
Effect of Liquid CO2 on Wear Behaviour of TiAlN Hard Coating at Elevated Temperatures


Abstract

1. Introduction
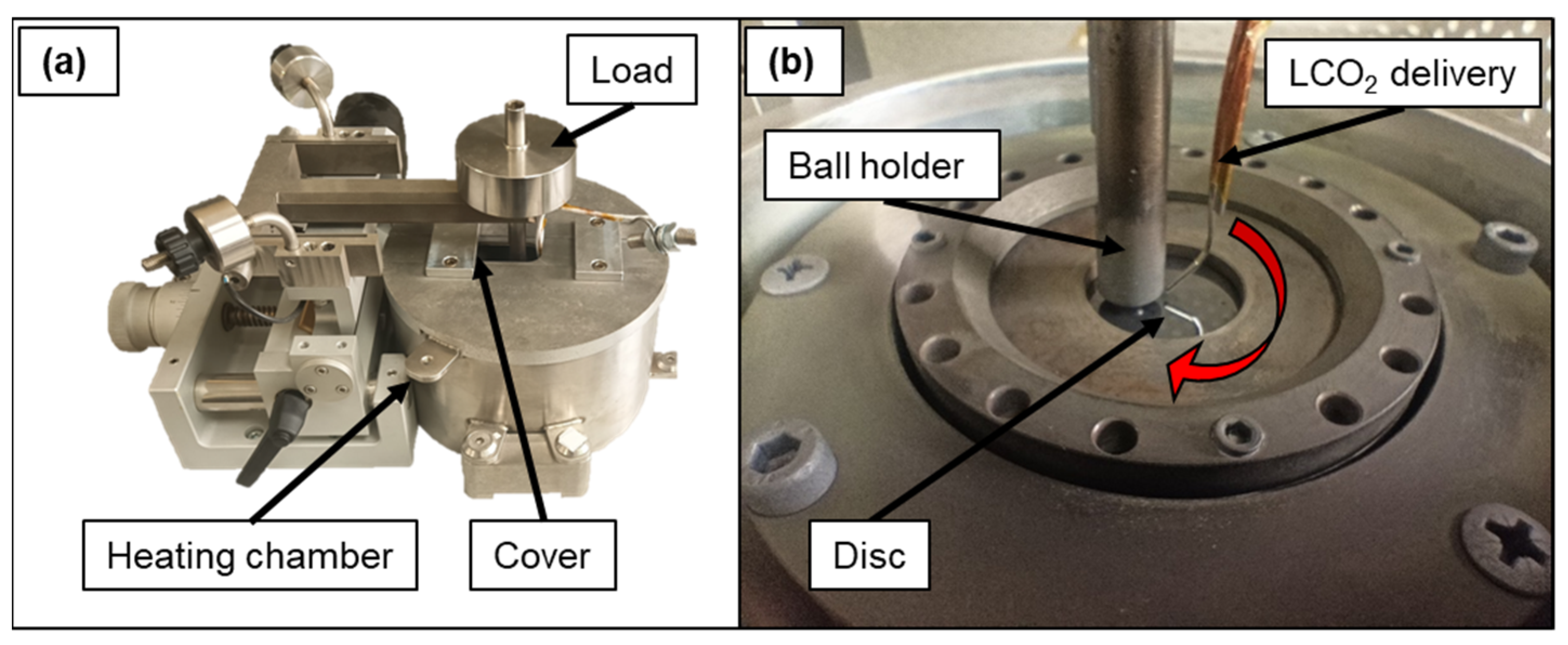
2. Materials and Methods
3. Results
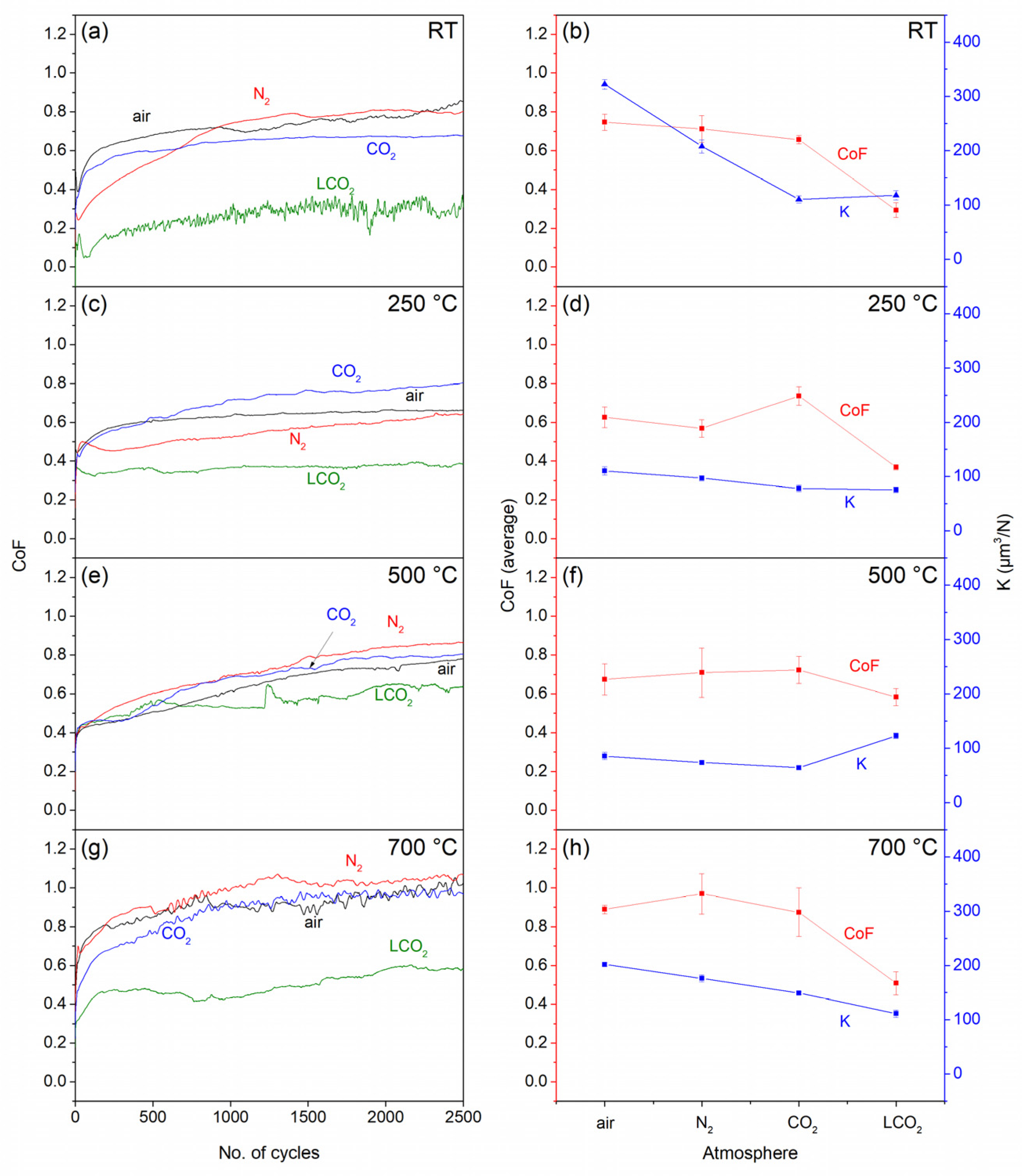
3.1. Friction and Wear Rate
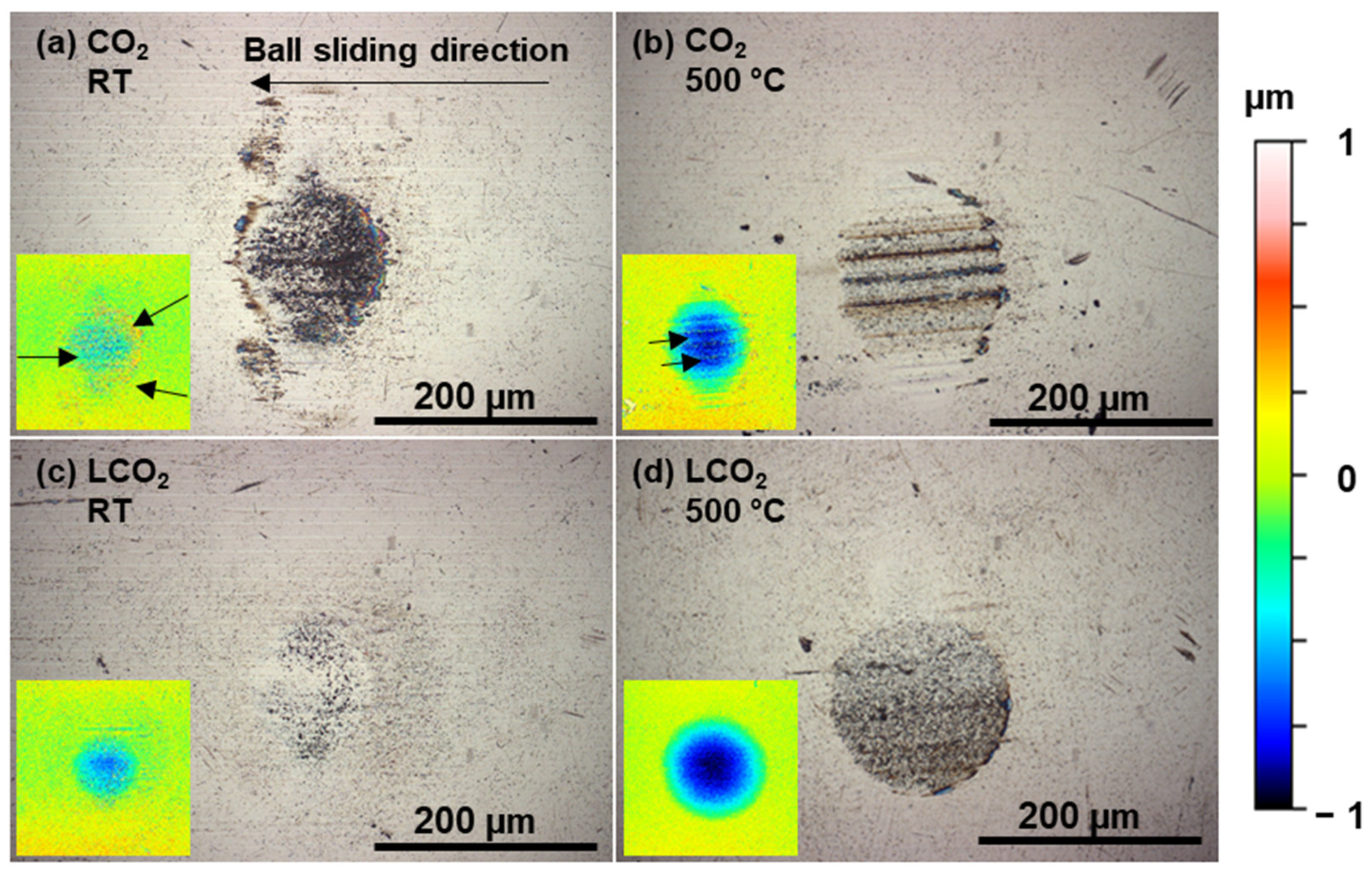
3.2. Analysis of Wear Tracks
