
A Review of Fibre Reinforced Polymer Bridges


Abstract
1. Introduction
2. History of FRP Bridges
2.1. Examples of All–FRP Bridges
2.1.1. Aberfeldy Footbridge, Scotland, 1992
2.1.2. Bonds Mill Lift Bridge, UK, 1994
2.1.3. No-Name Creek Bridge, USA, 1996
2.1.4. Kolding Bridge, Denmark, 1997
2.1.5. Pontresina Truss Footbridge, Switzerland, 1997
2.1.6. Halgover Footbridge, UK, 2001
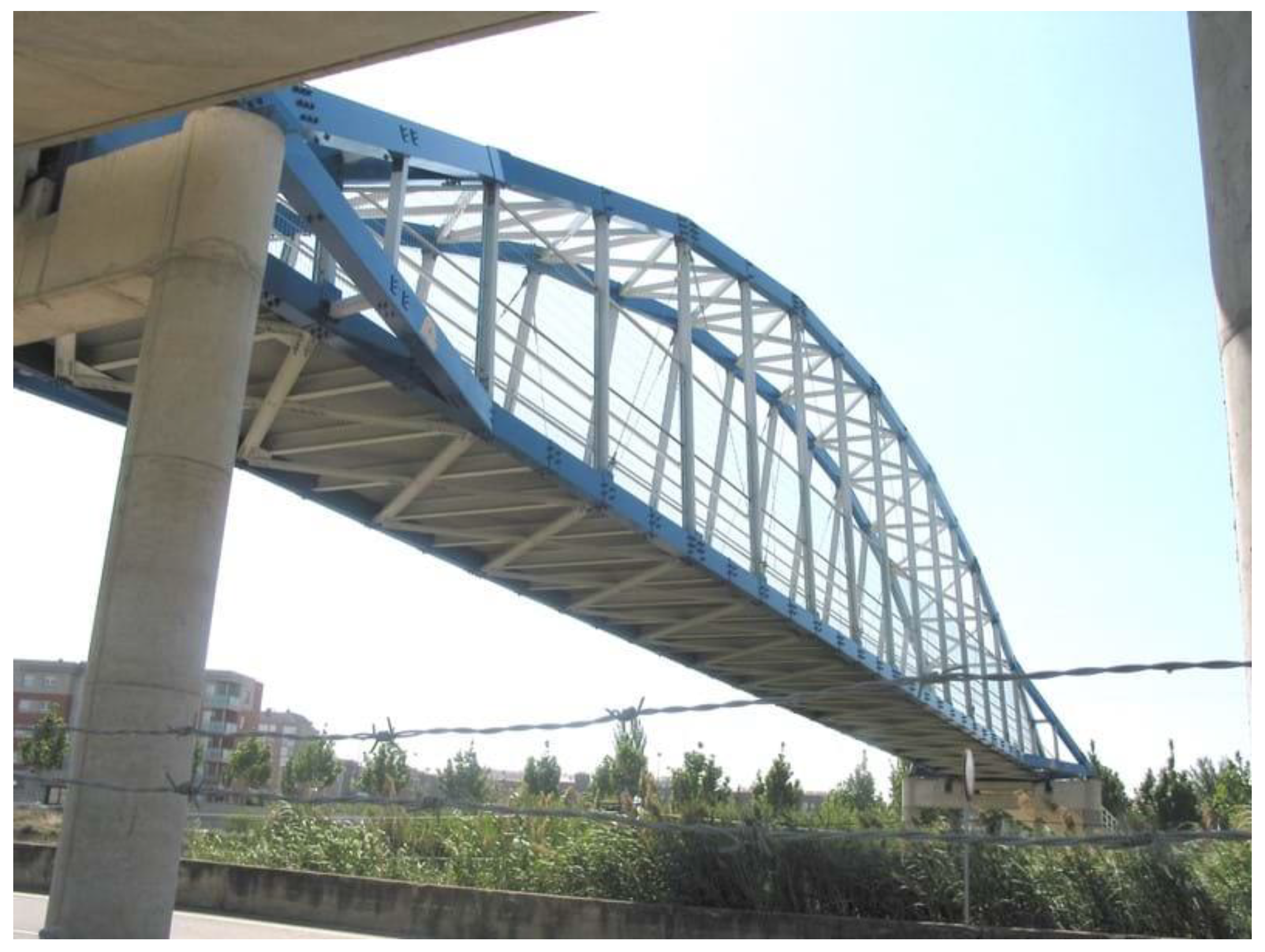
2.1.7. Lleida Footbridge, Spain, 2001
2.1.8. West Mill Bridge, UK, 2002
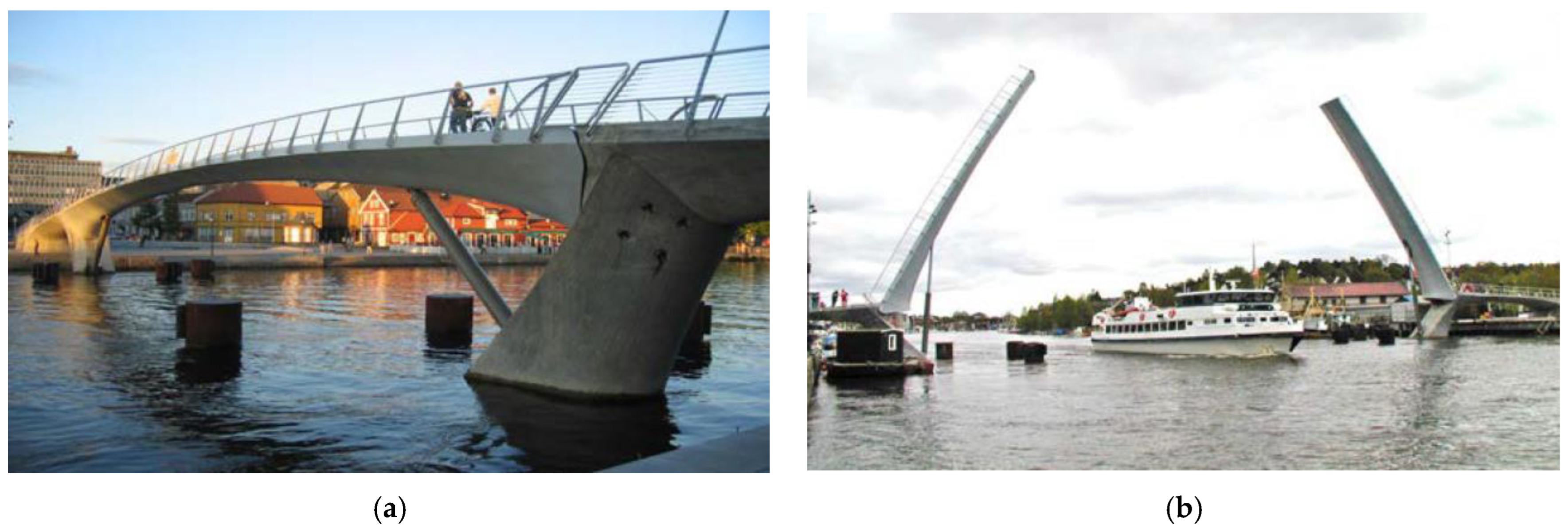
2.1.9. Fredrikstad Bascule Footbridge, Norway, 2003
2.1.10. St Austell Railway Bridge, UK, 2007
2.1.11. ApATeCh Arched Footbridge, Russia, 2008
2.1.12. Bradkirk Footbridge, UK, 2009
2.1.13. Dawlish Footbridge, Exeter, Devon, UK, 2012
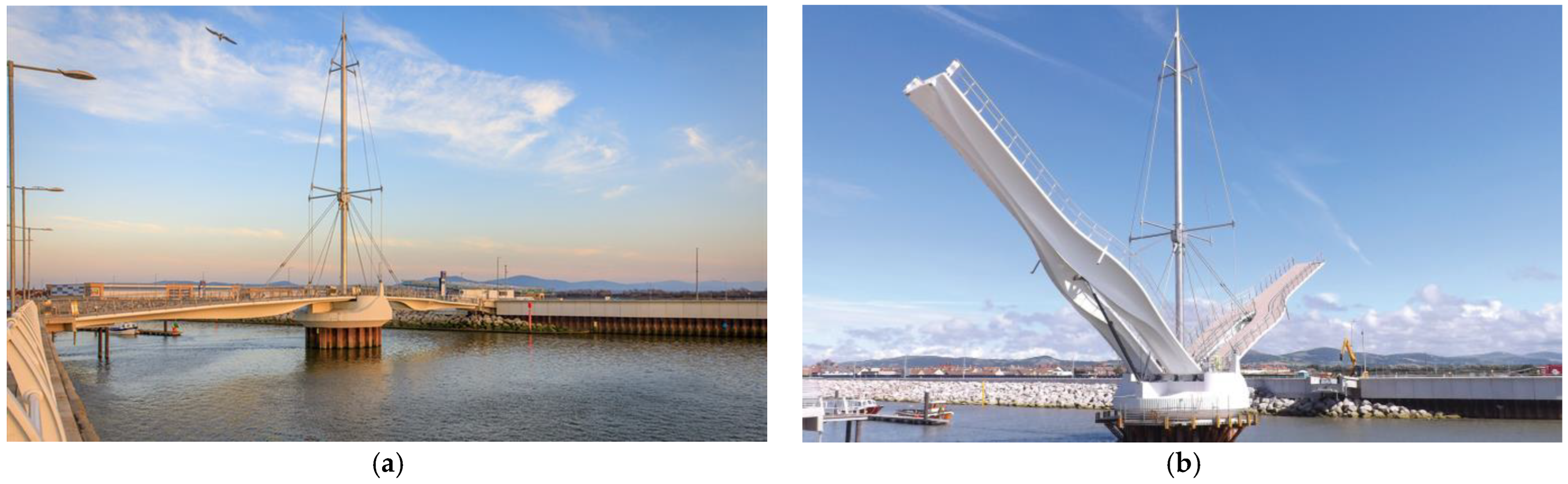
2.1.14. Pont y Ddraig Bridge or the Dragon’s Bridge, Wales, 2013
2.1.15. Eindhoven University of Technology Pedestrian Bridge, The Netherlands, 2016
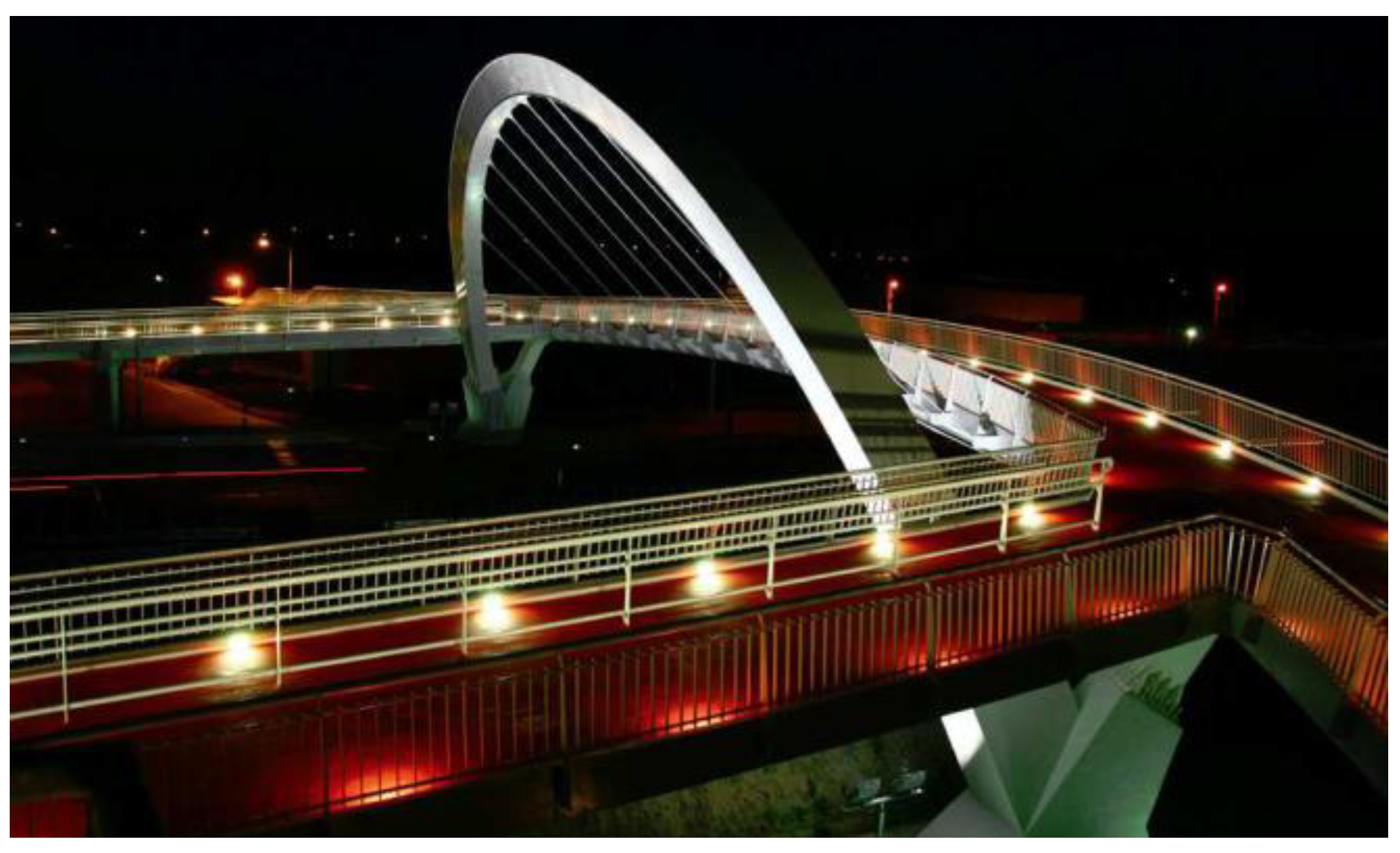
2.1.16. Dover Sea Wall Footbridge over a Rail Line, Dover, Kent, UK 2017
2.2. Examples of Hybrid–FRP Bridges
2.2.1. Asturias Bridge, Spain, 2004 (Hybrid–FRP Beam—Concrete Slab)
2.2.2. M111 Bridges, Madrid, Spain 2007 (Moulded FRP Girders and Concrete Deck)
2.2.3. Standen Hey Overbridge, UK, 2007 (Deck)
2.2.4. Gądki Footbridge, Poland 2008 (Deck)
2.2.5. Moss Canal Bridge, UK, 2011 (Deck)
2.2.6. St. Mateus—GFRP–Steel and São Silvestre Footbridges, Portugal 2013
2.2.7. Mapledurham Footbridge, UK, 2015 (Deck)
2.2.8. Sedlescombe Footbridge, UK, 2015 (Deck)
3. FRP Composite Constituent Materials
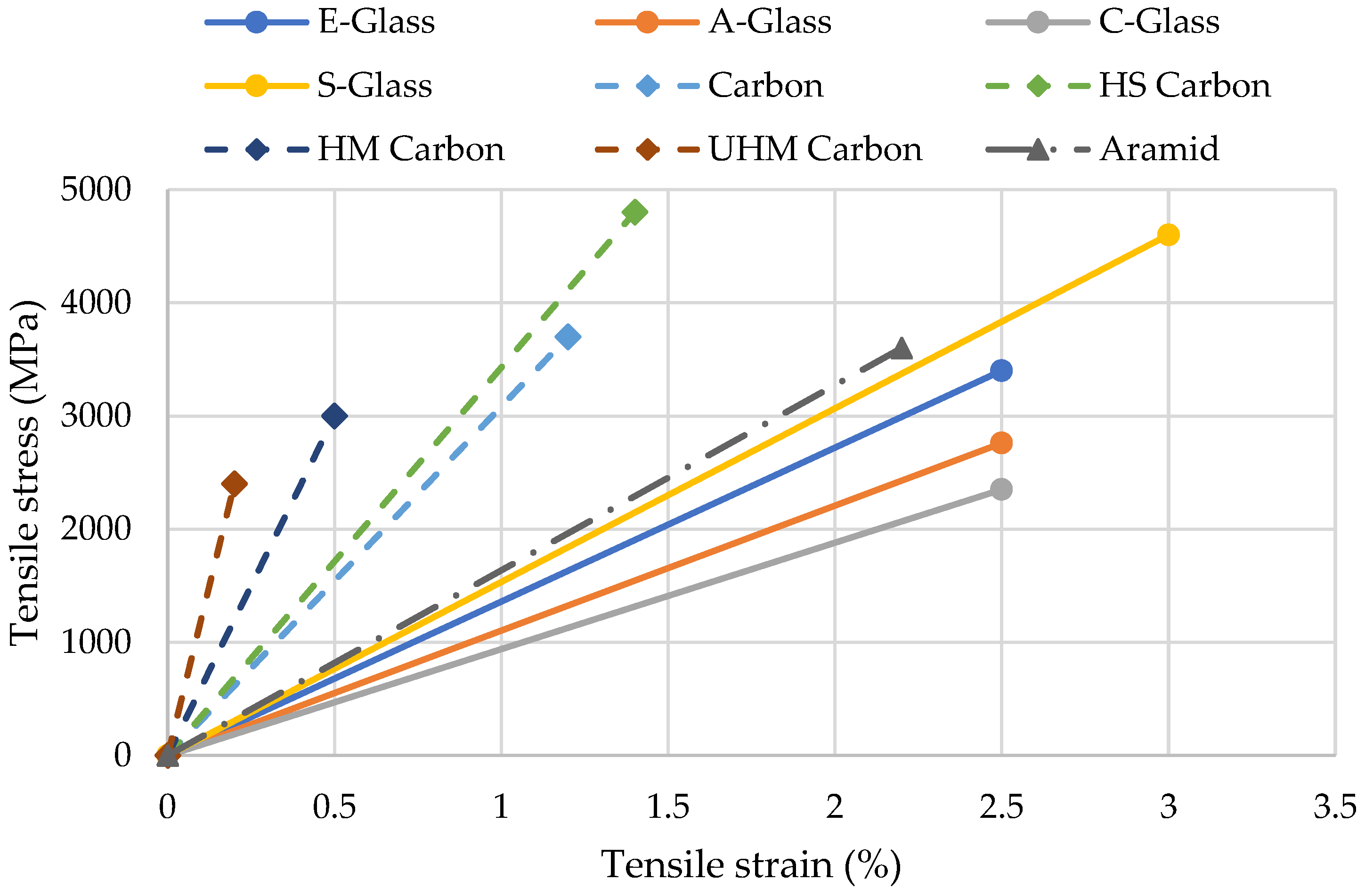
3.1. Fibres
3.1.1. Glass Fibres
3.1.2. Carbon Fibres
3.1.3. Aramid Fibres
3.2. Resin Matrix
3.2.1. Thermoset Resin
3.2.2. Thermoplastic Resin
3.3. Laminated Shells and Sandwich Panels
4. Manufacturing Methods
4.1. Spray Lay-Up (Contact Moulding)

| Method | Material | Applications | Strengths | Weaknesses | ||
|---|---|---|---|---|---|---|
| Resin | Fibre | Core | ||||
| Spray lay-up (contact moulding ) | Mainly polyester | Glass roving only | None. To be added separately |
|
|
|
| Wet or hand lay-up (contact moulding) | Any resin, epoxy, polyester, vinylester, pnolic | Any, heavy aramid fibres hard to wet-out | Any |
|
|
|
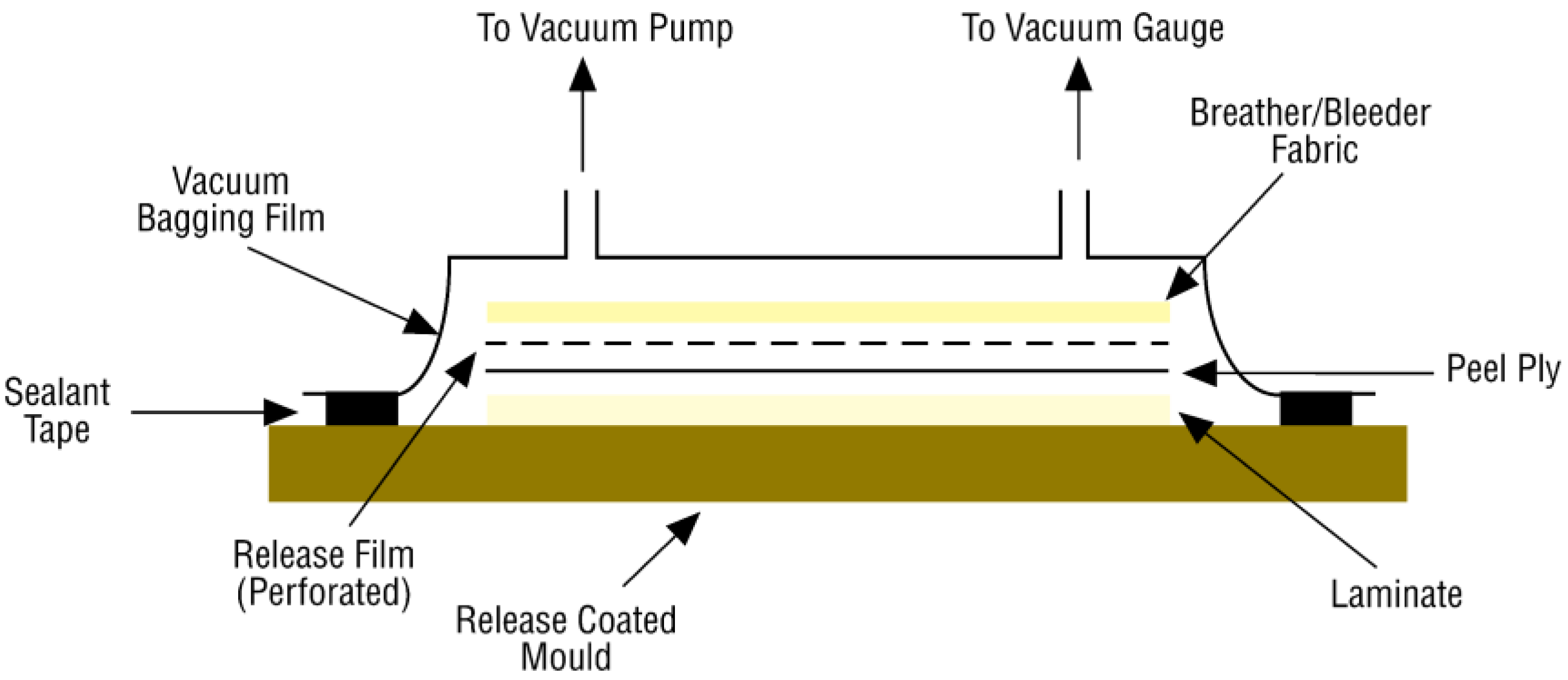
| Vacuum bagging—wet lay-up (moulded) | Mainly epoxy and phenolic Polyester resin will have problems due to the extraction of styrene by the vacuum pump | A variety of heavy fabrics can be wet-out | Any |
|
|
|
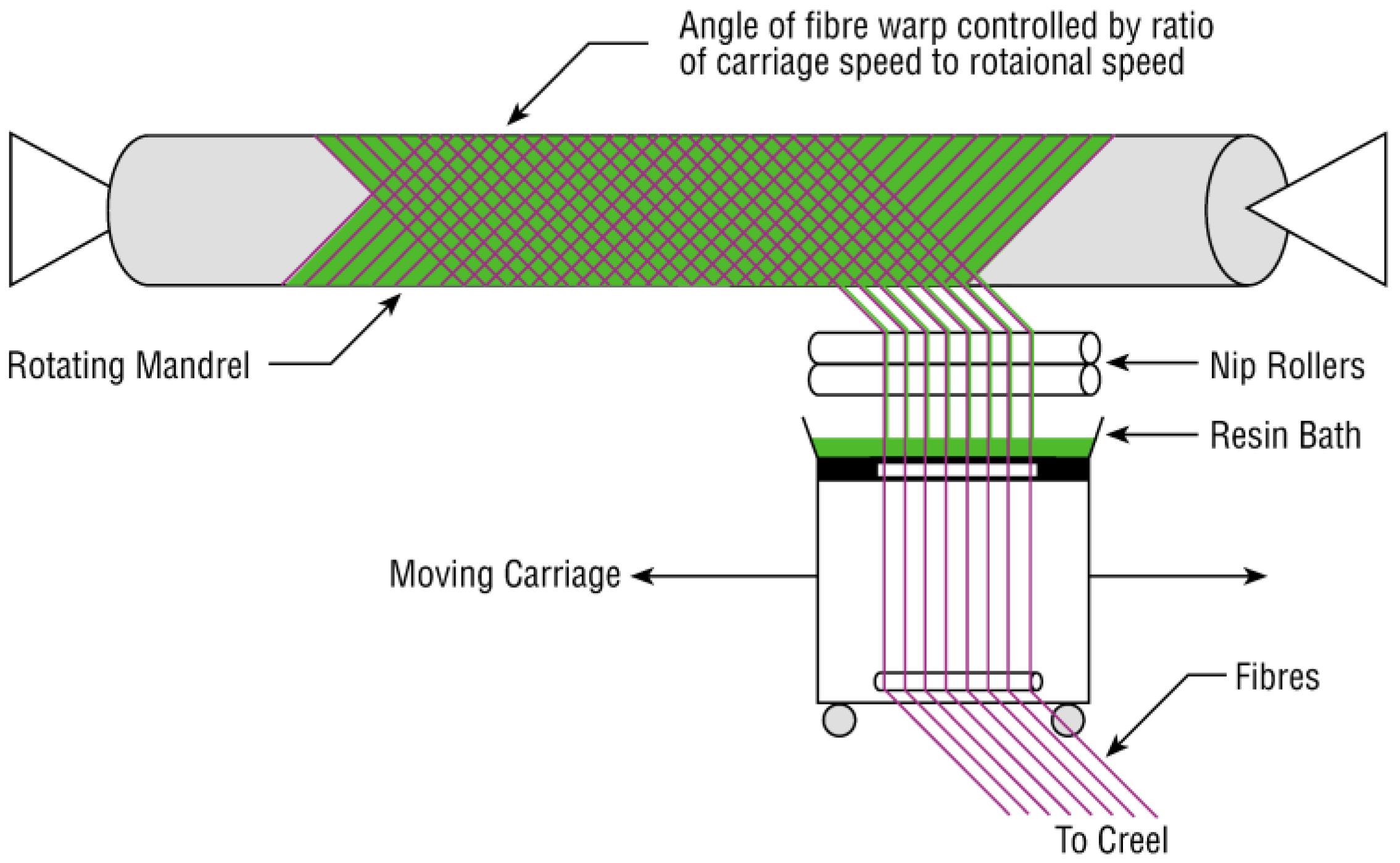
| Filament Winding | Any resin, epoxy, polyester, vinylester, phenolic | Any, straight fibres used, not woven or stitched | Any, usually used for single-skin elements |
|
|
|
| Pultrusion | Epoxy, polyester, vinylester, phenolic | Any | Not used |
|
|
|
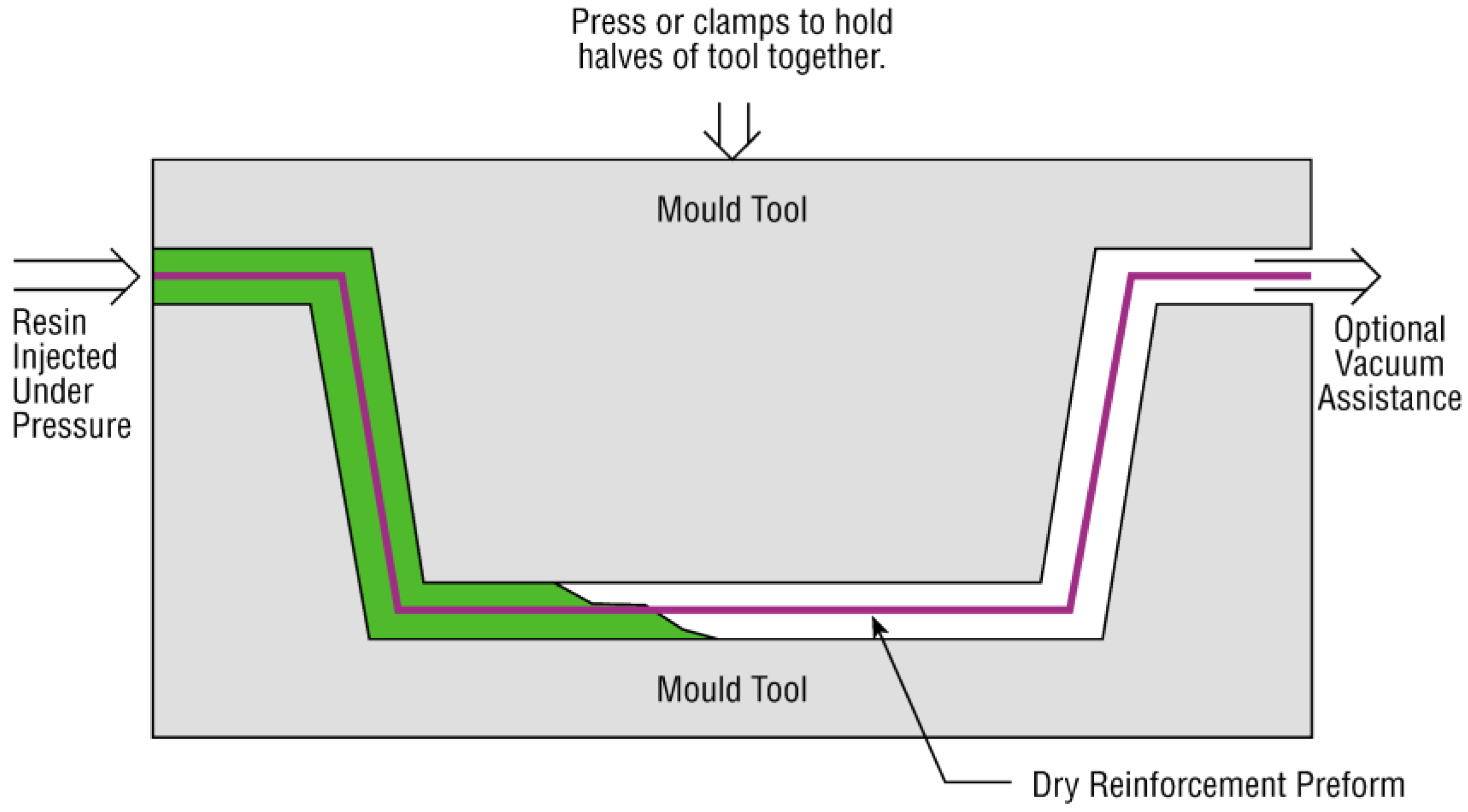
| Resin transfer moulding, RTM (moulding) | Epoxy, polyester, vinylester and phenolic | Any, stitched fabrics allow resin flow | No honeycomb |
|
|
|
| Other methods—SCRIMP, RIFT, VARTM, resin film infusion (moulded) * | Epoxy, polyester and vinylester | Any stitched fabrics | Any except honeycomb |
|
|
|
| Prepreg—autoclave | Epoxy, polyester, phenolic and other high-temperature resins | Any | Special foam due to high temperature and pressure |
|
|
|
4.2. Wet or Hand Lay-Up (Contact Moulding)
4.3. Vacuum Bagging—Wet Lay-Up (Moulded)
4.4. Filament Winding
4.5. Pultrusion
4.6. Resin Transfer Moulding, RTM (Moulding)
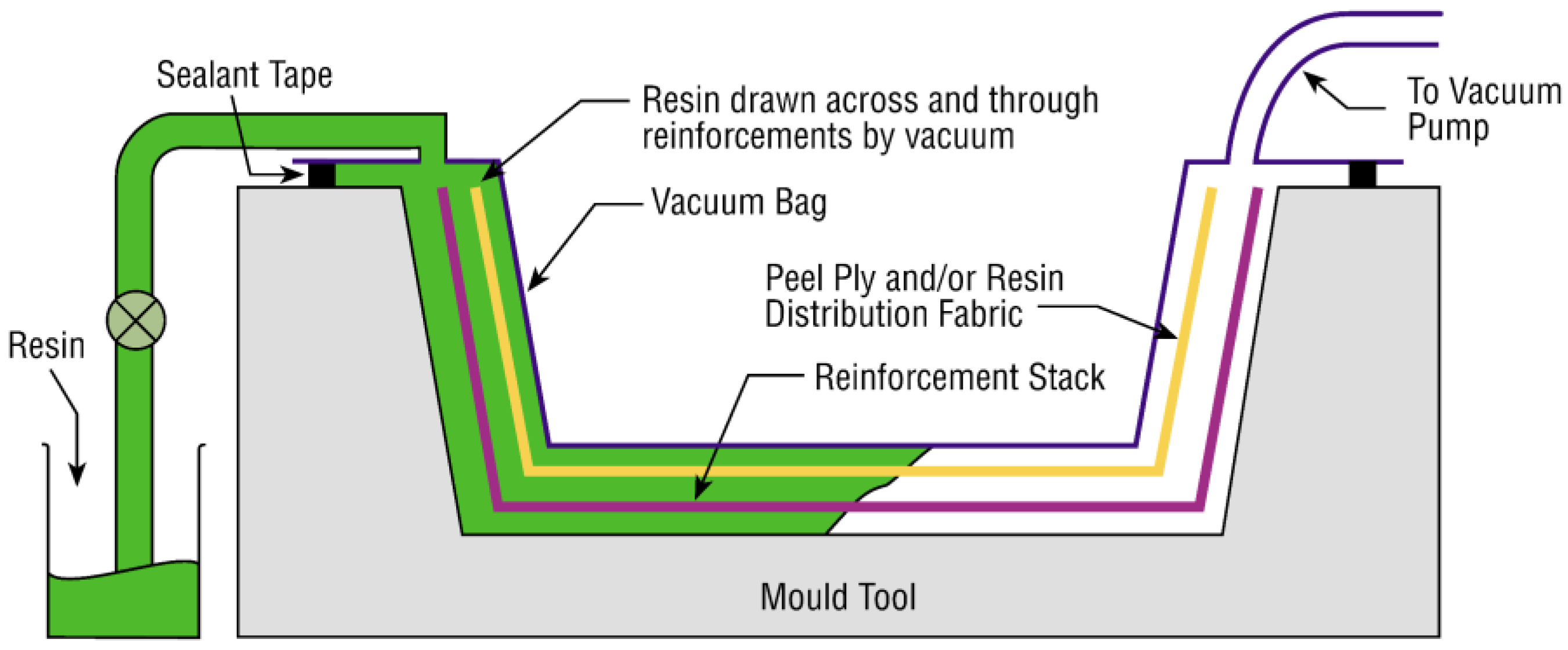
4.7. Other Methods—SCRIMP, RIFT, VARTM, Resin Film Infusion (Moulded)
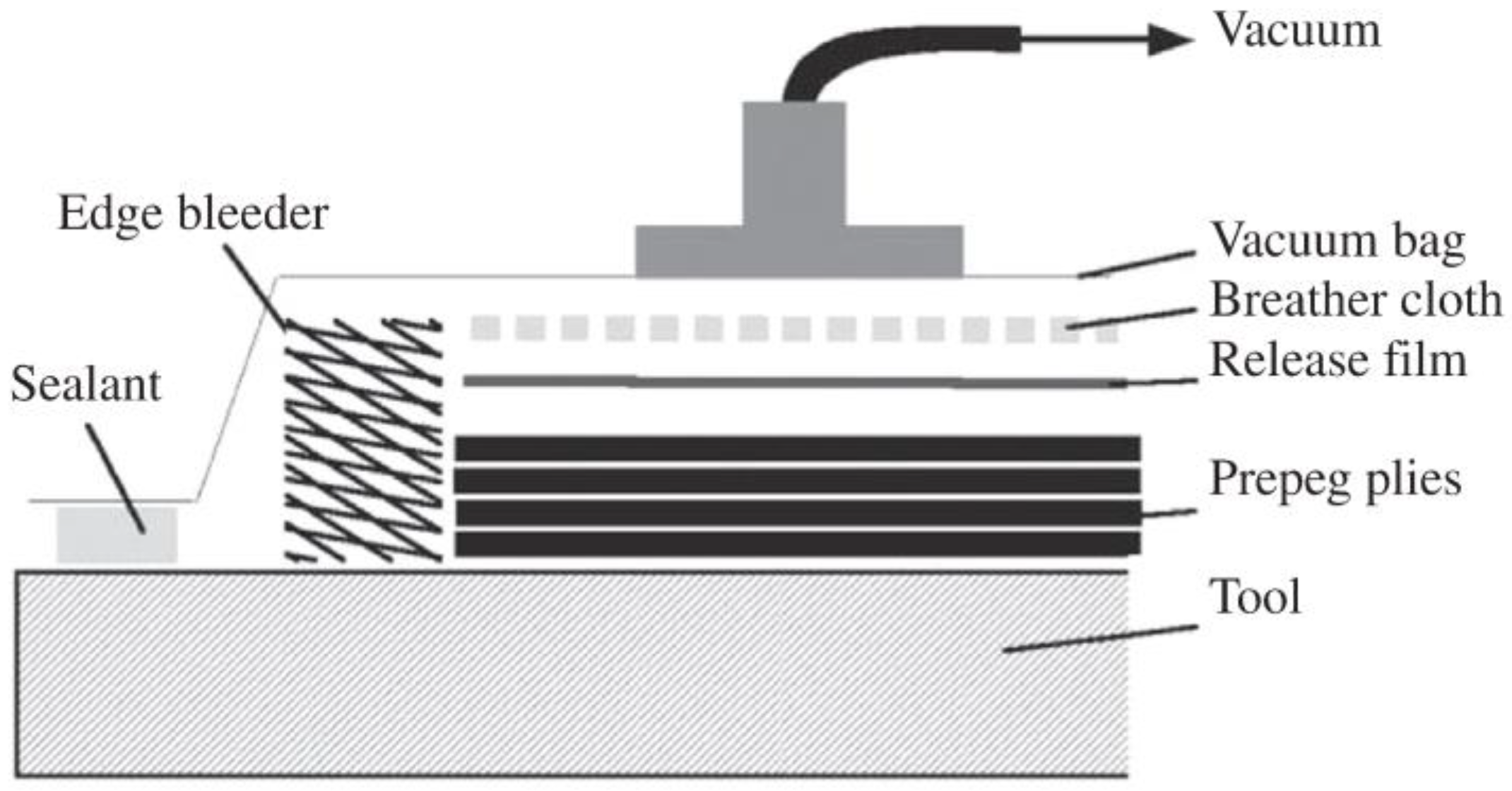
4.8. Prepreg—Autoclave
5. FRP Bridge Components
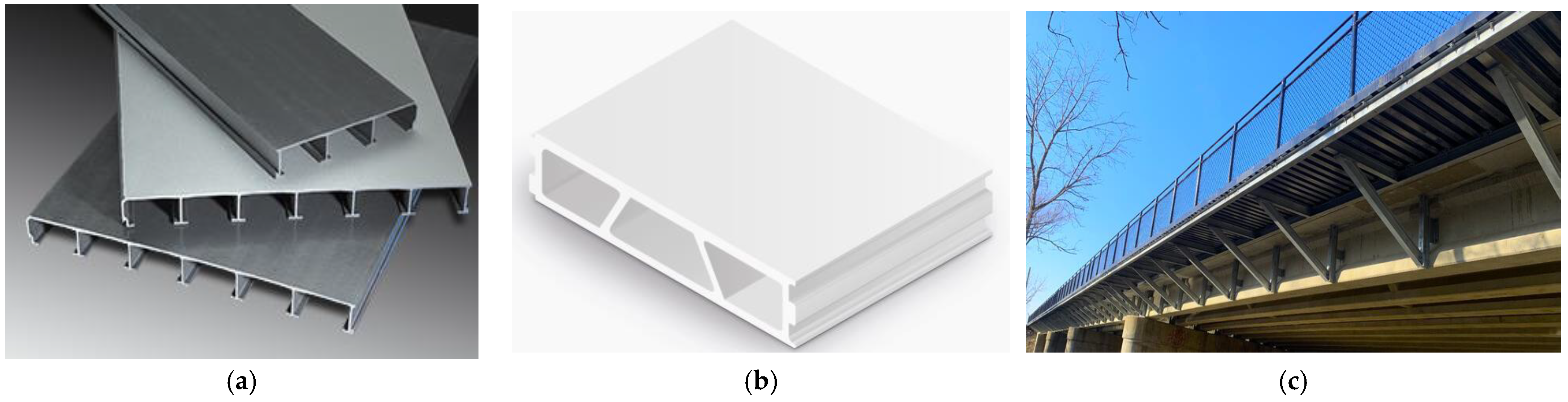
5.1. FRP Bridge Decks
5.1.1. Sandwich Panel Decks
5.1.2. Decks with Adhesively Bonded Pultruded Shapes—No Longer Produced
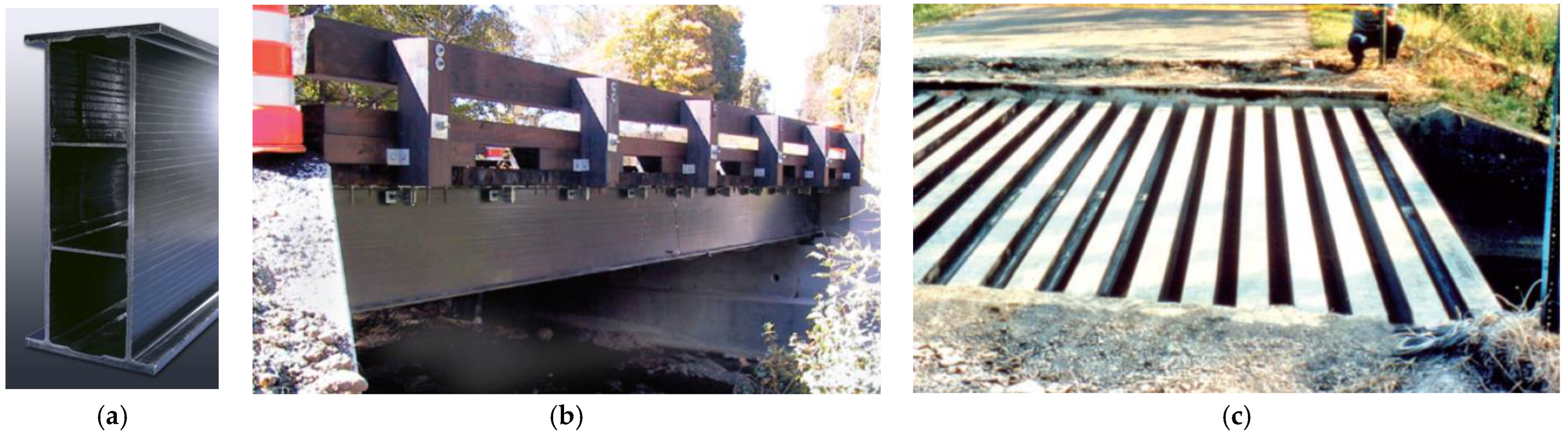
5.2. FRP Plank Deck System for Pedestrian Walkways
5.3. Pultruded FRP Road Bridge Girders or Beams—Not Produced Now (Not Cost-Competitive)
5.4. FRP Light Truss Bridge System
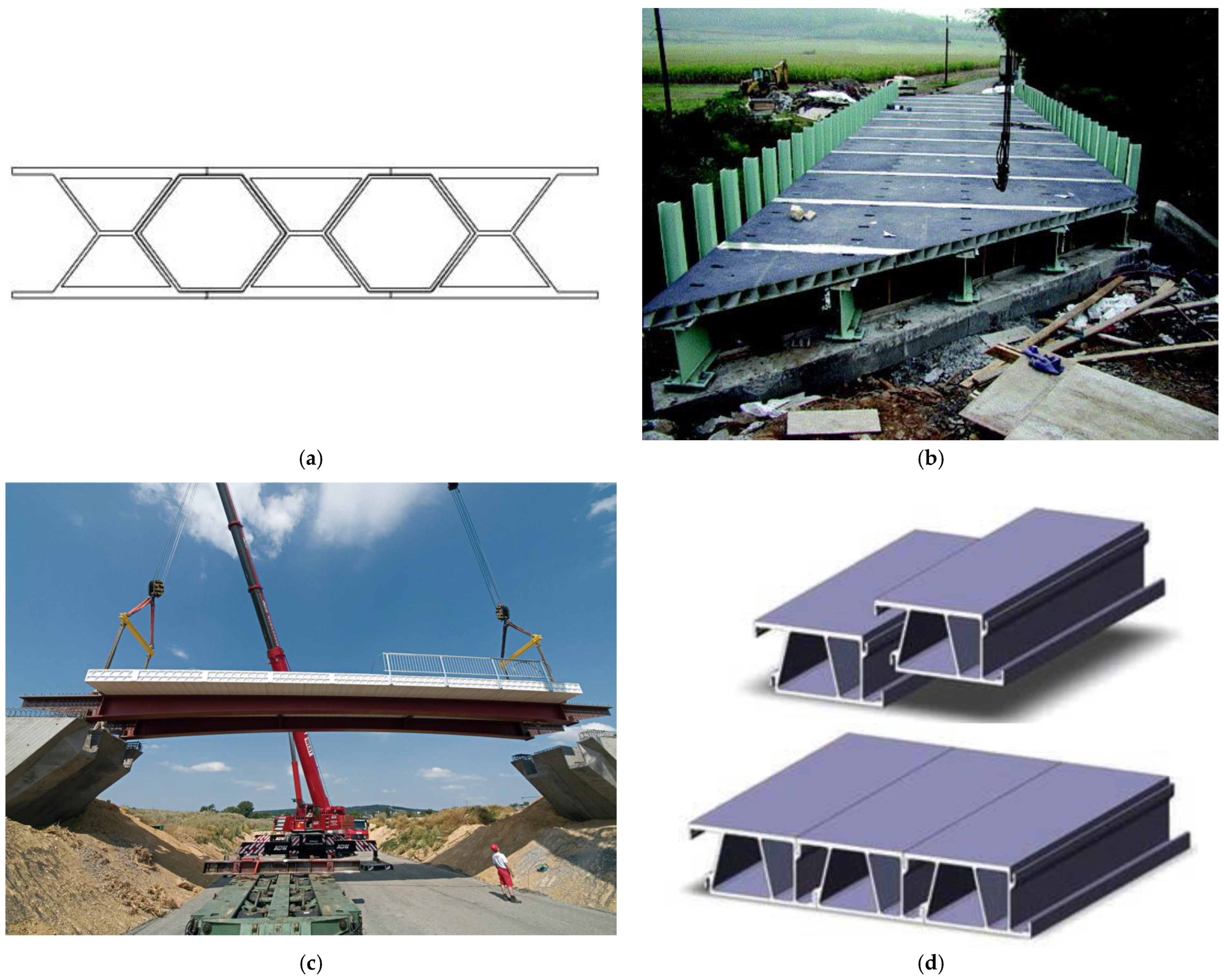
5.5. Moulded FRP Bridges and Components
5.6. FRP Cables
5.7. FRP as Internal Reinforcement in Concrete Members
6. FRP Composites Exposed to Elevated Temperature and Fire
6.1. Fire Reaction Properties of FRP Composites
6.1.1. Time-to-Ignition
6.1.2. Limiting Oxygen Index (LOI)
6.1.3. Heat Release Rate (HRR)
6.1.4. Flame Spread Rate
6.1.5. Smoke Properties
6.1.6. Smoke Toxicity
6.2. Structural Properties of FRP Composites in Fire
6.3. Methods to Improve FRP Fire Resistance
6.3.1. Fire Protection Coatings
6.3.2. Flame-Retardant Fillers
6.3.3. Matrix Modification with Flame-Retardant Polymers
7. Challenges and Outlook
8. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
| S.No | Name of Bridge | Location | Country/State | Year | Use of FRP | Length (m) | Width (m) |
| 1 | Miyun Bridge | Beijing | China | 1982 | all | 20.7 | 9.8 |
| 2 | Chenjiawan Bridge | Chongquing | China | 1988 | all | 60.0 | 4.0 |
| 3 | Aberfeldy Footbridge | Aberfeldy | UK | 1990 | all | 112.8 | 2.1 |
| 4 | Shank Castle Footbridge | Cumbria | UK | 1993 | all | 11.9 | 3.0 |
| 5 | Bonds Mill Lift Bridge Stroud | Gloucestershire | UK | 1994 | all | 8.2 | 4.3 |
| 6 | PWRI Demonsration Bridge | Tsukuba | Japan | 1996 | all | 20.1 | 2.1 |
| 7 | Clear Creek Bridge | Bath | USA, Kentucky | 1996 | all | 18.3 | 1.8 |
