


Preparation and Characterization of Co-CuCoMnOx Solar Selective Absorption Coatings
Abstract
1. Introduction
2. Experiment
2.1. Preparation of CuCoMnOx Powders
2.2. Preparation of Thermal Spray Powders
2.3. Preparation of Coatings
2.4. Test of High-Temperature Stability
2.5. Characterization
3. Results and Discussion
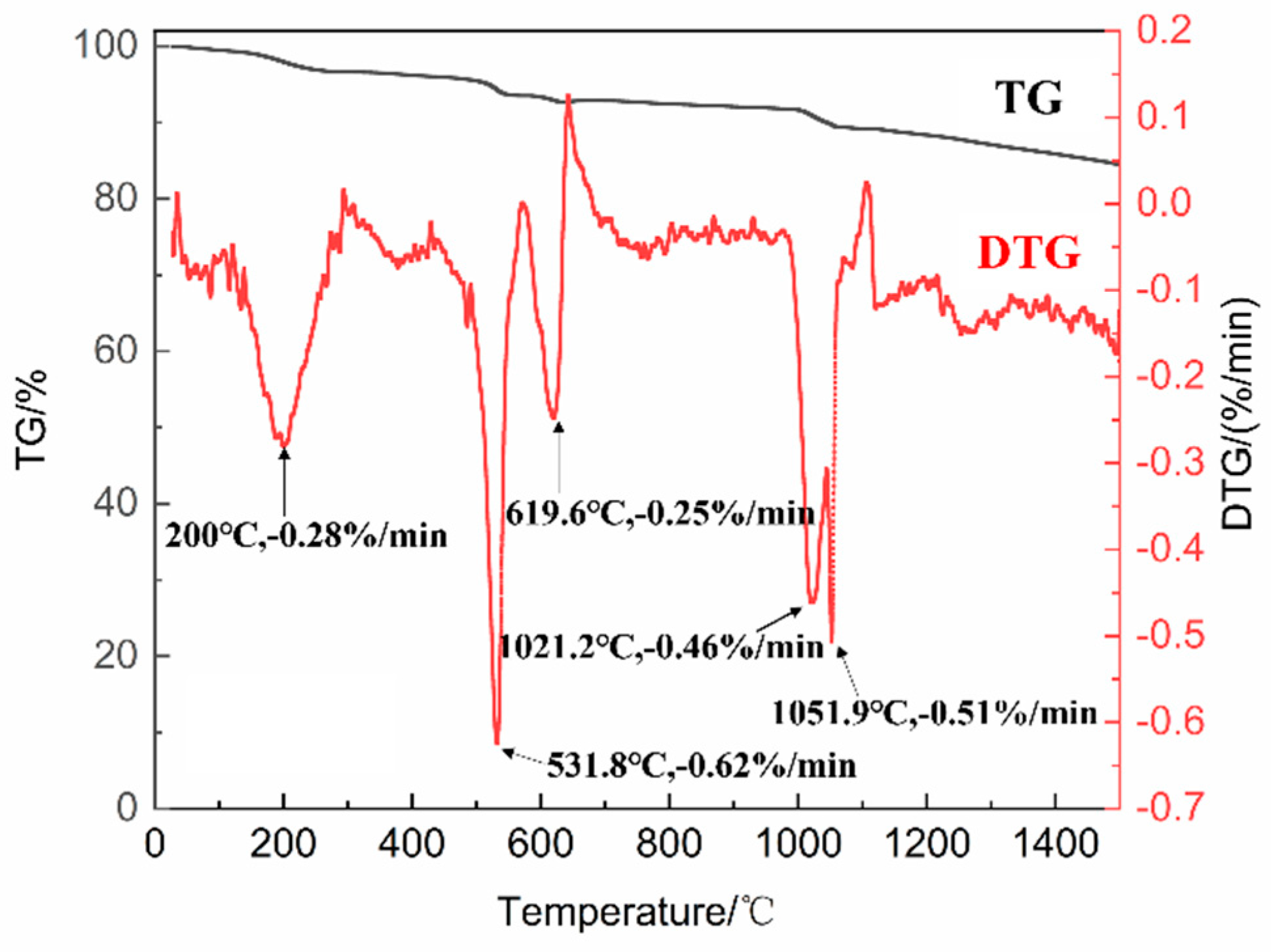
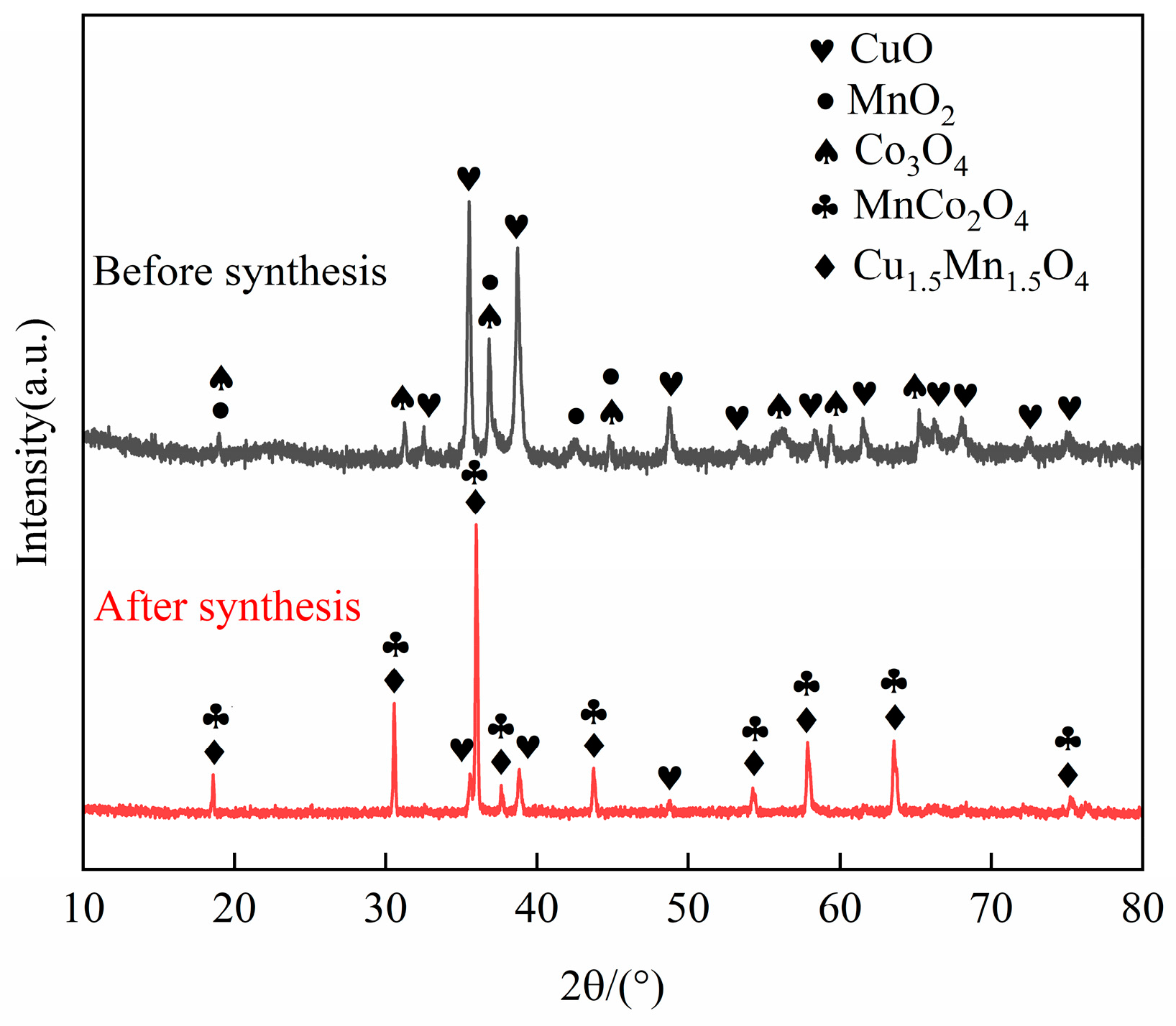
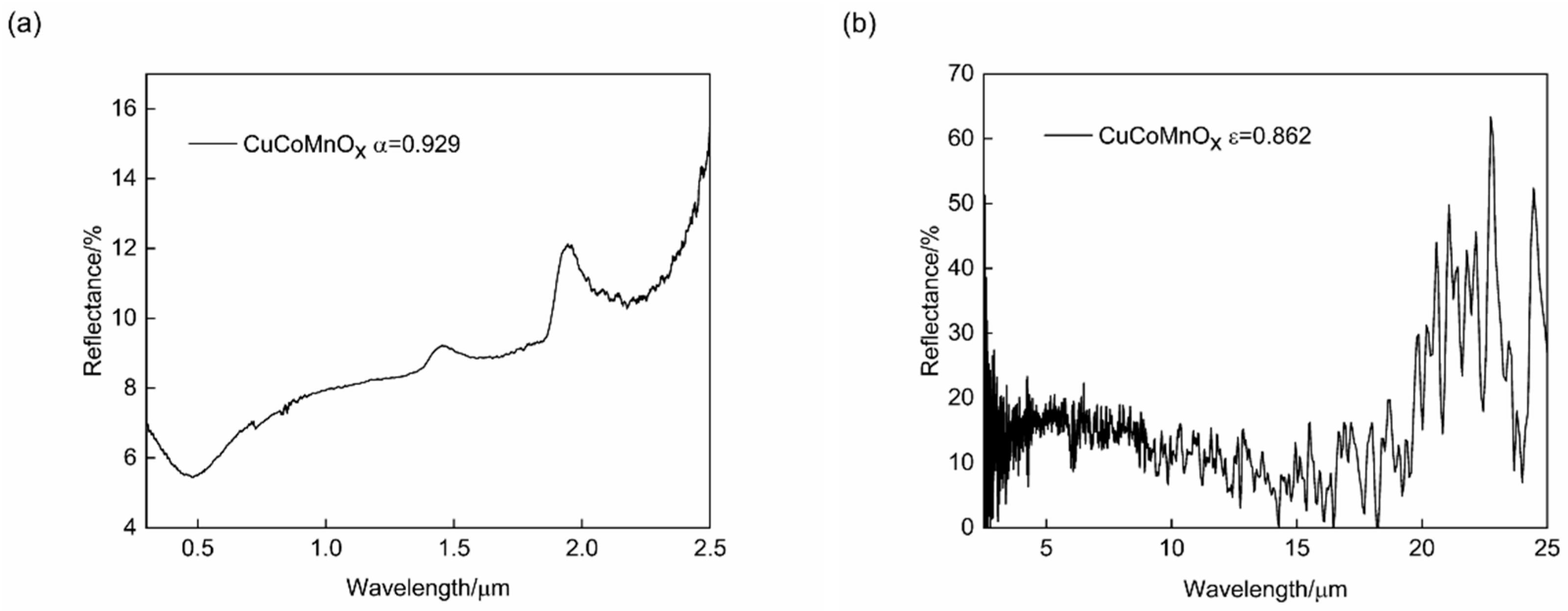
3.1. Synthesis Mechanism and Spectral Property of CuCoMnOx Powders
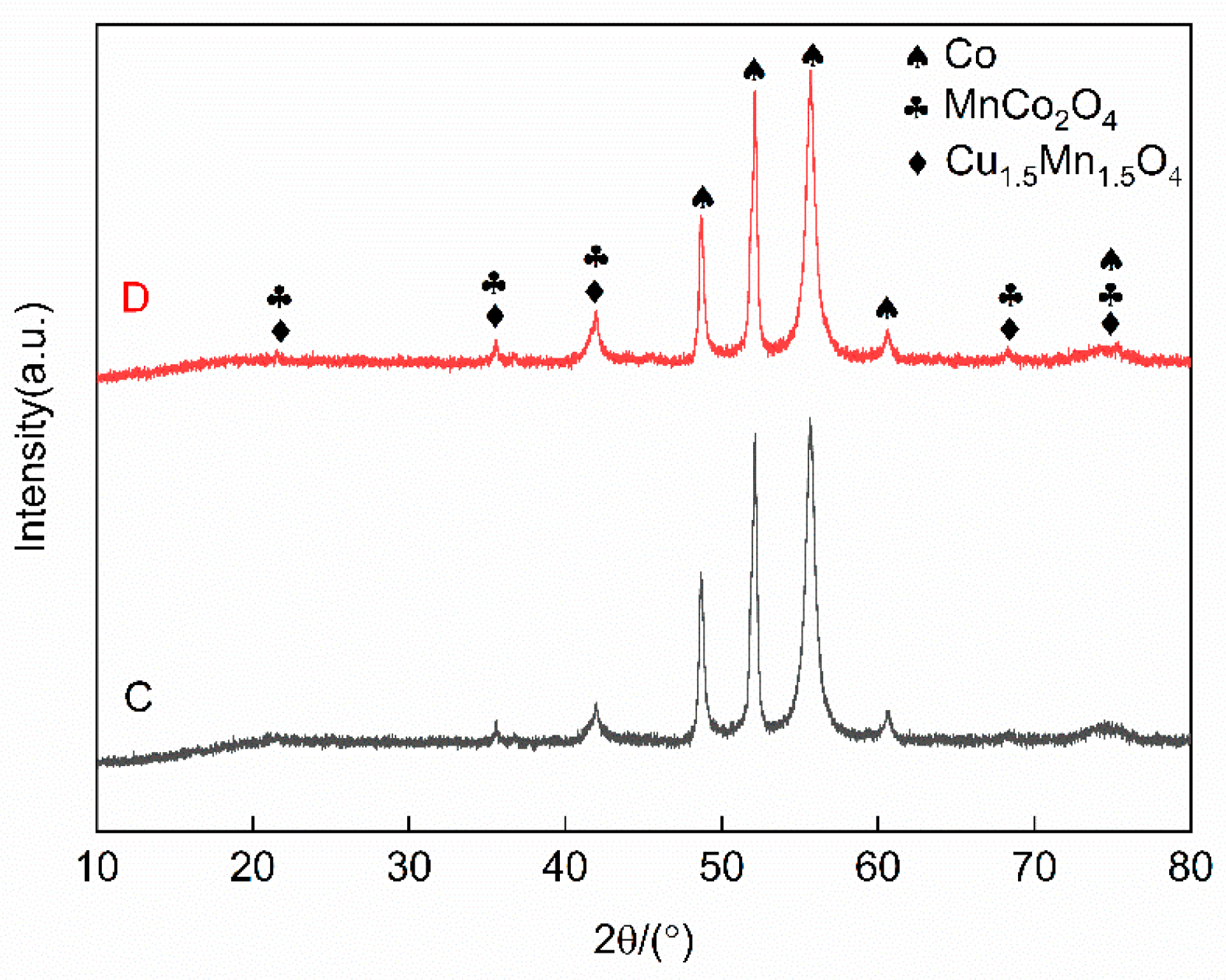
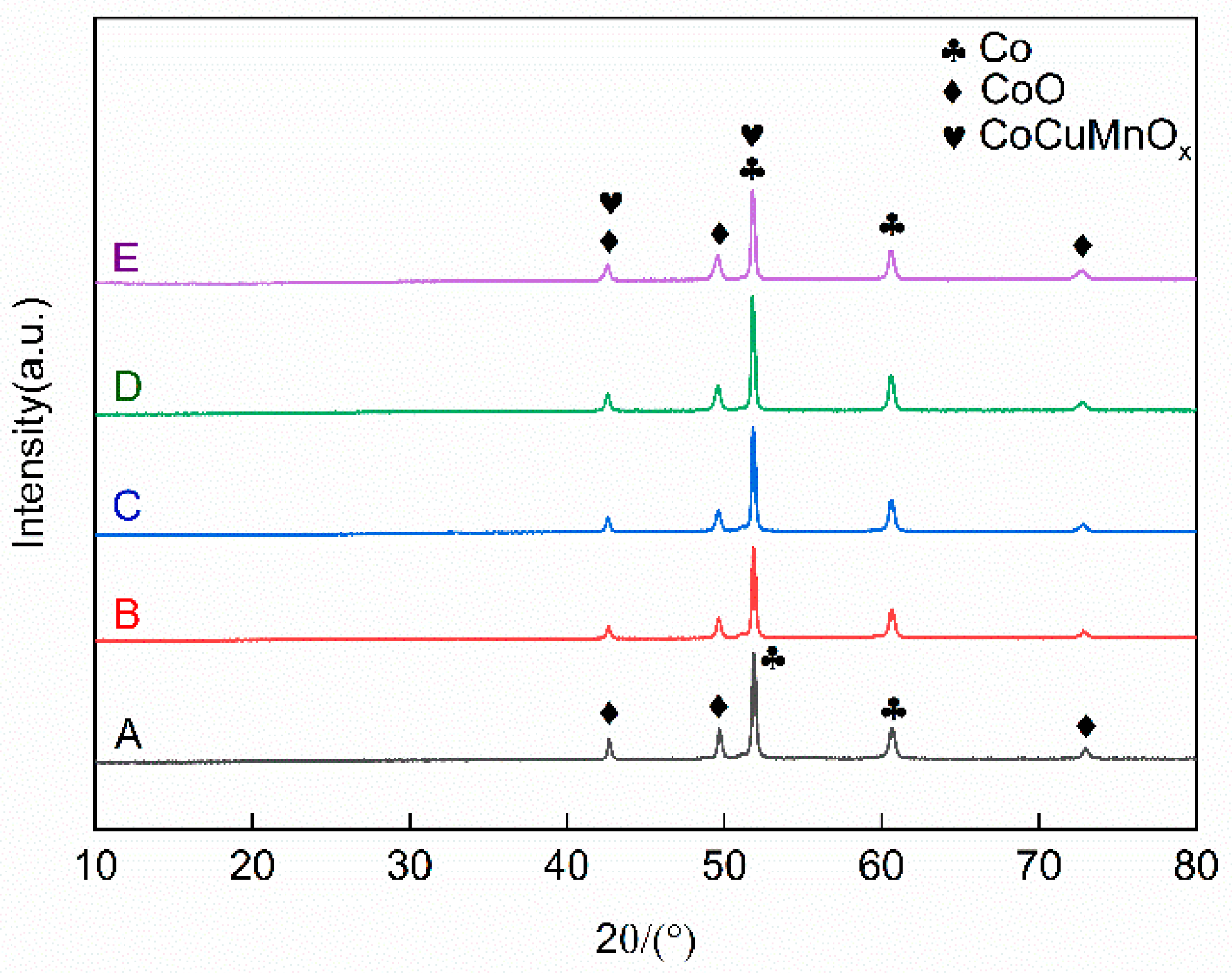
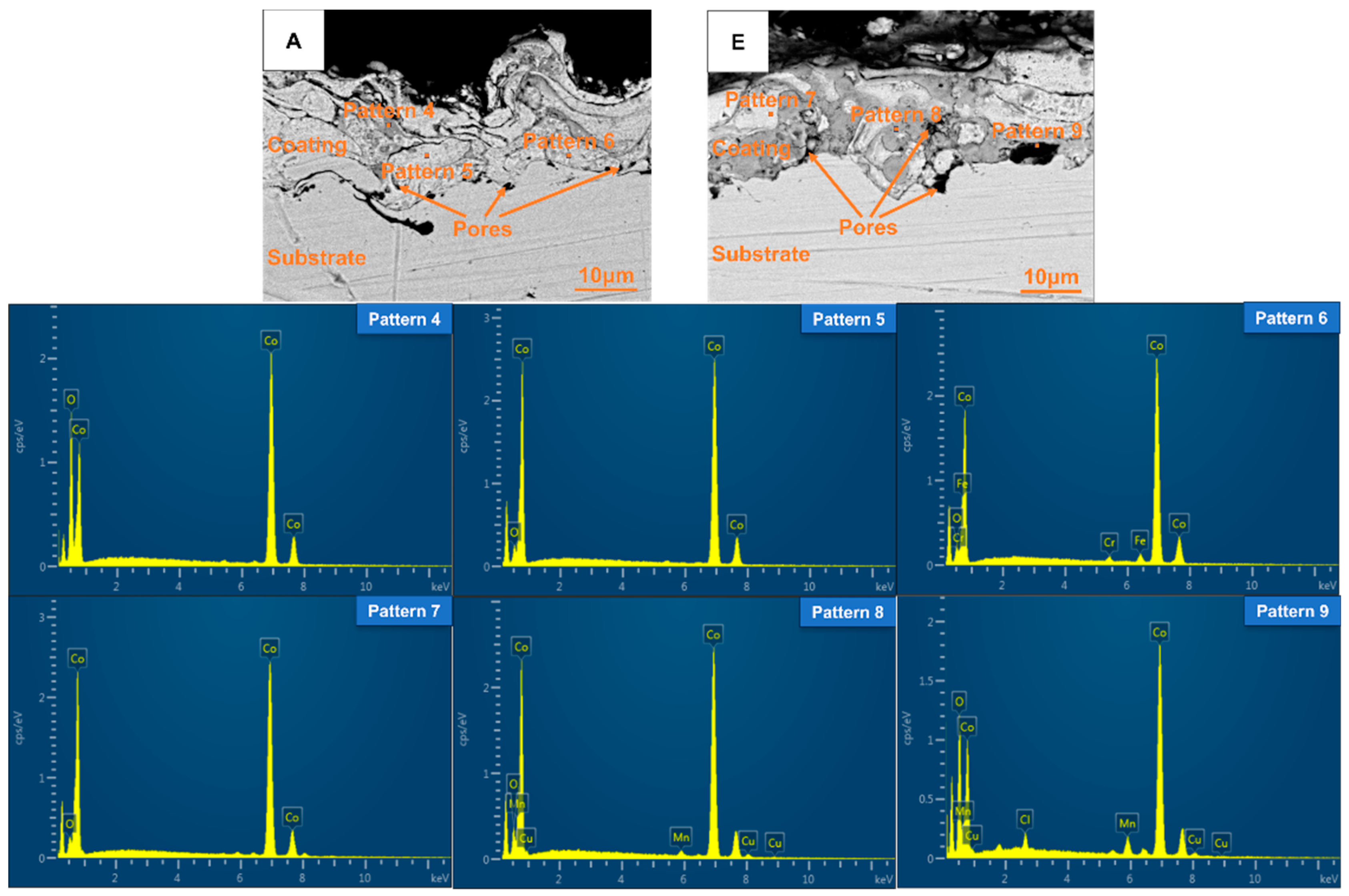
3.2. Microstructure of Co-CuCoMnOx Powders and Coatings
3.3. Optical Properties of Co-CuCoMnOx Coatings
3.4. High Temperature Stability of Co-CuCoMnOx Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kalogirou, S.A. Solar thermal collectors and applications. Prog. Energy Combust. Sci. 2004, 30, 231–295. [Google Scholar] [CrossRef]
- Zäll, E.; Segervald, J.; Mahmoodi, H.; Perivoliotis, D.; Edman, L.; Wågberg, T. Achieving optically selective coatings of silica fixated carbon nanotubes for solar energy applications. Sol. Energy Mater. Sol. Cells 2024, 278, 113202. [Google Scholar] [CrossRef]
- Zheng, L.Q.; Gao, F.Y.; Zhao, S.X.; Zhou, F.Y.; Nshimiyimana, J.P.; Diao, X.G. Optical design and co-sputtering preparation of high performance Mo–SiO2 cermet solar selective absorbing coating. Appl. Surf. Sci. 2013, 280, 240–246. [Google Scholar] [CrossRef]
