Abstract
The concepts of “Smart Cities” and “Smart Manufacturing” are different data-driven domains, although both rely on intelligent information technology and data analysis. With the application of linked data and affordance-based approaches, both domains converge, paving the way for new and innovative viewpoints regarding the comparison of urban tasks with indoor manufacturing tasks. The present study builds on the work, who state that cities are scaled versions of each other, by extending this thesis towards indoor manufacturing environments. Based on their structure and complexity, these environments are considered to form ecosystems of their own, comparable to “small cities”. This conceptual idea is demonstrated by examining the process of human problem-solving in transportation situations from both perspectives (i.e., city-level and manufacturing-level). In particular, the authors model tasks of human operators that are used to support transportation processes in indoor manufacturing environments based on affordances and spatial-temporal data. This paper introduces the fundamentals of the transformation process of outdoor tasks and process planning activities to indoor environments, particularly to semiconductor manufacturing environments. The idea is to examine the mapping of outdoor tasks and applications to indoor environments, and vice-versa, based on an example focusing on the autonomous transportation of production assets in a manufacturing environment. The approach is based on a spatial graph database, populated with an indoor navigation ontology and instances of indoor and outdoor objects. The results indicate that human problem-solving strategies can be applied to indoor manufacturing environments to support decision-making in autonomous transportation tasks.
1. Introduction and Motivation
The concepts of “Smart Cities” and “Smart Manufacturing” are different data-driven domains, although both rely on intelligent information technology and data analysis. With the application of linked data and affordance-based approaches, both domains converge, paving the way for new and innovative viewpoints regarding the comparison of urban tasks with indoor manufacturing tasks. This also extends towards spatial task planning and urban human characteristics in the context of manufacturing environments. By mapping urban and human characteristics onto indoor manufacturing environments, and vice-versa, the authors will demonstrate the occurring common denominators. Specifically, the article discusses the mapping of human task planning activities to the indoor manufacturing environment of a semiconductor company and the application of the suggested methodology to the example of an autonomous indoor wayfinding problem. The present study builds on [1], who state that cities are scaled versions of each other. To successfully achieve this mapping, the authors base their comparison on manufacturing-related data and the spatial-temporal dimension of production processes and, thus, manufacturing data [2,3].
Urban data and the data of cities are strongly intertwined by space and time [4]. Therefore, the authors assume the presence of similar patterns in manufacturing environments and the associated data. Furthermore, references [1,5] point out that cities represent versions of each other at different levels of scale [6]—i.e., cities are “mini-versions” of each other. Thus, the authors formulate the hypothesis that any manufacturing environment may be regarded as a “mini-version” of an urban environment as a prerequisite in this paper. This hypothesis is based on the commonalities between the indoor manufacturing environment and the elements of a city.
To support the hypothesis, similarities of both environments are highlighted by the authors as follows: spaces for movement exist as corridors indoors and as streets/sidewalks outdoors. Further, each manufacturing device needs to be supplied with processing assets, thereby sharing commonalities with industrial companies and/or households that get their raw materials and groceries delivered. Indoor manufacturing environments may exhibit a multi-modal transportation network connecting human transportation and automated transportation systems comparable to multi-modal public transportation networks or supply chains. Further analogies between urban and manufacturing environments exist in terms of potential barriers, whereby urban barriers affecting traffic or pedestrians are comparable to barriers in production negatively impinging on transportation and production flows. Thus, such barriers cause detours and have an impact on pathways in urban and manufacturing environments alike. In this specific indoor context, humans represent key-stakeholders regarding transportation, quality, and efficiency, as they serve as a common interface, physically “connecting” machines and assets, including their transportation.
When mapping human behavioral tasks and process planning onto indoor manufacturing environments, production assets, personnel, and machines are key elements that need to be taken into account. Similar to urban environments, human individuals execute tasks that are based on relationships, properties, and affordances associated with other human individuals, objects, and the environment they reside in. To complete these tasks, human individuals visit locations and perform specific subtasks in a certain order. This specific order is the result of case-based planning [7] and problem decomposition into smaller subtasks [8,9]. Similar to urban environments, any individual acting within an indoor manufacturing environment has to perform transportation and processing tasks in a given order based on pre-defined workflows. In addition, due to occurring immediate necessities such as production problems, machine breakdowns, or moving production targets, decisions have to be made in a timely fashion. Individuals have to satisfy needs and tasks, regardless of their local context (i.e., urban versus manufacturing environment). Therefore, they have to search for appropriate locations in which to satisfy their needs/tasks prior to starting their actual journey or transportation operation, which is not only based on physical distance [6]. Thus, the line of argumentation is that the theory of general problem-solving and task and process planning can be applied to manufacturing environments.
The indoor manufacturing environment at hand—serving as a test area for the present study—is a semiconductor manufacturing environment. There, each produced production asset passes hundreds of production steps, which are not aligned on a conveyor belt due to the high variety of product types in conjunction with a dynamic manufacturing environment. The latter is a result of varying customer demand, which alters the mix of product types to be manufactured. Furthermore, production processes are globally distributed over several manufacturing sites. In addition, each production facility consists of several manufacturing halls.
The presented indoor manufacturing environment is modeled as an indoor navigation ontology by [10]. This indoor navigation ontology describes the indoor production space itself, as well as inherent navigational tasks; the authors combine historical manufacturing data with the indoor space and its peculiarities [10,11]. Further information can be inferred using the ontology, as it reveals links, specific relations, and a contextual perspective of each object under review [12]. According to [13], graphs, in particular in the form of the Resource Description Framework (RDF), are useful for connecting datasets with typed links, opening up new opportunities for knowledge extraction. Consequently, the authors introduce a graph database, comprising a semantic knowledge description of manufacturing-relevant data, together with their respective spatial and temporal dimension [14]. The graph database is the foundation for identifying “optimal” transportation routes for human individuals, regarding manufacturing processes, product quality, and efficiency. It includes a transportation optimization, similar to any urban navigation and wayfinding—whereby the transportation in the production facility is done by humans.
The research question of this paper can be summarized as “Can urban human tasks and process planning strategies be mapped onto an indoor manufacturing environment?” This comparison intends to support transportation processes for manufacturing purposes by exploiting graph-oriented databases and ontologies for navigation purposes”. Thus, the authors focus on the comparison of urban tasks and processes with indoor manufacturing “activities” to gain an understanding of the solution strategy of task decomposition. They apply this general approach in the context of manufacturing environments, coupled with an affordance-based routing approach to support transportation processes in indoor spaces. The authors do not intend to elaborate on the navigation algorithm, as this will be outlined in a forthcoming paper [15]. Here, the authors present the idea of applying the solution strategy of decomposition for solving tasks in outdoor spaces to an indoor manufacturing environment. In literature, a number of navigation solutions for indoor environments exist; no publication combines task and trip planning based on an ontology for indoor purposes. Thus, we restrict ourselves to the description of the problem-solving methodology that involves the decomposition of complex problems. This approach is intended to reduce the computational complexity of the problems—i.e., task and trip planning—in the manufacturing environment, in order to handle them with a reasonable computational effort. The motivation behind and the benefit of the comparison are based on the mapping of applications from outdoor to indoor environments, and vice-versa, ensuring the reusability of applications. An additional benefit is based on the concept of affordances, as a new ruleset is necessary for re-use.
The structure of the paper is as follows: Section 2 highlights related work and literature, followed by the description of urban and manufacturing process characteristics in Section 3. Section 4 focuses on the modeling of transportation tasks. Affordance-based navigation based on graphs is described in Section 5, concentrating on supporting autonomous navigation of production assets in indoor manufacturing environments by decomposing tasks into subtasks. The paper closes with the discussion and conclusion.
2. Related Work
This section is dedicated to related literature that contributes to the fields of expertise covered in this paper. Hence, the authors focus on task and process planning characteristics, manufacturing environments and processes, indoor geography, indoor navigation tasks, and the theory of affordances. Moreover, emerging topics such as linked data and semantics, and sensor approaches in urban and manufacturing environments, are covered.
