


Multi-Response Optimization Analysis of the Milling Process of Asphalt Layer Based on the Numerical Evaluation of Cutting Regime Parameters


Abstract
1. Introduction
2. Materials and Methods
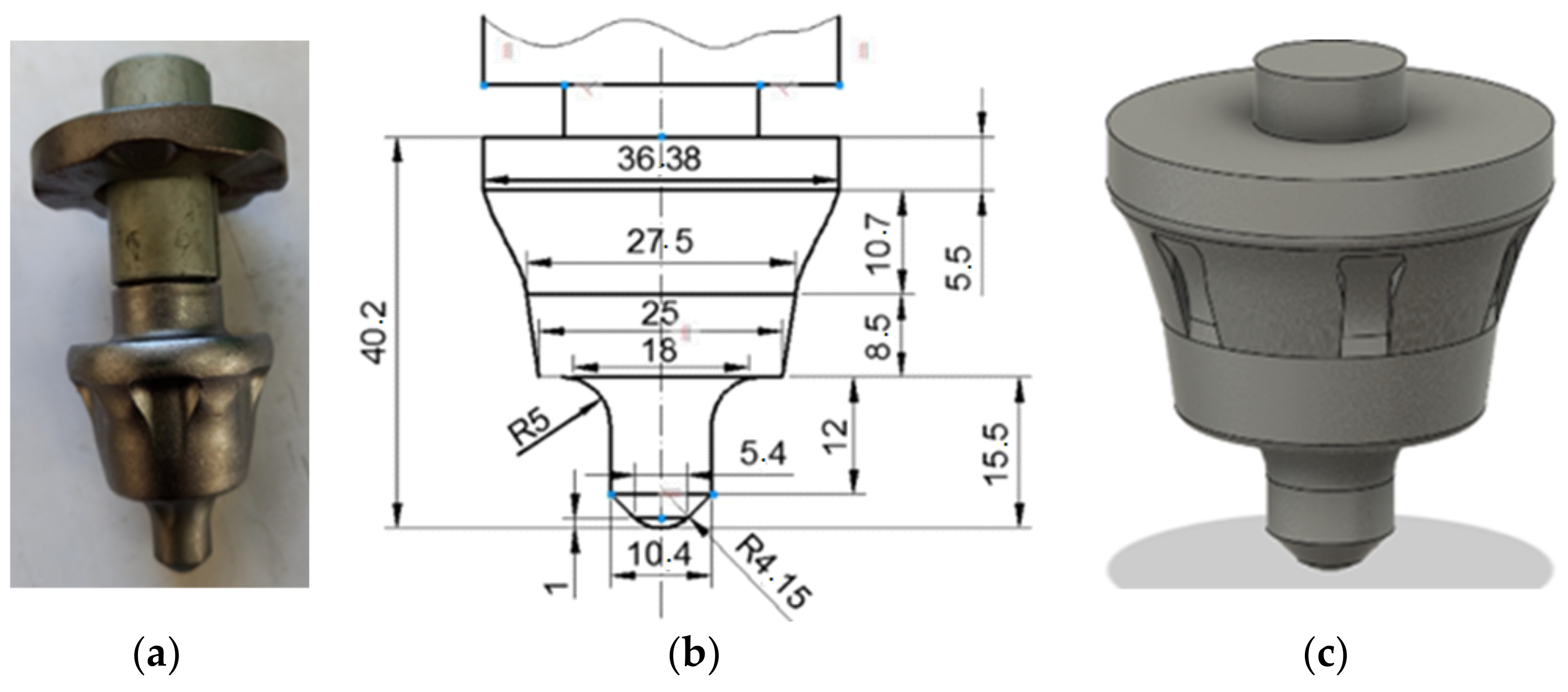
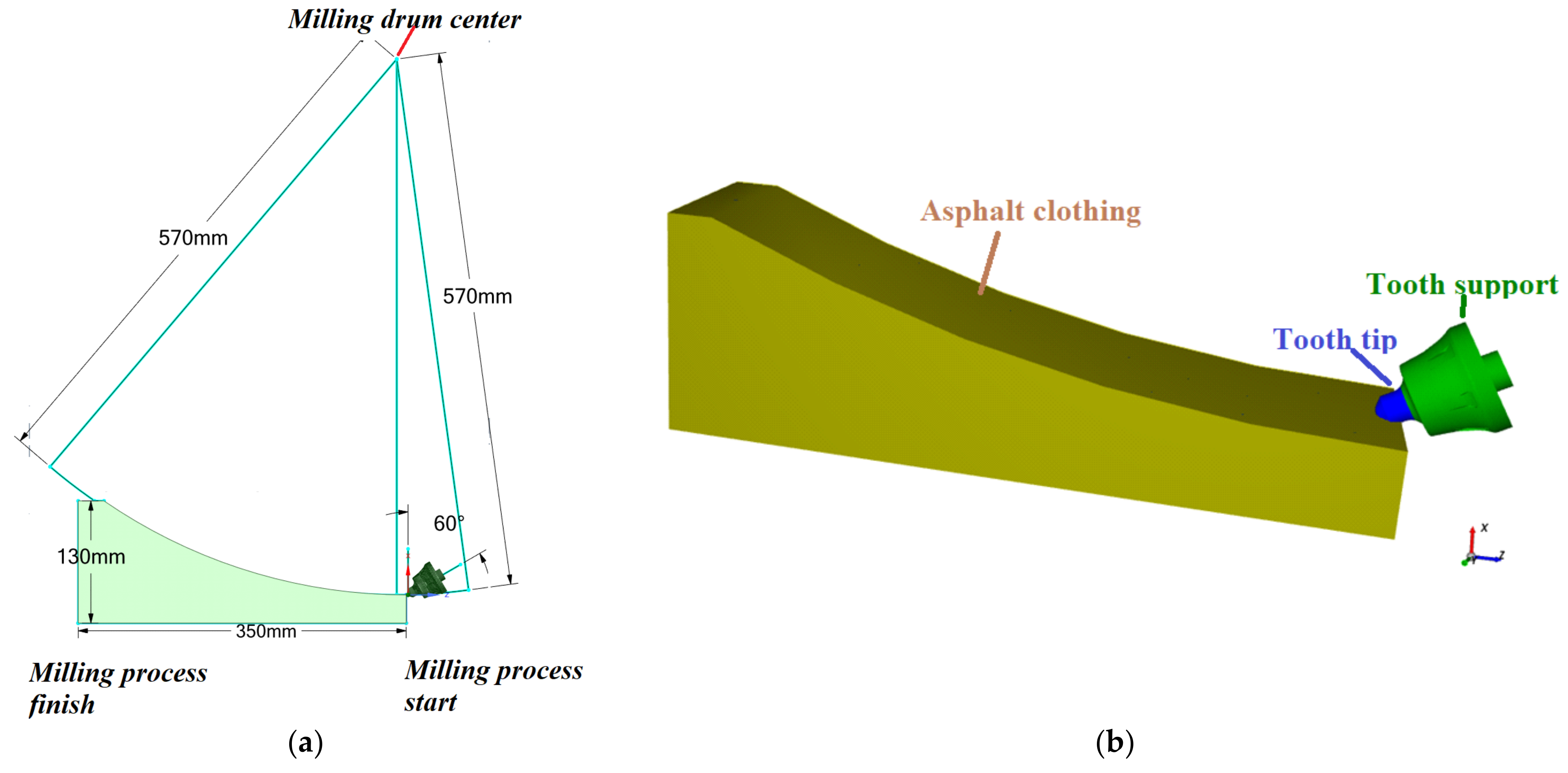
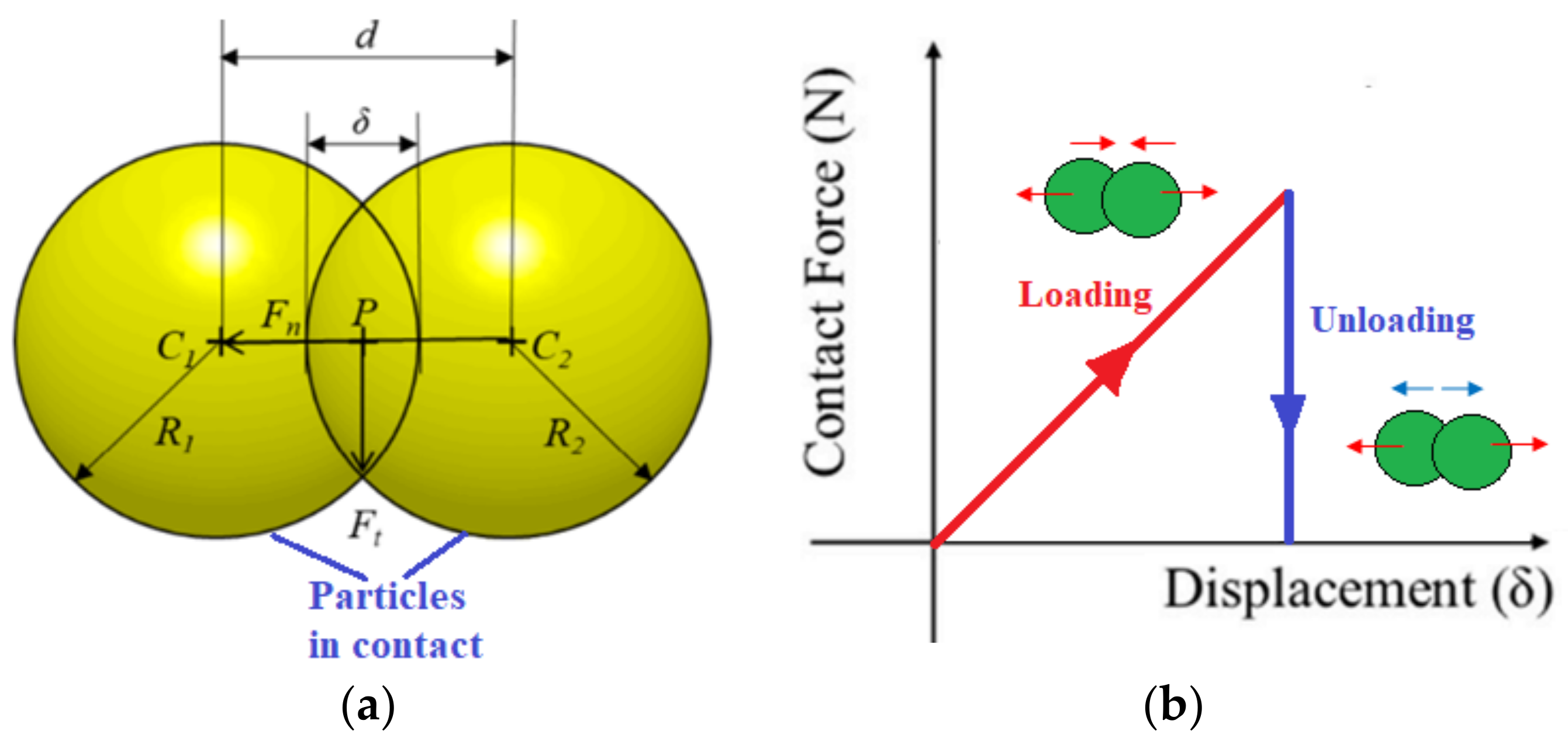
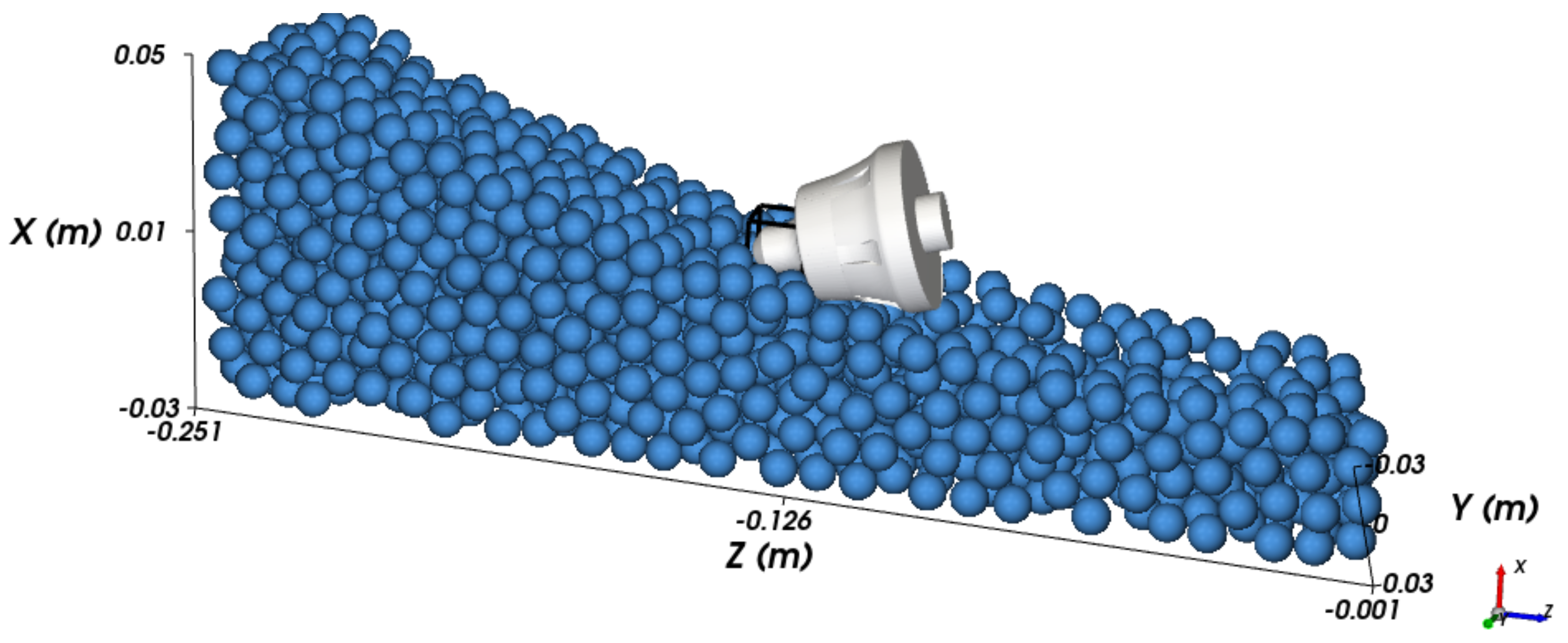
2.1. Discrete Element Simulation of Asphalt Milling Process
- -
- represents a percentage value that indicates the proportion of the adhesion force between particles in relation to their weight (a value of 1 indicates that the adhesion force between particles is equal to the weight of the particles) [3];
- -
- is the initial distance between the particles (before coming in contact), expressed in mm.