- Farchado, M.; Vicente, G.S.; Barandica, N.; Sánchez-Señorán, D.; Morales, Á. High performance selective solar absorber stable in air for high temperature applications. Sol. Energy Mater. Sol. Cells 2024, 271, 112849. [Google Scholar] [CrossRef]
- Kant, K.; Sibin, K.P.; Pitchumani, R. Novel fractal-textured solar absorber surfaces for concentrated solar power. Sol. Energy Mater. Sol. Cells 2022, 248, 112010. [Google Scholar] [CrossRef]
- Elahi, A.N.M.T.; Crist, R.; Francoeur, M.; Park, K.; Rao, S. Characterization of high-temperature figure of merit for solar-thermal absorbers. Sol. Energy Mater. Sol. Cells 2023, 257, 112378. [Google Scholar] [CrossRef]
- Li, Z.X.; Zhao, J.X.; Ren, L.H. Aqueous solution-chemical derived Ni–Al2O3 solar selective absorbing coatings. Sol. Energy Mater. Sol. Cells 2012, 105, 90–95. [Google Scholar] [CrossRef]
- Tsegay, M.G.; Gebretinsae, H.G.; Sackey, J.; Arendse, C.J.; Nuru, Z.Y. Structural and optical properties of Pt-Al2O3 double cermet as selective solar absorber. Mater. Today Proc. 2021, 36, 571–575. [Google Scholar] [CrossRef]
- Wu, Y.W.; Zheng, W.F.; Lin, L.M.; Qu, Y.; Lai, F.C. Colored solar selective absorbing coatings with metal Ti and dielectric AlN multilayer structure. Sol. Energy Mater. Sol. Cells 2013, 115, 145–150. [Google Scholar] [CrossRef]