During the past decades, data collecting techniques—indoor and outdoor—have been used in a pervasive manner (i.e., environmental sensors, remote-sensing techniques, smartphones), creating vast amounts of spatial data. These data are of interest for numerous scientific domains and may be helpful for gaining new knowledge, i.e., in ecology or environmental engineering [16,17]. The amount of data produced and processed has triggered a paradigm shift from data-scarce to data-rich geography [18]. This paradigm shift towards big spatial data requires an appropriate new set of “tools” that enable cloud-based collaborative computing and data-intense knowledge discovery [19].
The fact that an average person resides inside buildings 90% of the time has triggered numerous research activities regarding the application of Geographic Information Science (GIScience) in indoor environments [20]. Early research work on indoor modeling and pathfinding includes [21,22], where an airport serves as an example for agent-based indoor pathfinding. To model indoor spaces, several approaches exist that range from reducing the indoor space to a graph (e.g., [23,24]) to creating building information models (e.g., [25]). Worboys [26] provides a comprehensive list of current approaches. Among others, authors in [10,27] employed ontologies to model indoor space. In detail, authors in [10] applied such an ontology modeling approach to a complex indoor manufacturing environment. Additionally, the authors of [28] have proposed that taking the spatial and temporal dimensions into account can support decision-making processes in manufacturing environments, thus supporting smart manufacturing.
For any manufacturer, productivity and efficiency are the key to being successful on the market. To support decision-making in indoor manufacturing environments, smart manufacturing is one of the main research fields facilitating competitiveness [2]. Therefore, most manufacturing companies collect data from manufacturing processes with explicit and implicit spatial-temporal references to enable data analysis and visualization. By applying methods of geo-visual analytics, humans can be supported in identifying patterns within the given data [29,30]. In addition, near real-time visualization of manufacturing data is of interest due to the emergence of wearable devices for employees and managers [31]. Identifying spatial-temporal patterns may help to develop optimization strategies and technologies to increase manufacturing efficiency, i.e., cost savings and increased performance [32].
Human processes, tasks, and the planning thereof are research issues in cognitive science and in GIScience. The planning of processes and tasks is related to this area of problem-solving [33]. To solve a problem, past experiences can be utilized [7]. Notable are the publications of [8,9,34], who elaborate on the processes behind problem-solving. A rather formal description of the cognitive process of human problem-solving is presented in [35]. Raubal and Worboys [21,22] describe the problem of pathfinding in indoor environments, which is strongly related to cognitive science. Abdalla et al. [36,37,38] analyze trip planning, decision-making, and influences on spatial-temporal personal information management.
The theory of affordances itself is presented by [39] (p. 127) as the environmental offer for “the animal, what it provides or furnishes, whether good or ill”. The theory of affordances has been widely applied in GIScience, e.g., allowing agents to interpret environmental objects for the purpose of wayfinding [22]. The theory of affordances is a potential solution for human task planning and wayfinding, demonstrated by [40], who published a solution to calculate spatial suitability for wayfinding based on affordances. The manufacturing environment at hand considers affordances of the production asset, the indoor space—network—and the environment—blockings, contaminations, quality—with respect to the context of the production asset—i.e., the position in the indoor space and the next processing step.
3. Process Characteristics and Problem-Solving in Urban and Manufacturing Environments
This section highlights characteristics of problem-solving in urban environments. Specifically, the authors demonstrate that problem-solving is a form of decomposition of a given task into several subtasks. Furthermore, the execution of these tasks is related to space. The authors show that indoor manufacturing environments share similar characteristics with urban spaces.
Problem-solving, in general, relates to the planning of tasks and the determination of their particular order to fulfil a certain goal. The paper [33] (p. 284) presents a problem-solving definition, as “cognitive processing directed at transforming a given situation into a goal situation when no obvious method of solution is available to the problem solver”. Problems arise in an ill-defined and well-defined manner. Eysneck and Keane [34] state that well-defined problems have a given initial state and a well-defined set of rules to generate a solution. An ill-defined problem has a potentially infinite number of possible solutions. To solve a given problem, humans tend to make use of past experiences. This strategy is known as case-based planning [7]. Higher levels of experience lead to increased effectiveness at problem-solving. Furthermore, authors in [8,9] state that humans tend to decompose problems into several sub-problems. Each sub-problem is solved individually, and the respective solutions are then aggregated to generate the solution to the overarching problems. Similar decomposition approaches regarding task planning have existed in GIScience since the early 1990s. Timpf et al. [41] describe a conceptual model of human navigation for the US interstate highway network. Their research work distinguishes three different levels on which decisions about navigation problems are made, i.e., the planning level, the instructional level, and the driver level. Abdalla and Frank [38] presented a combination of trip- and task planning, based on the example of “how to get a passport”. In their paper, they decompose the overarching problem of “getting a passport” into sub-problems or tasks that have to be solved individually in a certain order.
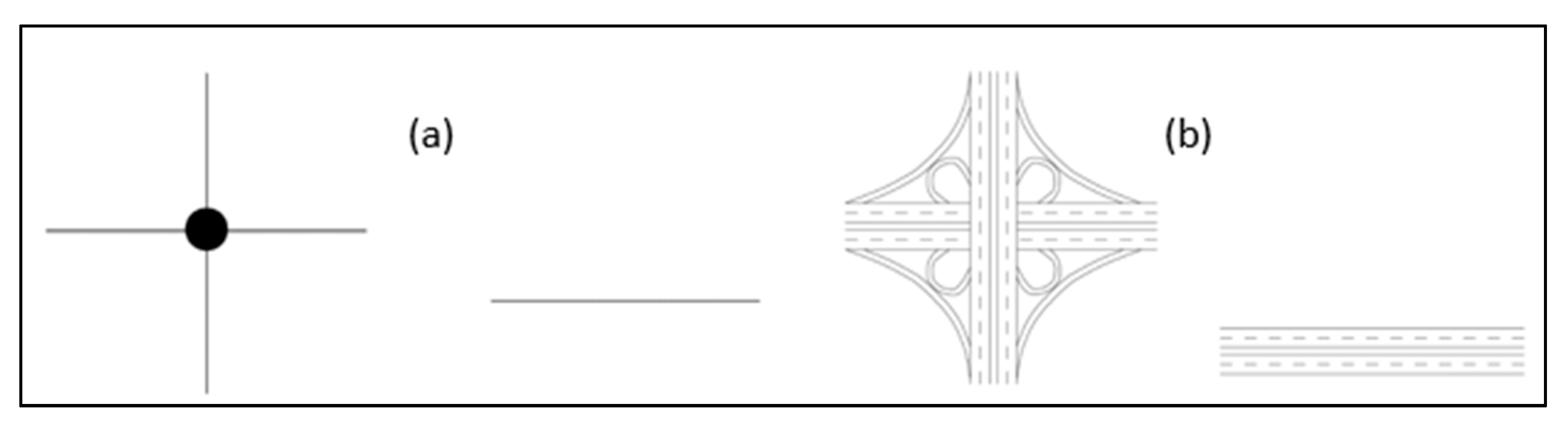
Additionally, references [36,37,38,41] show that the decomposition of spatial-temporal problems is also a matter of scale. This can be justified by the work of [41], where sub-problems (i.e., different levels) are modeled with a finer “resolution” of the representation of the universe of discourse. On the planning level, only highways, places, and interchanges are present, whereas on the driver level, the highways and interchanges are modeled with high detail (see Figure 1). By taking a closer look at cities and the processes in a city, references [1,5] argue that there are universal properties of cities, regardless of their size and cultural and historical differences. Noulas et al. [6] (p. 8) describe this as follows:
“[…] universal properties in cities around the globe […] where cities have been shown to be scaled versions of each other, despite their cultural and historical differences.”
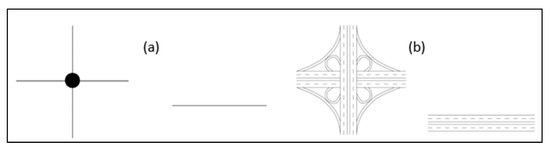
Figure 1.
Representation of a highway interstate interchange (left) and the highway (right) at different scales (coarse scale in (a) and fine-grained scale in (b)) (adapted from [41]).