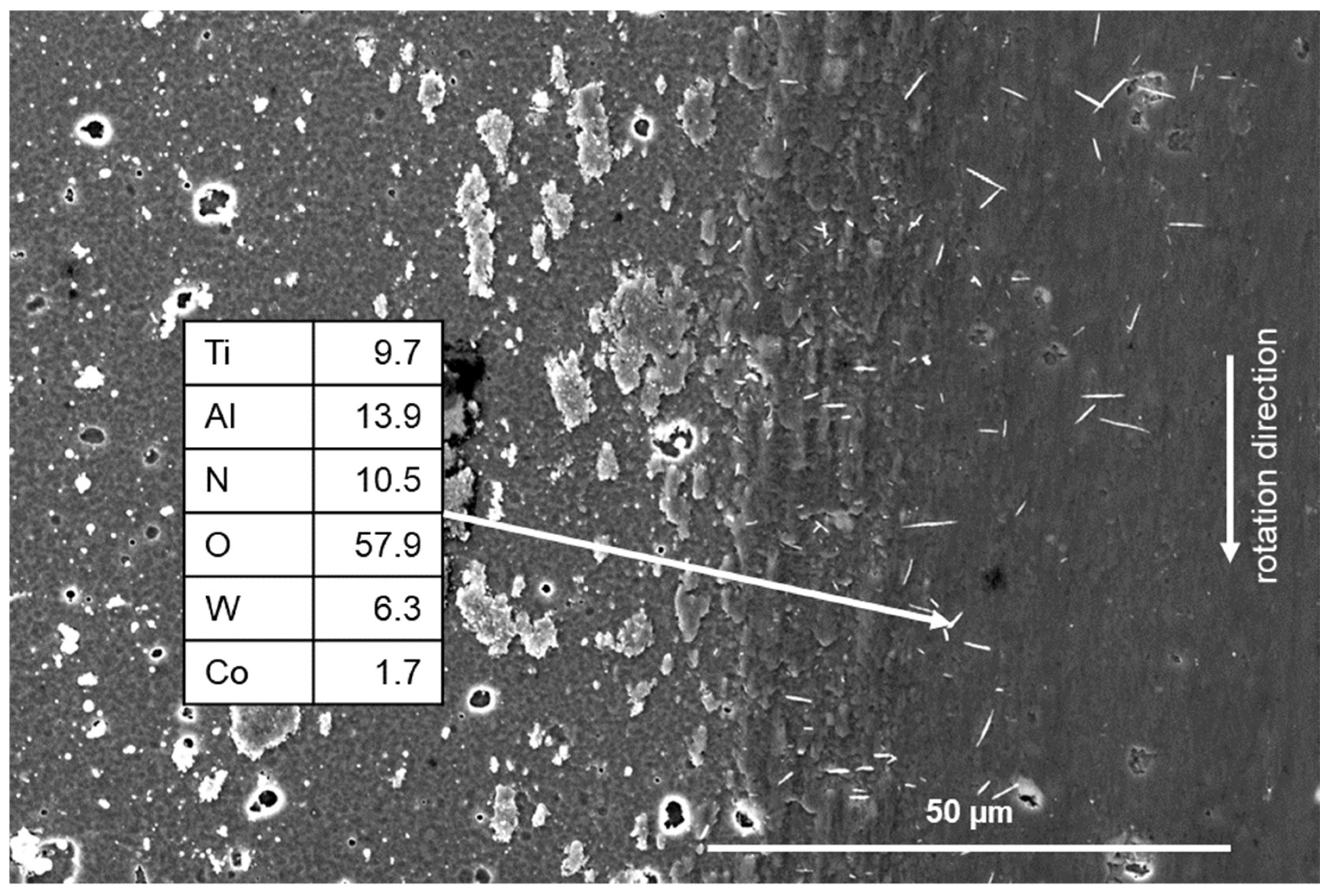
3.3. Counter-Body Analysis
4. Conclusions
- -
- The coefficient of friction (CoF) in CO2 was similar to that in air and N2 atmospheres. In LCO2 the CoF consistently resulted in the lowest values at all temperatures. The decrease in the CoF in LCO2 can be attributed to the lower temperature in the contact zone and the presence of a thin lubricating layer, confirming the friction-reducing effect of LCO2.
- -
- In LCO2, we noticed increased CoF fluctuations caused by uneven distribution or amounts of dry ice flakes coming out of the nozzle during the expansion of the LCO2. At elevated temperatures, this effect is reduced but not completely eliminated.
- -
- The wear rate was the lower in the CO2 atmosphere at all temperatures compared to all gas-only atmospheres. In LCO2, the wear rate was similar to that under CO2 at room temperature and 250 °C and lower at 700 °C, but at 500 °C, it was the highest among all atmospheres.