- Pang, X.M.; Jiang, J.X.; Li, B.; Zhao, D.Y.; Zhou, J.X. Study of wide temperature range and hard protective La2O3 doped cermet based single-layer solar selective absorbing coating by laser cladding. Surf. Interfaces 2021, 27, 101544. [Google Scholar] [CrossRef]
- Shao, H.; Zeng, X.; Li, Q.Y.; Liu, F.S.; Liu, T.Z.; Cheng, X.D. Preparation and Properties of Co-Cr3C2-WC/Al2O3 Solar Selective Absorbing Coatings. Surf. Technol. 2020, 49, 138–145. (In Chinese) [Google Scholar]
- Pang, X.M. High temperature solar selective absorber coating deposited by laser cladding. Mater. Res. Express 2017, 4, 095503. [Google Scholar] [CrossRef]
- Chen, W.; Ding, Z.X.; Gao, R.Y.; Cheng, X.D. Performance Study of WC-12Co Solar Energy Selective Absorption Coatings Deposited by HVOF. Therm. Spray Technol. 2011, 3, 40–46. (In Chinese) [Google Scholar]
- Ke, C.Z.; Zhang, X.M.; Guo, W.Y.; Li, Y.J.; Gong, D.Q.; Cheng, X.D. Solar selective coatings with multilayered structure based on thermal spraying WC-Co solar absorption layer. Vacuum 2018, 152, 114–122. [Google Scholar] [CrossRef]
- Bayón, R.; Vicente, G.S.; Maffiotte, C.; Morales, Á. Preparation of selective absorbers based on CuMn spinels by dip-coating method. Renew. Energy 2008, 33, 348–353. [Google Scholar] [CrossRef]
- Atchuta, S.R.; Sakthivel, S.; Barshilia, H.C. Transition metal based CuxNiyCoz−x−yO4 spinel composite solar selective absorber coatings for concentrated solar thermal applications. Sol. Energy Mater. Sol. Cells 2019, 189, 226–232. [Google Scholar] [CrossRef]