Thus, it can be concluded that the size of the universe of discourse under review does not matter when examining general behavior and approaches to solve a given problem. Hence, the manufacturing environment under review in this paper can be regarded as a small “urban environment” where people try to fulfil tasks with respect to the given problem.
To justify the presented approach that the behavior of people in indoor and urban environments is similar regarding problem-solving—e.g., navigation—the authors utilize the concept of geodesign [42]. Goodchild [43] (p. 9) describes geodesign as follows:
“[…] geodesign is concerned with manipulating those forms and intervening in these processes to achieve specific objectives.”
This indicates that any urban environment may be regarded as constructed and controlled, since humans impact the urban environment. In addition, the authors argue that problem-solving and the execution of tasks in urban and indoor environments share a high level of similarity. To demonstrate that task and process planning cannot be separated from each other—with respect to the spatial dimension (e.g., trip planning)—they refer to [6] (p. 2):
“More importantly, our analysis is in favor of the concept of intervening opportunities rather than gravity models, thus suggesting that trip making is not explicitly dependent on physical distance but on the accessibility of resources satisfying the objective of the trip. Individuals thus differ from random walkers in exploring physical space because of the motives driving their mobility.”
Thus, Noulas, A., et al. [6] strengthen the argument that the planning of tasks in an environment is related to trip planning (in this context, used as a specific process to reach a given objective). This is also justifiable according to the work of [38], who combine trip and task planning—where processes are planned accordingly.
In the field of smart mobility, further analogies to smart manufacturing have been described [44,45]. Smart mobility can be regarded as a collection of coordinated activities aimed at improving efficiency, effectiveness, and environmental sustainability [46]. In addition, smart mobility generates an impact through the combination of technology, existing physical and technical capabilities, and by considering human and social needs [47]. Hence, we conclude that smart mobility present in urban environments shares a certain similarity to indoor manufacturing processes. In both cases, intelligent planning to support humans in decision-making seems to be the essence. Nevertheless, the generation of “optimal” solutions is complex, as the problems are mostly computationally hard to solve and require the integration of human behavior and the social component.
In this section, we have elaborated on the similarity of urban and manufacturing environments in a very generic way. Nevertheless, it is worth pointing out that there are also some differences between urban spaces—i.e., smart cities—and smart manufacturing environments. This is especially true in the case of spatial/urban planning, where bottom-up participation replaces traditional top-down approaches [48,49]. The shift to bottom-up participation opens new possibilities for, e.g., the web paradigms that enable the sharing of data and new interaction modes. In addition to sensors physically present in the city, the citizens should at least share their opinion for this bottom-up participation. In smart manufacturing environments, sensors are present—similar to smart cities—but the design and planning of the working space follow a top-down approach. This is especially true for semiconductor companies, as cleanroom space is expensive to construct and maintain, resulting in “crowded” indoor spaces optimized for manufacturing purposes.
4. Transportation Tasks: From General Principles to Production Assets
Transportation tasks are encountered in urban areas and in manufacturing environments. In a manufacturing environment, humans execute transportation tasks, which represent the link between production machinery and production assets. Similar to manufacturing environments, humans link the commodities to be transported and their targets in the urban environment. Therefore, “smart transportation” may increase efficiency, quality, and effectivity of the processes.
This section is a follow-up of the argumentation presented in Section 3 and concludes that an indoor manufacturing environment can be described as a “mini-version” of a city, according to [1,5]. To illustrate the idea of decomposing an overall objective (problem) into specific tasks, a general design of a transportation task is depicted in Figure 2 and described in Section 4.1. Subsequently, a more detailed comparison of a transportation task in urban and in manufacturing environments is presented in Section 4.2.
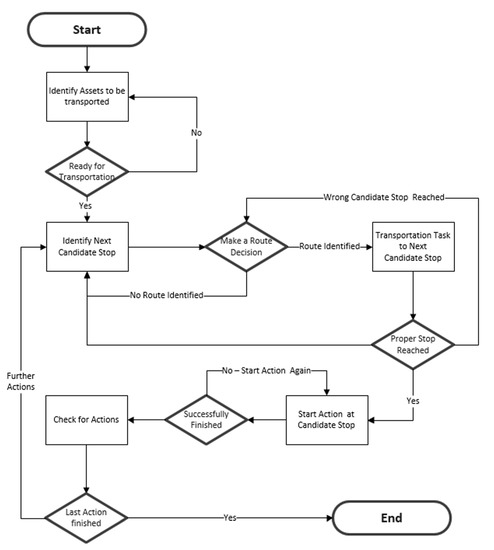
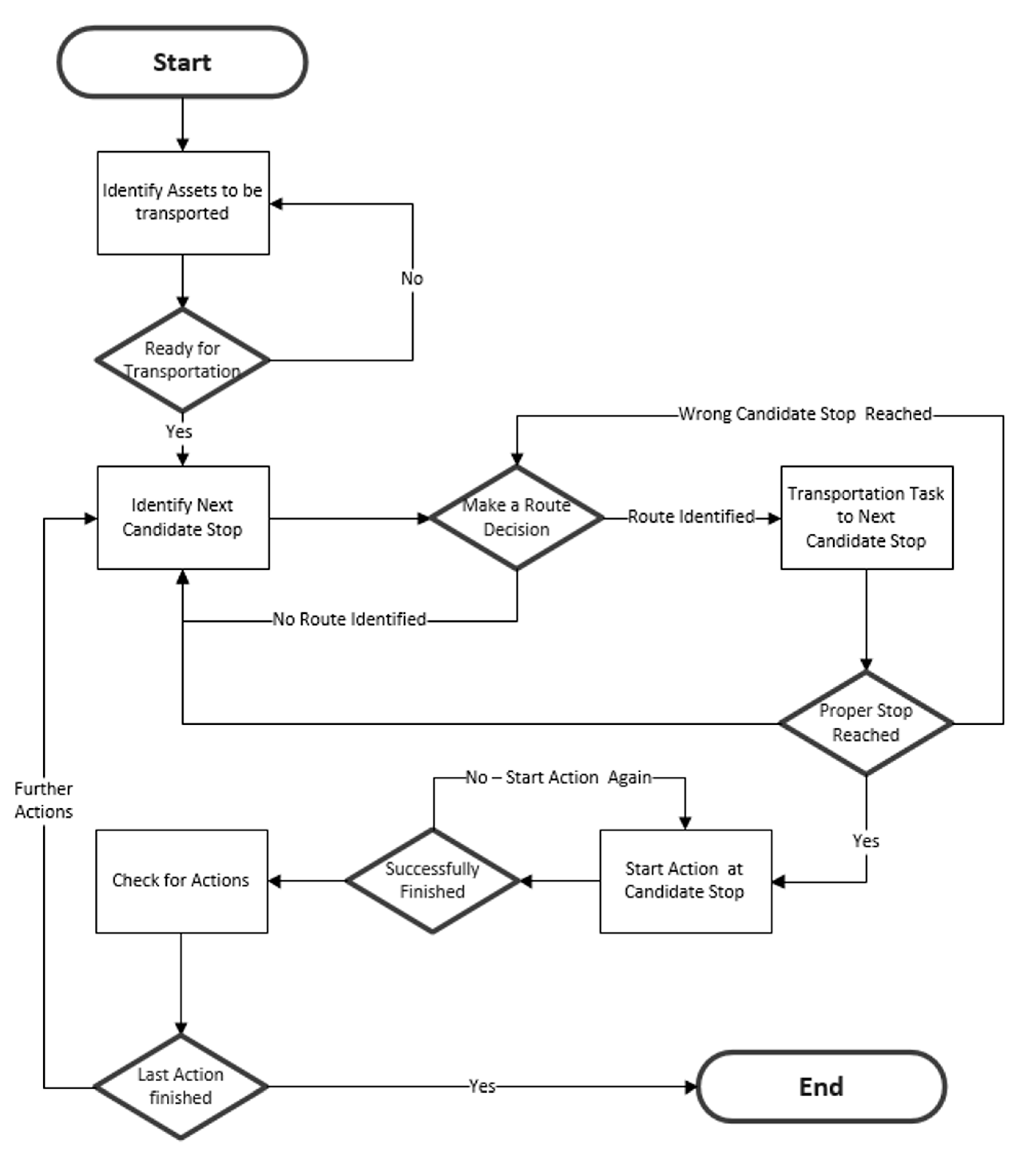
Figure 2.