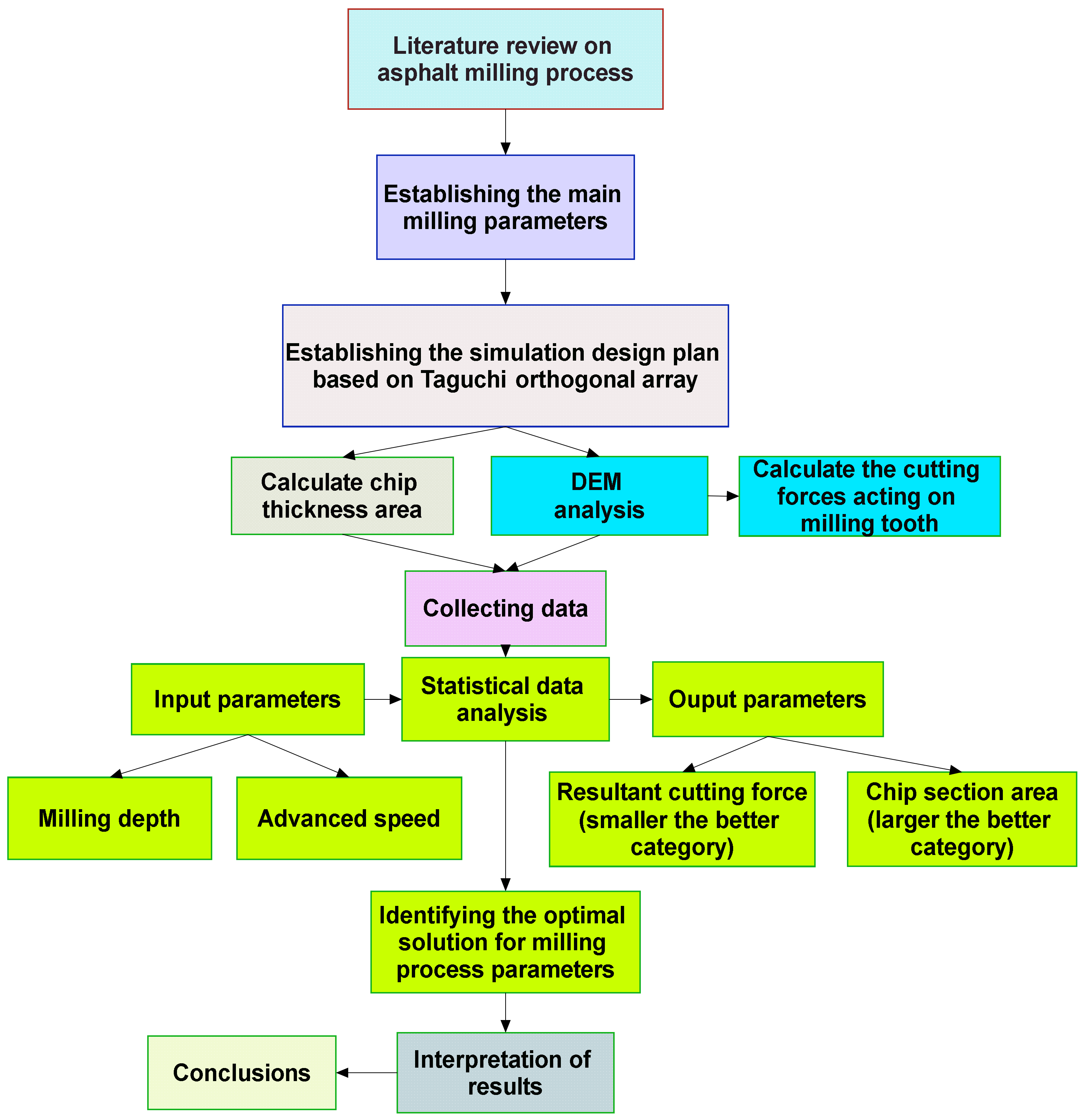
2.2. Optimization Methodology
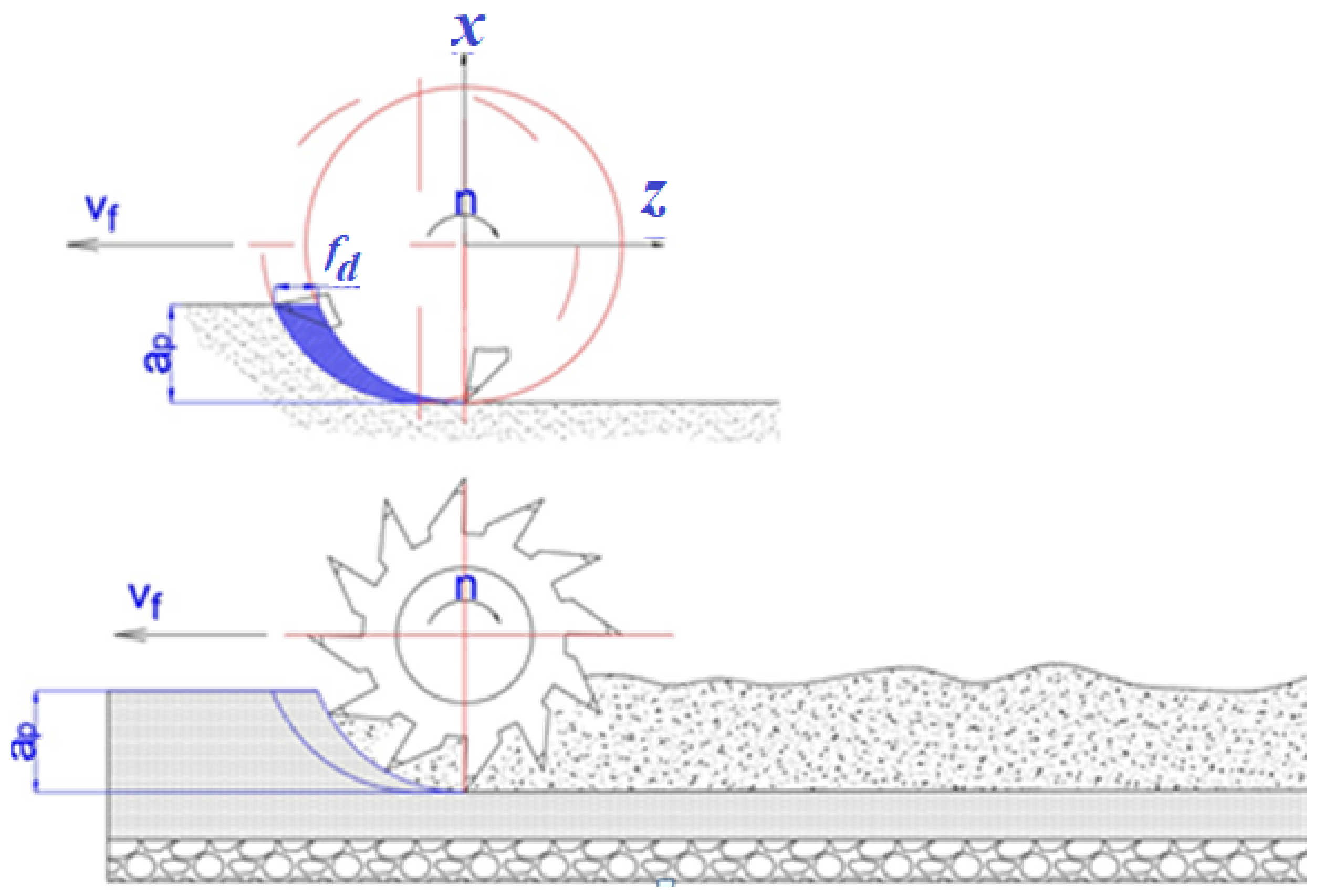
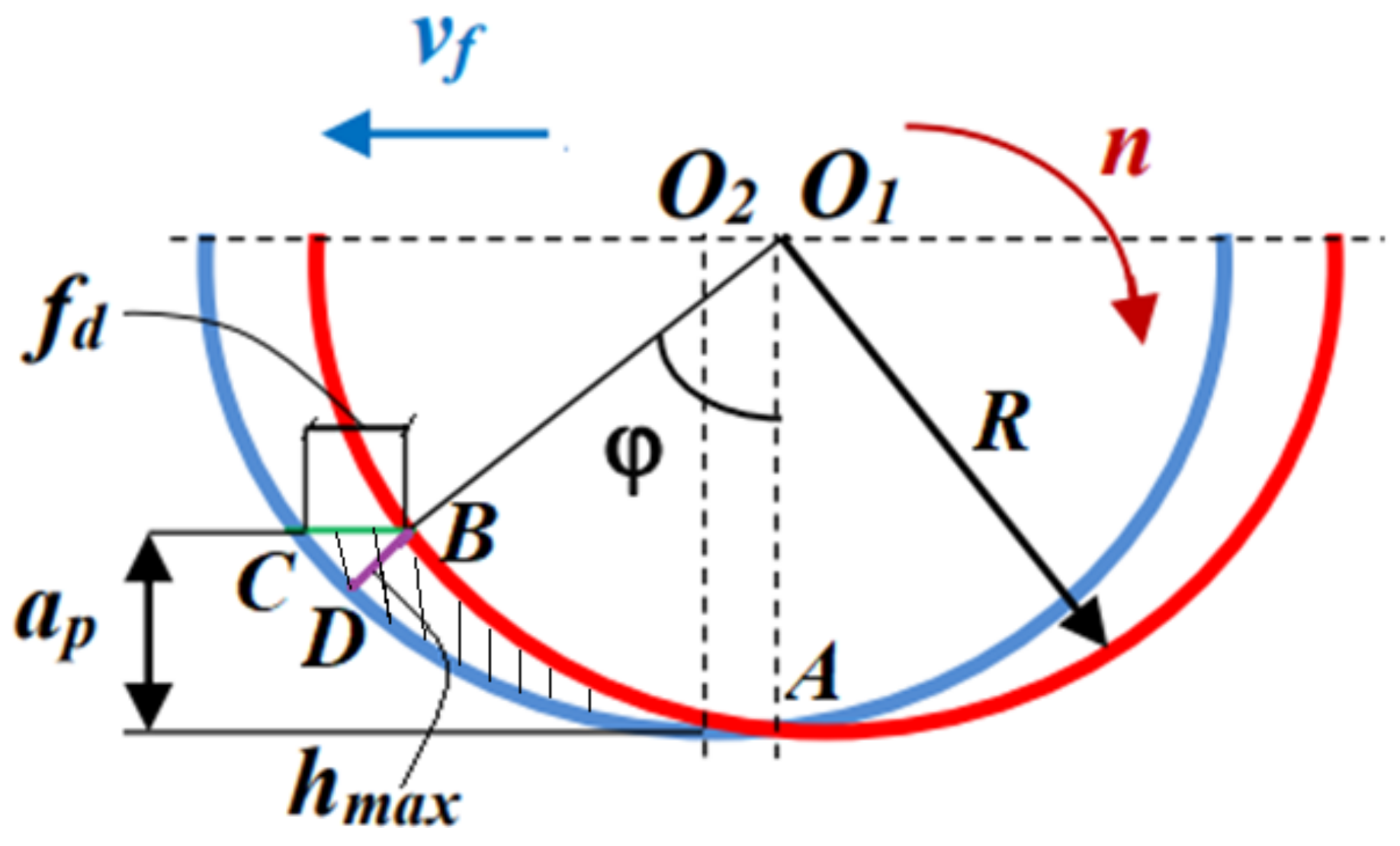
2.3. Cutting Condition in Milling Process
3. Results and Discussion
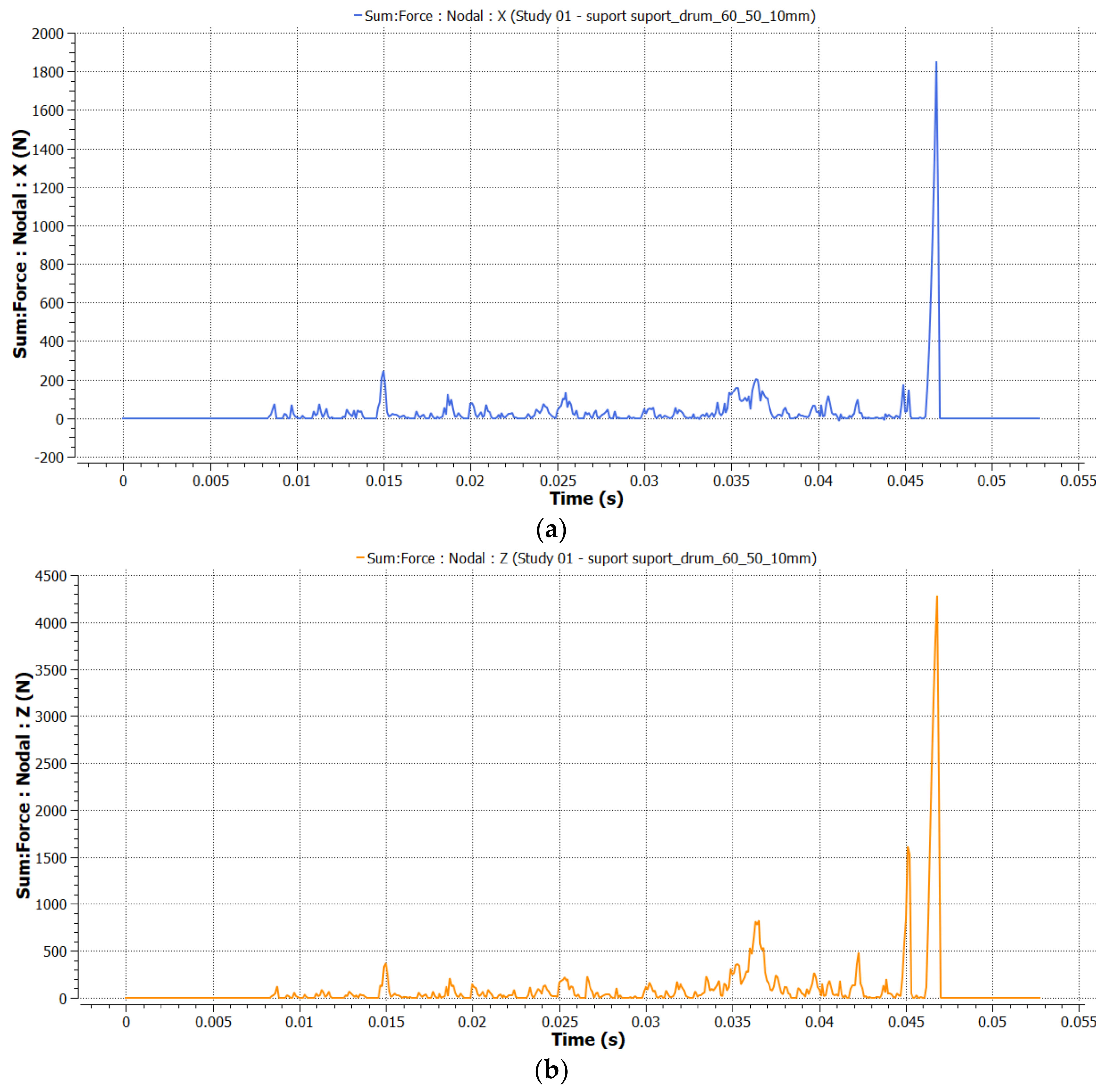
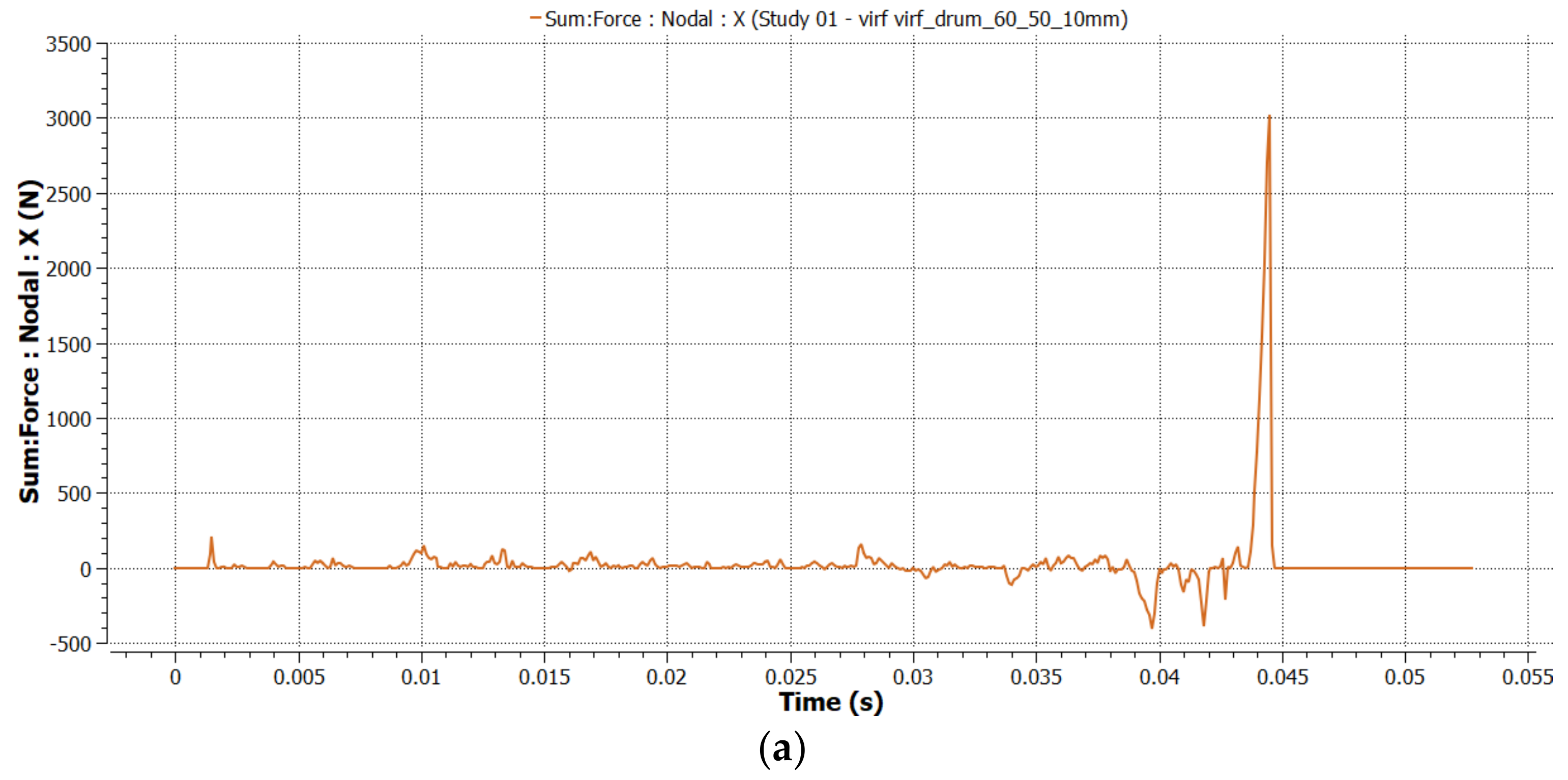
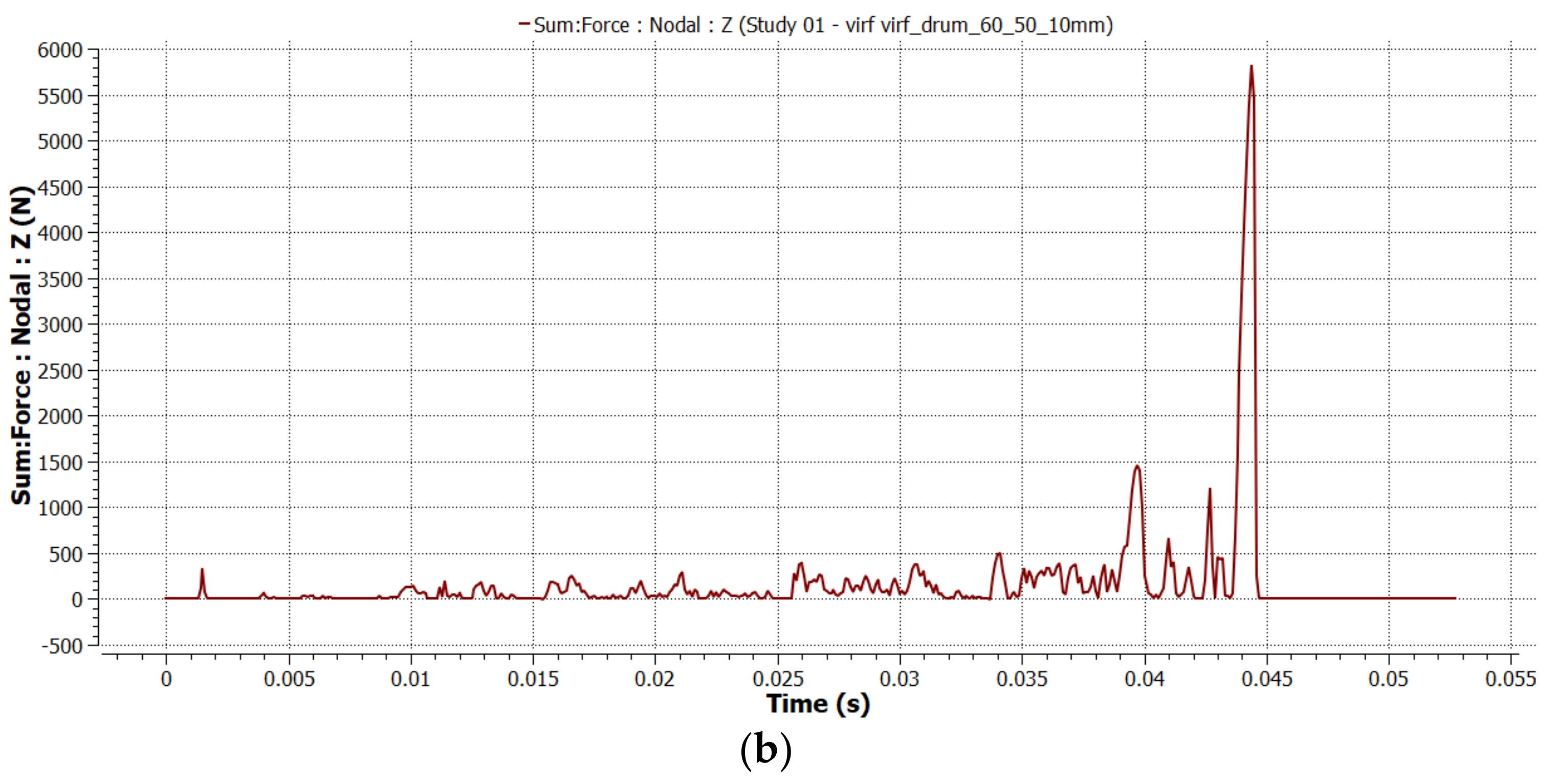
3.1. DEM Analysis Results
3.2. Statistical Analysis
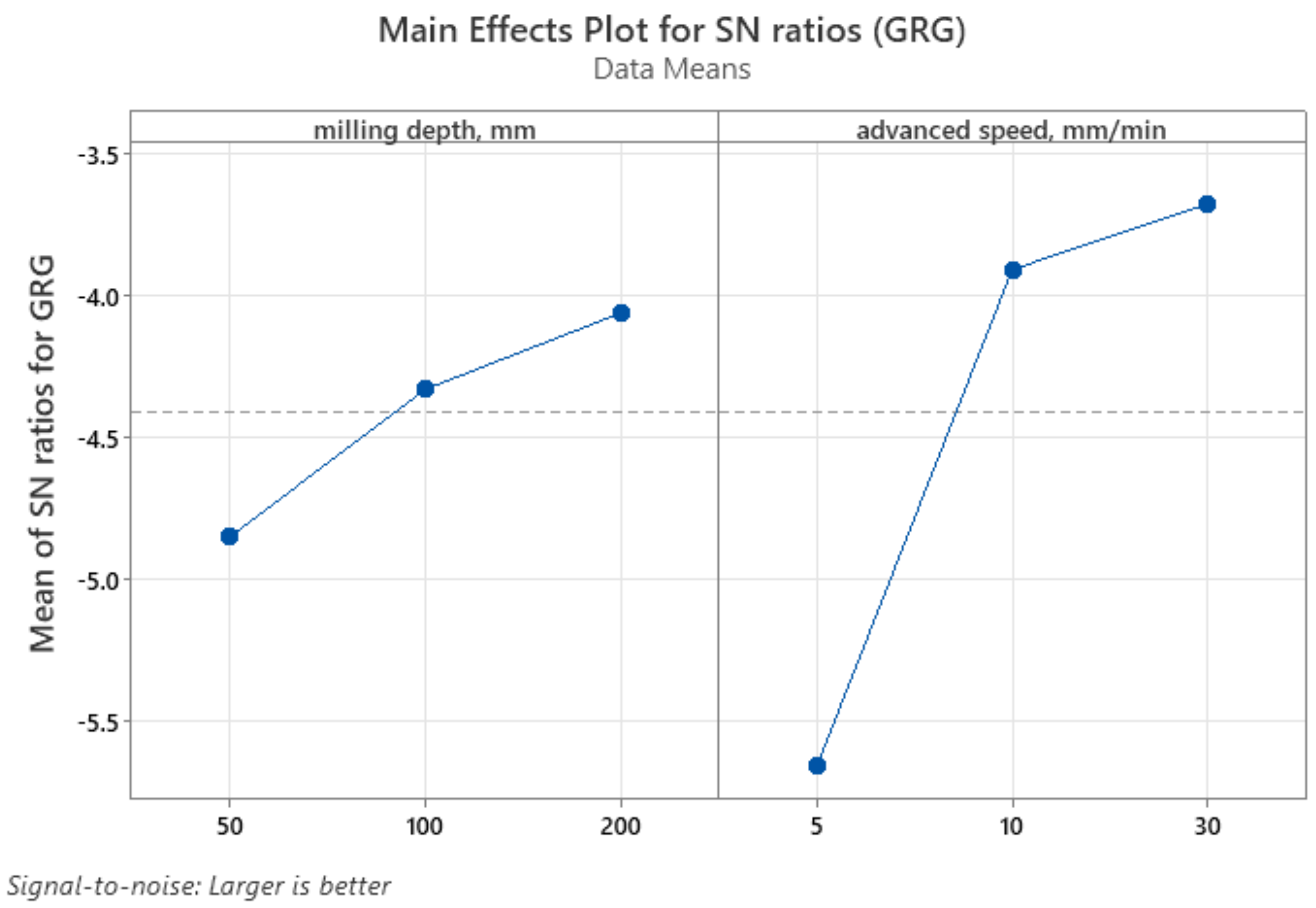
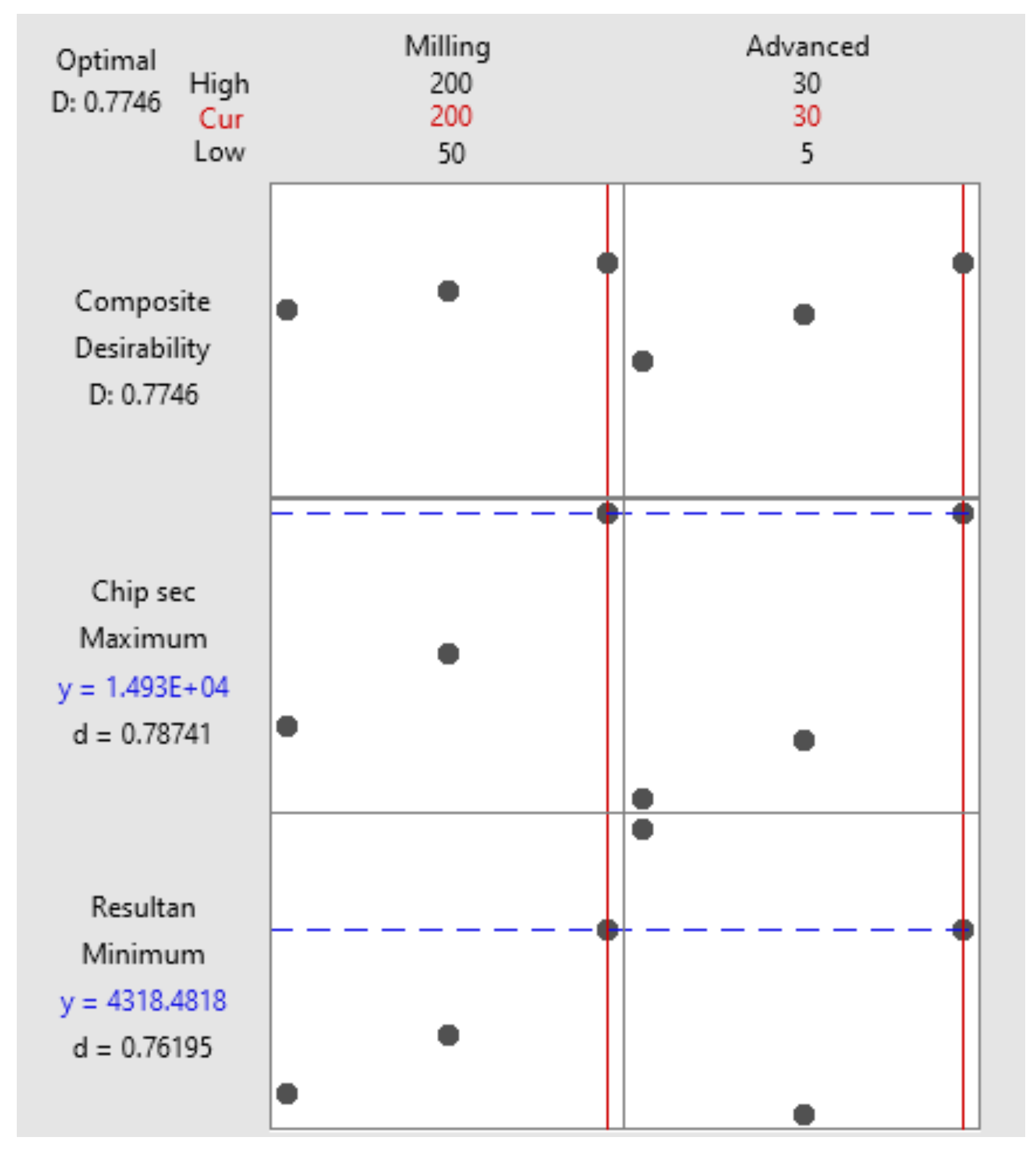
3.2.1. Multi-Response Analysis
3.2.2. Individual Response Analysis
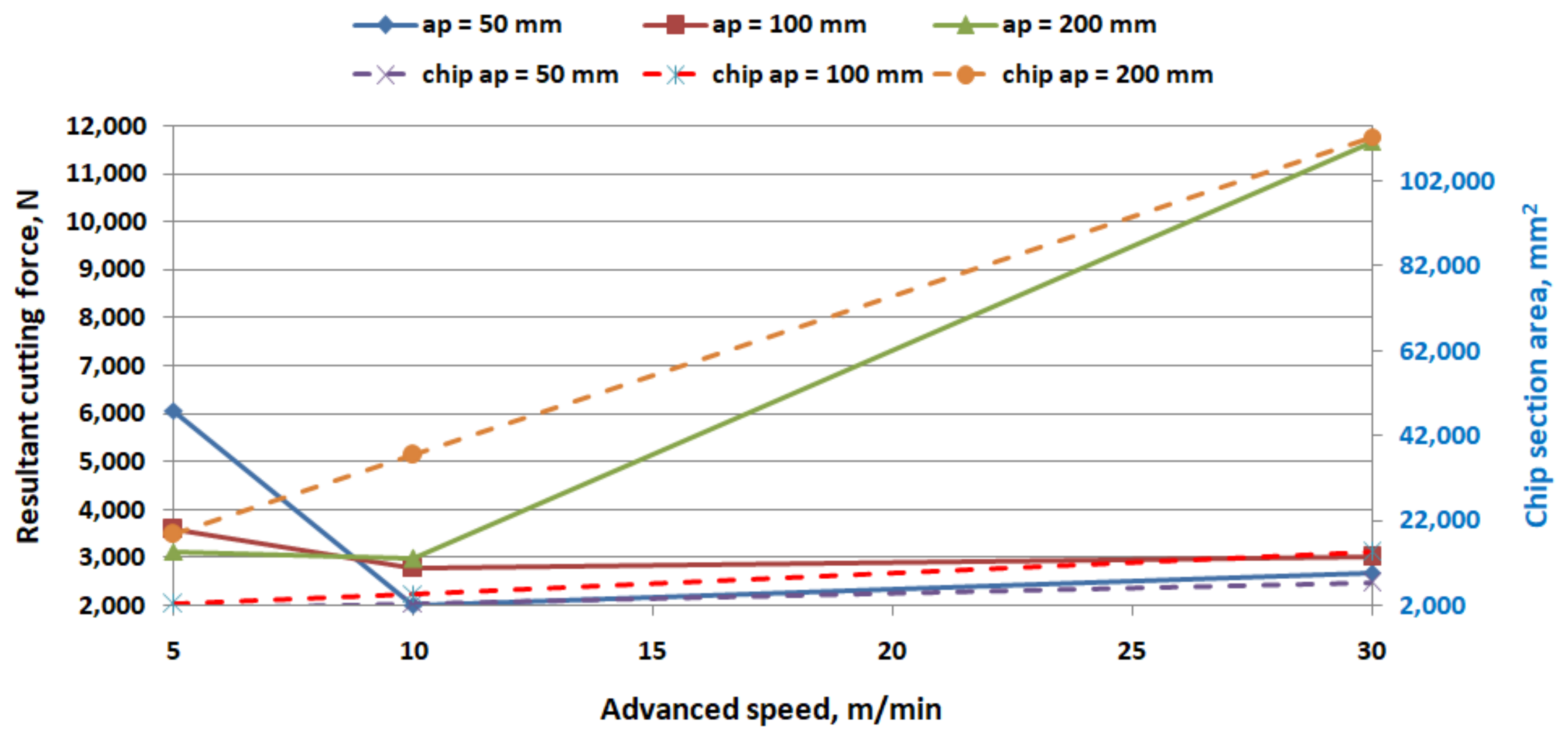
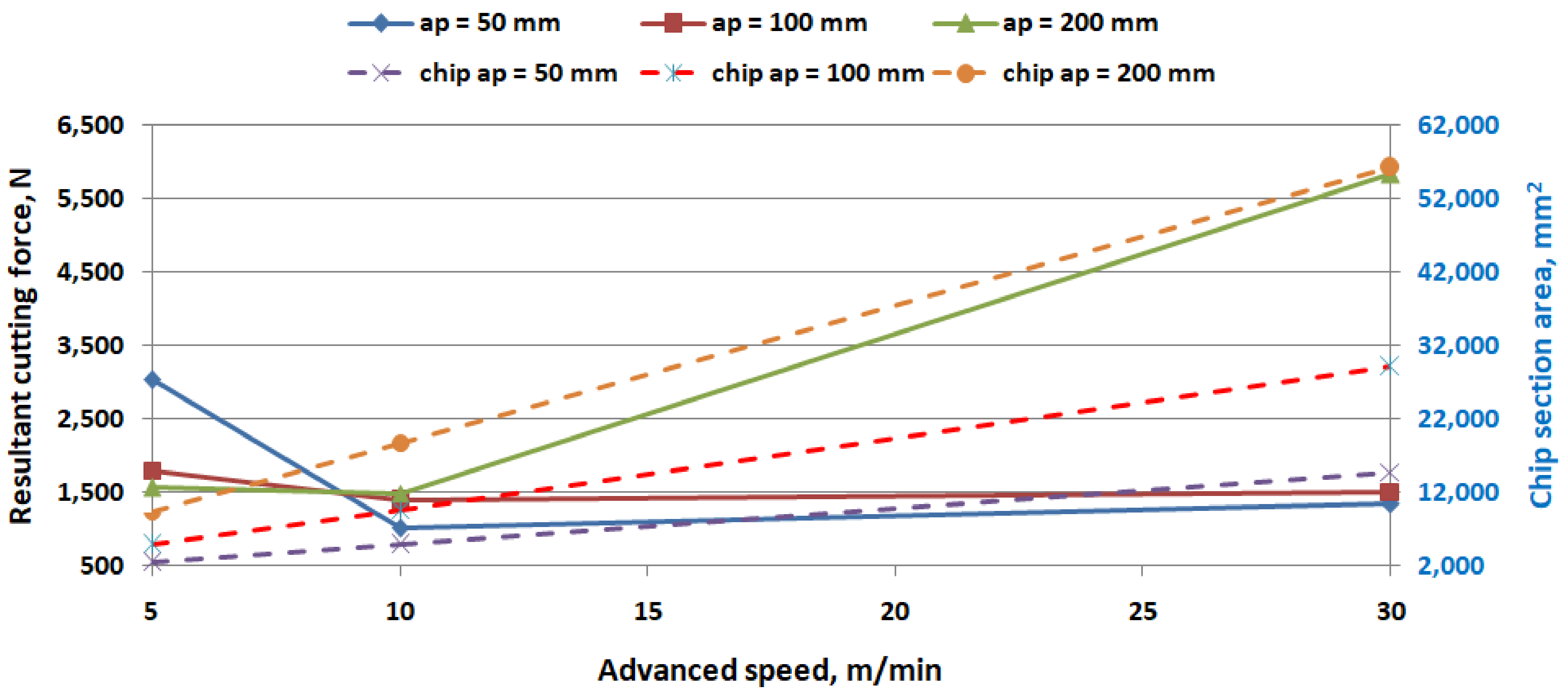
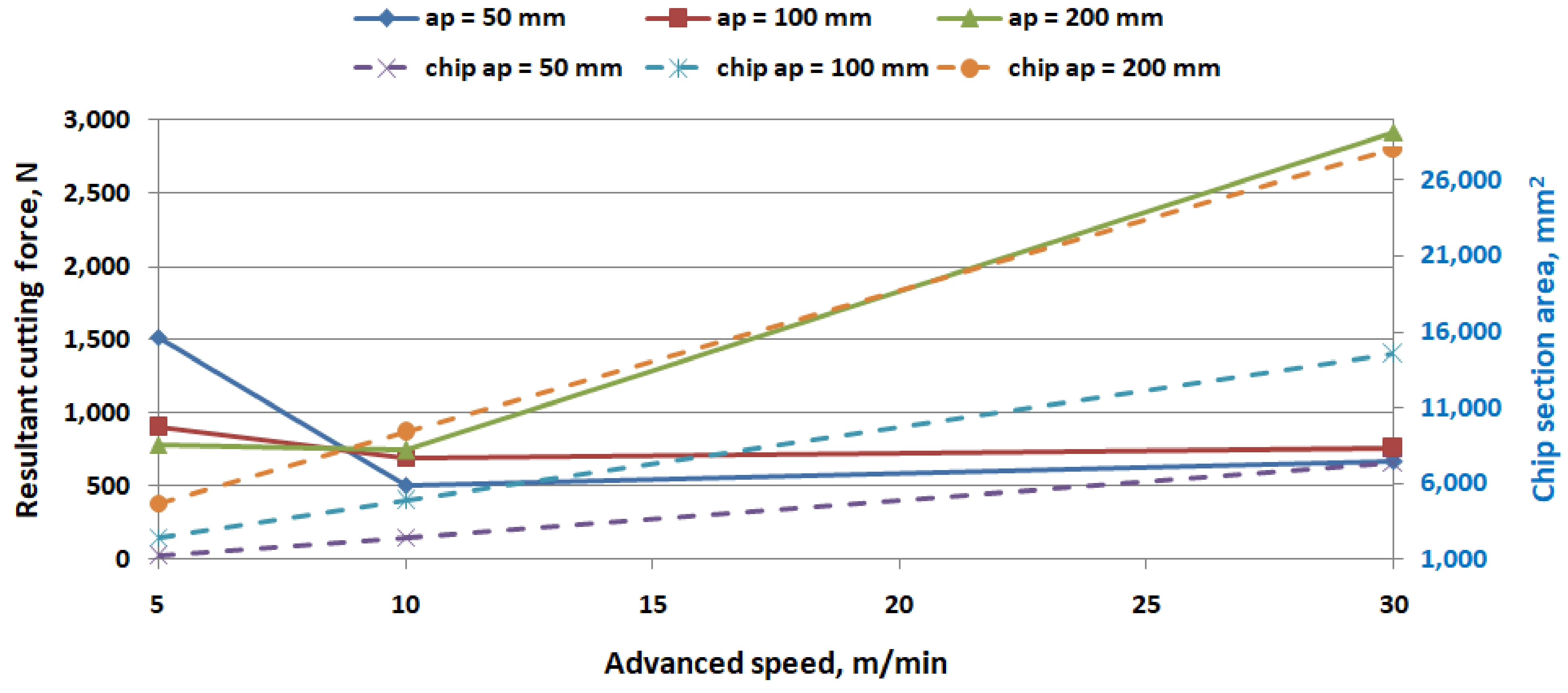
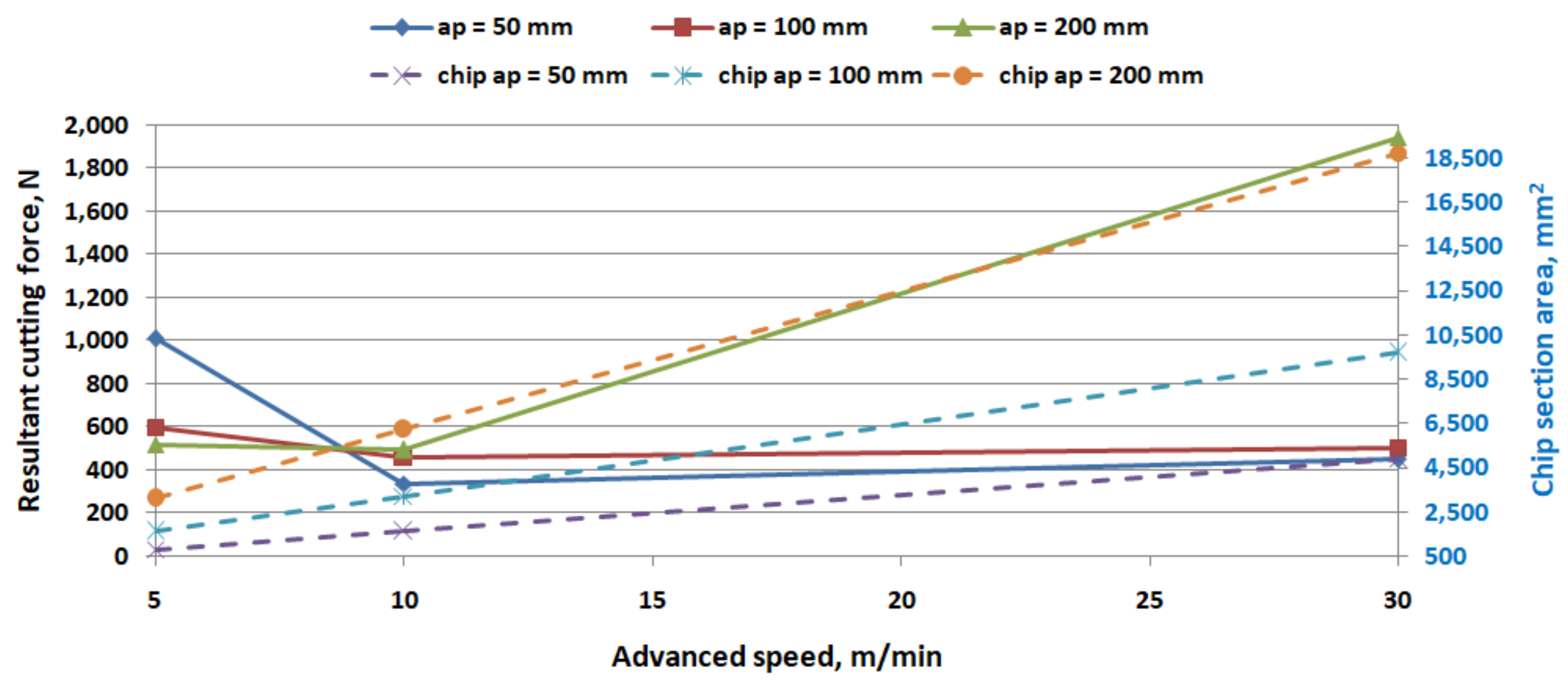
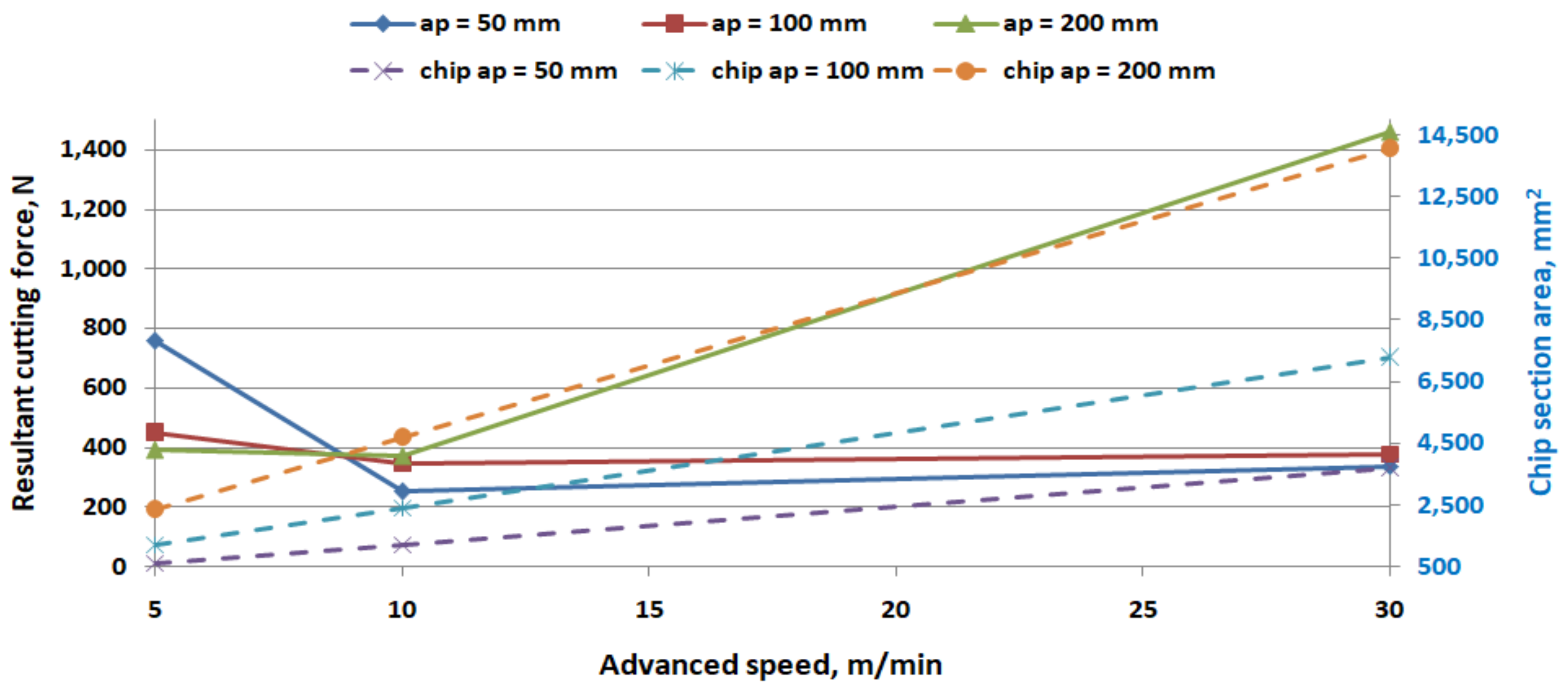
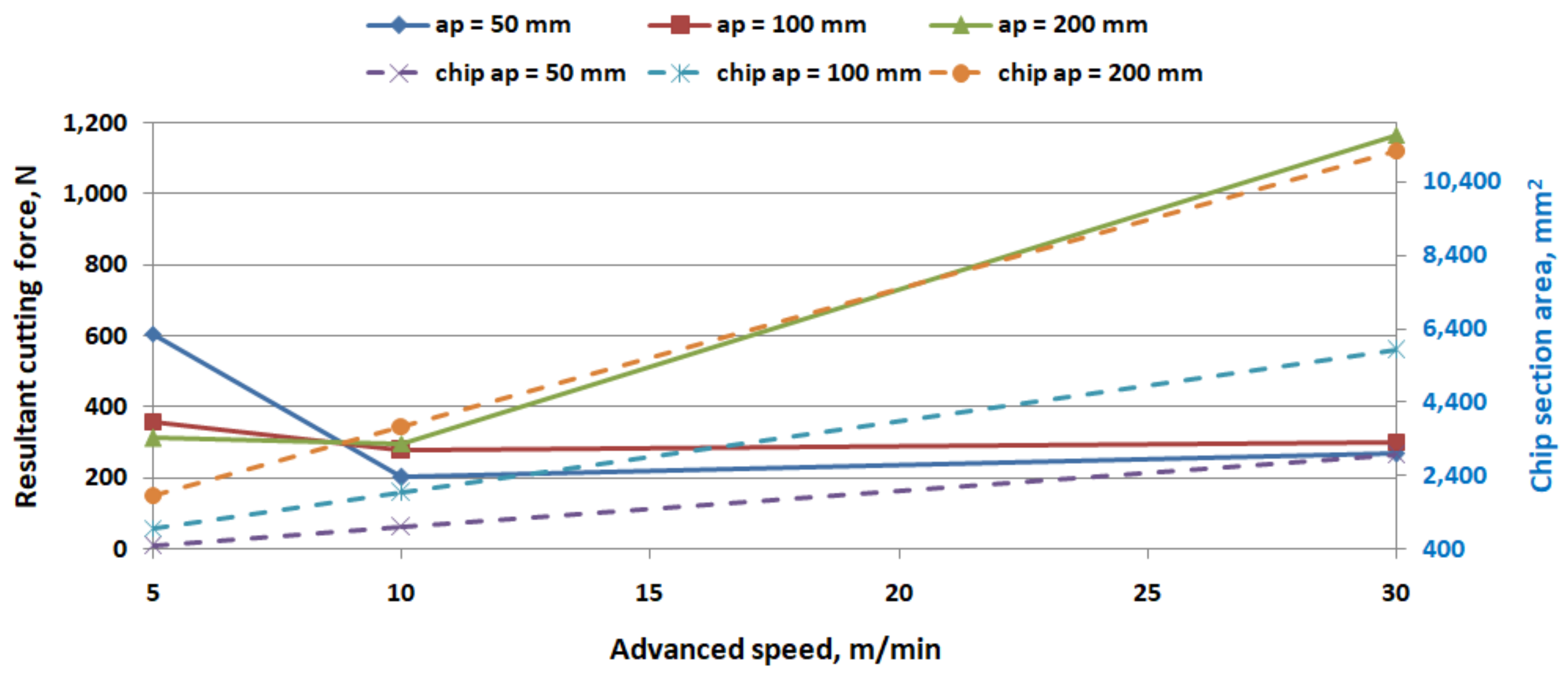
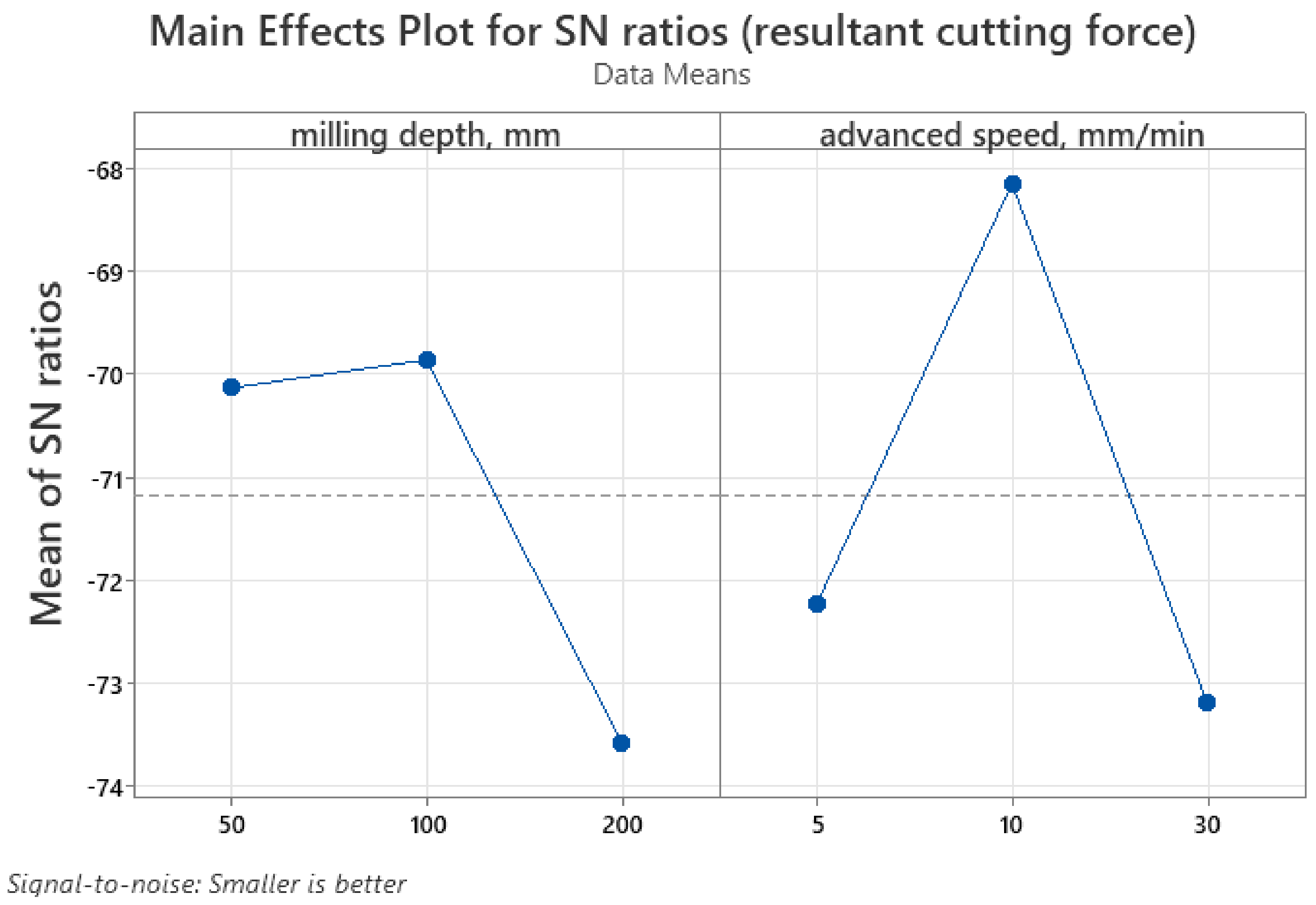
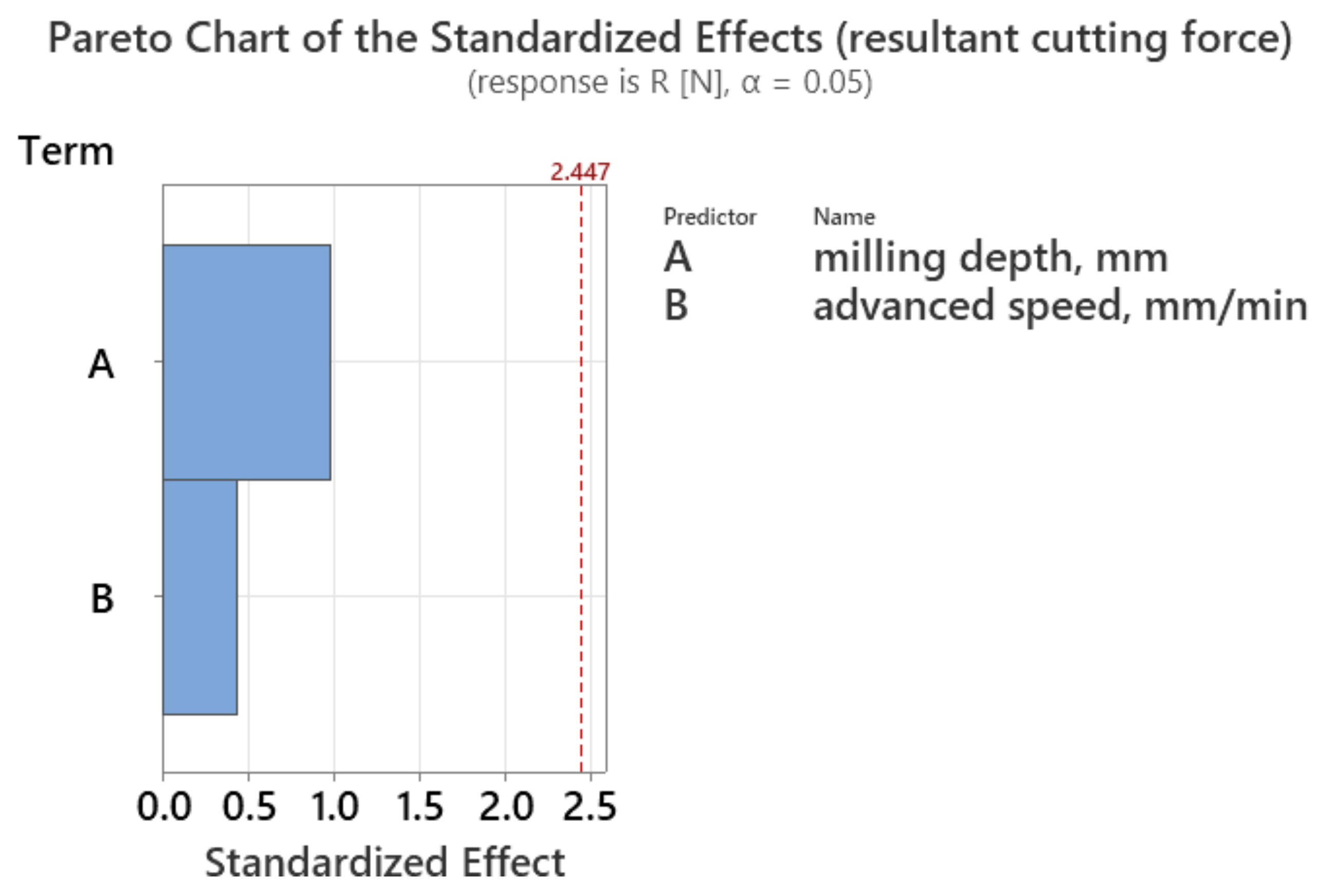
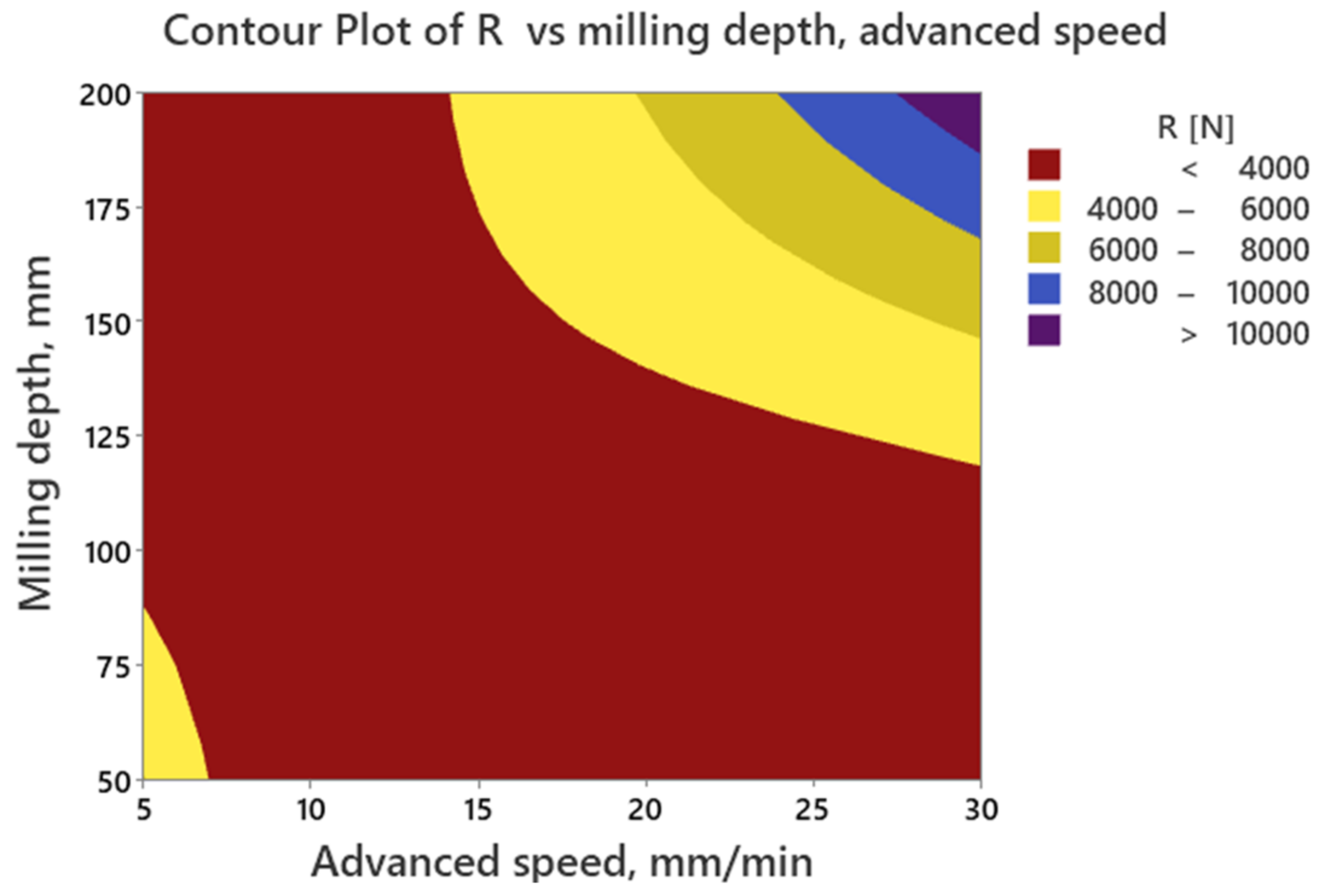
Resultant Cutting Force
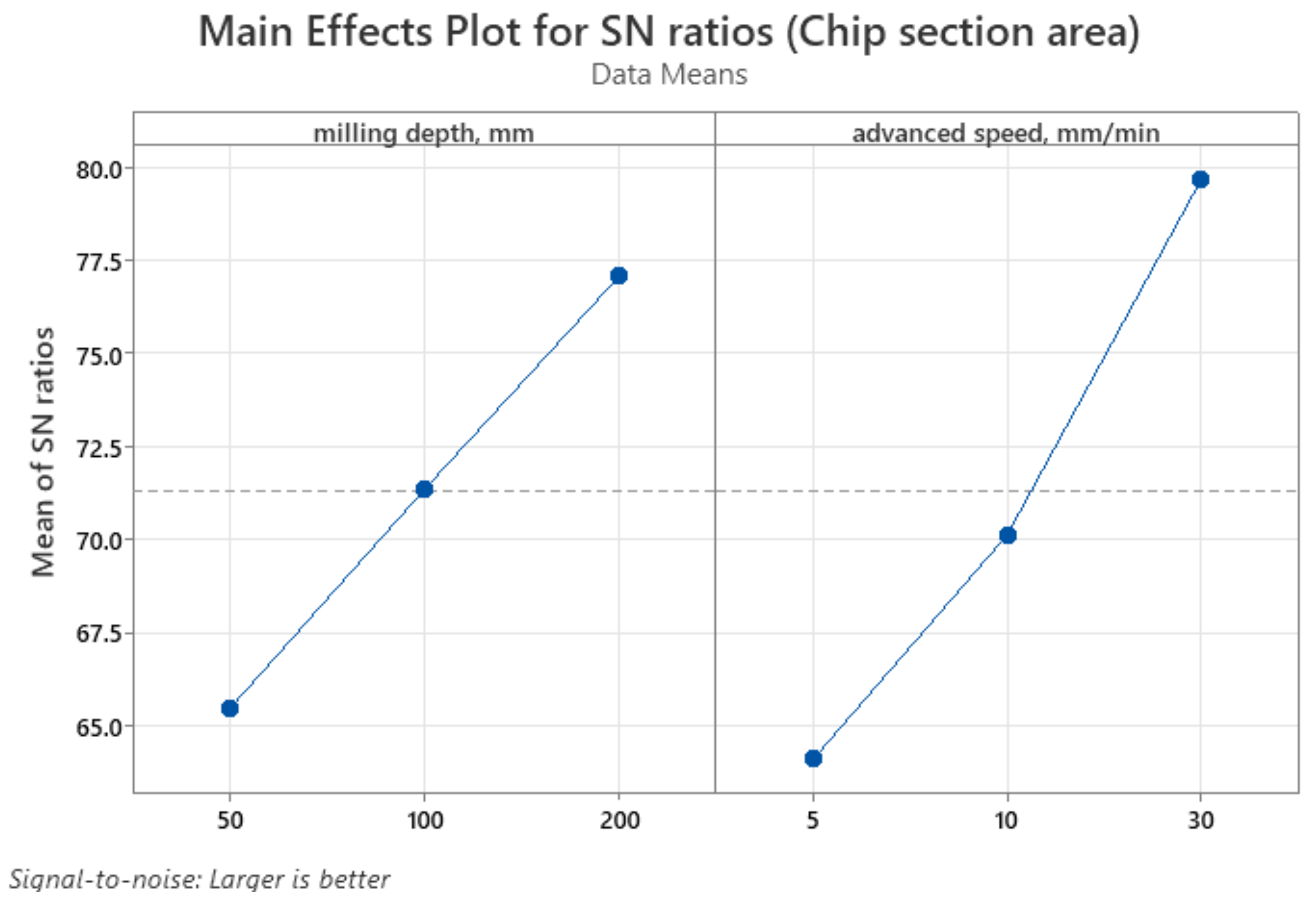
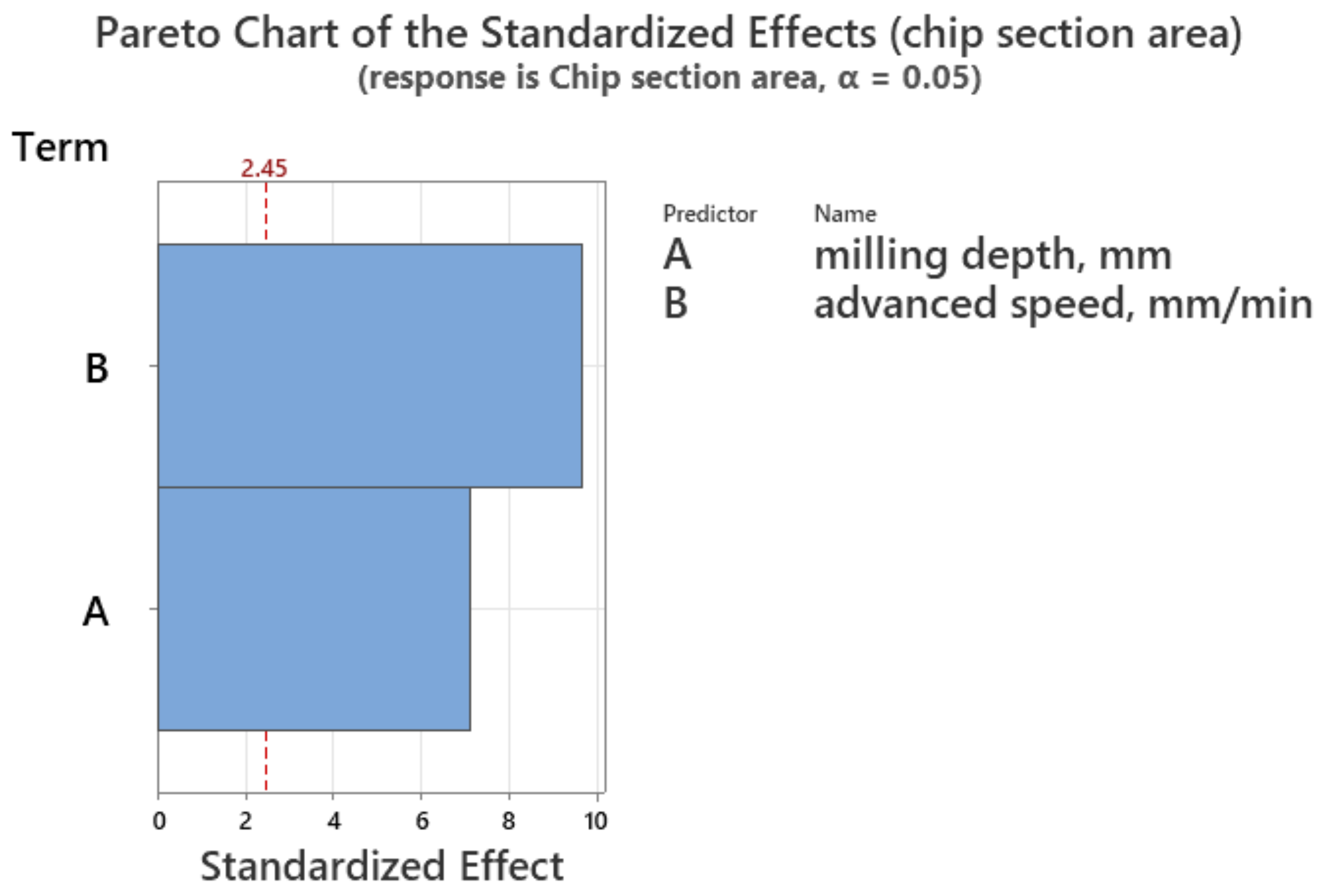
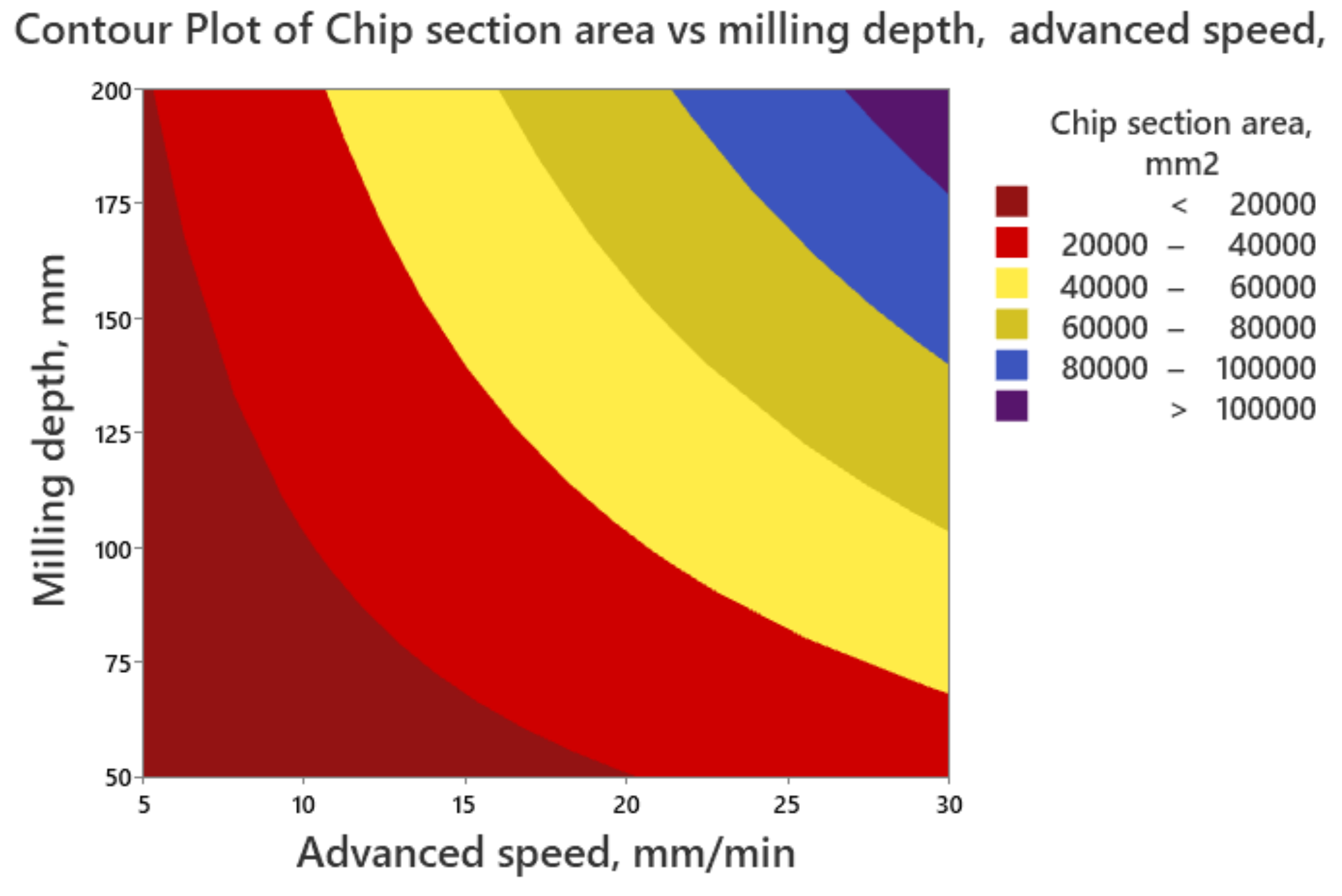
Chip Section Area
4. Conclusions
- ✓
- The multi-response optimization analysis successfully identified the optimal parameters for achieving the objectives of minimizing the resultant cutting force and maximizing the chip section area. The recommended values for these parameters are a milling depth of 200 mm and an advanced speed of 30 mm/min;