| 8 | Kolding Fiberline Bridge | Kolding | Denmark | 1997 | all | 39.9 | 3.0 |
| 9 | Pontresina Truss Bridge | Pontresina | Switzerland | 1997 | all | 25.0 | 3.0 |
| 10 | INEEL Bridge | Idaho Falls | USA, Idaho | 1997 | all | 9.1 | 5.5 |
| 11 | Medway Bridge | Medway | USA, Maine | 1997 | all | 16.5 | 9.1 |
| 12 | West Seboeis Bridge | West Seboeis | USA, Maine | 1997 | all | 13.4 | 4.9 |
| 13 | Smith Creek Bridge | Hamilton/Butler | USA, Ohio | 1997 | all | 10.1 | 7.3 |
| 14 | Falls Creek Trail Bridge | Gifford Pinchot National Forest | USA, Washington | 1997 | all | 13.7 | 0.9 |
| 15 | Noordland Pedestrian Bridge | Noordland Inner Harbor | The Netherlands | 2000 | all | 26.8 | 1.5 |
| 16 | East Dixfield Bridge | East Dixfield | USA, Maine | 2000 | all | 13.7 | 9.1 |
| 17 | Five Mile Road Bridge #0171 | Hamilton | USA, Ohio | 2000 | all | 13.4 | 8.5 |
| 18 | Lleida Footbridge | Lleida | Spain | 2001 | all | 38.1 | 3.0 |
| 19 | Sealife Park Dolphin Bridge | Oahu | USA, Hawaii | 2001 | all | 11.0 | 0.9 |
| 20 | West Mill Bridge over River Cole | Oxfordshire | UK | 2002 | all | 10.0 | 6.8 |
| 21 | Fredrikstad Bridge | Fredrikstad | Norway | 2003 | all | 60.0 | 3.0 |
| 22 | Den Dungen Bridge | Den Dungen | The Netherlands | 2003 | all | 10.0 | 3.7 |
| 23 | Emory Brook Bridge | Fairfield | USA, Maine | 2003 | all | 21.9 | 10.7 |
| 24 | Lake Jackson Bridge | Lake Jackson | USA, Texas | 2003 | all | 27.4 | 1.8 |
| 25 | Various ApATeCh footbridges | Moscow | Russia | 2004–2007 | all | 11.2–58.2 | 2.3–5.0 |
| 26 | St Austell Railway Bridge | St Austell | UK | 2007 | all | 26 | 1.42 |
| 27 | Nørre Aaby Footbridge | Nørre Aaby | Denmark | 2008 | all | 23 | Not given |
| 28 | ApATeCh arched footbridge | Moscow | Russia | 2008 | all | 22.6 | 2.8 |
| 29 | ApATeCh Bridge in Sochi | Moscow | Russia | 2008 | all | 12.8 | 1.6 |
| 30 | Whatstandwell Footbridge | Derbyshire | UK | 2009 | all | 8.0 | 1.6 |
| 31 | Bradkirk Footbridge | Bradkirk | UK | 2009 | all | 24.0 | Not given |
| 32 | River Leri Footbridge | Ynyslas | UK | 2009 | all | 90.0 | Not given |
| 33 | Manzanares Footbridge | Madrid | Spain | 2011 | all | 44.0 | Not given |
| 34 | Dawlish footbridge | Exeter | UK | 2012 | all | 18.0 | 1.8 |
| 35 | Pont y Ddraig | Rhyl, Wales | UK | 2013 | all | 60.0 | 3.0–4.0 |
| 36 | Bird Riding Footbridge | Coverham | Richmondshire, UK | 2016 | all | 15.0 | 1.2 |
| 37 | East Row Footbridge | Whitby | UK | 2016 | all | 16.7 | 3.0 |
| 38 | Dover Sea Wall Footbridge | Dover | Kent, UK | 2017 | all | 31.0 | 2.42 |
| 39 | Eindhoven bio-polymer bridge | The Netherlands | 2017 | all | 14.0 | 1.2 | |
| 40 | Emersons Green East Cycle Footbridge | Bristol | UK | 2020 | all | 54.0 | 5.0 |
| S.No | Name of Bridge | Location | Country/State | Year | Use of FRP | Length (m) | Width (m) |
| 1 | Neal Bridge | Pittsfield | USA, Maine | 2008 | arch shells | 9.3 | Not given |
| 2 | McGee Bridge | Anson | USA, Maine | 2009 | arch shells | 8.5 | Not given |
| 3 | Bradley Bridge | Bradley | USA, Maine | 2010 | arch shells | 8.9 | Not given |
| 4 | Belfast Bridge | Belfast | USA, Maine | 2010 | arch shells | 14.6 | Not given |
| 5 | Hermon Snowmobile Bridge | Hermon | USA, Maine | 2010 | arch shells | 13.7 | Not given |
| 6 | Aubum Bridge | Aubum | USA, Maine | 2010 | arch shells | 11.6 | Not given |
| 7 | Ginzi Highway Bridge | Ginzi | Bulgaria | 1982 | beams | 11.9 | 6.1 |
| 8 | Rijkerswoerd Footbridge | Arnhem | The Netherlands | 1985 | beams | 10.0 | 3.7 |
| 9 | Chongquing Communication Institute Bridge | Chongquing | China | 1986 | beams | 50.0 | 4.6 |
| 10 | Devil’s Pool/Fairmount Park Bridge | Philadelphia | USA, Pennsylvania | 1992 | beams | 15.2 | 1.5 |
| 11 | Will Rogers State Park | Temescal Canyon Pacific | USA, California | 1994 | beams | 6.1 | 1.2 |
| 12 | Sierra Madre Footbridge | Sierra Madre | USA, California | 1994 | beams | 12.2 | 1.2 |
| 13 | Malibu Creek State Park Footbridge | Malibu | USA, California | 1994 | beams | 6.1 | 1.5 |
| 14 | Deukmejain Wilderness Park Footbridge | Glendale | USA, California | 1994 | beams | 7.6 | 1.2 |
| 15 | Will Rogers State Park Footbridge | Malibu | USA, California | 1994 | beams | 12.2 | 1.5 |
| 16 | Boulder County Bridge | Boulder | USA, Colorado | 1994 | beams | 10.7 | 1.8 |
| 17 | Philadelphia Zoo Footbridge | Philadelphia | USA, Pennsylvania | 1994 | beams | 30.5 | 3.0 |
| 18 | Staircase Rapids (Hoodsport) | Olympic National Park | USA, Washington | 1994 | beams | 24.4 | 1.2 |
| 19 | Point Bonita Lighthouse Footbridge | San Francisco | USA, California | 1995 | beams | 21.3 | 1.2 |
| 20 | Pardee Dam Bridge | Valley Springs | USA, California | 1995 | beams | 7.6 | 1.5 |
| 21 | Haleakala National Park (1) | Hana | USA, Hawaii | 1995 | beams | 18.3 | 1.2 |
| 22 | Antioch Composite Pedestrian Bridge | Antioch | USA, Illinios | 1995 | beams | 13.7 | 3.0 |
| 23 | Catholic University Access Bridge | Washington | USA, Washington D.C. | 1995 | beams | 10.7 | 1.2 |
| 24 | Medicine Bow National Forest | Medicine Bow | USA, Wyoming | 1995 | beams | 6.1 | 1.5 |
| 25 | San Dieguito River Park Footbridge | San Diego | USA, California | 1996 | beams | 21.3 | 2.4 |
| 26 | City of Glendora Bridge | Glendora | USA, California | 1996 | beams | 5.5 | 1.8 |
| 27 | Dingman Falls Bridge | Bushkill | USA, Pennsylvania | 1996 | beams | 21.3 | 1.8 |
