
The Role of Titanium Carbides in Forming the Microstructure and Properties of Ti-33Mo-0.2C Alloy


Abstract
1. Introduction
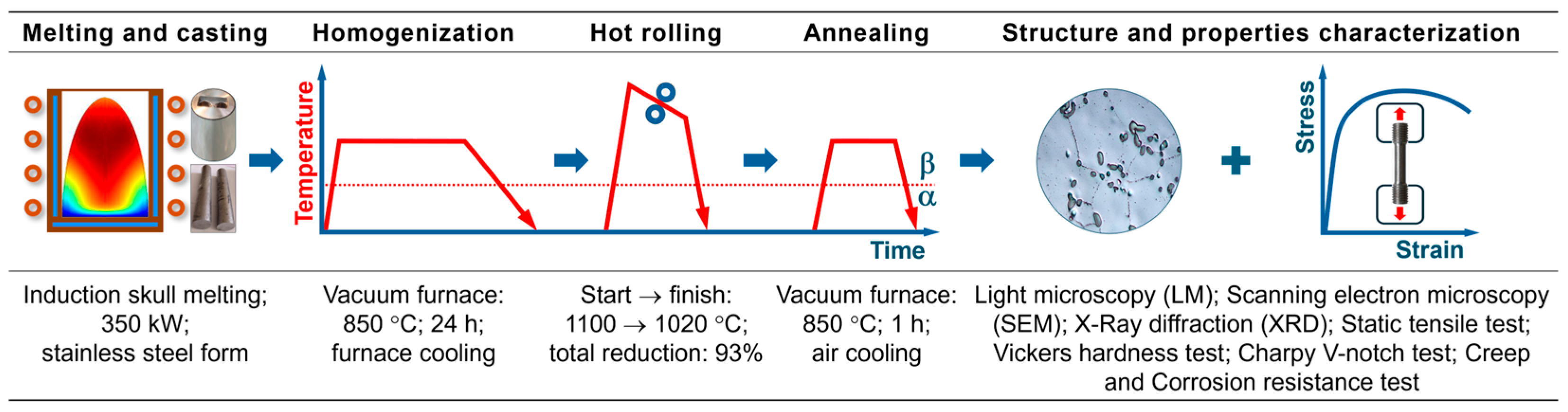
2. Materials and Methods
3. Results and Discussion
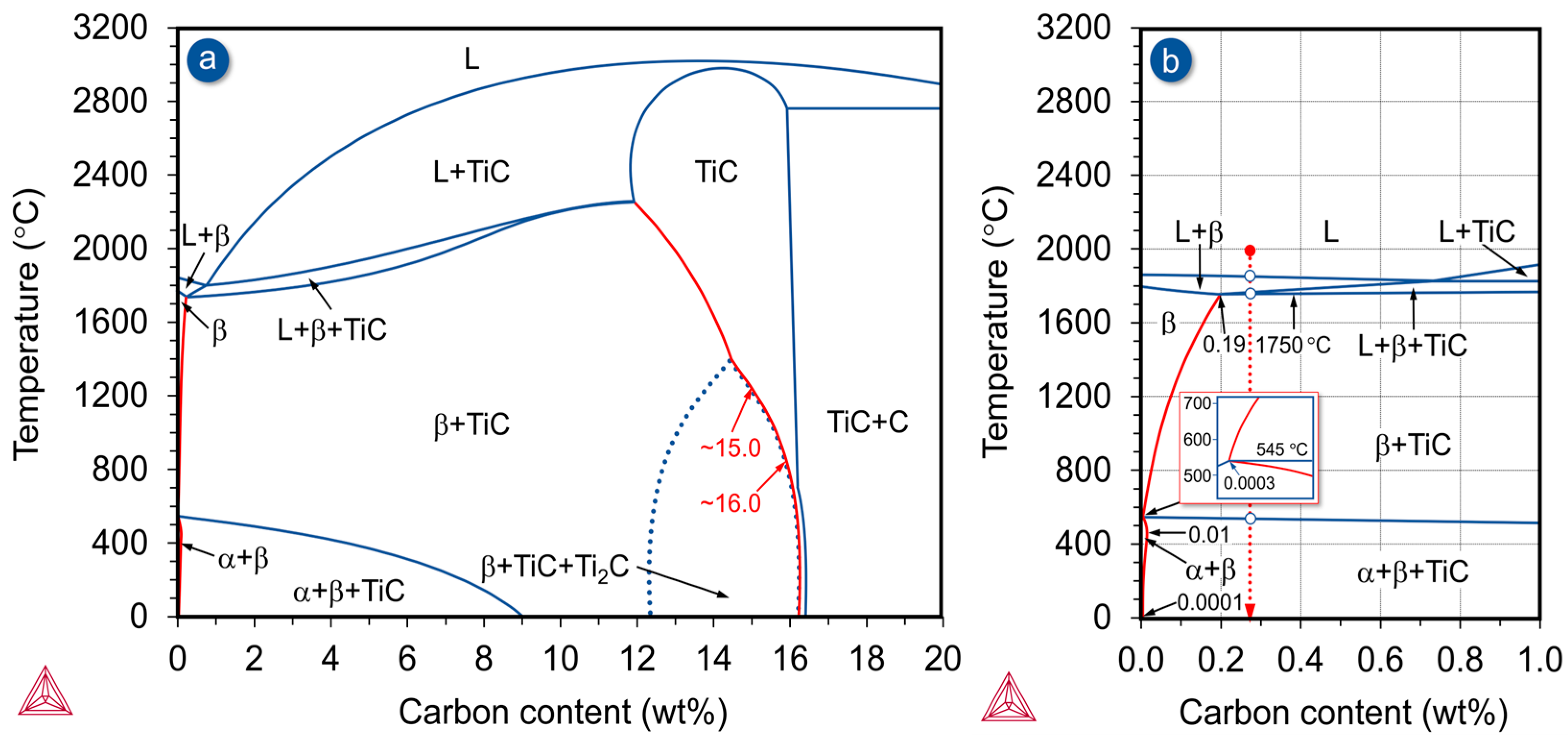
