Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials

Abstract
1. Introduction
2. Methodology
2.1. Material Selection
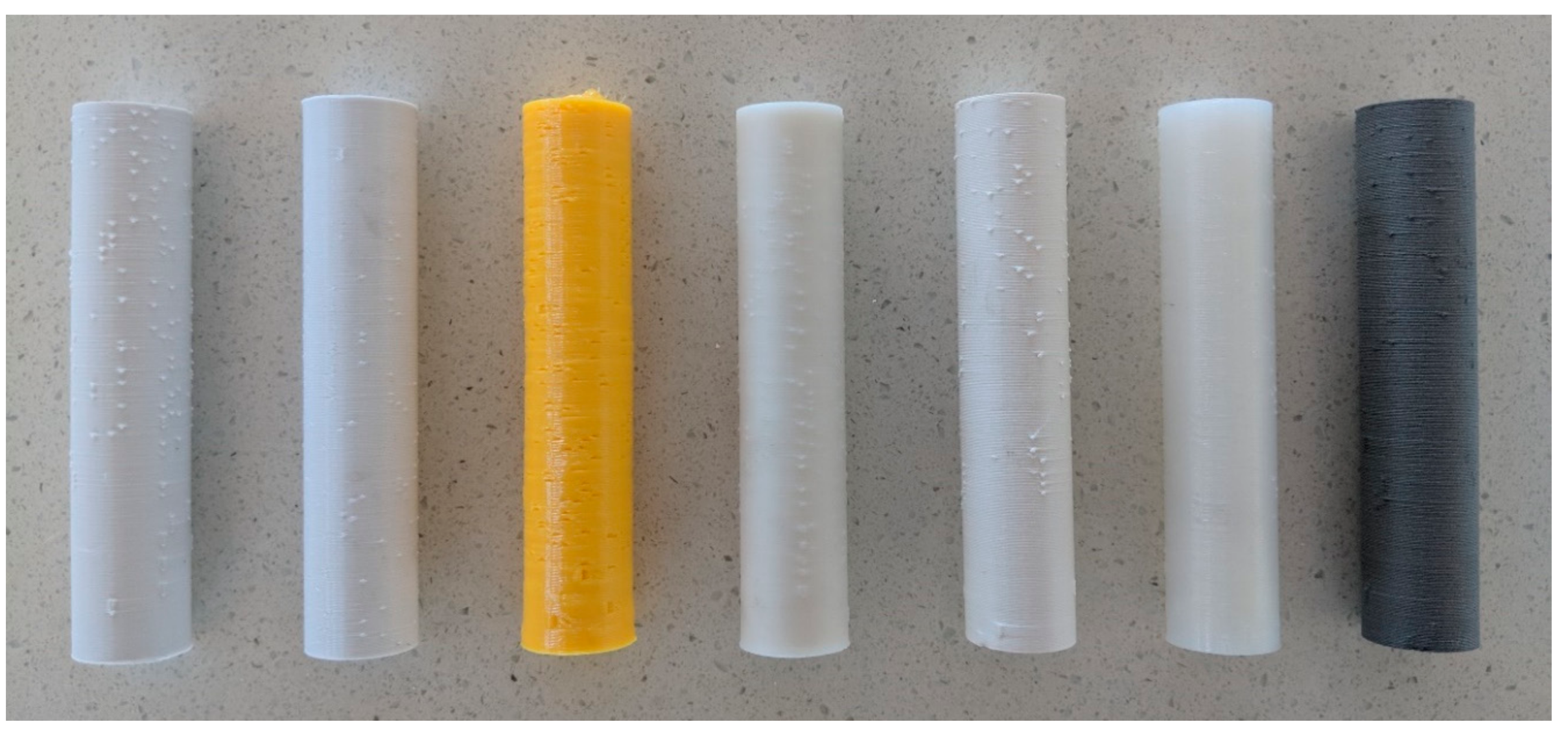
2.2. Design and Manufacture of Fuel Grains
2.3. Testing of Fuel Grains
- Measuring and recording the initial weight of the fuel grain
- Measuring and recording the initial weight of the oxidizer bottle
- Placing the fuel grain in the testing apparatus and subjecting it to a three-second burn
- Removing the fuel grain and measuring and recording the final weight
- Measuring and recording the final weight of the oxidizer bottle
3. Results
3.1. Testing
3.2. Regression Rate
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| ABS | acrylonitrile butadiene styrene |
| AL | PLA with aluminum particles |
| ASA | acrylonitrile styrene acrylate |
| CNC | computer numerically controlled |
| FDM | fused deposition manufacturing |
| HRM | Hybrid Rocket Motor |
| HTPB | Hydroxyl-terminated polybutadiene |
| PETG | Polyethylene terephthalate glycol |
| PLA | polylactic acid |
| PP | polypropylene |
| L | length of the fuel combustion port |
| O/F | oxidizer to fuel ratio |
| Aport | the area of the combustion port |
| mass flow rate of fuel | |
| mass flow rate of the oxidizer | |
| total mass flow rate through the combustion port | |
| density of fuel | |
| fuel regression rate | |
| initial fuel port radius | |
| mean fuel combustion chamber radius | |
| burning time | |
| solid-fuel mass loss |
References
- Krishnan, S. Hybrid rocket technology: An overview. In Proceedings of the 3rd International High Energy Materials Conference and Exhibit, Thiruvanthapuram, India, 6–8 December 2000. [Google Scholar]
- Wright, P.K. 21st Century Manufacturing; Prentice Hall: Upper Saddle River, NJ, USA, 2001; Volume 1. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Technologies, G.S. Launch Vehicles. Available online: https://www.gspacetech.com/launch-vehicles (accessed on 11 January 2019).