Smart transportation process in a manufacturing environment. The general process is broken down into several sub-processes including the actions to be performed at certain stops on the route (e.g., pickup or delivery of a production asset).
4.1. Transportation and Associated Subtasks
An example of a “smart transportation” task of any asset is depicted in Figure 2. Here, the task is divided into ten main steps that have to be considered, including required process loops:
- (1)
- Identify Asset to be Transported (Process): At the beginning of each transportation task, it is necessary to identify the (set of) objects that (has) have to be transported.
- (2)
- Ready for Transportation (Decision): After the identification process of an asset or several assets, it is necessary to decide whether the human individual and the assets are ready for the transportation task. In the case of the asset, the human has to decide whether the asset is transportable.
- (3)
- Identify Next Candidate Stop (Process): Before the transportation task can be executed, the next candidate stop has to be identified. The identification of the next candidate stop is a process where we determine/calculate the next delivery location of the commodity (-ies) that are currently transported. The identification is dependent on the current location of the transportation device, the assets and their next manufacturing processes, and the location of available manufacturing equipment capable of carrying out the loaded asset(s)’ further processes.
- (4)
- Make a Route Decision (Decision): Because the next candidate stop is known and the asset/assets are transportable a route decision can be made—until now by the human operator. Therefore, the human has to consider the environment, asset information, and walkable ways to the candidate stop. If no decision regarding a route can be made, the process takes a step back to identify a possible candidate stop.
- (5)
- Transportation Task to Next Candidate Stop (Process): This process focuses on the actual transportation task of the human who needs to follow a certain route. Thereby, navigation events such as turning left or right are necessary.
- (6)
- Proper Stop Reached (Decision): Once the transportation task finishes it has to be validated that the right candidate stop is reached and the planned action (i.e., manufacturing process) can be performed. In any other case, there is a fall back to either the identification of a “new” next candidate stop or a “new” route decision.
- (7)
- Start Action at Candidate Stop (Process): This represents the action that is performed at a candidate stop, e.g., the processing of a commodity using manufacturing equipment or the delivery of assets to shelves.
- (8)
- Successfully Finished (Decision): After the planned action has been performed at the candidate stop, it has to be checked whether the interaction was successful. If the interaction was successfully finished, the general process can be continued. Otherwise, the action has to be started again.
- (9)
- Check for Actions (Process): As there is a pre-defined sequence of actions/tasks, this process determines whether there are further actions in the sequence.
- (10)
- Last Action finished (Decision): Finally, a decision has to be made as to whether there is a successor action defined for the asset or not. In case of a successor action in the sequence, the loop is closed, and the transportation task starts over with the identification of the next candidate stop. Otherwise, this transportation task has successfully finished.
4.2. Comparison of an Urban and a Manufacturing Task
In the following section, the authors compare subtasks—as described in Section 4.1—with transportation subtasks in different contexts. Table 1 shows a direct comparison between general transportation subtasks and more specific transportation subtasks—one within a manufacturing environment and the other within an urban environment. Table 1 provides an example for urban transportation via a parcel:

Table 1.
Comparison of the defined general tasks and specialized tasks (manufacturing versus urban).
5. Graph Databases to Support Transportation Tasks in Indoor Manufacturing Environments for Humans Based on Affordances
This section elaborates on a digital representation of the universe of discourse that supports autonomous transportation processes in an indoor manufacturing environment. Thus, the authors highlight a graph database that includes an amended version of the indoor navigation ontology developed by [10] and a set of manufacturing data. They present an affordance-based routing approach that is capable of decomposing complex transportation problems into several subtasks based on the implemented ontology, the environment, and the properties of the object.
5.1. Graph-Based Spatial-Temporal Representation of the Universe of Discourse
This section discusses the representation of the indoor space, the semantic description thereof, the navigation ontology, and the manufacturing data that is integrated into a spatial graph database. A general introduction to graph databases and their fundamental concepts are presented in, e.g., [50], whereas the successful combination of ontologies and graph databases in GIScience is described in [51]. In general, a graph database is a database management system that is capable of creating, reading, updating, and deleting data in the form of graphs. Graphs are a collection of vertices and edges that correspond to real-world entities and the relationships between them. In graphs, entities are modeled as vertices and relationships as edges. This allows real-world scenarios such as supply chains, road networks, or the medical history of populations (see, e.g., [52]) to be modeled in terms of graphs. Graph databases have become very popular due to their suitability for representing social networks and are thus utilized in systems such as Facebook (Open Graph) or Google (Knowledge Graph) (see [52]).
The graph database in this paper contains historical data and data necessary for current manufacturing purposes. In general, it combines several distributed data sources—such as sensors or other databases—and intends to establish a linked data approach. Through this linked data approach, which is based on graphs and relationships, a new contextual perspective is added to the data [12]. Therefore, a graph model is developed including a semantic description (i.e., an ontology) of the indoor space and the navigation processes [10]. Additionally, the graph model also incorporates aspects of space and time [14].
In order to store manufacturing data in the graph database, the authors extend the data model introduced by the ontology by [10]. In the remainder of this article, the ontology developed by [10] is denoted as IndoorOntology::Production. This data model comprises historical information and attributive data, which are stored as a trajectory of the production asset, together with data on the next processing steps. Based on this, Schabus, S., et al. [53] developed a spatially linked manufacturing data approach with the production asset as the main entity in the manufacturing environment. Therefore, the manufacturing environment involves historical information—like the trajectory and the performed production steps—and the future manufacturing steps. The production asset links the trajectory, equipment, and sensor data of processes along a production chain with the future production steps (i.e., the so-called operations “aligned” on a route) and suitable equipment for each operation [53].