| 28 | Koegelwieck Bridge | Harlingen | The Netherlands | 1997 | beams | 14.9 | 2.1 |
| 29 | Grant Cty Park Bridge (5) | San Jose | USA, California | 1997 | beams | 15.2 | 1.5 |
| 30 | Homestead Bridge | Los Alamos | USA, New Mexico | 1997 | beams | 16.5 | 1.2 |
| 31 | Powell Park Bridge | Raleigh | USA, North Carolina | 1997 | beams | 4.6 | 1.2 |
| 32 | Mountain Hood National Forest Bridge | Sandy | USA, Oregon | 1997 | beams | 9.1 | 1.2 |
| 33 | Santa Monica National Park | Calabasas | USA, California | 1998 | beams | 12.2 | 1.5 |
| 34 | Peavine Creek Bridge | Wallowa Whitman | USA, Oregon | 1998 | beams | 6.7 | 1.8 |
| 35 | Muir Beach Bridge | Muir Beach | USA, California | 1999 | beams | 15.2 | 1.2 |
| 36 | Tanner Creek/Weco Beach Bridge | Bridgman | USA, Michigan | 1999 | beams | 10.1 | 1.8 |
| 37 | Blue Ridge Parkway Bridge | Floyd | USA, Virginia | 1999 | beams | 10.4 | 1.2 |
| 38 | Santa Monica Bridge | Topanga | USA, California | 2000 | beams | 18.3 | 1.8 |
| 39 | Heil Ranch Bridge | Boulder | USA, Colorado | 2000 | beams | 13.7 | 1.8 |
| 40 | Sachem Yacht Club | Guilford | USA, Connecticut | 2001 | beams | 16.5 | 1.8 |
| 41 | Barclay Avenue Bridge | Staten Island | USA, New York | 2001 | beams | 9.8 | 1.8 |
| 42 | Clemson Experimental Trail Bridge | Clemson | USA, South Carolina | 2001 | beams | 9.1 | 1.8 |
| 43 | Petaluma Bridge | Petaluma | USA, California | 2002 | beams | 12.2 | 1.8 |
| 44 | Scenic Hudson Bridge | Tuxedo | USA, New York | 2002 | beams | 10.7 | 1.2 |
| 45 | FM 3284 bridge | San Patricio | USA, Texas | 2003 | beams | 9.1 | 8.5 |
| 46 | Asturias bridge | Asturias | Spain | 2004 | beam | 46.0 | 8.0 |
| 47 | M111 bridges | Madrid | Spain | 2007 | beam | 34.0 | 20.4 |
| 48 | Windy Creek | Ft Wainwright | USA, Alaska | beams | 13.7 | 1.8 | |
| 49 | Audubon Canyon Ranch | Marshall | USA, California | beams | 29.3 | 1.8 | |
| 50 | Middlebury Run Park | Akron | USA, Ohio | beams | 17.7 | 3.0 | |
| 51 | Walker Ranch Park | San Antonio | USA, Texas | beams | 22.9 | 1.8 | |
| 52 | Green Hill Park Pedestrian Bridge | Roanoke | USA, Virginia | beams | 21.3 | 2.4 | |
| 53 | Lake Fairfax | Fairfax | USA, Virginia | beams | 16.8 | 1.8 | |
| 54 | Bovi Meadows—Olympic National Park | Port Angeles | USA, Washington | beams | 22.9 | 1.8 | |
| 55 | Promised Land State Park | Greentown | USA, Pennsylvania | beams | 18.3 | 1.2 | |
| 56 | Royal Mills River Walk | Warwick | USA, Rhode Island | beams | 22.6 | 1.8 | |
| 57 | Guanyinquiao Bridge | Chongquing | China | 1988 | deck | 157.0 | 4.6 |
| 58 | A19 Tees Viaduct | Middlesborough | UK | 1988 | deck | Not given | Not given |
| 59 | Jiangyou Bridge | Jiangyou | China | 1990 | deck | Not given | Not given |
| 60 | Panzhihua Bridge | Panzhihua | China | 1992 | deck | 24.1 | 3.0 |
| 61 | Bromley South Bridge | Kent | UK | 1992 | deck | 210.0 | Not given |
| 62 | Chuanmian Bridge | Chengdu | China | 1993 | deck | 10.7 | 5.2 |
| 63 | Xiangyang Bridge | Chengdu | China | 1993 | deck | 50.0 | 4.0 |
| 64 | Parson’s Bridge | Dyfed | UK | 1995 | deck | 17.7 | 3.0 |
| 65 | LaSalle Street Pedestrian Walkway | Chicago | USA, Illinios | 1995 | deck | 67.1 | 3.7 |
| 66 | Second Severn Bridge | Bristol | UK | 1996 | deck | 29.4 | 9.1 |
| 67 | Rogiet Bridge | Gwent | UK | 1996 | deck | ||
| 68 | UCSD Road Test Panels | San Diego | USA, California | 1996 | deck | 4.6 | 2.4 |
| 69 | No-Name Creek Bridge | Russell | USA, Kansas | 1996 | deck | 7.3 | 8.2 |
| 70 | Staffordshire Highbridge | Staffordshire | UK | 1997 | deck | 45.1 | 3.0 |
| 71 | Magazine Ditch Bridge (Del Memorial Bridge) | New Castle | USA, Delaware | 1997 | deck | 21.3 | 6.1 |
| 72 | EXPO Bridge | Lisbon | Portugal | 1998 | deck | 30.0 | Not given |
| 73 | Rowser Farm Bridge | Bedford | USA, Pennsylvania | 1998 | deck | 4.9 | 3.7 |
| 74 | Wilson’s Bridge | Chester | USA, Pennsylvania | 1998 | deck | 19.8 | 4.9 |
| 75 | Greensbranch Pedestrian Bridge | Smyrna | USA, Delaware | 1999 | deck | 9.8 | 1.8 |
| 76 | Levisa Fork of the Big Sandy River Footbridge | Johnson | USA, Kentucky | 1999 | deck | 12.8 | 1.2 |
| 77 | Salem Ave Bridge (State Rt 49) | Dayton | USA, Ohio | 1999 | deck | 51.2 | 15.2 |
| 78 | Sedlitz & Senftenberg Bridge | Sedlitz & Senftenberg | Germany | 2000 | deck | 20.1 | 2.4 |
| 79 | Milbridge Municipal Pier | Milbridge | USA, Maine | 2000 | deck | 53.3 | 4.9 |
| 80 | Wheatley Road | Cecil | USA, Maryland | 2000 | deck | 10.4 | 7.3 |
| 81 | Market Street Bridge [118] | Wheeling | USA, West Virginia | 2000 | deck | 57.9 | 17.1 |
| 82 | Buehl-Balzhofen Bridge | Germany | 2001 | deck | 11.9 | Not given | |
| 83 | Stelzer Road Bridge | Columbus | USA, Ohio | 2001 | deck | 118.0 | 10.7 |
| 84 | Katy Truss Bridge [118] | Marion | USA, West Virginia | 2001 | deck | 27.4 | 4.3 |
| 85 | Towoomba Bridge | Towoomba | Australia | 2002 | deck | 10.0 | 5.5 |
| 86 | Klipphausen Bridge | Klipphausen | Germany | 2002 | deck | Not given | Not given |
| 87 | Benten Bridge | Fukushima | Japan | 2002 | deck | 60.0 | 3.0 |
| 88 | O’Fallon Park Bridge | Denver | USA, Colorado | 2002 | deck | 30.5 | 6.7 |
| 89 | West Mill Bridge [119] | Highworth | Oxfordshire, UK | 2002 | deck | 7.5 | 4.0 |
| 90 | Schwerin-Neumühle Bridge | Schwerin | Germany | 2003 | deck | 45.0 | 2.5 |
| 91 | Ribble Way Footbridge | Lancashire | UK | 2003 | deck | 131.1 | 3.0 |