- Pakzad, E.; Ranjbar, Z.; Ghahari, M. Synthesized of octahedral cupper chromite spinel for spectrally selective absorber (SSA) coatings. Prog. Org. Coat. 2019, 132, 21–28. [Google Scholar] [CrossRef]
- Atchuta, S.R.; Sakthivel, S.; Barshilia, H.C. Selective properties of high-temperature stable spinel absorber coatings for concentrated solar thermal application. Sol. Energy 2020, 199, 453–459. [Google Scholar] [CrossRef]
- Deng, X.Q.; Xue, M.M.; Lv, Y.L.; Li, R.H.; Tong, J.M.; Shi, G.H.; Yang, Y.; Dong, Y.C. Study on spectral selective absorbing coatings with spinel structures fabricated via plasma spraying. Vacuum 2020, 174, 109214. [Google Scholar] [CrossRef]
- Atchuta, S.R.; Sakthivel, S.; Barshilia, H.C. Nickel doped cobaltite spinel as a solar selective absorber coating for efficient photothermal conversion with a low thermal radiative loss at high operating temperatures. Sol. Energy Mater. Sol. Cells 2019, 200, 109917. [Google Scholar] [CrossRef]
- Wei, S.C.; Xie, J.; Gao, W.; Zhan, Z.L.; Li, Z.L. Characteristics and Failure Behaviors of an MnCo2O4 Spinel Coating in High-Temperature Oxidation Processes. Trans. Indian Inst. Met. 2022, 75, 797–804. [Google Scholar] [CrossRef]
- Aslan, E.; Emir, Ö.; Arslan, F.; Goktas, A.; Tumbul, A.; Durgun, M.; Kilic, A.; Aktacir, M.A.; Aslan, F. Improving the optical properties of CuCoMnOx spinel absorber using ZnO nanorod arrays for thermal collector and photocatalytic applications. Ceram. Int. 2024, 50, 9169–9176. [Google Scholar] [CrossRef]
