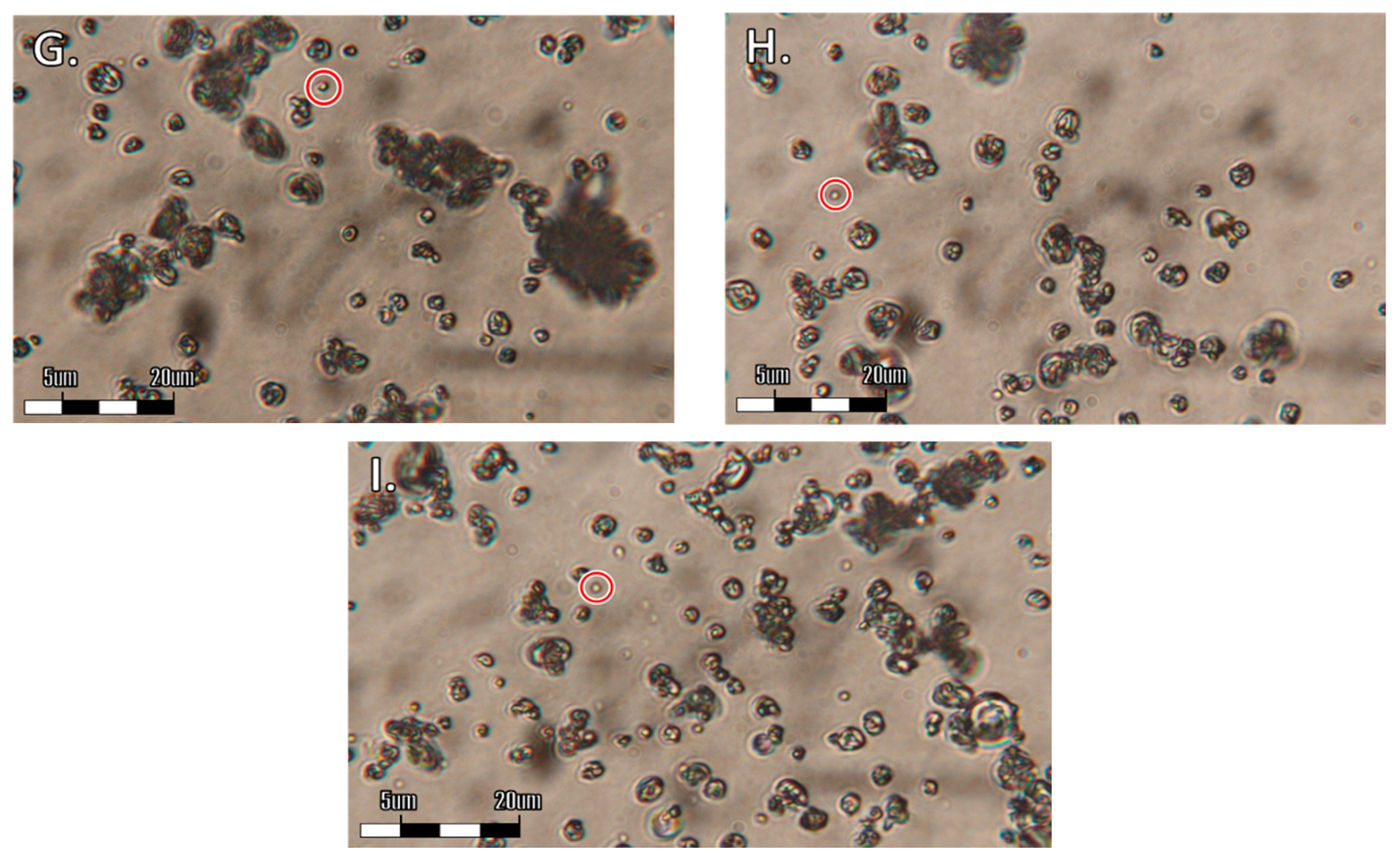
3.1. Particle Size Analysis of MEC
3.2. MEC Encapsulation Rate Analysis
3.3. Effects of Heating Type and Temperature
3.3.1. Changes in Curcumin Content
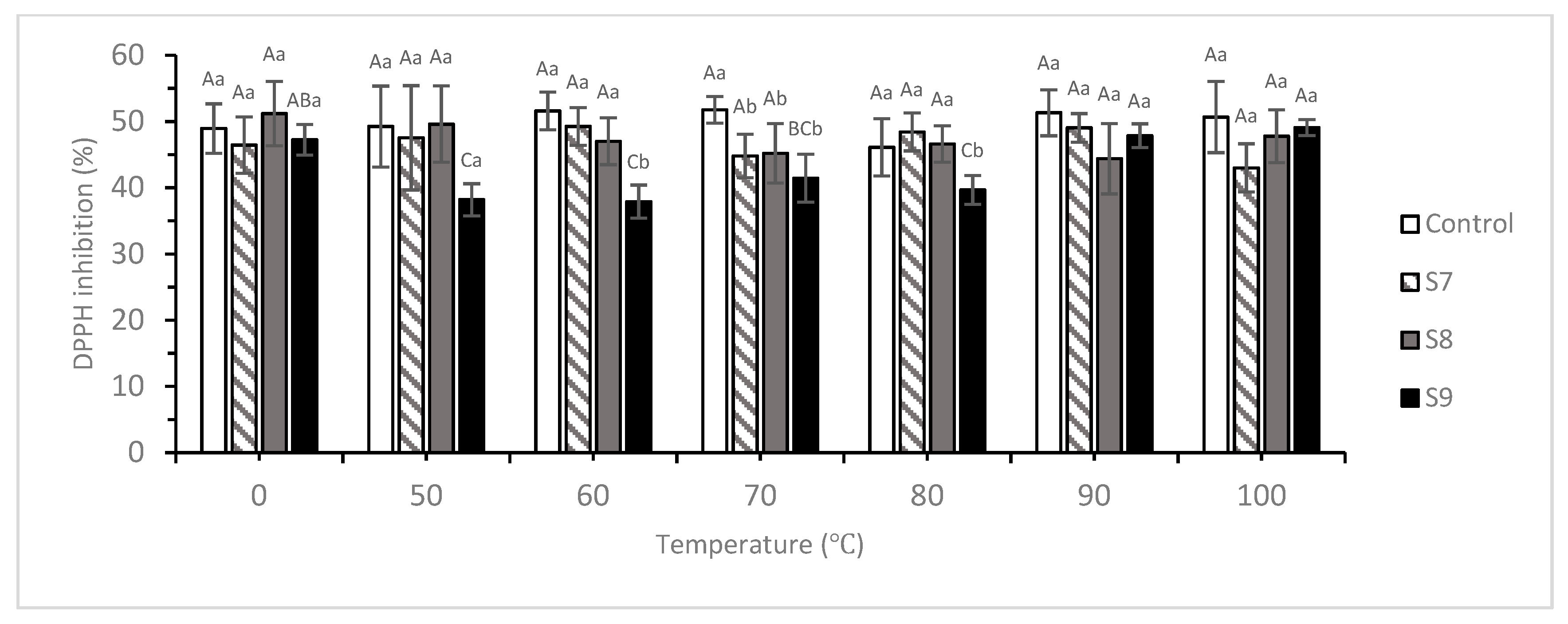
3.3.2. Changes in DPPH Free Radical Scavenging Activity Due to Water Bath
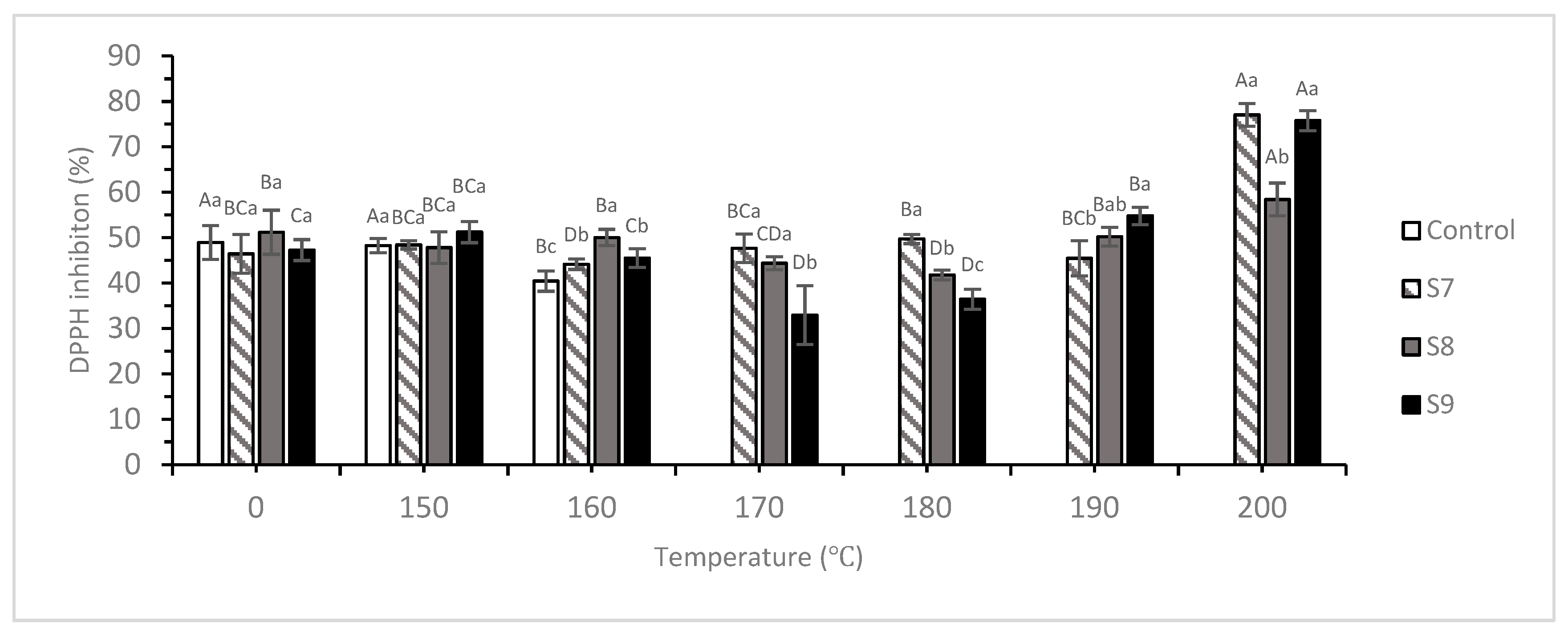
3.3.3. Changes in DPPH Free Radical Scavenging Activity Due to Oven Heating
3.3.4. Changes in ABTS Free Radical Scavenging Activity Due to Water Bath
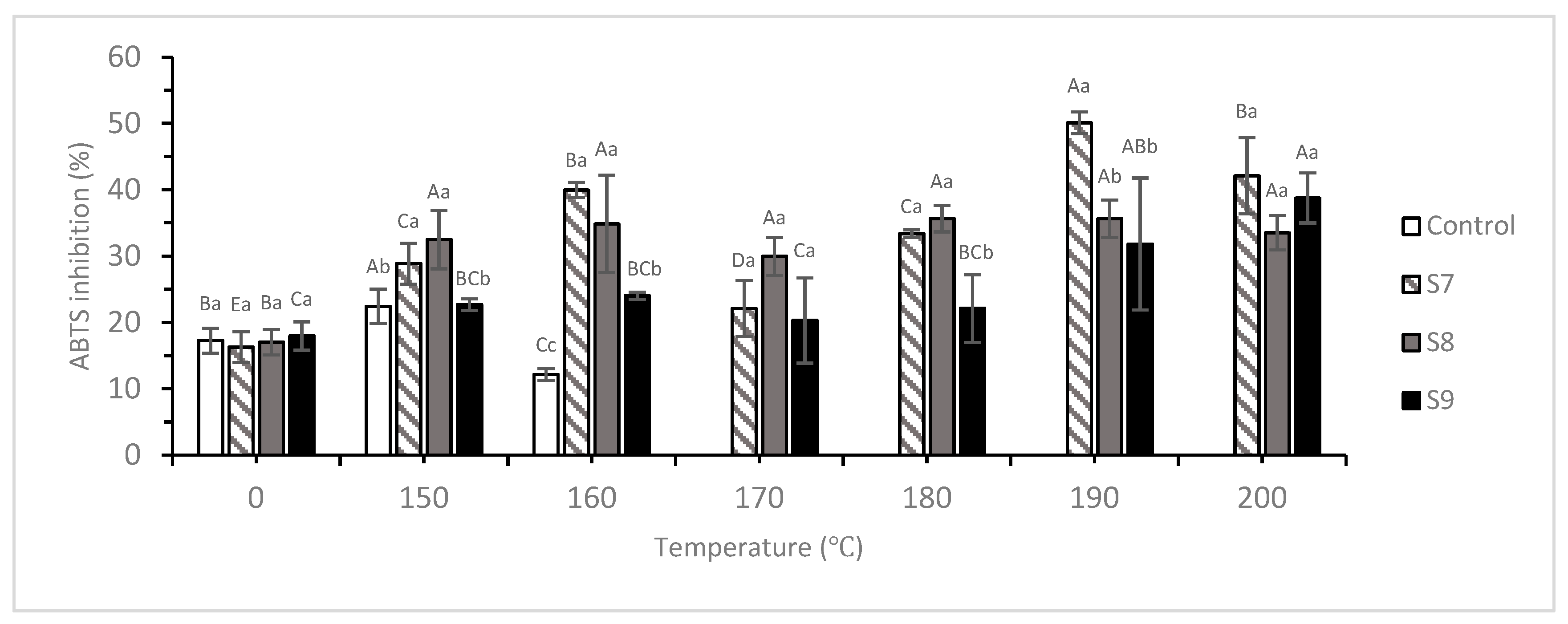
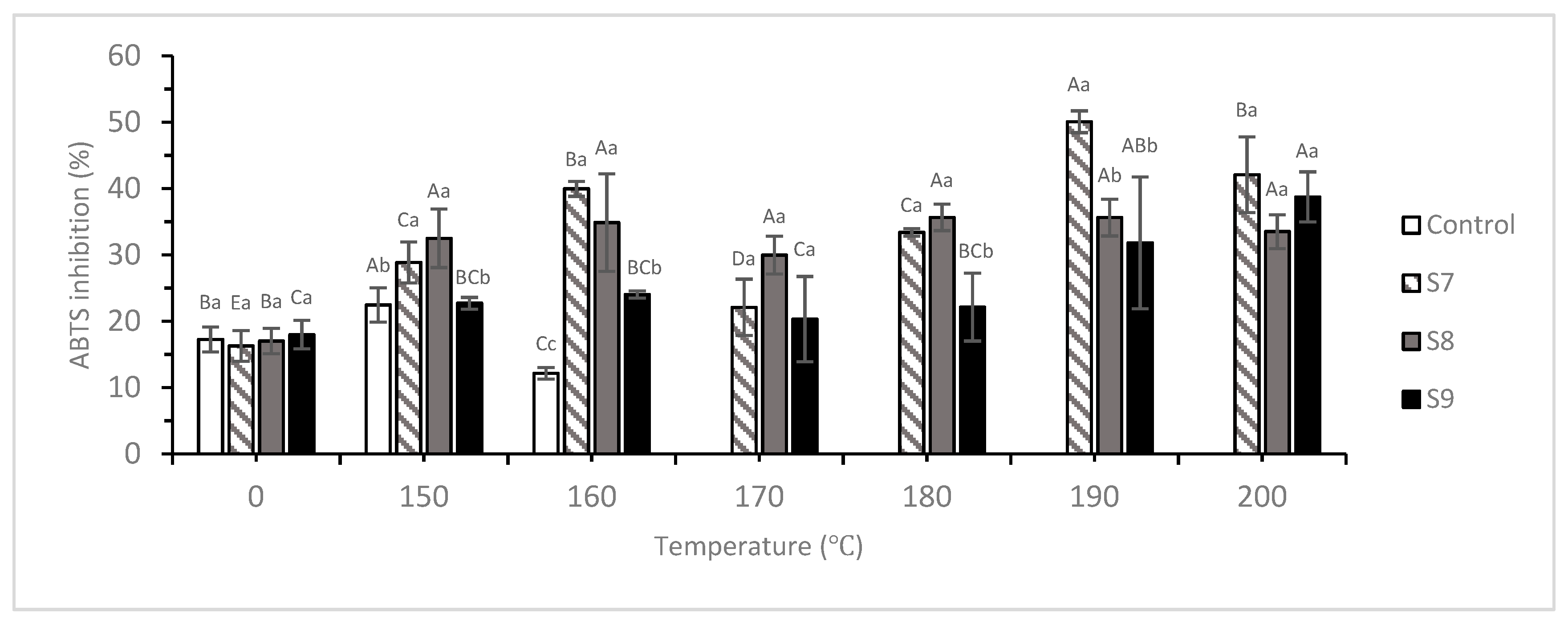
3.3.5. Changes in ABTS Free Radical Scavenging Activity Due to Oven Heating
3.3.6. Color Changes
3.4. Correlation Analysis and Practical Justification
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Commandeur, J.N.M.; Vermeulen, N.P.E. Cytotoxicity and cytoprotective activities of natural compounds. The case of curcumin. Xenobiotica 1996, 26, 667–680. [Google Scholar] [CrossRef] [PubMed]
- Hewlings, S.J.; Kalman, D.S. Curcumin: A review of its’ effects on human health. Foods 2017, 6, 92. [Google Scholar] [CrossRef] [PubMed]
- Hong, K.; Park, S. Melamine resin microcapsules containing fragrant oil: Synthesis and characterization. Mater. Chem. Phys. 1999, 58, 128–131. [Google Scholar] [CrossRef]
- Jyothi, S.S.; Seethadevi, A.; Prabha, K.S.; Muthuprasanna, P.; Pavitra, P. Microencapsulation: A review. J. Int. J. Pharm. Biol. Sci. 2012, 3, 509–531. [Google Scholar]
- Radtchenko, I.L.; Sukhorukov, G.B.; Möhwald, H. A novel method for encapsulation of poorly water-soluble drugs: Precipitation in polyelectrolyte multilayer shells. Int. J. Pharm. 2002, 242, 219–223. [Google Scholar] [CrossRef]
- Chowdary, K.; Sri, R. Microencapsulation in pharmacy. Indian Drugs 1998, 25, 389–402. [Google Scholar]