| 92 | Chief Joseph Dam Bridge | Bridgeport | USA, Washington | 2003 | deck | 90.8 | 9.8 |
| 93 | US 151 over SH 26 | Fond de Lac | USA, Wisconsin | 2003 | deck | 65.2 | 11.9 |
| 94 | ApATeCh Pedestrian passage | Moscow | Russia | 2005 | deck | 56.8 | 2.9 |
| 95 | Mount Pleasant M6 Bridge | Lancashire | UK | 2006 | deck | Not given | Not given |
| 96 | Tangier Island Bridge | Tangier Island | USA, Virginia | 2006 | deck | Not given | Not given |
| 97 | Pedestrian bridge in recreation zone “Tsaritsyno Ponds” | Moscow | Russia | 2007 | deck | 58.2 | 3.7 |
| 98 | Standen Hey Overbridge | Clitheroe | Lancashire, UK | 2007 | deck | 9.5 | 3.0 |
| 99 | Wilcott footbridge [120,121] | Wilcott | Shropshire, UK | 2007 | deck | 51.3 | 2.0 |
| 100 | Friedberg Bridge over B3 Highway | Friedberg | Germany | 2008 | deck | 27.0 | Not given |
| 101 | Footbridge over road no. 11 n. Gadki | Gadki | Poland | 2008 | deck | 260.0 | Not given |
| 102 | Holländerbrücke [122] | Reinbeck | Germany | 2009 | deck | 98.0 | 3.5 |
| 103 | Belle Glade Bridge | Belle Glade | USA, Florida | 2009 | deck | Not given | Not given |
| 104 | Lafayette Bridge | Lafayette, Tippecanoe | USA, Indiana | 2009 | deck | Not given | Not given |
| 105 | Lunetten Footbridge | Utrecht | Netherlands | 2010 | deck | 12.0 | 5.0 |
| 106 | Redstone Arsenal Bridge | Redstone Arsenal | USA, Alabama | 2010 | deck | Not given | Not given |
| 107 | Fort Amherst Footbridge | Fort Amherst | UK | 2011 | deck | 25.0 | 2.0 |
| 108 | Moss Canal Bridge | Rochdale | UK | 2011 | deck | 12.0 | 3.0 |
| 109 | Purfleet Footbridge | King’s Lynn | Norfolk, UK | 2013 | deck | 10.0 | 2.0 |
| 110 | River Chor Aqueduct | Chorley | Lancashire, UK | 2014 | aqueduct | 38.0 | 2.0 |
| 111 | Thornaby Footbridge | Thornaby-on-Tees | Stockton-on-Tees, UK | 2014 | deck | 40.0 | Not given |
| 112 | Mapledurham footbridge, | Mapledurham | Berkshire, UK | 2015 | deck | 13.0 | Not given |
| 113 | Sedlescombe Bridge | Sedlescombe | East Sussex, UK | 2015 | deck | 8.0 | 1.35 |
| 114 | Kiora Sluice Footbridge | Broxbourne | Hertfordshire, UK | 2017 | deck | 21.0 | 1.5 |
| 115 | Prince Street Footbridge | Bristol | UK | 2017 | deck | 27.0 | Not given |
| 116 | Kings Stormwater Channel Bridge | Indio / Riverside | USA, California | 2000 | deck, beam shells, piers shells | 20.1 | 13.4 |
| 117 | St. Francis Street Bridge | St. James | USA, Missouri | 2000 | deck, tendons | 7.9 | 8.5 |
| 118 | Bridge St Bridge over Rouge River | Southfield | USA, Michigan | 2001 | deck, tendons | 60.4 | 9.1 |
| 119 | Lunenschegasse Bridge | Dusseldorf | Germany | 1980 | tendons | 6.4 | 6.1 |
| 120 | Ulenbergstrasse Bridge | Dusseldorf | Germany | 1986 | tendons | 46.9 | 14.9 |
| 121 | Marienfelde Bridge | Berlin | Germany | 1988 | tendons | 50.3 | 4.6 |
| 122 | Shinmiya Bridge | Ishikawa | Japan | 1988 | tendons | 6.1 | 7.0 |
| 123 | Nakatsugawa Bridge | Chiba | Japan | 1989 | tendons | 7.9 | 2.4 |
| 124 | Bachigawa Minami Bridge | Fukuoka | Japan | 1989 | tendons | 36.0 | 12.2 |
| 125 | Notsch Bridge | Notsch, Karnten | Austria | 1990 | tendons | 43.9 | 11.9 |
| 126 | Birdie Bridge | Ibaraki | Japan | 1990 | tendons | 54.6 | 2.1 |
| 127 | Talbus Bridge | Tochigi | Japan | 1990 | tendons | 9.5 | 5.5 |
| 128 | Oststrasse Bridge | Ludwigshafen | Germany | 1991 | tendons | 81.7 | 11.3 |
| 129 | Bridge #15 Hakui Kenmin Bicycle Route | Ishikawa | Japan | 1991 | tendons | 10.7 | 4.3 |
| 130 | |||||||
| 131 | Access Road to Rapid City Cement Plant | Rapid City | USA, South Dakota | 1991 | tendons | 9.1 | 5.2 |
| 132 | Takahiko Pontoon Bridge | Ibaraki | Japan | 1992 | tendons | 73.2 | 3.0 |
| 133 | Amada Bridge | Ishikawa | Japan | 1992 | tendons | 7.3 | 3.4 |
| 134 | Hishinegawa Bridge/Hakui Kenmin Bicycle Route | Ishikawa | Japan | 1992 | tendons | 14.0 | 12.2 |
| 135 | Beddenton Trail Bridge/Central Street | Calgary | Canada, Alberta | 1993 | tendons | 42.0 | 15.2 |
| 136 | Yamanaka Bridge | Tochigi | Japan | 1993 | tendons | 9.4 | 5.5 |
| 137 | Slab Bridge | Mie | Japan | 1995 | tendons | 10.7 | 3.7 |
| 138 | Mukai Bridge | Ishikawa | Japan | 1995 | tendons | 14.9 | 14.3 |
| 139 | Seisho Bridge Bridge | Kanagawa | Japan | 1996 | tendons | 10.7 | 3.7 |
| 140 | Storchenbruecke | Winterthur | Switzerland | 1996 | tendons | 123.7 | 6.1 |
| 141 | Taylor Bridge | Headlingley | Canada, Manitoba | 1997 | tendons | 132.0 | 17.0 |
| 142 | Milbridge Bridge | Milbridge | USA, Maine | 1997 | tendons | 4.9 | 7.3 |
| 143 | Herning Stibro | Herning | Denmark | 1999 | tendons | 79.9 | 3.0 |
| 144 | Parker @I-225 Bridges | Denver | USA, Colorado | 2000 | tendons | 10.7. | 11.0 |
| 145 | Ikeishima Island Bridge | Okinawa | Japan | 2001 | tendons | 37.8 | 4.0 |
| 146 | Route 141 over Willow Creek | Guthrie | USA, Iowa | 2001 | tendons | 64.0. | 7.9 |
| 147 | Passerelle de Laroin | Laroin | France | 2002 | tendons | Not given | Not given |
| 148 | I-225 & SH83 Interchange | Aurora | USA, Colorado | 2002 | tendons | 410.0 | 12.8 |
References
- Qureshi, J. A Review of Fibre Reinforced Polymer Structures. Fibers 2022, 10, 27. [Google Scholar] [CrossRef]
- Qureshi, J. Fibre-Reinforced Polymer (FRP) in Civil Engineering. In Next Generation Fiber-Reinforced Composites–New Insights; Li, L., Ed.; IntechOpen: Rijeka, Croatia, 2022; ISBN 978-1-80356-921-5. [Google Scholar]