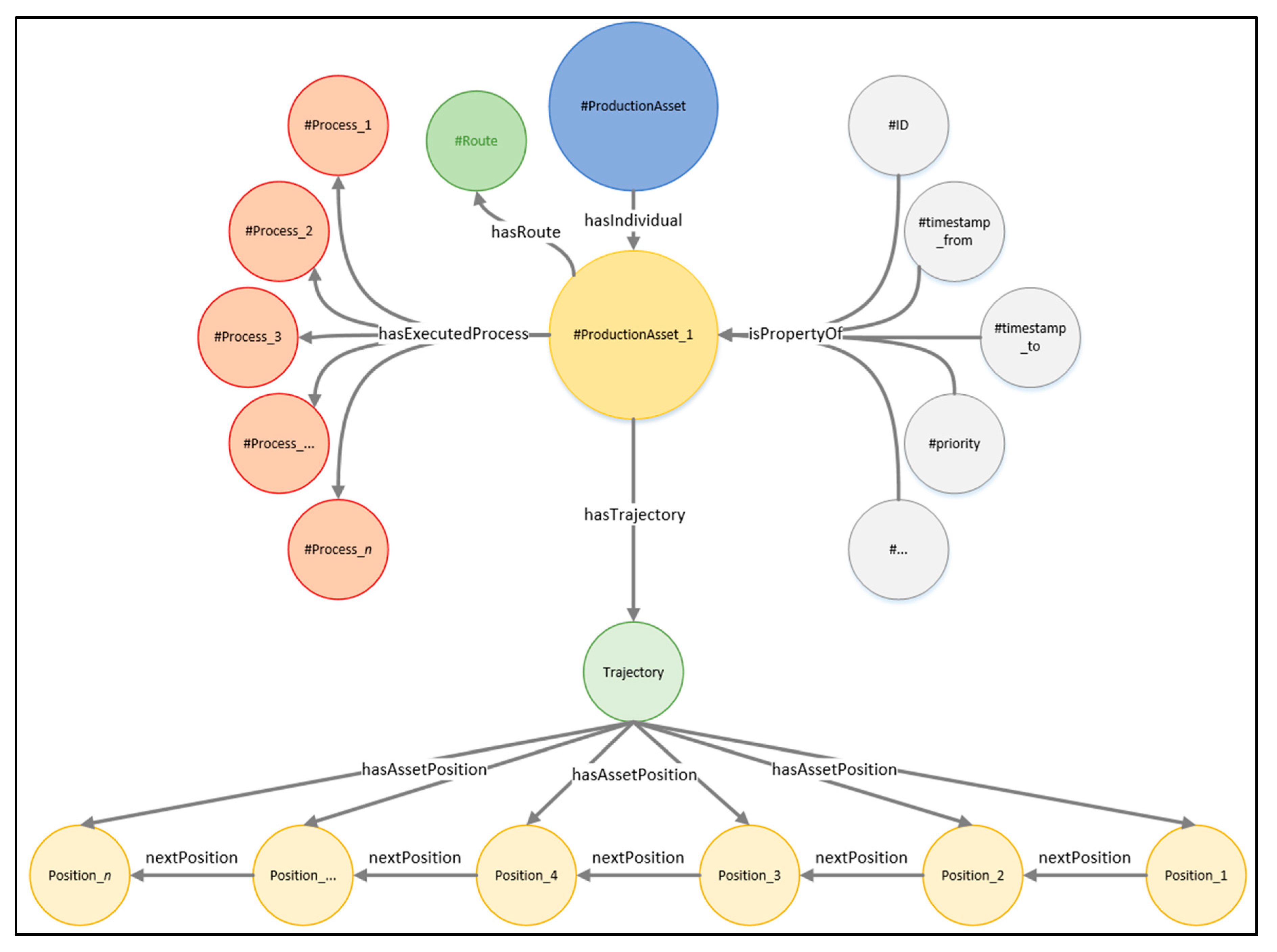
According to [53], Figure 3 shows the historical information of a production asset. The blue circle denotes an abstract class of the IndoorOntology: Production. The relationship “hasIndividual” links the abstract class with the individuals—i.e., each production asset. The nodes on the right side represent attributes describing the production asset and are linked to the asset via the relationship “isPropertyOf”. A processed production asset has already executed processes—denoted in red—that are connected via the relationship “hasExecutedProcess”. Furthermore, any production asset has a trajectory linked via “hasTrajectory”, and each trajectory is linked to several tracked positions via “hasAssetPosition”, visible at the bottom of Figure 3. The sequence of tracked positions is defined via the relationship “nextPosition”. To keep the linkage to future manufacturing processes, each production asset has the relationship “hasRoute”, which is marked with a green bubble. In addition, each route has several operations that need to be carried out in a pre-defined order. These operations are linked with the route via the relationship “hasOperation”, and the pre-defined sequence of operations is kept via the relationship “nextOperation”. These relationships are not depicted in Figure 3 but are described in [53]. One operation, which is modeled in the graph database [53], can be performed on several processing devices and vice-versa.
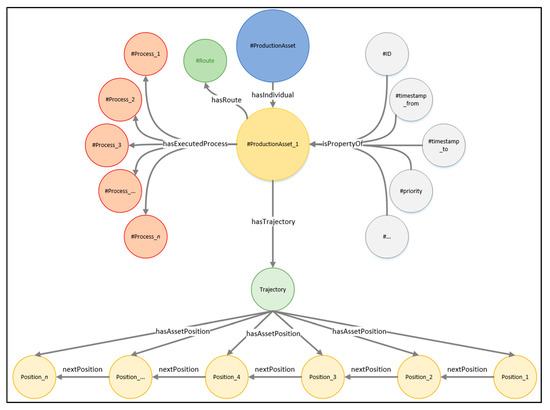
Figure 3.
Visualization of the historical information of a production asset. Each circle represents an information artefact in the graph database that is connected to other information artefacts via relationships. A tagged arrow represents a relationship between two information artefacts. The blue circle denotes an abstract class, ProductionAsset, with its instance depicted by a yellow circle. Attached to the instance of the ProductionAsset are the executed processes, the trajectory with the sequence of positions, and a number of properties, which are represented as grey circles. The route is the collection of future production processes to be carried out [53].
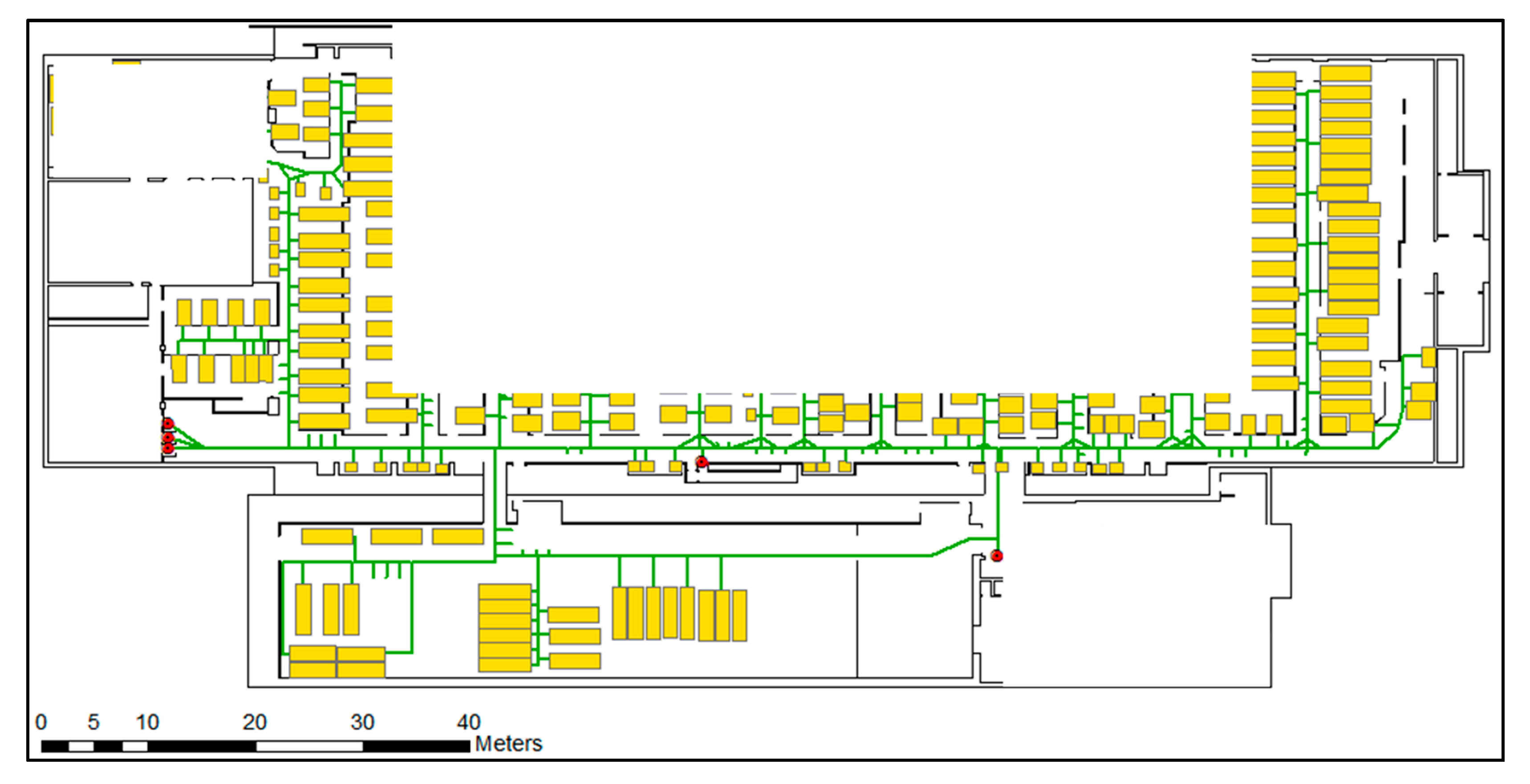
According to [10], production assets move along the corridors (center lines) of the manufacturing hall that are comparable to streets in the urban environment displayed in Figure 4. Thus, a network model with nodes and edges is stored in the graph database to reflect these circumstances and to support indoor navigation. Combining future production operations for production assets, equipment information, and the indoor environment opens up the opportunity to (a) analyze historical events and processes in the manufacturing environment and (b) support the autonomous routing of production assets by breaking down the production process into smaller subtasks. The routing, based on the indoor ontology and, thus, affordances, is the subject of Section 5.2.