- Reineccius, G.A.; Yan, C. Factors controlling the deterioration of spray dried flavourings and unsaturated lipids. Flavour Fragr. J. 2016, 31, 5–21. [Google Scholar] [CrossRef]
- Das, K. Controlled-Release Technology: Bioengineering Aspects; Wiley: New York, NY, USA, 1983. [Google Scholar]
- Augustin, M.; Sanguansri, L.; Margetts, C.; Young, B.J.F.A. Microencapsulating food ingredients. Food Aust. 2001, 53, 220–223. [Google Scholar]
- Brazel, C.S. Microencapsulation: Offering solutions for the food industry. Cereal Foods World 1999, 44, 388–393. [Google Scholar]
- I Ré, M. Microencapsulation by spray drying. Dry. Technol. 1998, 16, 1195–1236. [Google Scholar] [CrossRef]
- King, A.H. Encapsulation of Food Ingredients: A Review of Available Technology, Focusing on Hydrocolloids; Sara, J.R., Reineccius, G.A., Eds.; ACS Publications: Washington, DC, USA, 1995; pp. 26–39. [Google Scholar]
- Sharma, J.G.; Chakrabarti, R. Larval rearing of common carp Cyprinus carpio: A comparision between natural and artificial diets under three stocking densities. J. World Aquacult. Soc. 1999, 30, 490–495. [Google Scholar] [CrossRef]
- Liu, Y.; Re, M. In Spray drying microencapsulation of active substances. Presented at the Proceedings 23rd Brazilian Congress on Porous Materials, Rio de Janeiro, Brazil, 8–12 September 1995. [Google Scholar]
- Reineccius, G.A. The spray drying of food flavors. Dry. Technol. 2004, 22, 1289–1324. [Google Scholar] [CrossRef]
- Teixeira, M.I.; Andrade, L.R.; Farina, M.; Rocha-Leão, M.H.M. Characterization of short chain fatty acid microcapsules produced by spray drying. Mater. Sci. Eng. C 2004, 24, 653–658. [Google Scholar] [CrossRef]
- Cano-Higuita, D.M.; Malacrida, C.R.; Telis, V.R.N. Stability of curcumin microencapsulated by spray and freeze drying in binary and ternary matrices of maltodextrin, gum Arabic and modified starch. J. Food Process. Preserv. 2015, 39, 2049–2060. [Google Scholar] [CrossRef]