- ✓
- The ANOVA analysis provided valuable insights into the influence levels of various milling parameters on the milling process performance. Among the milling parameters, advanced speed was found to have the highest significance in shaping multiple performance characteristics;
- ✓
- Notably, the Pareto chart and ANOVA results revealed that milling depth was the primary parameter influencing the resultant cutting force, while advanced speed was the most critical factor affecting the chip section area;
- ✓
- This study’s results highlight the varying sensitivities of milling parameters concerning cutting force and chip section area. Understanding these sensitivities can aid in making informed decisions during milling process planning and parameter selection. Engineers and operators can adjust the milling depth and advanced speed based on the desired balance between cutting force reduction and chip section area maximization;
- ✓
- By identifying the optimal process parameters, this study contributes to sustainable milling practices. The recommended parameters can lead to reduced energy consumption and improved tool life, contributing to cost savings and environmental benefits;
- ✓
- The successful implementation of the Taguchi-based Grey Relational Analysis showcases its versatility as a robust optimization technique. This method can be applied to other manufacturing processes, enabling researchers and practitioners to optimize multiple performance characteristics simultaneously;
- ✓
- DEM simulations provide valuable insights into the interaction between asphalt pavement and cutting tooth during milling processes, but they have limitations that need to be considered. These limitations include simplified material representation, the choice of contact models, computational cost, and challenges in calibration and validation. The simulation was based on considering the adhesion forces at the level of the aggregates that constitute the asphalt pavement. By incorporating adhesion forces, the DEM simulation aimed to accurately represent the interaction between the tooth and the asphalt particles, providing valuable insights into the cutting process. The consideration of adhesion forces at the aggregate level in the asphalt pavement simulation is essential for accurately representing the behavior of the material during the cutting process. These adhesion forces play a significant role in determining the cutting forces experienced by the tooth, and their proper incorporation in the DEM simulation enhances the reliability and realism of the results.