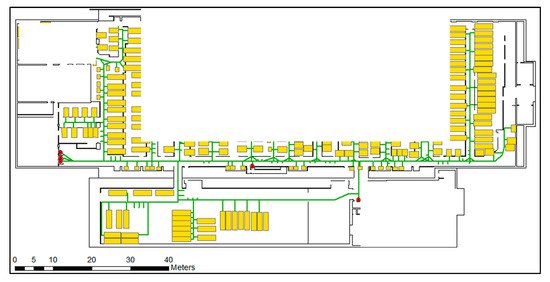
Figure 4.
An indoor space layout of the manufacturing environment. Yellow rectangles represent devices in the clean room, and red dots represent transfer nodes. The green lines represent the traversable indoor network. The white spaces intentionally disguise the complete production layout (adapted from [10]).
5.2. ‘Optimal’ Indoor Transportation Routes Supported by an Affordance-Based Approach
Based on the graph database model described in Section 5.1, the authors elaborate on an affordance-based navigation solution for indoor manufacturing environments, which breaks down the general problem into several subtasks, following the task decomposition for problem-solving [8,9]. The overall algorithm follows the process depicted in Figure 2, with the identification of objects, the proof of the objects’ readiness for transportation, the identification of the next candidate stop, the route decision itself, and, finally, the execution of tasks to check if the process was successful and if further tasks or subtasks exist. The algorithm is based on an indoor navigation ontology describing the indoor environment—i.e., the context—and the navigation task itself, which is the basis for the definition of the entities and affordances of each object in the cleanroom, stored in the graph database.
To calculate an “optimal” transportation route, the transportation task is divided into smaller subtasks, referring to the task decomposition for problem-solving [8]. The separation takes place because a large or complex task is not automatically solvable. Therefore, the line of argumentation leads to the decomposition of a large single task into smaller/atomic tasks that can then be solved, processed, and automatically compared to the respective affordances.
Each small/atomic task is consecutively processed based on the affordances offered by each entity in the manufacturing environment. According to [40], atomic tasks can be compared to affordances, which define the spatial suitability of an entity for a given task. Thus, processing the affordances answer the questions of where and how a decomposed task is “suitable”, i.e., the processing of an asset, or changing the floor level.
The implemented concept proves the correlation between tasks, affordances, and the environment based on a route decision task. To find a production asset’s route from one manufacturing device to the next, a decision has to be made about which edges the route should traverse. Routes, including their affordances, can be identified using a graph-based network stored in the graph database. Routes may include elevators or stairs, especially when an action like “change floor level” is necessary. Both basically afford the action of “transportation” and changing the floor level. Whereby, when processing the affordances and the suitability, the elevator achieves a much better score than the stairs with respect to safety and quality based on a much higher risk of damaging the silicon wafers through a shock when walking down the stairs.
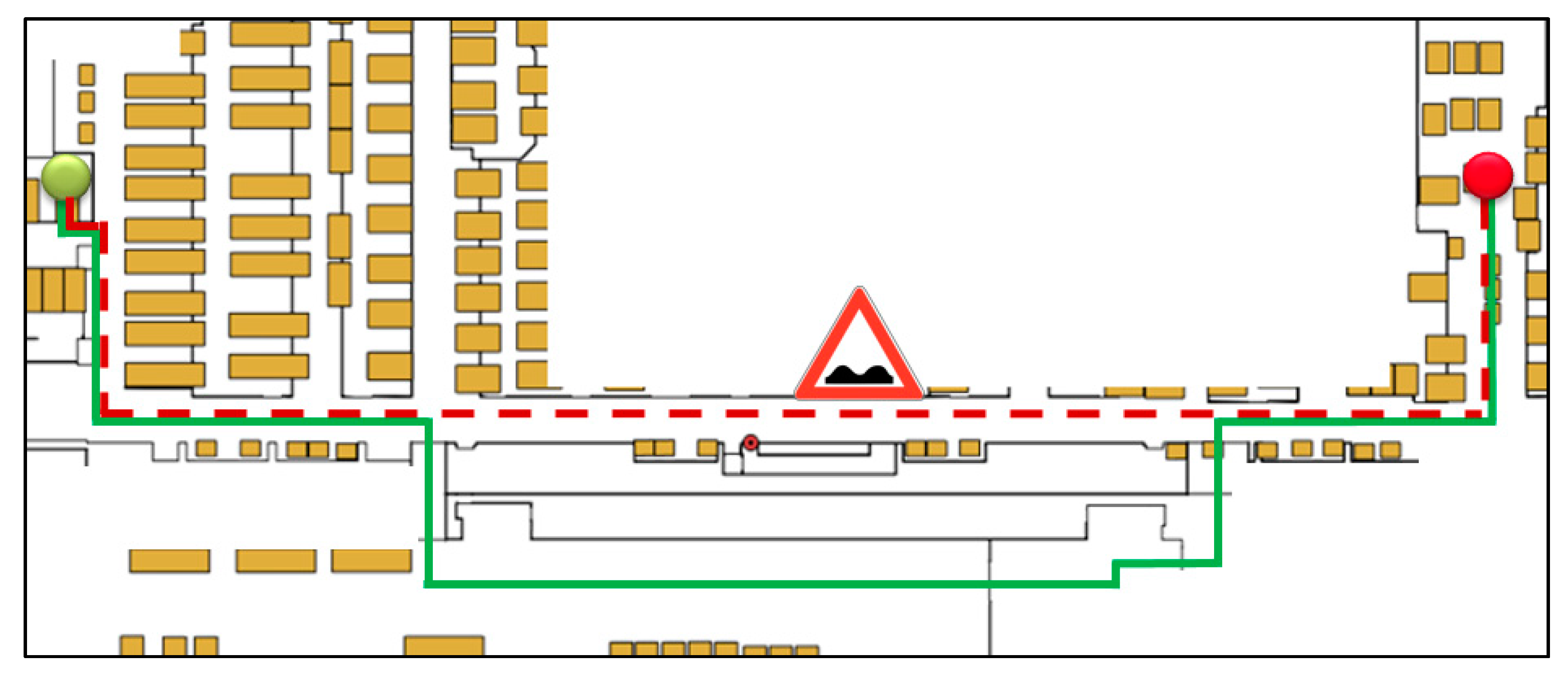
To focus on the applied route decision task outlined in Section 4.1, we decompose the routing task into subtasks to enable decision-making by robots or simply to support human transportation in manufacturing environments. The approach is based on the affordance-based routing concept highlighted in [10]. To visually express the optimal transportation route, Figure 5 shows the results of a “make route decision” operation with the current position of an asset as the starting point (marked by a green point) and a defined target (marked by a red point). In other cases, the target point is provided by another sub-task (“process operation X”) and an entity that offers the processing of the corresponding operation. For this example, the two identified candidate routes are visualized as a red and a green line. As can be seen, the shortest path would be the red dashed line, which is not the optimal path as there is an uneven floor leading to concussions of the production asset, which can be detected by acceleration sensors and-/or personal observations by human operators. In this specific example, the solid green line represents the optimal path for this specific route decision for the asset, avoiding possible damage through concussions on the shortest path. The unevenness may negatively influence the quality of this asset type, which is considered when calculating the suitability of the route. Hence, a longer transportation route may be regarded as optimal.
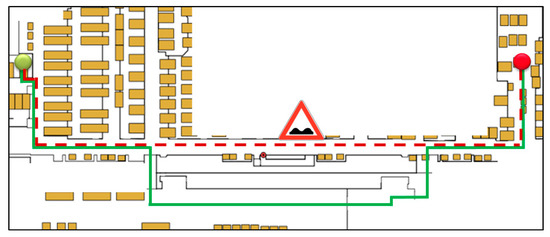
Figure 5.