- Medina-Torres, L.; Núñez-Ramírez, D.M.; Calderas, F.; Bernad-Bernad, M.J.; Gracia-Mora, J.; Rodríguez-Ramírez, J.; González-Laredo, R.F.; Gallegos-Infante, J.A.; Manero, O. Curcumin encapsulation by spray drying using Aloe vera mucilage as encapsulating agent. J. Food Process Eng. 2019, 42, e12972. [Google Scholar] [CrossRef]
- Leiman, V.F.; Gonçalves, O.H.; Sorita, G.D.; Rezende, S.; Bona, E.; Fernandes, I.P.M.; Ferreira, I.C.F.R.; Barreiro, M.F. Heat and pH stable curcumin-based hydrophilic colorants obtained by the solid dispersion technology assisted by spray-drying. Chem. Eng. Sci. 2019, 205, 248–258. [Google Scholar] [CrossRef]
- Khanji, A.N.; Michaux, F.; Petit, J.; Salameh, D.; Rizk, T.; Jasniewski, J.; Banon, S. Structure, gelation, and antioxidant properties of curcumin-doped casein micelle powder produced by spray-drying. Food Funct. 2018, 9, 971–981. [Google Scholar] [CrossRef]
- Cheng, C.; Wu, Z.; McClements, D.J.; Zou, L.; Peng, S.; Zhou, W.; Liu, W. Improvement on stability, loading capacity and sustained release of rhamnolipids modified curcumin liposomes. Colloids Surf. B 2019, 183, 110460. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, J.-J.; Wang, Z.-L.; Lu, Z.-X. Study of allicin microcapsules in β-cyclodextrin and porous starch mixture. Food Res. Int. 2012, 49, 641–647. [Google Scholar] [CrossRef]
- Wang, Y.; Lu, Z.; Lv, F.; Bie, X. Study on microencapsulation of curcumin pigments by spray drying. Eur. Food Res. Technol. 2009, 229, 391–396. [Google Scholar] [CrossRef]
- Chang, P.R.; Yu, J.; Ma, X.J. Preparation of porous starch and its use as a structure-directing agent for production of porous zinc oxide. Carbohydr. Polym. 2011, 83, 1016–1019. [Google Scholar] [CrossRef]
- Jafari, S.M.; Assadpoor, E.; He, Y.; Bhandari, B. Encapsulation efficiency of food flavours and oils during spray drying. Dry. Technol. 2008, 26, 816–835. [Google Scholar] [CrossRef]