- Gu, Q.; Tomaskovic-Crook, E.; Wallace, G.G.; Crook, J.M. 3D bioprinting human induced pluripotent stem cell constructs for in situ cell proliferation and successive multilineage differentiation. Adv. Healthc. Mater. 2017, 6, 1700175. [Google Scholar] [CrossRef] [PubMed]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Myerberg, J.S. 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Whitmore, S.A.; Peterson, Z.W.; Eilers, S.D. Comparing Hydroxyl Terminated Polybutadiene and Acrylonitrile Butadiene Styrene as Hybrid Rocket Fuels. J. Propuls. Power 2013, 29, 582–592. [Google Scholar] [CrossRef]
- Creech, M.; Crandell, A.; Eisenhauer, N.; Marx, S.; Busari, T.; Link, A.; Pourpoint, T.L. 3D Printer for Paraffin Based Hybrid Rocket Fuel Grains. In Proceedings of the 53rd AIAA Aerospace Sciences Meeting, Kissimmee, FL, USA, 5–9 January 2015. [Google Scholar]
- Lyne, J.E.; Brigham, A.; Savery, R.; Karcher, K.; Pyron, J.; Adams, L.; Melendez, L. The Use of a 3-D Printed, Polymer Matrix Containing Pulverized Fuel in a Hybrid Rocket. In Proceedings of the 2018 Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar]
- Whitmore, S.A. Advantages of Using Additive Manufacturing to Build “Green” Fuels for Hybrid Propulsion. Int. J. Astronaut. Aeronaut. Eng. 2017, 2, 1–12. [Google Scholar] [CrossRef]
- Whitmore, S.A. Three-Dimensional Printing of “Green” Fuels for Low-Cost Small Spacecraft Propulsion Systems. J. Spacecr. Rocket. 2017, 55, 13–26. [Google Scholar] [CrossRef]
- Spurrier, Z.S. Throttleable GOX/ABS Launch Assist Hybrid Rocket Motor for Small Scale Air Launch Platform. Ph.D. Thesis, Utah State University, Logan, UT, USA, 2016. [Google Scholar]
- Walker, S.D. High regression rate hybrid rocket fuel grains with helical port structures. In Proceedings of the 50th AIAA/ASME/SAE/ASEE Joint Propulsion Conference, Cleveland, OH, USA, 28–30 July 2014. [Google Scholar]
- Whitmore, S.A.; Sobbi, M.; Walker, S. High Regression Rate Hybrid Rocket Fuel Grains with Helical Port Structures. J. Propuls. Power 2015, 31, 1727–1738. [Google Scholar] [CrossRef]
- Walker, S.A.; Walker, S.D. Engineering model for hybrid fuel regression rate amplification using helical ports. J. Propuls. Power 2017, 33, 398–407. [Google Scholar]
- Lips, H. Metal combustion in high performance hybrid rocket propulsion systems. In Proceedings of the 12th Propulsion Conference, Palo Alto, CA, USA, 26–29 July 1976. [Google Scholar]
- King, M.K. Aluminum combustion in a solid rocket motor environment. Proc. Combust. Inst. 2009, 32, 2107–2114. [Google Scholar] [CrossRef]
- Farbar, E.; Louwers, J.; Kaya, T. Investigation of metallized and nonmetallized hydroxyl terminated polybutadiene/hydrogen peroxide hybrid rockets. J. Propuls. Power 2007, 23, 476–486. [Google Scholar] [CrossRef]
- Thomas, J.C.; Petersen, E.L.; Desain, J.D.; Brady, B. Hybrid Rocket Enhancement by Micro-and Nano-Scale Additives in HTPB Fuel Grains. In Proceedings of the 51st AIAA/SAE/ASEE Joint Propulsion Conference, Orlando, FL, USA, 27–29 July 2015. [Google Scholar]