Visualization of the task “Make Route Decision” resulting in two visualized candidate routes and the highlighted optimal route of these two candidate routes. The smart transportation task starts at the green point on the left side and goes to the red point on the right side. The two possible candidate routes are identified as green and red lines. For this specific route decision, concussions affecting one candidate route—visualized in red—are detected by sensors or personal observations by human operators. Therefore, the optimal route is the solid green line, which is longer than the red one, but not optimal in terms of quality assurance.
6. Discussion and Conclusions
This paper elaborates on an approach to map characteristics of urban human tasks and process planning onto an indoor manufacturing environment. In detail, a general transportation task is analyzed and compared to a transportation process in a manufacturing environment. In addition, a graph database is implemented and utilized to calculate “optimal” transportation routes with respect to the contextual necessities of a production asset. This is done by integrating contextual data of the indoor environment and by exploiting an affordance-based routing approach.
In the paper, we focus on the transition of the problem-solving strategy—i.e., the decomposition of complex tasks—to an indoor manufacturing environment. The research contribution manifests itself in the combination of task and trip planning that is fully based on an indoor ontology and semantically enriched manufacturing data. Contemporary papers present navigation approaches for indoor spaces, focusing on getting from a starting point to a given target. In manufacturing environments, operators or assets have to fulfil tasks in order to finalize products so that these are ready to be shipped to the customers. As the production site has to fulfil volatile consumer demands, manufacturing processes are not aligned on a conveyor belt but are mostly geographically dispersed over the production halls. This requires a complex decision-making process, as both the target and the path need to be determined individually for each asset while considering quality standards. Quality standards are defined on the basis of production asset types present in the production line (usually several hundred).
The paper highlights relevant approaches to human problem-solving—mainly decomposition approaches. Decomposition can help to break down a complex task into smaller tasks that can be solved more easily. Here, we attempt to apply decomposition to a specific manufacturing environment—semiconductor manufacturing. The results should provide the theoretical basis to develop an algorithm for an affordance-based navigation solution for production assets. The navigation algorithm should include both task and trip planning in order to support the autonomous transportation of assets in an indoor manufacturing plant.
The basis for the experiment presented in this paper is a graph database, supporting the concept of linked data, and an ontology, describing the indoor space and the navigation tasks. Affordances are intertwined with sensor data, which represent information on the environment. Furthermore, the developed concept supports the determination of an optimal path from a source to a target point in a manufacturing environment, where optimality refers to the affordances, the quality issues, and the context of the production asset. For a spatial or spatial-temporal analysis, historical information is stored in the graph database. These data can support case-based planning [7], which is based on historical experiences. This approach may contribute to the decomposition approach followed in this paper. Here, overall problems or tasks are decomposed into smaller subtasks that are solved in a given order [8,9].
Open issues that are not tackled in the paper are a performance analysis of the algorithm supporting the autonomous navigation of production assets and the impact of the algorithm on the “travel behavior” of production assets. The latter could be analyzed by an approach following geo-visual analytics or geostatistical methods, whereas a detailed performance analysis would require an analysis of the underlying algorithm in a mathematical manner and in-situ testing—see [15] for details. In the indoor environment under review, humans carry out transportation tasks, which leads to the necessity of communicating the recommendations of the system in a user-centered manner, utilizing theory and methods from the Human Computer Interaction. In addition, this paper focuses to a large degree on the similarities between manufacturing environments and urban environments. From a GIScience point of view, it would be interesting to look at both the similarities and differences between them and the implications, e.g., for modeling a manufacturing environment.
Acknowledgments
Supported by TU Graz Open Access Publishing Fund.
Author Contributions
Stefan Schabus developed the proof-of-concept implementation, wrote the basic parts of Section 4, Section 5 and Section 6, contributed most parts of Section 1, Section 2 and Section 3 and contributed to the research design. Thomas J. Lampoltshammer contributed to Section 1, Section 2, Section 3 and Section 5.1 (graph databases), and contributed to the research design. Johannes Scholz contributed to Section 1, Section 2, Section 3, Section 5 and Section 6 and developed the research design together with Stefan Schabus and Thomas J. Lampoltshammer.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bettencourt, L.; West, G. A unified theory of urban living. Nature 2010, 467, 912–913. [Google Scholar] [CrossRef] [PubMed]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.A.; Yang, S. Service Innovation and smart analytics for industry 4.0 and big data environment. Procedia CRIP 2014, 16, 3–8. [Google Scholar] [CrossRef]
- Batty, M. Big data, smart cities and city planning. Dial. Hum. Geogr. 2013, 3, 274–279. [Google Scholar] [CrossRef]
- Bettencourt, L.M.A.; Lobo, J.; Helbing, D.; Kühnert, C.; West, G.B. Growth, innovation, scaling, and the pace of life in cities. Proc. Natl. Acad. Sci. USA 2007, 104, 7301–7306. [Google Scholar] [CrossRef] [PubMed]
- Noulas, A.; Scellato, S.; Lambiotte, R.; Pontil, M.; Mascolo, C. A tale of many cities: Universal patterns in human urban mobility. PLoS ONE 2012, 7, e37027. [Google Scholar] [CrossRef]
- Hammond, K. Case-Based Planning: A Framework for Planning from Experience. Cogn. Sci. 1990, 14, 385–443. [Google Scholar] [CrossRef]
- Raiffa, H. Decision Analysis: Introductory Lectures on choicEs under Uncertainty; Addison-Wesley: Boston, MA, USA, 1968. [Google Scholar]
- Armstrong, J.S.; Denniston, W.B., Jr.; Gordon, M.M. The Use of the Decomposition Principle in Making Judgements. Organ. Behav. Hum. Perform. 1975, 14, 257–263. [Google Scholar] [CrossRef]
- Scholz, J.; Schabus, S. An indoor navigation ontology for production assets in a production environment. In Geographic Information Science; Duckham, M., Pebesma, E., Stewart, K., Frank, A.U., Eds.; Springer International Publishing: Vienna, Austria, 2014; pp. 204–220. [Google Scholar]
- Schabus, S.; Scholz, J.; Lampoltshammer, T.J. A Space in a Space: Connecting Indoor and Outdoor Geography. In Proceedings of the 18th AGILE International Conference on Geographic Information Science, Lisbon, Portugal, 9–12 June 2015. [Google Scholar]
- Li, W.; Goodchild, M.F.; Raskin, R. Towards geospatial semantic search: Exploiting latent semantic relations in geospatial data. Int. J. Digit. Earth 2014, 7, 17–37. [Google Scholar] [CrossRef]
- Le Phuoc, D.; Dao-Tran, M.; Le Tuan, A.; Duc, M.N.; Hauswirth, M. RDF stream processing with CQELS framework for real-time analysis. In Proceedings of the 9th ACM International Conference on Distributed Event-Based Systems, Oslo, Norway, 29 June–3 July 2015. [Google Scholar]
- Pluciennik, T.; Pluciennik-Psota, E. Using graph database in spatial data generation. In Man-Machine Interactions 3 SE–69; Advances in intelligent Systems and Computing; Springer: Cham, Switzerland, 2014; pp. 643–650. [Google Scholar]