- Barreiro, J.A.; Milano, M.; Sandoval, A.J. Kinetics of colour change of double concentrated tomato paste during thermal treatment. J. Food Eng. 1997, 33, 359–371. [Google Scholar] [CrossRef]
- Nunes, I.L.; Mercadante, A.Z. Encapsulation of lycopene using spray-drying and molecular inclusion processes. Braz. Arch. Biol. Technol. 2007, 50, 893–900. [Google Scholar] [CrossRef]
- Jafari, S.M.; Assadpoor, E.; Bhandari, B.; He, Y. Nano-particle encapsulation of fish oil by spray drying. Food Res. Int. 2008, 41, 172–183. [Google Scholar] [CrossRef]
- Partanen, R.; Ahro, M.; Hakala, M.; Kallio, H.; Forssell, P. Microencapsulation of caraway extract in β-cyclodextrin and modified starches. Eur. Food Res. Technol. 2002, 214, 242–247. [Google Scholar] [CrossRef]
- Gouin, S. Microencapsulation. Trends Food Sci. Technol. 2004, 15, 330–347. [Google Scholar] [CrossRef]
- Kondo, T. Microcapsules: Their science and technology Part III. Industrial, medical, and pharmaceutical applications. J. Oleo Sci. 2001, 50, 143–152. [Google Scholar] [CrossRef]
- Chen, C. Prediction of longitudinal variations in temperature and relative humidity for evaporative cooling greenhouses. Agric. Eng. 2003, 12, 143–164. [Google Scholar]
- Jagannathan, R.; Abraham, P.M.; Poddar, P. Temperature-dependent spectroscopic evidences of curcumin in aqueous medium: A mechanistic study of its solubility and stability. J. Phys. Chem. B 2012, 116, 14533–14540. [Google Scholar] [CrossRef]
- Shrestha, K.; De Meulenaer, B. Antioxidant activity of Maillard type reaction products between phosphatidylethanolamine and glucose. Food Chem. 2014, 161, 8–15. [Google Scholar] [CrossRef] [PubMed]
- Sui, X.; Dong, X.; Zhou, W. Combined effect of pH and high temperature on the stability and antioxidant capacity of two anthocyanins in aqueous solution. Food Chem. 2014, 163, 163–170. [Google Scholar] [CrossRef] [PubMed]