- -
- The counter-body wear rate was similar at all temperatures up to 500 °C, independent of atmosphere. At 700 °C, it increased in all gas-only atmospheres, but under LCO2, there were no significant changes. This confirms the cooling effect of LCO2.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti6Al6V2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Dewes, R.C.; Ng, E.; Chua, K.S.; Newton, P.G.; Aspinwall, D.K. Temperature measurement when high speed machining hardened mould/die steel. J. Mater. Process. Technol. 1999, 92–93, 293–301. [Google Scholar] [CrossRef]
- Ogedengbe, T.; Okediji, A.P.; Yussouf, A.A.; Aderoba, O.A.; Alabi, I.O.; Alonge, O.I. The Effects of Heat Generation on Cutting Tool and Machined Workpiece. J. Phys. Conf. Ser. 2019, 1378, 022012. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Wegener, K.; Kuster, F.; Weikert, S.; Weiss, L.; Stirnimann, J. Success Story Cutting. Procedia CIRP 2016, 46, 512–524. [Google Scholar] [CrossRef]
- Kryzhanivskyy, V.; M’saoubi, R.; Ståhl, J.-E.; Bushlya, V. Tool–chip thermal conductance coefficient and heat flux in machining: Theory, model and experiment. Int. J. Mach. Tools Manuf. 2019, 147, 103468. [Google Scholar] [CrossRef]
- Schalk, N.; Tkadletz, M.; Mitterer, C. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surf. Coat. Technol. 2022, 429, 127949. [Google Scholar] [CrossRef]
- Ning, Y.; Rahman, M.; Wong, Y. Investigation of chip formation in high speed end milling. J. Mech. Work. Technol. 2001, 113, 360–367. [Google Scholar] [CrossRef]
- Weinert, K.; Inasaki, I.; Sutherland, J.; Wakabayashi, T. Dry Machining and Minimum Quantity Lubrication. CIRP Ann. 2004, 53, 511–537. [Google Scholar] [CrossRef]
- Koller, C.; Hollerweger, R.; Sabitzer, C.; Rachbauer, R.; Kolozsvári, S.; Paulitsch, J.; Mayrhofer, P. Thermal stability and oxidation resistance of arc evaporated TiAlN, TaAlN, TiAlTaN, and TiAlN/TaAlN coatings. Surf. Coat. Technol. 2014, 259, 599–607. [Google Scholar] [CrossRef]
- Bartosik, M.; Rumeau, C.; Hahn, R.; Zhang, Z.L.; Mayrhofer, P.H. Fracture toughness and structural evolution in the TiAlN system upon annealing. Sci. Rep. 2017, 7, 16476. [Google Scholar] [CrossRef]
- Grzesik, W.; Małecka, J.; Kwaśny, W. Identification of oxidation process of TiALN coatings versus heat resistant aerospace alloys based on diffusion couples and tool wear tests. CIRP Ann. 2020, 69, 41–44. [Google Scholar] [CrossRef]
- Gao, C.; Yan, J.; Dong, L.; Li, D. Influence of Al2O3 layer thickness on high-temperature stability of TiAlN/Al2O3 multilayers. Appl. Surf. Sci. 2013, 285, 287–292. [Google Scholar] [CrossRef]
- Chim, Y.C.; Ding, X.Z.; Zeng, X.T.; Zhang, S. Oxidation resistance of TiN, CrN, TiAlN and CrAlN coatings deposited by lateral rotating cathode arc. Thin Solid Films 2009, 517, 4845–4849. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Proud, L.; Tapoglou, N.; Slatter, T. A Review of CO2 Coolants for Sustainable Machining. Metals 2022, 12, 283. [Google Scholar] [CrossRef]
- Sadik, M.I.; Isakson, S.; Malakizadi, A.; Nyborg, L. Influence of Coolant Flow Rate on Tool Life and Wear Development in Cryogenic and Wet Milling of Ti-6Al-4V. Procedia CIRP 2016, 46, 91–94. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Krämer, A.; Cayli, T.; Sangermann, H. Potential of Modern Lubricoolant Strategies on Cutting Performance. Key Eng. Mater. 2013, 554–557, 2062–2071. [Google Scholar] [CrossRef]