- ✓
- While this study addresses important aspects of milling efficiency, it can be used as a basis for further research focused on investigating the effects of varying tool geometries, different cutting strategies, and alternative materials to provide a more comprehensive understanding of the milling process and its potential optimizations.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Furmanov, D.; Chizhov, V.; Tyuremnov, I.; Troshin, D. Loads on Cutter Teeth for Removing Asphalt Pavement. E3S Web Conf. 2019, 97, 06031. [Google Scholar] [CrossRef]
- Song, M.; Buck, D.; Yu, Y.; Du, X.; Guo, X.; Wang, J.; Zhu, Z. Effects of Tool Tooth Number and Cutting Parameters on Milling Performance for Bamboo–Plastic Composite. Forests 2023, 14, 433. [Google Scholar] [CrossRef]
- Dumitru, T.; Ilincă, C.; Tănase, M. Influence of Technological Parameters on the Behaviour in Operation of the Asphalt Milling Equipment. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1262, 012018. [Google Scholar] [CrossRef]
- Dumitru, T.; Petrescu, M.G.; Tănase, M.; Laudacescu, E. The Application of Tribological Tests to Study the Wear Behavior of Asphalt Cutter Teeth: An Experimental Investigation Using Baroid Tribometer. Coatings 2023, 13, 1251. [Google Scholar] [CrossRef]
- Niță, A.; Petrescu, M.G.; Dumitru, T.; Burlacu, A.; Tănase, M.; Laudacescu, E.; Ramadan, I. Experimental Research on the Wear Behavior of Materials Used in the Manufacture of Components for Cement Concrete Mixers. Materials 2023, 16, 2326. [Google Scholar] [CrossRef]
- Niță, A.; Laudacescu, E.; Petrescu, M.G.; Dumitru, T.; Burlacu, A.; Bădoiu, D.G.; Tănase, M. Experimental Research Regarding the Effect of Mineral Aggregates on the Wear of Mixing Blades of Concrete Mixers. Materials 2023, 16, 5047. [Google Scholar] [CrossRef]
- Guan, Y.; Guan, H. Algorithms for Modelling 3D Flexible Pavements and Simulation of Vibration Cutting by the DEM. Int. J. Pavement Eng. 2019, 20, 1127–1139. [Google Scholar] [CrossRef]
- Seibi, A.C.; Sharma, M.G.; Ali, G.A.; Kenis, W.J. Constitutive Relations for Asphalt Concrete Under High Rates of Loading. Transp. Res. Rec. 2001, 1767, 111–119. [Google Scholar] [CrossRef]
- Chen, J.; Pan, T.; Huang, X. Discrete Element Modeling of Asphalt Concrete Cracking Using a User-Defined Three-Dimensional Micromechanical Approach. J. Wuhan Univ. Technol. Mat. Sci. Edit. 2011, 26, 1215–1221. [Google Scholar] [CrossRef]