- Seeram, N.P.; Bourquin, L.D.; Nair, M.G. Degradation products of cyanidin glycosides from tart cherries and their bioactivities. J. Agric. Food Chem. 2001, 49, 4924–4929. [Google Scholar] [CrossRef] [PubMed]
- Yang, H.W.; Hsu, C.K.; Yang, Y.F. Effect of thermal treatments on anti-nutritional factors and antioxidant capabilities in yellow soybeans and green-cotyledon small black soybeans. J. Sci. Food Agric. 2014, 94, 1794–1801. [Google Scholar] [CrossRef]
- Zhou, R.; Cai, W.; Xu, B.J. Phytochemical profiles of black and yellow soybeans as affected by roasting. Int. J. Food Prop. 2017, 20, 3179–3190. [Google Scholar] [CrossRef]
- Xu, B.; Chang, S.K.C. Total phenolics, phenolic acids, isoflavones, and anthocyanins and antioxidant properties of yellow and black soybeans as affected by thermal processing. J. Agric. Food Chem. 2008, 56, 7165–7175. [Google Scholar] [CrossRef]
- Holderbaum, D.F.; Kon, T.; Kudo, T.; Guerra, M.P.J.H. Enzymatic browning, polyphenol oxidase activity, and polyphenols in four apple cultivars: Dynamics during fruit development. HortScience 2010, 45, 1150–1154. [Google Scholar] [CrossRef]
- Serradell, M.D.L.A.; Rozenfeld, P.A.; Martínez, G.A.; Civello, P.M.; Chaves, A.R.; Añón, M.C. Polyphenoloxidase activity from strawberry fruit (Fragariaananassa, Duch., cv Selva): Characterisation and partial purification. J. Sci. Food Agric. 2000, 80, 1421–1427. [Google Scholar] [CrossRef]
- Villamiel, M.; Castillo, D.; Corzo, N. Browning Reactions. In Food Biochemistry and Food Processing, 1st ed.; Hui, Y.H., Nip, W.K., Nollet, L.M.L., Paliyath, G., Simpson, B.K., Eds.; Blackwell Publishing Ltd: Oxford, UK, 2006; pp. 71–100. [Google Scholar]
- Bastos, D.M.; Monaro, É.; Siguemoto, É.; Séfora, M. Maillard reaction products in processed food: Pros and cons. In Food Industrial Processes—Methods and Equipment; Intech Open: Rijeka, Croatia, 2012. [Google Scholar]