- El Mahallawy, N.; Shoeib, M.; Ali, Y. Application of CuCoMnOx coat by sol gel technique on aluminum and copper substrates for solar absorber application. J. Coat. Technol. Res. 2014, 11, 979–991. [Google Scholar] [CrossRef]
- Vince, J.; Vuk, A.Š.; Krašovec, U.O.; Orel, B.; Köhl, M.; Heck, M. Solar absorber coatings based on CoCuMnOx spinels prepared via the sol–gel process: Structural and optical properties. Sol. Energy Mater. Sol. Cells 2003, 79, 313–330. [Google Scholar] [CrossRef]
- Bayón, R.; Vicente, G.S.; Maffiotte, C.; Morales, Á. Characterization of copper–manganese-oxide thin films deposited by dip-coating. Sol. Energy Mater. Sol. Cells 2008, 92, 1211–1216. [Google Scholar] [CrossRef]
- Geng, Q.F.; Zhao, X.; Gao, X.H.; Liu, G. Sol–Gel Combustion-Derived CoCuMnOx Spinels as Pigment for Spectrally Selective Paints. J. Am. Ceram. Soc. 2010, 94, 827–832. [Google Scholar] [CrossRef]
- Farchado, M.; Vicente, G.S.; Barandica, N.; Morales, A. Novel highly performing tandem selective solar absorber for industrial heat applications. Sol. Energy Mater. Sol. Cells 2025, 279, 113249. [Google Scholar] [CrossRef]
- Peng, Y.J.; Fang, Z.; Hu, J.P.; Wang, B.W.; Xie, P.K. Test Study on Performance of Endothermic Highly Hydrophobic Anti-Icing Materials. J. Phys. Conf. Ser. 2020, 1659, 012007. [Google Scholar] [CrossRef]