- Ross, K.N.S.; Manimaran, G. Effect of cryogenic coolant on machinability of difficult-to-machine Ni–Cr alloy using PVD-TiAlN coated WC tool. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 44. [Google Scholar] [CrossRef]
- Ross, K.N.S.; Manimaran, G. Machining Investigation of Nimonic-80A Superalloy Under Cryogenic CO2 as Coolant Using PVD-TiAlN/TiN Coated Tool at 45° Nozzle Angle. Arab. J. Sci. Eng. 2020, 45, 9267–9281. [Google Scholar] [CrossRef]
- Halim, N.H.A.; Haron, C.H.C.; Ghani, J.A.; Azhar, M.F. Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 2019, 426–427, 1683–1690. [Google Scholar] [CrossRef]
- Geng, Z.; Shi, G.; Shao, T.; Liu, Y.; Duan, D.; Reddyhoff, T. Tribological behavior of patterned TiAlN coatings at elevated temperatures. Surf. Coat. Technol. 2019, 364, 99–114. [Google Scholar] [CrossRef]
- Terek, V.; Kovačević, L.; Drnovšek, A.; Panjan, P.; Škorić, B.; Kovač, J.; Bobić, Z.; Terek, P. High-temperature tribological behavior of nanolayered TiAlN/TiSiN coating deposited on WC-Co cemented carbide. Surf. Coat. Technol. 2024, 477, 130316. [Google Scholar] [CrossRef]
- Pflüger, E.; Schröer, A.; Voumard, P.; Donohue, L.; Münz, W.-D. Influence of incorporation of Cr and Y on the wear performance of TiAlN coatings at elevated temperatures. Surf. Coat. Technol. 1999, 115, 17–23. [Google Scholar] [CrossRef]
- Qi, Z.B.; Sun, P.; Zhu, F.P.; Wu, Z.T.; Liu, B.; Wang, Z.C.; Peng, D.L.; Wu, C.H. Relationship between tribological properties and oxidation behavior of Ti0.34Al0.66N coatings at elevated temperature up to 900 °C. Surf. Coat. Technol. 2013, 231, 267–272. [Google Scholar] [CrossRef]
- Staia, M.H.; D’alessandria, M.; Quinto, D.T.; Roudet, F.; Astort, M.M. High-temperature tribological characterization of commercial TiAlN coatings. J. Phys. Condens. Matter 2006, 18, S1727–S1736. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez-Baracaldo, R.; Benito, J.; Puchi-Cabrera, E.; Staia, M. High temperature wear resistance of (TiAl)N PVD coating on untreated and gas nitrided AISI H13 steel with different heat treatments. Wear 2007, 262, 380–389. [Google Scholar] [CrossRef]
- Jianxin, D.; Aihua, L. Dry sliding wear behavior of PVD TiN, Ti55Al45N, and Ti35Al65N coatings at temperatures up to 600 °C. Int. J. Refract. Met. Hard Mater. 2013, 41, 241–249. [Google Scholar] [CrossRef]
- Dejun, K.; Haoyuan, G.; Wenchang, W. Effects of Loadings on Friction and Wear Behaviors of Cathodic Arc Ion Plating AlTiN Coating at High Temperature. Tribol. Trans. 2016, 59, 604–612. [Google Scholar] [CrossRef]
- Liu, A.H.; Deng, J.X. Elevated temperature tribological properties of AlTiN coating up to 700 °C. Surf. Eng. 2015, 31, 17–23. [Google Scholar] [CrossRef]
- Courbon, C.; Fallqvist, M.; Hardell, J.; M’Saoubi, R.; Prakash, B. Adhesion tendency of PVD TiAlN coatings at elevated temperatures during reciprocating sliding against carbon steel. Wear 2015, 330–331, 209–222. [Google Scholar] [CrossRef]
- Gant, A.; Gee, M.; Orkney, L. The wear and friction behaviour of engineering coatings in ambient air and dry nitrogen. Wear 2011, 271, 2164–2175. [Google Scholar] [CrossRef]