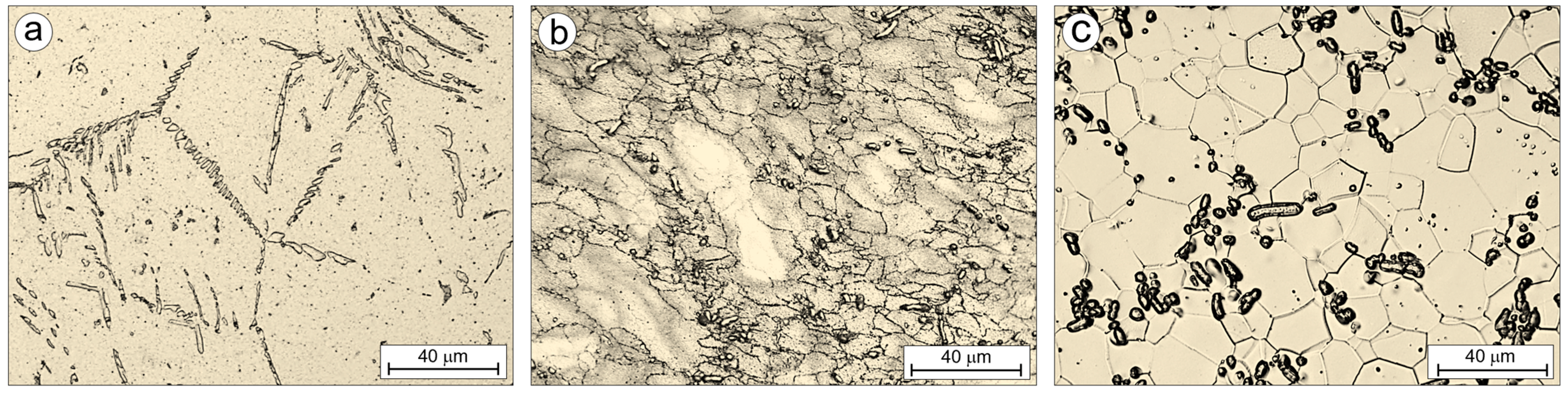
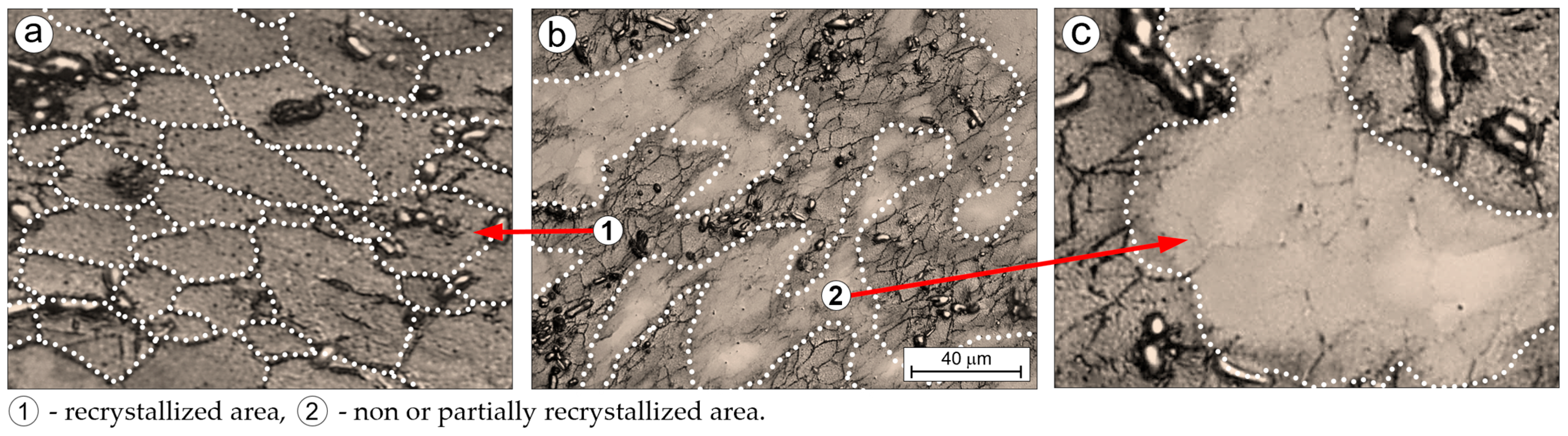
3.1. Alloy Characteristics
3.2. Alloys Properties
3.2.1. Mechanical Properties