- Rattanathanalerk, M.; Chiewchan, N.; Srichumpoung, W. Effect of thermal processing on the quality loss of pineapple juice. J. Food Eng. 2009, 66, 259–265. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp.** | Factors * | |||
|---|---|---|---|---|
| Wall Material (%) | Excipient (g) | HMG Temperature (°C) | HMG Time (h) | |
| 1/(A) | 1 (−1) | 0.1 (−1) | 40 (−1) | 1 (−1) |
| 2/(B) | 1 (−1) | 0.15 (0) | 50 (0) | 1.5 (0) |
| 3/(C) | 1 (−1) | 0.2 (1) | 60 (1) | 2 (1) |
| 4/(D) | 3 (0) | 0.1 (−1) | 50 (0) | 2 (1) |
| 5/(E) | 3 (0) | 0.15 (0) | 60 (1) | 1 (−1) |
| 6/(F) | 3 (0) | 0.2 (1) | 40 (−1) | 1.5 (0) |
| 7/(G) | 5 (1) | 0.1 (−1) | 60 (1) | 1.5 (0) |
| 8/(H) | 5 (1) | 0.15 (0) | 40 (−1) | 2 (1) |
| 9/(I) | 5 (1) | 0.2 (1) | 50 (0) | 1 (−1) |
| Exp. | Measurement | |
|---|---|---|
| Minimum ER * (%) | Viscosity ** (cPoise) | |
| 1 (A) | 29.8 ± 1.44 ab | 32 ± 2.1 a |
| 2 (B) | 27.4 ± 2.61 a | 34 ± 1.7 ab |
| 3 (C) | 26.8 ± 1.14 a | 44 ± 0.8 d |
| 4 (D) | 44.1 ± 1.53 d | 36 ± 1.21 b |
| 5 (E) | 32.3 ± 0.91 bc | 40 ± 1.50 c |
| 6 (F) | 34.7 ± 1.08 c | 48 ± 2.06 e |
| 7 (G) | 45.9 ± 1.25 d | 48 ± 1.46 e |
| 8 (H) | 44.9 ± 3.45 d | 48 ± 2.14 e |
| 9 (I) | 52.2 ± 2.19 e | 56 ± 1.49 f |
| Heating Method | Temperature (°C) | Experimental Sample | |||
|---|---|---|---|---|---|
| Control | S7 | S8 | S9 | ||
| Water Bath | 0 | 6.91 ± 0.00 Aa | 4.40 ± 0.00 Ec | 4.49 ± 0.01 Fb | 4.33 ± 0.00 Bd |
| 50 | 5.89 ± 0.01 Fa | 4.49 ± 0.00 Dc | 4.63 ± 0.01 Db | 4.34 ± 0.00 Bd | |
| 60 | 5.96 ± 0.00 Ca | 4.62 ± 0.00 Ab | 4.55 ± 0.00 Ec | 4.25 ± 0.01 Dd | |
| 70 | 5.91 ± 0.01 Da | 4.55 ± 0.00 Bc | 4.73 ± 0.00 Bb | 4.25 ± 0.01 Dd | |
| 80 | 5.85 ± 0.00 Ga | 4.37 ± 0.00 Fc | 4.67 ± 0.01 Cb | 4.30 ± 0.00 Cd | |
| 90 | 5.89 ± 0.00 EFa | 4.37 ± 0.00 Fc | 4.43 ± 0.01 Gb | 4.31 ± 0.01 Cd | |