- Xie, S.; Yi, J.; Wang, H.; Yang, S.-H.; Xu, M.; Feng, D. Mechanical Response Analysis of Transverse Crack Treatment of Asphalt Pavement Based on DEM. Int. J. Pavement Eng. 2022, 23, 2206–2226. [Google Scholar] [CrossRef]
- Wu, J.; Li, D.; Zhu, B.; Wu, C. Milling Process Simulation of Old Asphalt Mixture by Discrete Element. Constr. Build. Mater. 2018, 186, 996–1004. [Google Scholar] [CrossRef]
- Abbas, A.; Masad, E.; Papagiannakis, T.; Shenoy, A. Modelling Asphalt Mastic Stiffness Using Discrete Element Analysis and Micromechanics-Based Models. Int. J. Pavement Eng. 2005, 6, 137–146. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, Y.; Wang, Z.; Li, Y.; Zhang, K.; Zhang, G. Numerical Analysis of Asphalt Concrete Milling Process Based on Multicomponent Modeling; Mechanical Engineering School of Xiangtan University: Xiangtan, China, 2020; preprint. [Google Scholar]
- Three-Dimensional Finite Element Simulation and Experimental Validation of Sliding Wear|Elsevier Enhanced Reader. Available online: https://reader.elsevier.com/reader/sd/pii/S0043164822001612?token=95B30975193AE01EC6C3E028237EE4534B1133BCD4C7515D49FF51C6163F19B365EE2F600B0F203D3488507F3E44124E&originRegion=eu-west-1&originCreation=20230515170834 (accessed on 15 May 2023).