- Drnovšek, A.; Panjan, P.; Panjan, M.; Paskvale, S.; Buh, J.; Čekada, M. The influence of surrounding atmosphere on tribological properties of hard protective coatings. Surf. Coat. Technol. 2015, 267, 15–20. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Dražić, G. Influence of Growth Defects on the Oxidation Resistance of Sputter-Deposited TiAlN Hard Coatings. Coatings 2021, 11, 123. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Ohnuma, H.; Nihira, N.; Mitsuo, A.; Toyoda, K.; Kubota, K.; Aizawa, T. Effect of aluminum concentration on friction and wear properties of titanium aluminum nitride films. Surf. Coat. Technol. 2004, 177–178, 623–626. [Google Scholar] [CrossRef]
- Ikeda, T.; Satoh, H. Phase formation and characterization of hard coatings in the Ti–Al–N system prepared by the cathodic arc ion plating method. Thin Solid Films 1991, 195, 99–110. [Google Scholar] [CrossRef]
- Luo, Q. Temperature dependent friction and wear of magnetron sputtered coating TiAlN/VN. Wear 2011, 271, 2058–2066. [Google Scholar] [CrossRef]
- Geng, Y.; Tan, H.; Cheng, J.; Chen, J.; Sun, Q.; Zhu, S.; Yang, J. Microstructure, mechanical and vacuum high temperature tribological properties of AlCoCrFeNi high entropy alloy based solid-lubricating composites. Tribol. Int. 2020, 151, 106444. [Google Scholar] [CrossRef]
- Ma, H.; Miao, Q.; Liang, W.; Sun, S.; Qi, Y.; Jia, F.; Chang, X. Wear Behavior of TiN/TiAlSiN Nanocomposite Multilayer Coatings from Ambient Temperature to Medium Temperature. Coatings 2024, 14, 1139. [Google Scholar] [CrossRef]
- Hamdi, H.; Abedi, H.R.; Zhang, Y. A Study on Outstanding High-Temperature Wear Resistance of High-Entropy Alloys. Adv. Eng. Mater. 2023, 25, 202201915. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, Z.; Pan, S.; Chai, X. Enhanced Strength and High-Temperature Wear Resistance of Ti6Al4V Alloy Fabricated by Laser Solid Forming. J. Manuf. Sci. Eng. 2022, 144, 4054901. [Google Scholar] [CrossRef]
- Courbon, C.; Sterle, L.; Cici, M.; Pusavec, F. Tribological Effect of Lubricated Liquid Carbon Dioxide on TiAl6V4 and AISI1045 under Extreme Contact Conditions. Procedia Manuf. 2020, 47, 511–516. [Google Scholar] [CrossRef]
- Liu, Y.-H.; Maruyama, H.; Matsusaka, S. Agglomeration process of dry ice particles produced by expanding liquid carbon dioxide. Adv. Powder Technol. 2010, 21, 652–657. [Google Scholar] [CrossRef]
- Sterle, L.; Krajnik, P.; Pušavec, F. The effects of liquid-CO2 cooling, MQL and cutting parameters on drilling performance. CIRP Ann. 2021, 70, 79–82. [Google Scholar] [CrossRef]
- Jawahir, I.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Milman, Y.; Chugunova, S.; Goncharuck, V.; Luyckx, S.; Northrop, I. Low and high temperature hardness of WC-6 wt%Co alloys. Int. J. Refract. Met. Hard Mater. 1997, 15, 97–101. [Google Scholar] [CrossRef]
- Teppernegg, T.; Klünsner, T.; Kremsner, C.; Tritremmel, C.; Czettl, C.; Puchegger, S.; Marsoner, S.; Pippan, R.; Ebner, R. High temperature mechanical properties of WC–Co hard metals. Int. J. Refract. Met. Hard Mater. 2016, 56, 139–144. [Google Scholar] [CrossRef]
- Wu, X.; Cong, P.; Nanao, H.; Minami, I.; Mori, S. Tribological Behaviors of 52100 Steel in Carbon Dioxide Atmosphere. Tribol. Lett. 2004, 17, 925–930. [Google Scholar] [CrossRef]
- Chavee, L.; Serag, E.; Pires, M.d.S.; Lucas, S.; Haye, E. A mechanistic approach of oxidation resistance, structural and mechanical behaviour of TiAlN coatings. Appl. Surf. Sci. 2022, 586, 152851. [Google Scholar] [CrossRef]