- Chiaverini, M.J.; Kuo, K.K.; Peretz, A.; Harting, G.C. Regression-rate and heat-transfer correlations for hybrid rocket combustion. J. Propuls. Power 2001, 17, 99–110. [Google Scholar] [CrossRef]
- Kuo, K.K.; Risha, G.A.; Evans, B.J.; Boyer, E. Metals, Energetic Additives, and Special Binders Used in Solid Fuels for Hybrid Rockets. In Fundamentals of Hybrid Rocket Combustion and Propulsion; American Institute of Aeronautics and Astronautics, Inc.: Reston, VA, USA, 2007. [Google Scholar]
- Carmicino, C.; Russo Sorge, A. Experimental investigation into the effect of solid-fuel additives on hybrid rocket performance. J. Propuls. Power 2014, 31, 699–713. [Google Scholar] [CrossRef]
- Lips, H.R. Heterogeneous combustion of highly aluminized hybrid fuels. AIAA J. 1977, 15, 777–778. [Google Scholar] [CrossRef]
- Sun, X.; Tian, H.; Yu, N.; Cai, G. Regression rate and combustion performance investigation of aluminum metallized HTPB/98HP hybrid rocket motor with numerical simulation. Aerosp. Sci. Technol. 2015, 42, 287–296. [Google Scholar] [CrossRef]
- Prospector, U. Plastics. Available online: https://plastics.ulprospector.com (accessed on 11 May 2019).
- Veale, K.; Adali, S.; Pitot, J.; Brooks, M. A review of the performance and structural considerations of paraffin wax hybrid rocket fuels with additives. Acta Astronaut. 2017, 141, 196–208. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Structure | ρ (g·m−3) | Tensile Yield Strength (MPa) | Printing Temperature (°C) |
|---|---|---|---|---|
| ABS | Non-crystalline, amorphous | 1010 | 55 | 220–260 |
| ASA | Non-crystalline, amorphous | 1000 | 40 | 220–250 |
| PLA | Moderate degree of crystallinity | 1225 | 63 | 190–220 |
| PLA-Al | Moderate degree of crystallinity | 1330 | 70 | 200–220 |
| PETG | Moderate degree of crystallinity | 1230 | 50 | 230–250 |
| Nylon | Moderate degree of crystallinity | 1150 | 55 | 220–260 |
| PP | High degree of crystallinity | 980 | 40 | 230–260 |
| Material | O/F Ratio | |||||
|---|---|---|---|---|---|---|
| ABS | 1010 | 0.0100 | 0.0023 | 4.35 | 0.0123 | 1.05 |
| ASA | 1000 | 0.0125 | 0.0030 | 4.17 | 0.0155 | 1.59 |
| AL | 1330 | 0.0108 | 0.0025 | 4.32 | 0.0133 | 1.20 |
| PLA | 1225 | 0.0100 | 0.0025 | 4.00 | 0.0125 | 1.23 |
| PETG | 1230 | 0.0108 | 0.0035 | 3.09 | 0.0143 | 0.94 |
| Nylon | 1150 | 0.0100 | 0.0027 | 3.70 | 0.0127 | 1.51 |
| PP | 890 | 0.0100 | 0.0023 | 4.35 | 0.0123 | 1.23 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
McFarland, M.; Antunes, E. Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials. Aerospace 2019, 6, 81. https://doi.org/10.3390/aerospace6070081
McFarland M, Antunes E. Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials. Aerospace. 2019; 6(7):81. https://doi.org/10.3390/aerospace6070081
Chicago/Turabian StyleMcFarland, Mitchell, and Elsa Antunes. 2019. "Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials" Aerospace 6, no. 7: 81. https://doi.org/10.3390/aerospace6070081
APA StyleMcFarland, M., & Antunes, E. (2019). Small-Scale Static Fire Tests of 3D Printing Hybrid Rocket Fuel Grains Produced from Different Materials. Aerospace, 6(7), 81. https://doi.org/10.3390/aerospace6070081