- Iovanas, D.M.; Binchiciu, H.; Voiculescu, I.; Binchiciu, E.F. Factors That Influence the Quality Constant of the Manufacturing Process for Asphalt Milling Knifes. MATEC Web Conf. 2017, 121, 03010. [Google Scholar] [CrossRef]
- Zaumanis, M.; Loetscher, D.; Mazor, S.; Stöckli, F.; Poulikakos, L. Impact of Milling Machine Parameters on the Properties of Reclaimed Asphalt Pavement. Constr. Build. Mater. 2021, 307, 125114. [Google Scholar] [CrossRef]
- Blum, J.; Anderegg, R. Modelling of an Innovative Technology for Pavement Milling. IFAC-PapersOnLine 2016, 49, 591–597. [Google Scholar] [CrossRef]
- Iovanas, D.M.; Dumitrascu, A.-E. Reliability Estimation of the Milling Machines Teeth Obtained by Welding Deposition Process. MATEC Web Conf. 2017, 121, 02003. [Google Scholar] [CrossRef]
- Makange, N.R.; Ji, C.; Torotwa, I. Prediction of Cutting Forces and Soil Behavior with Discrete Element Simulation. Comput. Electron. Agric. 2020, 179, 105848. [Google Scholar] [CrossRef]
- Jiang, Y.-Z.; Liao, G.-W.; Zhu, S.-S.; Hu, Y.-F. Investigation on Cutting Resistance Characteristic of Bucket Wheel Excavator Using DEM and DOE Methods. Simul. Model. Pract. Theory 2021, 111, 102339. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, L.; Hu, X.; Wang, H.; Shi, X.; Ma, X. Simulation of Soil Cutting and Power Consumption Optimization of a Typical Rotary Tillage Soil Blade. Appl. Sci. 2022, 12, 8177. [Google Scholar] [CrossRef]
- Altas, E.; Gokkaya, H.; Karatas, M.; Ozkan, D. Analysis of Surface Roughness and Flank Wear Using the Taguchi Method in Milling of NiTi Shape Memory Alloy with Uncoated Tools. Coatings 2020, 10, 1259. [Google Scholar] [CrossRef]
- Liu, D.; Liu, Z.; Wang, B. Effect of Cutting Parameters on Tool Chipping Mechanism and Tool Wear Multi-Patterns in Face Milling Inconel 718. Lubricants 2022, 10, 218. [Google Scholar] [CrossRef]
- Mohapatra, S.; Sarangi, H.; Kumar Mohanty, U. Optimization of Process Parameters for Centrifugal Cast Single Point Cutting Tools Using Grey-Taguchi Technique. Mater. Today Proc. 2023, 74, 750–755. [Google Scholar] [CrossRef]
- Philip Selvaraj, D.; Chandramohan, P.; Mohanraj, M. Optimization of Surface Roughness, Cutting Force and Tool Wear of Nitrogen Alloyed Duplex Stainless Steel in a Dry Turning Process Using Taguchi Method. Measurement 2014, 49, 205–215. [Google Scholar] [CrossRef]
- Alagarsamy, S.V.; Ravichandran, M.; Meignanamoorthy, M.; Sakthivelu, S.; Dineshkumar, S. Prediction of Surface Roughness and Tool Wear in Milling Process on Brass (C26130) Alloy by Taguchi Technique. Mater. Today Proc. 2020, 21, 189–193. [Google Scholar] [CrossRef]
- Kanchana, J.; Prasath, V.; Krishnaraj, V.; Priyadharshini, B.G. Multi Response Optimization of Process Parameters Using Grey Relational Analysis for Milling of Hardened Custom 465 Steel. Procedia Manuf. 2019, 30, 451–458. [Google Scholar] [CrossRef]
- Shagwira, H.; Mbuya, T.O.; Akinlabi, E.T.; Mwema, F.M.; Tanya, B. Optimization of Material Removal Rate in the CNC Milling of Polypropylene + 60 Wt% Quarry Dust Composites Using the Taguchi Technique. Mater. Today Proc. 2021, 44, 1130–1132. [Google Scholar] [CrossRef]
- Burlacu, A.; Petrescu, M.G.; Dumitru, T.; Niță, A.; Tănase, M.; Laudacescu, E.; Ramadan, I.; Ilincă, C. Numerical Approach Regarding the Effect of the Flight Shape on the Performance of Rotary Dryers from Asphalt Plants. Processes 2022, 10, 2339. [Google Scholar] [CrossRef]
- Burlacu, A.I.; Tănase, M.; Ilincă, C.; Petrescu, M.G. Optimizing the Trajectory of Aggregates in Drying Units from the Asphalt Plants. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1262, 012003. [Google Scholar] [CrossRef]
- Niţă, A.; Laudacescu, E.; Ramadan, I.N.; Petrescu, M.G. An Example for Determining the Physical Parameters Used in DEM Modelling for the Interaction Process between Aggregates and Working Equipment. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1262, 012028. [Google Scholar] [CrossRef]
- John, J.; Devjani, D.; Ali, S.; Abdallah, S.; Pervaiz, S. Optimization of 3D Printed Polylactic Acid Structures with Different Infill Patterns Using Taguchi-Grey Relational Analysis. Adv. Ind. Eng. Polym. Res. 2023, 6, 62–78. [Google Scholar] [CrossRef]
- Kalyon, A.; Günay, M.; Özyürek, D. Application of Grey Relational Analysis Based on Taguchi Method for Optimizing Machining Parameters in Hard Turning of High Chrome Cast Iron. Adv. Manuf. 2018, 6, 419–429. [Google Scholar] [CrossRef]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Yuan, Y. Multiobjective Optimization of Surface Integrity in Milling TB6 Alloy Based on Taguchi-Grey Relational Analysis. Adv. Mech. Eng. 2014, 6, 280313. [Google Scholar] [CrossRef]
- Available online: https://faculty.ksu.edu.sa/sites/default/files/lecture-05-milling_-_dr_saqib_2018_final.pdf (accessed on 15 May 2023).
- Bobrenkov, O.A.; Khasawneh, F.A.; Butcher, E.A.; Mann, B.P. Analysis of Milling Dynamics for Simultaneously Engaged Cutting Teeth. J. Sound Vib. 2010, 329, 585–606. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Milling Depth, ap [mm] | Milling Drum Rotation Speed, n [rpm] | Speed in the Advance Direction, vf [m/min] | Angle of Attack, α [°] |
|---|---|---|---|
| 50/100/200 | 100 | 5/10/30 | 60 |
| Characteristics | Material Type | ||
|---|---|---|---|
| Asphalt Clothing | YG6C Tungsten Carbide (Tooth Tip) | 42CrMo4 (Tooth Support) | |
| Reference temperature [°C] | 21 | 21 | 21 |
| Specific weight [g/cm3] | 2.408 | 14.95 | 7.800 |
| Poisson coefficient | 0.35 | 0.35 | 0.30 |
| Longitudinal modulus of elasticity [MPa] | 5014 | 686,000 | 200,000 |
| Transverse modulus of elasticity [MPa] | 5571 | 762,222 | 333,333 |
| Coefficient | Interaction Elements | ||
|---|---|---|---|
| Stone-Stone | Stone–Tooth Tip | Stone–Tooth Support | |
| Static friction | 0.6 | 0.4 | 0.4 |
| Dynamic friction | 0.6 | 0.1 | 0.1 |
| Restitution | 0.3 | ||
| Parameter | Level | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Milling depth, mm | 50 | 100 | 200 |
| Advanced speed, m/min | 5 | 10 | 30 |
| Simulation No. | Milling Parameters | Component Forces Acting on Tooth Support and Tip | Total Forces Components | Resultant Force | |||||
|---|---|---|---|---|---|---|---|---|---|
| ap [mm] | vf [m/min] | Fx, Supp. [N] | Fz, Supp. [N] | Fx, Tip [N] | Fz, Tip [N] | Fx, Total [N] | Fz, Total [N] | R [N] | |
| 1. | 50 | 5 | 1913.3 | 4576.6 | 2366.6 | 4295 | 4280 | 4295 | 6063.4 |
| 2. | 50 | 10 | 637.7 | 1525.5 | 788.8 | 1431.6 | 1426.6 | 1431.6 | 2021.1 |
| 3. | 50 | 30 | 850.3 | 2034 | 1051.8 | 1908.8 | 1902.2 | 1908.8 | 2694.8 |
| 4. | 100 | 5 | 1133.8 | 2712.1 | 1402.4 | 2545.1 | 2536.3 | 2545.1 | 3593.1 |
| 5. | 100 | 10 | 873.9 | 2090.5 | 1081 | 1961.9 | 1955 | 1961.9 | 2769.7 |
| 6. | 100 | 30 | 952.7 | 2278.9 | 1178.4 | 2138.6 | 2131.1 | 2138.6 | 3019.2 |
| 7. | 200 | 5 | 986.8 | 2360.5 | 1220.6 | 2215.2 | 2207.5 | 2215.2 | 3127.3 |
| 8. | 200 | 10 | 937.8 | 2243.3 | 1160 | 2105.2 | 2097.9 | 2105.2 | 2972.1 |
| 9. | 200 | 30 | 3682.9 | 8809.6 | 4555.6 | 8267.4 | 8238.6 | 8267.4 | 11,671.5 |
| Milling Parameters | Number of Teeth | ||||||
|---|---|---|---|---|---|---|---|
| ap [mm] | vf [m/min] | 1 Tooth | 2 Teeth | 4 Teeth | 6 Teeth | 8 Teeth | 10 Teeth |
| Chip Section Area, mm2 | |||||||
| 50 | 5 | 4925.6 | 2462.8 | 1231.4 | 820.9 | 615.7 | 492.6 |
| 50 | 10 | 9851.2 | 4925.6 | 2462.8 | 1641.9 | 1231.4 | 985.1 |
| 50 | 30 | 29,553.5 | 14,776.8 | 7388.4 | 4925.6 | 3694.2 | 2955.4 |
| 100 | 5 | 9696.8 | 4848.4 | 2424.2 | 1616.1 | 1212.1 | 969.7 |
| 100 | 10 | 19,393.6 | 9696.8 | 4848.4 | 3232.3 | 2424.2 | 1939.4 |
| 100 | 30 | 58,180.8 | 29,090.4 | 14,545.2 | 9696.8 | 7272.6 | 5818.1 |
| 200 | 5 | 18,739.0 | 9369.5 | 4684.8 | 3123.2 | 2342.4 | 1873.9 |
| 200 | 10 | 37478.0 | 18,739.0 | 9369.5 | 6246.3 | 4684.8 | 3747.8 |
| 200 | 30 | 112,434.0 | 56,217.0 | 28,108.5 | 18,739.0 | 14,054.3 | 11,243.4 |
| Simulation No. | Normalized Data | Grey Relation Coefficient GRC | Grade | ||
|---|---|---|---|---|---|
| R | A | R | A | ||
| 1 | 0.581 | 0.000 | 0.544 | 0.333 | 0.439 |
| 2 | 1.000 | 0.046 | 1.000 | 0.344 | 0.672 |
| 3 | 0.930 | 0.229 | 0.877 | 0.393 | 0.635 |
| 4 | 0.837 | 0.044 | 0.754 | 0.343 | 0.549 |
| 5 | 0.922 | 0.135 | 0.866 | 0.366 | 0.616 |
| 6 | 0.897 | 0.495 | 0.829 | 0.498 | 0.663 |
| 7 | 0.885 | 0.128 | 0.813 | 0.365 | 0.589 |
| 8 | 0.901 | 0.303 | 0.835 | 0.418 | 0.627 |
| 9 | 0.000 | 1.000 | 0.333 | 1.000 | 0.667 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Milling depth, mm | 2 | 0.000760 | 2.50% | 0.000760 | 0.000380 | 0.22 | 0.814 |
| Advanced speed, mm/min | 2 | 0.022600 | 74.44% | 0.022600 | 0.011300 | 6.46 | 0.056 |
| Error | 4 | 0.007000 | 23.06% | 0.007000 | 0.001750 | ||
| Total | 8 | 0.030360 | 100.00% |
| Level | Milling Depth, mm | Advanced Speed, mm/min |
|---|---|---|
| 1 | 0.5820 | 0.5256 |
| 2 | 0.6093 | 0.6381 |
| 3 | 0.6274 | 0.6551 |
| Delta | 0.0454 | 0.1295 |
| Rank | 2 | 1 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Regression | 2 | 18,928,513 | 26.01% | 18,928,513 | 9,464,256 | 1.05 | 0.405 |
| Milling depth, mm | 1 | 10,489,825 | 14.41% | 10,489,825 | 10,489,825 | 1.17 | 0.321 |
| Advanced speed, m/min | 1 | 8,438,688 | 11.60% | 8,438,688 | 8,438,688 | 0.94 | 0.370 |
| Error | 6 | 53,845,856 | 73.99% | 53,845,856 | 8,974,309 | ||
| Total | 8 | 72,774,369 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Regression | 2 | 7.2720 | 95.99% | 7.2720 | 3.63602 | 71.78 | 0.000 |
| Milling depth, mm | 1 | 2.5744 | 33.98% | 2.5744 | 2.57440 | 50.82 | 0.000 |
| Advanced speed, mm/min | 1 | 4.6976 | 62.01% | 4.6976 | 4.69765 | 92.74 | 0.000 |
| Error | 6 | 0.3039 | 4.01% | 0.3039 | 0.05065 | ||
| Total | 8 | 7.5760 | 100.00% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dumitru, T.; Petrescu, M.G.; Tănase, M.; Ilincă, C.N. Multi-Response Optimization Analysis of the Milling Process of Asphalt Layer Based on the Numerical Evaluation of Cutting Regime Parameters. Processes 2023, 11, 2401. https://doi.org/10.3390/pr11082401
Dumitru T, Petrescu MG, Tănase M, Ilincă CN. Multi-Response Optimization Analysis of the Milling Process of Asphalt Layer Based on the Numerical Evaluation of Cutting Regime Parameters. Processes. 2023; 11(8):2401. https://doi.org/10.3390/pr11082401
Chicago/Turabian StyleDumitru, Teodor, Marius Gabriel Petrescu, Maria Tănase, and Costin Nicolae Ilincă. 2023. "Multi-Response Optimization Analysis of the Milling Process of Asphalt Layer Based on the Numerical Evaluation of Cutting Regime Parameters" Processes 11, no. 8: 2401. https://doi.org/10.3390/pr11082401
APA StyleDumitru, T., Petrescu, M. G., Tănase, M., & Ilincă, C. N. (2023). Multi-Response Optimization Analysis of the Milling Process of Asphalt Layer Based on the Numerical Evaluation of Cutting Regime Parameters. Processes, 11(8), 2401. https://doi.org/10.3390/pr11082401