- Bank, L.C. Composites for Construction—Structural Design with FRP Materials; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Bank, L.C. Application of FRP Composites to Bridges in the USA. In Proceedings of the International Colloquium on Application of FRP to Bridges, Tokyo, Japan, 20 January 2006; Japan Society of Civil Engineers (JSCE): Tokyo, Japan, 2006; pp. 9–16. [Google Scholar]
- Tang, B.; Podolny, W. A Successful Beginning for Fiber Reinforced Polymer Composite Materials in Bridge Applications. In Proceedings of the International Conference on Corrosion and Rehabilitation of Reinforced Concrete Structures, Orlando, FL, USA, 7–11 December 1998. [Google Scholar]
- Wan, B. Using Fiber-Reinforced Polymer (FRP) Composites in Bridge Construction and Monitoring Their Performance: An Overview. In Advanced Composites in Bridge Construction and Repair; Kim, Y.J., Ed.; Woodhead Publishing: Cambridge, UK, 2014; pp. 3–29. ISBN 978-0-85709-694-4. [Google Scholar]
- Hollaway, L.C. Polymer Composites for Civil and Structural Engineering; Springer: Dordrecht, The Netherlands, 1993; ISBN 978-94-011-2136-1. [Google Scholar]
- Mottram, J.T.; Henderson, J. (Eds.) Fibre-Reinforced Polymer Bridges—Guidance for Designers; Composites UK: Construction Sector Group, CIRIA Publication C779: London, UK, 2018; ISBN 9780860177944. [Google Scholar]
- Composite Bridge Decks Cut Life Cycle Costs. Reinf. Plast. 2008, 52, 30–32. [CrossRef]
- Ali, H.T.; Akrami, R.; Fotouhi, S.; Bodaghi, M.; Saeedifar, M.; Yusuf, M.; Fotouhi, M. Fiber Reinforced Polymer Composites in Bridge Industry. Structures 2021, 30, 774–785. [Google Scholar] [CrossRef]
- Anandjiwala, R.D.; Blouw, S. Composites from Bast Fibres-Prospects and Potential in the Changing Market Environment. J. Nat. Fibers 2007, 4, 91–109. [Google Scholar] [CrossRef]
- Duflou, J.R.; Deng, Y.; Van Acker, K.; Dewulf, W. Do Fiber-Reinforced Polymer Composites Provide Environmentally Benign Alternatives? A Life-Cycle-Assessment-Based Study. MRS Bull. 2012, 37, 374–382. [Google Scholar] [CrossRef]
- Correia, J.R. Fibre-Reinforced Polymer (FRP) Composites. In Materials for Construction and Civil Engineering, Science, Processing, and Design; Goncalves, M.C., Margarido, F., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 501–556. ISBN 978-3-319-08235-6. [Google Scholar]
- Qureshi, J. A Review of Recycling Methods for Fibre Reinforced Polymer Composites. Sustainability 2022, 14, 16855. [Google Scholar] [CrossRef]
- Qureshi, J.; Nadir, Y.; John, S.K. Bolted and Hybrid Beam-Column Joints between I-Shaped FRP Profiles. In Proceedings of the Eighth International Conference on Structural Engineering, Mechanics and Computation (SEMC 2022), Cape Town, South Africa, 5–7 September 2022; Zingoni, A., Ed.; CRC Press: Cape Town, South Africa, 2022; pp. 1497–1502. [Google Scholar]
- Thumrongvut, J.; Seangatith, S. Responses of PFRP Cantilevered Channel Beams under Tip Point Loads. Key Eng. Mater. 2011, 471–472, 578–583. [Google Scholar] [CrossRef]
- Thumrongvut, J.; Pakwan, N.; Krathumklang, S. Flexural-Torsional Buckling of Pultruded Fiber-Reinforced Polymer Angle Beams under Eccentric Loading. Mater. Sci. Forum 2020, 982, 201–206. [Google Scholar] [CrossRef]
- Kim, Y.J. (Ed.) Advanced Composites in Bridge Construction and Repair; Elsevier Ltd.: Oxford, UK, 2014; ISBN 978-0-85709-701-9. [Google Scholar]
- O’Connor, J.S. GRP Bridge Decks and Superstructures in the USA. Reinf. Plast. 2008, 52, 26–31. [Google Scholar] [CrossRef]
- Canning, L.; Speight, N. Briefing: FRP Railway Decking—Calder Viaduct. Proc. Inst. Civ. Eng.—Eng. Comput. Mech. 2009, 162, 103–106. [Google Scholar] [CrossRef]
- Zhou, A.; Keller, T. Joining Techniques for Fiber Reinforced Polymer Composite Bridge Deck Systems. Compos. Struct. 2005, 69, 336–345. [Google Scholar] [CrossRef]
- Lee, S.W.; Hong, K.J.; Park, S.Z. FRP Composite Decks for Bridges and Walkway/Bikeway Expansions in Korea. In Proceedings of the International Workshop on Applications of FRP Composites in Civil Engineering IWAFRPCCE, Taipei, Taiwan, 5–6 November 2012. [Google Scholar]
- Zobel, H.; Zoltowski, P.; Piechna, J.; Wrobel, M. Pedestrian Steel Arch Bridge with Composite Polymer Deck. In Proceedings of the Fourth International Conference on Current and Future Trunds in Bridge Design, Construction and Maintenance, Kuala Lumpur, Malaysia, 10–11 October 2005; Thomas Telford Publishing: Kuala Lumpur, Malaysia, 2006; pp. 119–130. ISBN 978-0-7277-3742-7. [Google Scholar]
- Lee, S.W.; Hong, K.J.; Park, S. Current and Future Applications of Glass-Fibre-Reinforced Polymer Decks in Korea. Struct. Eng. Int. 2010, 20, 405–408. [Google Scholar] [CrossRef]
- Luke, S.; Canning, L.; Collins, S.; Knudsen, E.; Brown, P.; Taljsten, B.; Olofsson, I. Advanced Composite Bridge Decking System—Project ASSET. Struct. Eng. Int. 2002, 12, 76–79. [Google Scholar] [CrossRef]
- Bell, B. Fibre-Reinforced Polymer in Railway Civil Engineering. Proc. Inst. Civ. Eng.—Eng. Comput. Mech. 2009, 162, 119–126. [Google Scholar] [CrossRef]
- Areiza Hurtado, M.; Bansal, A.; Paulotto, C.; Primi, S. FRP Girder Bridges: Lessons Learned in Spain in the Last Decade. In Proceedings of the The 6th International Conference on FRP Composites in Civil Engineering (CICE 2012), Rome, Italy, 13–15 June 2012. [Google Scholar]
- Cheng, L.; Karbhari, V.M. New Bridge Systems Using FRP Composites and Concrete: A State-of-the-Art Review. Prog. Struct. Eng. Mater. 2006, 8, 143–154. [Google Scholar] [CrossRef]