- Kordas, G. Incorporation of spherical shaped CuO@SiO2 light microtraps into CuCoMnOx spinels to enhance solar absorbance. J. Am. Ceram. Soc. 2019, 103, 1536–1541. [Google Scholar] [CrossRef]
- Liu, H.D.; Fu, T.R.; Duan, M.H.; Wan, Q.; Chen, Y.M.; Fu, D.J.; Ren, F.; Li, Q.Y.; Cheng, X.D.; Yang, B.; et al. Structure and thermal stability of spectrally selective absorber based on AlCrON coating for solar-thermal conversion applications. Sol. Energy Mater. Sol. Cells 2016, 157, 108–116. [Google Scholar] [CrossRef]
- He, X.M.; Pu, W.H.; Cai, Y.; Jiang, C.Y.; Wan, C.R.; Xia, D.G. Preparation of spherical LiMn2O4 for Li-ion batteries based on controlled crystallization. J. Nonferrous Met. 2005, 15, 1390–1395. (In Chinese) [Google Scholar]
- Zhang, H.X. Desulfurization reactivity of zinc based composite oxides. J. Fuel Chem. Technol. 2007, 35, 619–623. (In Chinese) [Google Scholar]
- Du, J.J.; Liu, Y.H.; Yao, G.C.; Zhang, X. Effect of MnO2 Addition on Sintering Behavior and Magnetic Property of Nickel Ferrite Spinel. J. Northeast Univ. 2011, 32, 1452–1455. (In Chinese) [Google Scholar]
- Zhang, X.M.; Wang, X.B.; Zhang, X.; Li, Y.J.; Cheng, X.D. Effect of multilayered CoO-CoAl2O4 films on improving solar absorptance of Co-WC solar selective absorbing coatings. Vacuum 2018, 155, 185–192. [Google Scholar] [CrossRef]
- Geng, Q.F.; Zhao, X.; Gao, X.H.; Yu, H.C.; Yang, S.R.; Liu, G. Optimization design of CuCrxMn2−xO4-based paint coatings used for solar selective applications. Sol. Energy Mater. Sol. Cells 2012, 105, 293–301. [Google Scholar] [CrossRef]