- Luo, Q. Origin of Friction in Running-in Sliding Wear of Nitride Coatings. Tribol. Lett. 2010, 37, 529–539. [Google Scholar] [CrossRef]
- Zhou, Z.; Rainforth, W.; Luo, Q.; Hovsepian, P.; Ojeda, J.; Romero-Gonzalez, M. Wear and friction of TiAlN/VN coatings against Al2O3 in air at room and elevated temperatures. Acta Mater. 2010, 58, 2912–2925. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Z.; Lou, M.; Xu, K.; Wang, L.; Meng, F.; Music, D.; Chang, K. High-temperature wear mechanisms of TiNbWN films: Role of nanocrystalline oxides formation. Friction 2023, 11, 460–472. [Google Scholar] [CrossRef]
- Zhou, Z.; Rainforth, W.; Tan, C.; Zeng, P.; Ojeda, J.; Romero-Gonzalez, M.; Hovsepian, P. The role of the tribofilm and roll-like debris in the wear of nanoscale nitride PVD coatings. Wear 2007, 263, 1328–1334. [Google Scholar] [CrossRef]
- Liu, W.J.; Duan, J.H.; Zhao, H.C.; Ye, Y.W.; Chen, H. Effect of cryogenic treatment time on microstructure and tribology performance of TiAlN coating. Surf. Topogr. Metrol. Prop. 2021, 9, 035055. [Google Scholar] [CrossRef]
- Pušavec, F.; Grguraš, D.; Koch, M.; Krajnik, P. Cooling capability of liquid nitrogen and carbon dioxide in cryogenic milling. CIRP Ann. 2019, 68, 73–76. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spot No. | Atmosphere | Elemental Concentration (at. %) | Position | |||
|---|---|---|---|---|---|---|
| Ti | Al | N | O | |||
| 1 | air | 20.8 | 29.3 | 46.5 | 3.4 | Undisturbed coating |
| 2 | air | 20.7 | 29.6 | 47.7 | 2.0 | Wear track |
| 3 | N2 | 21.2 | 29.8 | 46.1 | 2.9 | Wear track |
| 4 | CO2 | 17.5 | 23.9 | 43.3 | 15.3 | Wear track |
| 5 | LCO2 | 22.4 | 31.9 | 45.7 | 0.0 | Wear track |
| Spot No. | Atmosphere | Temperature | Elemental Concentration (at. %) | Position | ||||
|---|---|---|---|---|---|---|---|---|
| Ti | Al | N | O | W | ||||
| 6 | CO2 | 500 °C | 19.7 | 28.4 | 48.7 | 3.2 | 0.0 | Undisturbed coating |
| 7 | CO2 | 500 °C | 19.4 | 27.7 | 44.7 | 8.1 | 0.1 | Wear track |
| 8 | LCO2 | 500 °C | 19.3 | 28.7 | 49.0 | 3.0 | 0.0 | Undisturbed coating |
| 9 | LCO2 | 500 °C | 19.0 | 28.2 | 43.3 | 9.5 | 0.0 | Wear track |
| 10 | CO2 | 700 °C | 20.4 | 28.6 | 41.3 | 9.7 | 0.0 | Undisturbed coating |
| 11 | CO2 | 700 °C | 18.5 | 26.2 | 29.1 | 25.5 | 0.7 | Wear track |
| 12 | LCO2 | 700 °C | 22.2 | 31.5 | 46.3 | 0.0 | 0.0 | Undisturbed coating |
| 13 | LCO2 | 700 °C | 18.9 | 27.2 | 38.4 | 15.5 | 0.0 | Wear track |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Drobnič, M.; Drnovšek, A.; Pušavec, F.; Čekada, M. Effect of Liquid CO2 on Wear Behaviour of TiAlN Hard Coating at Elevated Temperatures. Coatings 2025, 15, 553. https://doi.org/10.3390/coatings15050553
Drobnič M, Drnovšek A, Pušavec F, Čekada M. Effect of Liquid CO2 on Wear Behaviour of TiAlN Hard Coating at Elevated Temperatures. Coatings. 2025; 15(5):553. https://doi.org/10.3390/coatings15050553
Chicago/Turabian StyleDrobnič, Matej, Aljaž Drnovšek, Franci Pušavec, and Miha Čekada. 2025. "Effect of Liquid CO2 on Wear Behaviour of TiAlN Hard Coating at Elevated Temperatures" Coatings 15, no. 5: 553. https://doi.org/10.3390/coatings15050553
APA StyleDrobnič, M., Drnovšek, A., Pušavec, F., & Čekada, M. (2025). Effect of Liquid CO2 on Wear Behaviour of TiAlN Hard Coating at Elevated Temperatures. Coatings, 15(5), 553. https://doi.org/10.3390/coatings15050553