- Zhao, J.; Mei, K.; Wu, J. Long-Term Mechanical Properties of FRP Tendon–Anchor Systems—A Review. Constr. Build. Mater. 2020, 230, 117017. [Google Scholar] [CrossRef]
- Yang, Y.; Fahmy, M.F.M.; Guan, S.; Pan, Z.; Zhan, Y.; Zhao, T. Properties and Applications of FRP Cable on Long-Span Cable-Supported Bridges: A Review. Compos. Part B Eng. 2020, 190, 107934. [Google Scholar] [CrossRef]
- Liu, Y.; Zwingmann, B.; Schlaich, M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers 2015, 7, 2078–2099. [Google Scholar] [CrossRef]
- Wang, X.; Wu, Z. Dynamic Behavior of Thousand-Meter Scale Cable-Stayed Bridge with Hybrid FRP Cables. J. Appl. Mech. 2009, 12, 935–943. [Google Scholar]
- Wang, X.; Wu, Z. Evaluation of FRP and Hybrid FRP Cables for Super Long-Span Cable-Stayed Bridges. Compos. Struct. 2010, 92, 2582–2590. [Google Scholar] [CrossRef]
- Canning, L.; Luke, S. Development of FRP Bridges in the UK—An Overview. Adv. Struct. Eng. 2010, 13, 823–835. [Google Scholar] [CrossRef]
- Bakis, C.E.; Bank, L.C.; Brown, V.L.; Cosenza, E.; Davalos, J.F.; Lesko, J.J.; Machida, A.; Rizkalla, S.H.; Triantafillou, T.C. Fiber-Reinforced Polymer Composites for Construction—State-of-the-Art Review. J. Compos. Constr. 2002, 6, 73–87. [Google Scholar] [CrossRef]
- Keller, T. Overview of Fibre-Reinforced Polymers in Bridge Construction. Struct. Eng. Int. J. Int. Assoc. Bridg. Struct. Eng. 2002, 12, 66–70. [Google Scholar] [CrossRef]
- Kossakowski, P.G.; Wciślik, W. Fiber-Reinforced Polymer Composites in the Construction of Bridges: Opportunities, Problems and Challenges. Fibers 2022, 10, 37. [Google Scholar] [CrossRef]
- Hollaway, L.C.; Head, P.R. Advanced Polymer Composites and Polymers in the Civil Infrastructure, 1st ed.; Elsevier Science: Oxford, UK, 2001; ISBN 978-0-08-043661-6. [Google Scholar]
- Potyrała, P.B. Use of Fibre Reinforced Polymer Composites in Bridge Construction. State of the Art in Hybrid and All-Composite Structures. Master’s Thesis, Polytechnic University of Catalonia, Barcelona, Spain, 2011. [Google Scholar]
- Burgoyne, C.J. Advanced Composites in Civil Engineering in Europe. Struct. Eng. Int. 1999, 9, 267–273. [Google Scholar] [CrossRef]
- Stratford, T. The Condition of the Aberfeldy Footbridge after 20 Years in Service. In Proceedings of the 14th International conference on Structural Faults and Repair, Edinburgh, UK, 3–5 July 2012; pp. 1–11. [Google Scholar]
- Skinner, J.M. A Critical Analysis of the Aberfeldy Footbridge Scotland. In Proceedings of the Bridge Engineering 2 Conference; University of Bath: Bath, UK, 2009. [Google Scholar]
- Hollaway, L.C. Fibre-Reinforced Polymer Composite Structures and Structural Components: Current Applications and Durability Issues. In Durability of Composites for Civil Structural Applications; Karbhari, V.M., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007; ISBN 978-1-84569-035-9. [Google Scholar]
- Zhou, E.; Wang, Y.; Meggers, D.; Plunkett, J. Field Tests to Determine Static and Dynamic Response to Traffic Loads of Fiber-Reinforced Polyester No-Name Creek Bridge. Transp. Res. Rec. 2007, 2028, 231–237. [Google Scholar] [CrossRef]
- Braestrup, M.W. Footbridge Constructed from Glass-Fibre-Reinforced Profiles, Denmark. Struct. Eng. Int. 1999, 9, 256–258. [Google Scholar] [CrossRef]
- Fiberline Composites. Fiberline Design Manual; Fiberline Composites A/S: Kolding, Denmark, 2002. [Google Scholar]
- Keller, T.; Bai, Y.; Vallée, T. Long-Term Performance of a Glass Fiber-Reinforced Polymer Truss Bridge. J. Compos. Constr. 2007, 11, 99–108. [Google Scholar] [CrossRef]
- Keller, T.; Nikolaos, A.T.; Anastasios, P.V.; de Castro, J. Effect of Natural Weathering on Durability of Pultruded Glass Fiber–Reinforced Bridge and Building Structures. J. Compos. Constr. 2016, 20, 4015025. [Google Scholar] [CrossRef]
- Firth, I.; Cooper, D. New Materials for New Bridges—Halgavor Bridge, UK. Struct. Eng. Int. 2002, 12, 80–83. [Google Scholar] [CrossRef]
- Sobrino, J.A.; Pulido, M.D.G. Towards Advanced Composite Material Footbridges. Struct. Eng. Int. 2002, 12, 84–86. [Google Scholar] [CrossRef]
- Canning, L. Performance and 8-Year Load Test on West Mill FRP Bridge. In Proceedings of the The 6th International Conference on FRP Composites in Civil Engineering (CICE 2012), Rome, Italy, 13–15 June 2012. [Google Scholar]
- Canning, L.; Luke, S.; Brown, P. Structural Monitoring and 8-Year Load Test on Europe’s First Fibre-Reinforced Polymer Highway Bridge. Proc. Inst. Civ. Eng.—Bridg. Eng. 2015, 168, 24–29. [Google Scholar] [CrossRef]
- Sebastian, W.; Dodds, B.; Benner, C. Commentary: Restoring the West Mill GFRP Deck Road Bridge to Full Capacity. Proc. Inst. Civ. Eng. Struct. Build. 2020, 173, 158–160. [Google Scholar] [CrossRef]
- Jakobsen, S.E.; Ytreberg, D.I.; Reusink, J. New Fredrikstad Bascule Bridge, Norway. In Proceedings of the IABSE Symposium: Large Structures and Infrastructures for Environmentally Constrained and Urbanised Areas, Venice, Italy, 22–24 September 2010; International Association for Bridge and Structural Engineering (IABSE): Zurich, Switzerland, 2010; pp. 804–805. [Google Scholar]
- Andersson, J.; Good, G. Parametric Analysis and Stiffness Optimisation of FRP Pedestrian Bridges. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2017. [Google Scholar]