- Köhl, M.; Heck, M.; Brunold, S.; Frei, U.; Carlsson, B.; Möller, K. Advanced procedure for the assessment of the lifetime of solar absorber coatings. Sol. Energy Mater. Sol. Cells 2004, 84, 275–289. [Google Scholar] [CrossRef]
- Yu, H.W.; Li, J.K.; Zhang, Q.; Pang, W.; Yan, H.; Li, G.Y. Thermal Stability of Chromium-Iron Oxidation Mixture Cermet-Based Solar Selective Absorbing Coatings. Molecules 2020, 25, 1178. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Material Proportion (wt%) |
|---|---|
| A | 100Co |
| B | 95Co-5CuCoMnOx |
| C | 90Co-10CuCoMnOx |
| D | 85Co-15CuCoMnOx |
| E | 80Co-20CuCoMnOx |
| Factor | Parameter |
|---|---|
| Electrical current (A) | 350 |
| Voltage (V) | 77 |
| Ar gas flow (L/min) | 35 |
| H2 gas flow (L/min) | 12 |
| Spraying distance (mm) | 140 |
| Spray gun velocity (mm/s) | 300 |
| Powder feeding quantity | 3.9 |
| Spraying times | 4 |
| Elements | wt% | ||
|---|---|---|---|
| Pattern 1 | Pattern 2 | Pattern 3 | |
| O | 6.14 | 2.71 | 1.88 |
| Mn | 1.26 | 0.82 | 1.27 |
| Co | 91.53 | 94.17 | 95.4 |
| Cu | 1.06 | 2.3 | 1.45 |
| Elements | wt% | |||||
|---|---|---|---|---|---|---|
| Pattern 4 | Pattern 5 | Pattern 6 | Pattern 7 | Pattern 8 | Pattern 9 | |
| Co | 73.7 | 94.75 | 92.27 | 94.93 | 89.12 | 68.81 |
| O | 26.3 | 5.25 | 3.8 | 5.07 | 7.38 | 24.8 |
| Fe | 0 | 0 | 2.87 | 0 | 0 | 0 |