| 100 | 6.24 ± 0.00 Ba | 4.55 ± 0.00 Bc | 4.81 ± 0.00 Ab | 4.24 ± 0.01 Dd | |
| Oven Heating | 0 | 6.91 ± 0.00 Aa | 4.40 ± 0.00 Ac | 4.49 ± 0.01 Ab | 4.33 ± 0.00 Ad |
| 150 | 2.61 ± 0.01 Ba | 2.46 ± 0.00 Bb | 2.45 ± 0.00 Bb | 2.24 ± 0.00 Bc | |
| 160 | 2.14 ± 0.00 Cb | 2.08 ± 0.00 Cc | 2.26 ± 0.01 Ca | 1.85 ± 0.01 Cd | |
| 170 | n.a. | 1.60 ± 0.00 Da | 1.30 ± 0.00 Db | 1.26 ± 0.01 Dc | |
| 180 | n.a. | 1.29 ± 0.00 Ea | 0.99 ± 0.00 Eb | 0.95 ± 0.00 Ec | |
| 190 | n.a. | 1.05 ± 0.00 Fa | 0.85 ± 0.00 Fb | 0.76 ± 0.02 Fc | |
| 200 | n.a. | 0.86 ± 0.01 Ga | 0.55 ± 0.01 Gc | 0.67 ± 0.00 Gb | |
| Index | Temperature (°C) | Sample | |||
|---|---|---|---|---|---|
| Control | S7 | S8 | S9 | ||
| L* | 0 | 53.74 ± 1.03 Ac | 74.37 ± 0.53 Cb | 76.39 ± 1.34 Ba | 76.53 ± 0.38 Ca |
| 150 | 40.81 ± 0.19 Bc | 77.57 ± 0.29 Ab | 77.41 ± 0.10 Ab | 78.69 ± 0.03 Aa | |
| 160 | 30.07 ± 0.55 Cd | 75.45 ± 0.24 Bc | 76.17 ± 0.18 Bb | 77.21 ± 0.02 Ba | |
| 170 | 17.95 ± 0.06 Ed | 73.06 ± 0.29 Dc | 75.19 ± 0.03 Cb | 75.60 ± 0.06 Da | |
| 180 | 18.63 ± 0.03 Ed | 71.14 ± 0.07 Ec | 73.63 ± 0.15 Da | 71.73 ± 0.22 Eb | |
| 190 | 19.75 ± 0.06 Dd | 67.10 ± 0.71 Fb | 72.21 ± 0.11 Ea | 64.75 ± 0.12 Fc | |
| 200 | 16.66 ± 0.06 Fd | 63.31 ± 0.25 Gb | 66.07 ± 0.24 Fa | 57.57 ± 0.17 Gc | |
| a* | 0 | 24.82 ± 0.28 Aa | −1.40 ± 0.26 Bc | −0.82 ± 0.2 Bb | −2.40 ± 0.16 Cd |
| 150 | 24.01 ± 0.43 Ba | −5.38 ± 0.09 Dc | −4.63 ± 0.11 Cb | −5.02 ± 0.25 Dbc | |
| 160 | 15.04 ± 0.53 Ca | −5.67 ± 0.05 Eb | −5.40 ± 0.28 Db | −6.60 ± 0.06 Ec | |
| 170 | 1.07 ± 0.01 Fa | −6.92 ± 0.09 Fd | −6.10 ± 0.18 Eb | −6.52 ± 0.13 Ec | |
| 180 | 1.78 ± 0.01 Ea | −5.83 ± 0.13 Ec | −6.97 ± 0.16 Fd | −5.10 ± 0.11 Db | |
| 190 | 5.35 ± 0.01 Da | −3.93 ± 0.22 Cc | −4.63 ± 0.06 Cd | −0.87 ± 0.14 Bb | |
| 200 | 2.23 ± 0.39 Eb | 0.13 ± 0.06 Ac | −0.34 ± 0.13 Ad | 3.02 ± 0.08 Aa | |