- Wei, X.; Russell, J.; Živanović, S.; Toby Mottram, J. Measured Dynamic Properties for FRP Footbridges and Their Critical Comparison against Structures Made of Conventional Construction Materials. Compos. Struct. 2019, 223, 110956. [Google Scholar] [CrossRef]
- Shave, J.; Denton, S.; Frostick, I. Design of the St Austell Fibre-Reinforced Polymer Footbridge, UK. Struct. Eng. Int. 2010, 20, 427–429. [Google Scholar] [CrossRef]
- ApATeCh—Applied Advanced Technologies. Available online: http://www.apatech.ru/index_eng.html (accessed on 12 December 2022).
- dos Santos, F.M.; Mohan, M. Train Buffeting Measurements on a Fibre-Reinforced Plastic Composite Footbridge. Struct. Eng. Int. 2011, 21, 285–289. [Google Scholar] [CrossRef]
- Kendall, D.; Smith, I.; Young, C.; Gough, W.; Cross, A. Dawlish FRP Footbridge—The First FRP Bridge at a UK Railway Station. In Proceedings of the FRP Bridge Conference; NetComposites: London, UK, 2012; pp. 101–117. [Google Scholar]
- Hobbs, M. Design and Fabrication of Two 30 m Long Moulded FRP Decks for the Pont y Ddraig Lifting Footbridge. In Proceedings of the Second International Conference on the use of Fibre-Reinforced Polymer Composites in Bridge Design; NetComposites: Loondon, UK, 2014. [Google Scholar]
- Royle, T. Composites Meet Welsh Harbour Needs. Reinf. Plast. 2014, 58, 34–38. [Google Scholar] [CrossRef]
- Blok, R.; Smits, J.; Gkaidatzis, R.; Teuffel, P. Bio-Based Composite Footbridge: Design, Production and In Situ Monitoring. Struct. Eng. Int. 2019, 29, 453–465. [Google Scholar] [CrossRef]
- Russell, J.M.; Wei, X.; Živanović, S.; Kruger, C. Vibration Serviceability of a GFRP Railway Crossing Due to Pedestrians and Train Excitation. Eng. Struct. 2020, 219, 110756. [Google Scholar] [CrossRef]
- Górriz, P.; Bansal, A.; Paulotto, C.; Primi, S.; Calvo, I. Composite Solutions for Construction Sector. In Case Study of Innovative Projects—Successful Real Cases; Moya, B.L., de Gracia, M.D.S., Mazadiego, L.F., Eds.; IntechOpen: Rijeka, Croatia, 2017; ISBN 978-953-51-3448-0. [Google Scholar]
- Gutiérrez, E.; Primi, S.; Mieres, J.M.; Calvo, I. Structural Testing of a Vehicular Carbon Fiber Bridge: Quasi-Static and Short-Term Behavior. J. Bridg. Eng. 2008, 13, 271–281. [Google Scholar] [CrossRef]
- Rajchel, M.; Siwowski, T. Hybrid Bridge Structures Made of Frp Composite and Concrete. Civ. Environ. Eng. Reports 2017, 26, 161–169. [Google Scholar] [CrossRef]
- Kendall, D. Developments in FRP Bridge Design. Reinf. Plast. 2010, 54, 38–42. [Google Scholar] [CrossRef]
- Dawson, D.G.; Farmer, N.S. Replacement FRP Bridge Deck for Vehicle Loading. Proc. Inst. Civ. Eng.—Eng. Comput. Mech. 2009, 162, 141–144. [Google Scholar] [CrossRef]
- Kendall, D. The Business Case for Composites in Construction. Reinf. Plast. 2008, 52, 20–27. [Google Scholar] [CrossRef]
- Beata Stankiewicz; Marcin Tatara Applications of Glass and Glass Fiber Retrofit Polymer in Modern Footbridges. J. Civ. Eng. Archit. 2015, 9, 791–797. [CrossRef]
- Clapham, P.; Canning, L.; Asiedu, K. The Reconstruction of Moss Canal Bridge, Rochdale, UK. Proc. Inst. Civ. Eng.—Bridg. Eng. 2015, 168, 64–75. [Google Scholar] [CrossRef]
- Sá, M.F.; Guerreiro, L.; Gomes, A.M.; Correia, J.R.; Silvestre, N. Dynamic Behaviour of a GFRP-Steel Hybrid Pedestrian Bridge in Serviceability Conditions. Part 1: Experimental Study. Thin-Walled Struct. 2017, 117, 332–342. [Google Scholar] [CrossRef]
- Sá, M.F.; Silvestre, N.; Correia, J.R.; Guerreiro, L.; Gomes, A.M. Dynamic Behaviour of a GFRP-Steel Hybrid Pedestrian Bridge in Serviceability Conditions. Part 2: Numerical and Analytical Study. Thin-Walled Struct. 2017, 118, 113–123. [Google Scholar] [CrossRef]
- Gonilha, J.A.; Correia, J.R.; Branco, F.A. Dynamic Response under Pedestrian Load of a GFRP–SFRSCC Hybrid Footbridge Prototype: Experimental Tests and Numerical Simulation. Compos. Struct. 2013, 95, 453–463. [Google Scholar] [CrossRef]
- Masuelli, M.A. Introduction of Fibre-Reinforced Polymers–Polymers and Composites: Concepts, Properties and Processes. In Fiber Reinforced Polymers The Technology Applied for Concrete Repair; Masuelli, M.A., Ed.; IntechOpen: London, UK, 2013; ISBN 978-953-51-0938-9. [Google Scholar]
- Qureshi, J.; Nadir, Y.; John, S.K. Cyclic Response of Bolted and Hybrid Pultruded FRP Beam-Column Joints between I-Shaped Sections. Fibers 2021, 9, 66. [Google Scholar] [CrossRef]
- CEB-FIP fib bulletin 14. Externally Bonded FRP Reinforcement for RC Structures; International Federation for Structural Concrete (FIB): Lausanne, Switzerland, 2001; ISBN 2-88394-054-1. [Google Scholar]
- Connolly, M.; King, J.; Shidaker, T.; Duncan, A. Pultruding Polyurethane Composite Profiles: Practical Guidelines for Injection Box Design, Component Metering Equipment and Processing. In Proceedings of the COMPOSITES 2005 Convention and Trade Show American Composites Manufacturers Association, Columbus, OH, USA, 28–30 September 2005. [Google Scholar]
- Witten, E.; Mathes, V. The Market for Glass Fibre Reinforced Plastics (GRP) in 2020, a Report by European Composites Industry Association (EuCIA); European Composites Industry Association: Brussels, Belgium, 2020. [Google Scholar]
- State-of-the-Art Report on Fiber Reinforced Plastic (FRP) Reinforcement for Concrete Structures, Reported by ACI Committee 440; ACI 440R-96 (Reapproved 2002); American Concrete Institute: Farmington Hills, MI, USA, 1996.