| Cr | 0 | 0 | 1.06 | 0 | 0 | 0 |
| Cu | 0 | 0 | 0 | 0 | 2.38 | 1.8 |
| Mn | 0 | 0 | 0 | 0 | 1.12 | 3.2 |
| Cl | 0 | 0 | 0 | 0 | 0 | 1.4 |
| Group | Solar Absorptance (α) | Infrared Emittance (ε) | Quality Factor (α/ε) |
|---|---|---|---|
| A | 0.831 | 0.406 | 2.047 |
| B | 0.808 | 0.370 | 2.184 |
| C | 0.842 | 0.406 | 2.074 |
| D | 0.881 | 0.494 | 1.783 |
| E | 0.882 | 0.543 | 1.624 |
| Before Heat Treatment | After Heat Treatment | |
|---|---|---|
| Solar Absorptance (α) | 0.808 | 0.89 |
| Infrared Emittance (ε) | 0.37 | 0.538 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, X.; Long, Z.; Liu, Z.; Cao, Q.; Cheng, X. Preparation and Characterization of Co-CuCoMnOx Solar Selective Absorption Coatings. Coatings 2025, 15, 547. https://doi.org/10.3390/coatings15050547
Zeng X, Long Z, Liu Z, Cao Q, Cheng X. Preparation and Characterization of Co-CuCoMnOx Solar Selective Absorption Coatings. Coatings. 2025; 15(5):547. https://doi.org/10.3390/coatings15050547
Chicago/Turabian StyleZeng, Xian, Ziqiang Long, Ziyong Liu, Qian Cao, and Xudong Cheng. 2025. "Preparation and Characterization of Co-CuCoMnOx Solar Selective Absorption Coatings" Coatings 15, no. 5: 547. https://doi.org/10.3390/coatings15050547
APA StyleZeng, X., Long, Z., Liu, Z., Cao, Q., & Cheng, X. (2025). Preparation and Characterization of Co-CuCoMnOx Solar Selective Absorption Coatings. Coatings, 15(5), 547. https://doi.org/10.3390/coatings15050547