- Scholz, J.; Schabus, S. Towards an Affordance-Based Ad-Hoc Suitability Network for Indoor Manufacturing Transportation Processes. ISPRS J. Geo-Inf. 2017, 6, 280. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, X.G. Coupling cyberinfrastructure and geographic information systems to empower ecological and environmental research. BioScience 2008, 58, 94–95. [Google Scholar] [CrossRef]
- Wang, S. CyberGIS: Blueprint for integrated and scalable geospatial software ecosystems. Int. J. Geogr. Inf. Sci. 2013, 27, 2119–2121. [Google Scholar] [CrossRef]
- Miller, H.J.; Goodchild, M. Data-Driven Geography. GeoJounral 2014, 80, 1–13. [Google Scholar] [CrossRef]
- Wang, S. A CyberGIS framework for the synthesis of cyberinfrastructure, GIS and spatial analysis. Ann. Assoc. Am. Geogr. 2010, 100, 535–557. [Google Scholar] [CrossRef]
- Klepeis, N.E.; Nelson, W.C.; Ott, W.R.; Robinson, J.P.; Tsang, A.M.; Switzer, P.; Behar, J.V.; Hern, S.C.; Engelmann, W.H. The National Human Activity Pattern Survey (NHAPS): A resource for assessing exposure to environmental pollutants. J. Expo. Anal. Environ. Epidemiol. 2001, 11, 231–252. [Google Scholar] [CrossRef] [PubMed]
- Raubal, M.; Worboys, M. A formal model of the process of wayfinding in built environments. In Spatial Information Theory. Cognitive and Computational Foundations of Geographic Information Science; Springer: New York, NY, USA, 1999; pp. 381–399. [Google Scholar]
- Raubal, M. Ontology and epistemology for agent-based wayfinding simulation. Int. J. Geogr. Inf. Sci. 2001, 15, 653–665. [Google Scholar] [CrossRef]
- Meijers, M.; Zlatanova, S.; Preifer, N. 3D-geoinformation indoors: Structuring for evaluation. In Proceedings of the Next Generation 3D City Models, Bonn, Germany, 21–22 June 2005. [Google Scholar]
- Goetz, M.; Zipf, A. Formal definition of a user-adaptive and length-optimal routing graph for complex indoor enviroonments. Geo-Spat. Inf. Sci. 2011, 14, 119–128. [Google Scholar] [CrossRef]
- Howell, I.; Batcheler, B. Building information modeling two years later—Huge potential, some success and several limitations. Lais. Lett. 2005, 22, 4. [Google Scholar]
- Worboys, M. Modeling indoor space. In Proceedings of the 3rd ACM SIGSPATIAL International Workshop on Indoor Spatial Awareness, Chicago, IL, USA, 1 November 2011. [Google Scholar]
- Yang, L.W.M. A navigation ontology for outdoor-indoor space:(work-in-progress). In Proceedings of the 3rd ACM SIGSPATIAL International Workshop on Indoor Spatial Awareness, Chicago, IL, USA, 1 November 2011; pp. 31–34. [Google Scholar]
- Schabus, S.; Scholz, J. Geographic Information Science and technology as key approach to unveil the potential of Industry 4.0: How location and time can support smart manufacturing. In Proceedings of the 2015 12th International Conference on Informatics in Control, Automation and Robotics (ICINCO), Colmar, France, 21–23 July 2015. [Google Scholar]
- Von Landesberger, T.; Brodkorb, F.; Roskosch, P.; Andrienko, N.; Andrienko, G.; Kerren, A. MobilityGraphs: Visual Analysis of Mass Mobility Dynamics via Spatio-Temporal Graphs and Clustering. IEEE Trans. Vis. Comput. Graph. 2016, 22, 11–20. [Google Scholar] [CrossRef] [PubMed]
- Goodwin, S.; Dykes, J.; Slingsby, A.; Turkay, C. Visualizing multiple variables across scale and geography. IEEE Trans. Vis. Comput. Graph. 2016, 22, 599–608. [Google Scholar] [CrossRef] [PubMed]
- Osswald, S.; Weiss, A.; Tscheligi, M. Designing wearable devices for the factory: Rapid contextual experience prototyping. In Proceedings of the 2013 International Conference on Collaboration Technologies and Systems (CTS), San Diego, CA, USA, 20–24 May 2013. [Google Scholar]
- Nyström, R.H.; Harjunkoski, I.; Kroll, A. Production optimization for continuously operated processes with optimal operation and scheduling of multiple units. Comput. Chem. Eng. 2006, 30, 392–406. [Google Scholar] [CrossRef]
- Mayer, R. Problem Solving. The Blackwell Dictionary of Cognitive Psychology; Blackwell: Hoboken, NJ, USA, 1990. [Google Scholar]
- Eysneck, M.W.; Keane, M.T. Cognitive Psychology; Psychology Press: Hove, UK, 2010. [Google Scholar]
- Wang, Y.; Chiew, V. On the cognitive process of human problem solving. Cogn. Syst. Res. 2010, 11, 81–92. [Google Scholar] [CrossRef]
- Abdalla, A.; Weiser, P.; Frank, A.U. Design principles for spatio-temporally enabled pim tools: A qualitative analysis of trip planning. In Geographic Information Science at the Heart of Europe; Springer International Publishing: Cham, Switzerland, 2013. [Google Scholar]
- Weiser, P.; Frank, A.; Abdalla, A. Process Composition and Process Reasoning over Multiple Levels of Detail. In Proceedings of the 7th International Conference GIScience 2012, Columbus, OH, USA, 18–21 September 2012. [Google Scholar]
- Abdalla, A.; Frank, A.U. Combining trip and task planning: How to get from A to passport. In Proceedings of the 7th International Conference on Geographic Information Science, GIScience 2012, Columbus, OH, USA, 18–21 September 2012. [Google Scholar]
- Gibson, J.J. The Ecological Approach to Visual Perception: Classic Edition; Psychology Press: Hove, UK, 2014. [Google Scholar]
- Jonietz, D.; Schuster, W.; Timpf, S. Modelling the suitability of urban networks for pedestrians: An affordance-based framework. In Geographic Information Science at the Heart of Europe; Springer International Publishing: Cham, Switzerland, 2013. [Google Scholar]
- Timpf, S.; Volta, G.S.; Pollock, D.W.; Egenhofer, M. A conceptual model of wayfinding using multiple levels of abstraction. In Theories and Methods of Spatio-teMporal Reasoning in Geographic Space; Springer: Berlin/Heidelberg, Germany, 1992; pp. 348–367. [Google Scholar]
- Flaxman, M. Fundamentals of geodesign. In Peer Reviewed Proceedings of Digital Landscape Architecture 2010; Wichmann: Berlin/Offenbach am Main, Germany, 2010; pp. 28–41. [Google Scholar]
- Goodchild, M.F. Towards geodesign: Repurposing cartogrpahy and GIS? Cartogr. Persepct. 2010, 66, 7–22. [Google Scholar] [CrossRef]
- Pinna, F.; Masala, F.; Garau, C. Urban Policies and Mobility Trends in Italian Smart Cities. Sustainability 2017, 9, 494. [Google Scholar] [CrossRef]
- Garau, C.; Masala, F.; Pinna, F. Cagliari and smart urban mobility: Analysis and comparison. Cities 2016, 56, 35–46. [Google Scholar] [CrossRef]
- Benevolo, C.; Dameri, R.; D’Auria, B. Smart Mobility in Smart City. In Empowering Organizations Enabling Platforms and Artefacts, Lecture Notes in Information Systems and Organisation Vol. 11; Springer: Heidelberg, Germany, 2016. [Google Scholar]
- Caragliu, A.; Bo, C. Do Smart Cities Invest in Smarter Policies? Learning from the Past, Planning for the Future. Soc. Sci. Comput. Rev. 2016, 34, 657–672. [Google Scholar] [CrossRef]
- Batty, M.; Axhausen, K.W.; Giannotti, F.; Pozdnoukhov, A.; Bazzani, A.; Wachowicz, M.; Ouzounis, G.; Portugali, Y. Smart cities of the future. Eur. Phys. J. Spec. Top. 2012, 1, 481–518. [Google Scholar] [CrossRef]
- Nam, T.; Pardo, T.A. Conceptualizing smart city with dimensions of technology, people, and institutions. In Proceedings of the 12th Annual International Digital Government Research Conference: Digital Government Innovation in Challenging Times, College Park, MD, USA, 12–15 June 2011. [Google Scholar]
- Robinson, I.; Webber, J.; Eifrem, E. Graph Databases: New Opportunitites for Connected Data; O’Reilly Media: Sebastopol, CA, USA, 2015. [Google Scholar]
- Lampoltshammer, T.J.; Wiegand, S. Improving the Computational Performance of Ontology-BAsed Classification Using Graph Databases. Remote Sens. 2015, 7, 9473–9491. [Google Scholar] [CrossRef]
- Miller, J.J. Graph Database Applications and Concepts with Neo4J. In Proceedings of the Southern Association for Information Systems Conference, Atlanta, GA, USA, 23–24 March 2013. [Google Scholar]
- Schabus, S.; Scholz, J. Spatially Linked Manufacturing Data to support Data Analysis. GI-Forum 2017, 1, 126–140. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).