- CEB-FIP fib bulletin 40—Task Group 5.1. FRP Reinforcement in RC Structures; Technical Report CEB-FIP fib bulletin 40; International Federation for Structural Concrete (FIB): Lausanne, Switzerland, 2007; ISBN 978-2-88394-080-2. [Google Scholar]
- Concrete Society Working Party. Design Guidance for Strengthening Concrete Structures Using Fibre Composite Materials, 3rd ed.; Concrete Society Technical Report TR55; The Concrete Society: Crowthorne, UK, 2012. [Google Scholar]
- Keller, T. Use of Fibre Reinforced Polymers in Bridge Construction. Structural Engineering Documents, Vol 7; International Association for Bridge and Structural Engineering (IABSE): Zurich, Switzerland, 2003; ISBN 3857481080. [Google Scholar]
- Zia, P.; Leming, M.L.; Ahmad, S.H. High Performance Concretes A State-of-the-Art Report (Report No. SHRP-C/FR-9 1-103); Washington, DC, USA, 1991. Available online: https://rosap.ntl.bts.gov/view/dot/56419/dot_56419_DS1.pdf (accessed on 1 January 2023).
- Taerwe, L.R. FRP Developments and Applications in Europe. In Fiber-Reinforced-Plastic (FRP) Reinforcement for Concrete Structures: Properties and Applications; Nanni, A., Ed.; Elsevier: Oxford, UK, 1993; pp. 99–114. ISBN 978-0-444-89689-6. [Google Scholar]
- Giannopoulos, I.P.; Burgoyne, C.J. Design Criteria for Aramid Fibres. In Proceedings of the 4th International Conference on Advanced Composites in Construction, (ACIC 2009), Bristol, UK, 17–18 September 2009; Halliwell, S., Whysall, C., Stratford, T., Eds.; NetComposites Ltd.: Edinburgh, UK, 2009. [Google Scholar]
- Correia, J.R.; Bai, Y.; Keller, T. A Review of the Fire Behaviour of Pultruded GFRP Structural Profiles for Civil Engineering Applications. Compos. Struct. 2015, 127, 267–287. [Google Scholar] [CrossRef]
- Kim, J.S.; Chandra, V. World’s First Thermoplastic Bridges Made of Recycled Plastics. In Proceedings of the IABSE Congress, Seoul 2012: Innovative Infrastructures—Towards Human Urbanism, Seoul, Republic of Korea, 19–21 September, 2012; Volume 18, pp. 1033–1040. [Google Scholar]
- Balasubramanian, K.; Sultan, M.T.H.; Rajeswari, N. 4—Manufacturing Techniques of Composites for Aerospace Applications. In Sustainable Composites for Aerospace Applications A volume in Woodhead Publishing Series in Composites Science and Engineering; Jawaid, M., Thariq, M., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 55–67. ISBN 978-0-08-102131-6. [Google Scholar]
- CompositesWorld Materials & Processes: Fabrication Methods. Available online: https://www.compositesworld.com/articles/fabrication-methods (accessed on 11 January 2023).
- GURIT Guide to Composites. Available online: https://www.gurit.com/-/media/Gurit/Datasheets/guide-to-composites.pdf (accessed on 11 January 2023).
- Meyer, R.W. Handbook of Pultrusion Technology, 1st ed.; Springer: Boston, MA, USA, 1985; ISBN 978-1-4684-7766-5. [Google Scholar]
- Qureshi, J.; Mottram, J.T.; Zafari, B. Robustness of Simple Joints in Pultruded FRP Frames. Structures 2015, 3, 120–129. [Google Scholar] [CrossRef]
- Plummer, C.J.G.; Bourban, P.-E.; Månson, J.-A. Polymer Matrix Composites: Matrices and Processing. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 978-0-12-803581-8. [Google Scholar]
- FiberSPAN Creative Composites FRP Pedestrian Bridge Decks. Available online: https://www.creativecompositesgroup.com/products/bridge-decking/pedestrian-bridge (accessed on 16 January 2023).
- Creative Composites Group USA. Available online: https://www.creativecompositesgroup.com/ (accessed on 16 January 2023).
- Martin Marietta Composites USA. Available online: https://www.martinmarietta.com/ (accessed on 16 January 2023).
- GRP Cuts Weeks off Bridge Projects. Reinf. Plast. 2003, 47, 8. [CrossRef]
- Creative Pultrusions. The New and Improved Pultex Pultrusion Design Manual; Creative Pultrusions Inc.: Alum Bank, PA, USA, 2004. [Google Scholar]
- Strongwell. Strongwell Design Manual; Strongwell Corporation: Bristol, VA, USA, 2010. [Google Scholar]
- Sekine, H.; Beaumont, P.W.R. Micro-Mechanical Theory of Macroscopic Stress-Corrosion Cracking in Unidirectional GFRP. J. Mater. Sci. 2006, 41, 4604–4610. [Google Scholar] [CrossRef]
- Karbhari, V.M. Durability of Composites for Civil Structural Applications; Woodhead Publishing/Elsevier: Cambridge, UK, 2007; ISBN 978-1-84569-035-9. [Google Scholar]
- Arya, C.; Clarke, J.L.; Kay, E.A.; O’Regan, P.D. TR 55: Design Guidance for Stengthening Concrete Structures Using Fibre Composite Materials: A Review. Eng. Struct. 2002, 24, 889–900. [Google Scholar] [CrossRef]
- Guide for the Design and Construction of Structural Concrete Reinforced with Fiber-Reinforced Polymer (FRP) Bars; ACI 440.1R-15; American Concrete Institute: Farmington Hills, MI, USA, 2015; ISBN 978-1-942727-10-1.
- Design of Concrete Bridge Beams Prestressed with CFRP Systems; Belarbi, A., Dawood, M., Poudel, P., Reda, M., Tahsiri, H., Gencturk, B., Rizkalla, S.H., Russell, H.G., Eds.; NCHRP Research Report 907; The National Academies Press: Washington, DC, USA, 2019; ISBN 978-0-309-48069-7. [Google Scholar]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Castilho, E. Influence of Elevated Temperatures on the Mechanical Properties of Glass Fibre Reinforced Polymer Laminates Produced by Vacuum Infusion. Constr. Build. Mater. 2022, 345, 128340. [Google Scholar] [CrossRef]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Garrido, M. Mechanical Behaviour in Shear and Compression of Polyurethane Foam at Elevated Temperature. J. Sandw. Struct. Mater. 2021, 24, 1429–1448. [Google Scholar] [CrossRef]
- Mouritz, A.P. Post-Fire Flexural Properties of Fibre-Reinforced Polyester, Epoxy and Phenolic Composites. J. Mater. Sci. 2002, 37, 1377–1386. [Google Scholar] [CrossRef]
- Brown, J.R.; Mathys, Z. Reinforcement and Matrix Effects on the Combustion Properties of Glass Reinforced Polymer Composites. Compos. Part A Appl. Sci. Manuf. 1997, 28, 675–681. [Google Scholar] [CrossRef]
- Egglestone, G.T.; Turley, D.M. Flammability of GRP for Use in Ship Superstructures. Fire Mater. 1994, 18, 255–260. [Google Scholar] [CrossRef]
- Brown, J.R.; Fawell, P.D.; Mathys, Z. Fire-hazard Assessment of Extended-chain Polyethylene and Aramid Composites by Cone Calorimetry. Fire Mater. 1994, 18, 167–172. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Gibson, A.G. Fire Properties of Polymer Composite Materials; Solid Mechanics and Its Applications; Springer: Dordrecht, The Netherlands, 2006; Volume 143, ISBN 978-1-4020-5355-9. [Google Scholar]
- Scudamore, M.J. Fire Performance Studies on Glass-reinforced Plastic Laminates. Fire Mater. 1994, 18, 313–325. [Google Scholar] [CrossRef]
- Pre-Standard for Load and Resistance Factor Design (LRFD) of Pultruded Fiber Reinforced Polymer (FRP) Structures (Final); ASCE Pre-Standard; American Composites Manufacturers Association, American Society of Civil Engineers: Reston, VA, USA, 2010.
- Eurocode Toward a Eurocode for Fiber-Polymer Composite Structures. Available online: https://eucia.eu/news/new-brochure-on-eurocodes/ (accessed on 17 January 2023).
- Strongwell Bridge Components. Available online: https://www.strongwell.com/products/bridge-components/ (accessed on 18 January 2023).
- Aluri, S.; Jinka, C.; GangaRao, H.V. Dynamic Response of Three Fiber Reinforced Polymer Composite Bridges. J. Bridg. Eng. 2005, 10, 722–730. [Google Scholar] [CrossRef]
- Luke, S. Building West Mill Bridge in Reinforced Plastics. Reinf. Plast. 2003, 47, 26–30. [Google Scholar] [CrossRef]
- Votsis, R.A.; Stratford, T.J.; Chryssanthopoulos, M.K.; Tantele, E.A. Dynamic Assessment of a FRP Suspension Footbridge through Field Testing and Finite Element Modelling. Steel Compos. Struct. 2017, 23, 205–215. [Google Scholar] [CrossRef]
- Faber Maunsell FRP Footbridge in Place. Reinf. Plast. 2003, 47, 9. [CrossRef]
- Sobek, W.; Trumpf, H.; Stork, L.; Weidler, N. The Hollaenderbruecke—Economic and Architecturally Sophisticated Design Employing Steel and GFRP. Steel Constr. 2008, 1, 34–41. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


































| Material | Grade | Density (g/cm3) | Tensile Modulus (GPa) | Tensile Strength (MPa) | Max Elongation (%) | Fibre Architecture | Glass Transition Temperature (°C) | |
|---|---|---|---|---|---|---|---|---|
| Fibre | Glass | E | 2.57 | 73 | 3400 | 2.5 | Isotropic | -- |
| A | 2.46 | 73 | 2760 | 2.5 | ||||
| C | 2.46 | 74 | 2350 | 2.5 | ||||
| S | 2.47 | 88 | 4600 | 3.0 | ||||
| Carbon | Standard | 1.70 | 250 | 3700 | 1.2 | Anisotropic | -- | |
| High strength | 1.80 | 250 | 4800 | 1.4 | ||||
| High modulus | 1.90 | 500 | 3000 | 0.5 | ||||
| Ultrahigh modulus | 2.10 | 800 | 2400 | 0.2 | ||||
| Aramid | -- | 1.40 | 70–190 | 2800–4100 | 2.0–2.4 | Anisotropic | ||
| Polymer Resin | Polyester | -- | 1.20 | 4.0 | 65 | 2.5 | -- | 70–120 |
| Epoxy | -- | 1.20 | 3.0 | 90 | 8.0 | -- | 100–270 | |
| Vinylester | -- | 1.12 | 3.5 | 82 | 6.0 | -- | 102–150 | |
| Phenolic | -- | 1.24 | 2.5 | 40 | 1.8 | -- | 260 | |
| Polyurethane | -- | varies | 2.9 | 71 | 5.9 | -- | 135–140 [79] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qureshi, J. A Review of Fibre Reinforced Polymer Bridges. Fibers 2023, 11, 40. https://doi.org/10.3390/fib11050040
Qureshi J. A Review of Fibre Reinforced Polymer Bridges. Fibers. 2023; 11(5):40. https://doi.org/10.3390/fib11050040
Chicago/Turabian StyleQureshi, Jawed. 2023. "A Review of Fibre Reinforced Polymer Bridges" Fibers 11, no. 5: 40. https://doi.org/10.3390/fib11050040
APA StyleQureshi, J. (2023). A Review of Fibre Reinforced Polymer Bridges. Fibers, 11(5), 40. https://doi.org/10.3390/fib11050040