| b* | 0 | 34.65± 0.59 Aa | 25.83 ± 0.09 Fb | 22.81 ± 0.55 Gd | 24.05 ± 0.29 Fc |
| 150 | 25.31 ± 0.04 Bd | 35.67 ± 0.04 Ca | 34.01 ± 0.04 Db | 33.27 ± 0.02 Cc | |
| 160 | 12.83 ± 0.29 Cd | 38.73 ± 0.29 Aa | 37.79 ± 0.02 Ab | 36.94 ± 0.04 Ac | |
| 170 | 0.11 ± 0.12 Fd | 37.62 ± 0.12 Fd | 37.38 ± 0.01 Bb | 35.29 ± 0.05 Bc | |
| 180 | 0.67 ± 0.04 Ed | 34.24 ± 0.04 Ed | 34.89 ± 0.08 Ca | 31.74 ± 0.07 Dc | |
| 190 | 2.32 ± 0.03 Dc | 30.03 ± 0.03 Dc | 29.28 ± 0.02 Ea | 26.24 ± 0.04 Eb | |
| 200 | 2.74 ± 0.46 Dd | 25.24 ± 0.46 Dd | 24.27 ± 0.04 Fb | 22.48 ± 0.03 Gc | |
| Activities | Sample | Correlation Coefficient (R2) | ||
|---|---|---|---|---|
| L* | a* | b* | ||
| S7 | −0.714 | 0.889 † | −0.800 | |
| DPPH | S8 | −0.705 | 0.952 ‡ | −0.777 |
| S9 | −0.764 | 0.628 | −0.817 † | |
| S7 | −0.601 | 0.597 | −0.600 | |
| ABTS | S8 | −0.197 | −0.031 | −0.241 |
| S9 | −0.930 ‡ | 0.972 ‡ | −0.918 ‡ | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.; Wang, S.; Yang, H. Evaluation of Thermal Effects on the Bioactivity of Curcumin Microencapsulated with Porous Starch-Based Wall Material Using Spray Drying. Processes 2020, 8, 172. https://doi.org/10.3390/pr8020172
Huang C, Wang S, Yang H. Evaluation of Thermal Effects on the Bioactivity of Curcumin Microencapsulated with Porous Starch-Based Wall Material Using Spray Drying. Processes. 2020; 8(2):172. https://doi.org/10.3390/pr8020172
Chicago/Turabian StyleHuang, Chenwei, Shengwen Wang, and Huaiwen Yang. 2020. "Evaluation of Thermal Effects on the Bioactivity of Curcumin Microencapsulated with Porous Starch-Based Wall Material Using Spray Drying" Processes 8, no. 2: 172. https://doi.org/10.3390/pr8020172
APA StyleHuang, C., Wang, S., & Yang, H. (2020). Evaluation of Thermal Effects on the Bioactivity of Curcumin Microencapsulated with Porous Starch-Based Wall Material Using Spray Drying. Processes, 8(2), 172. https://doi.org/10.3390/pr8020172