3.2.2. Creep Resistance
3.2.3. Corrosion Resistance
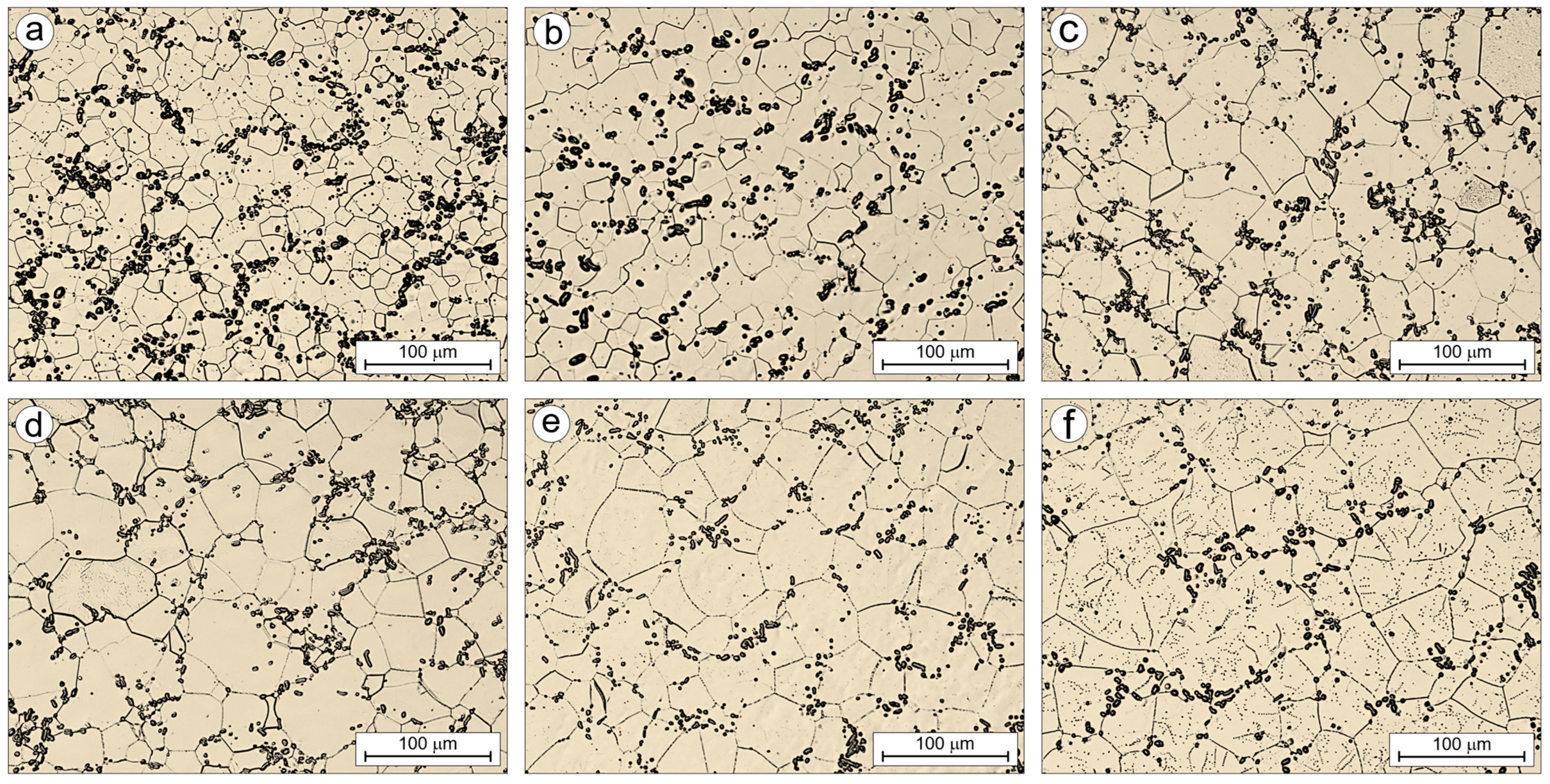
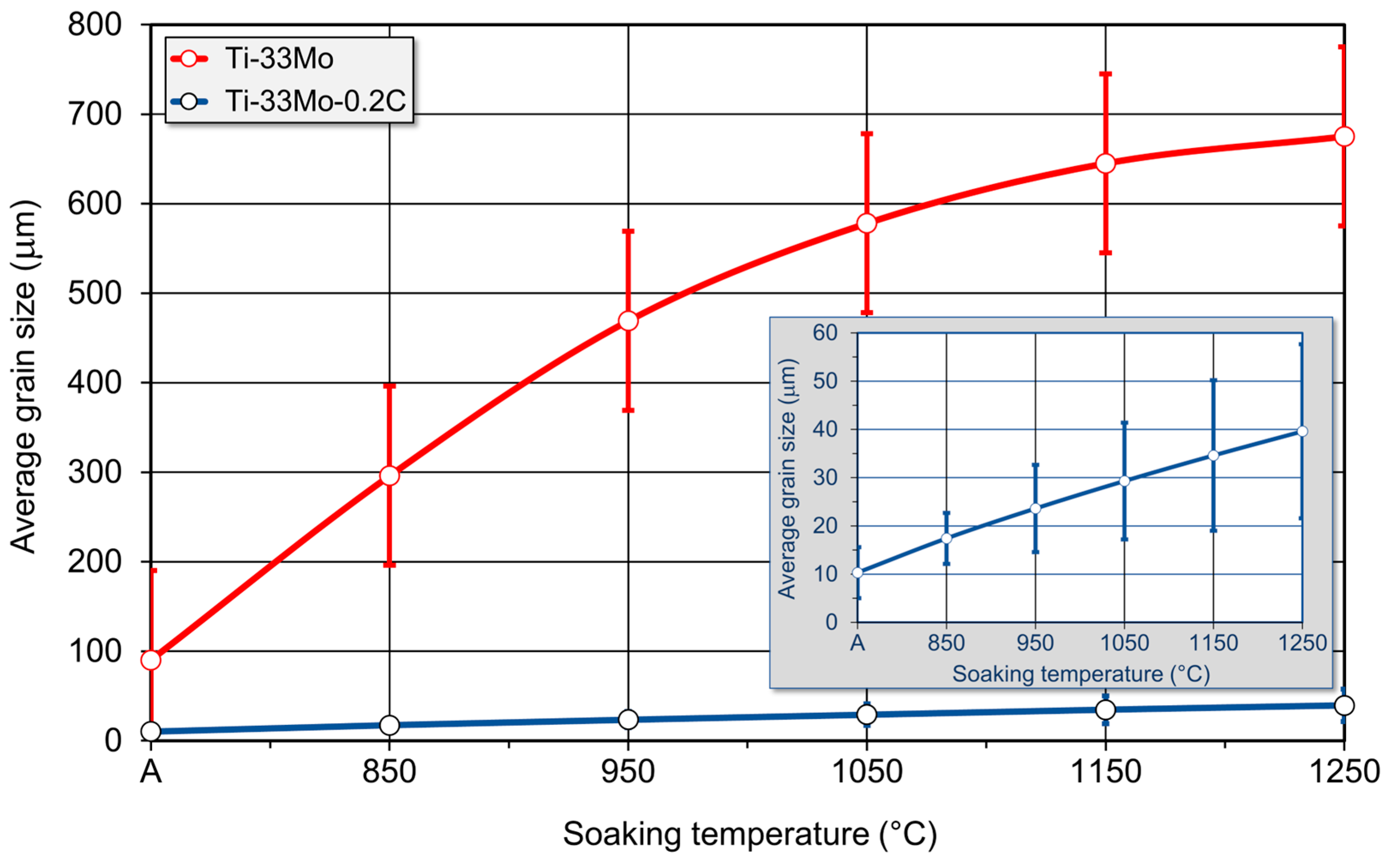
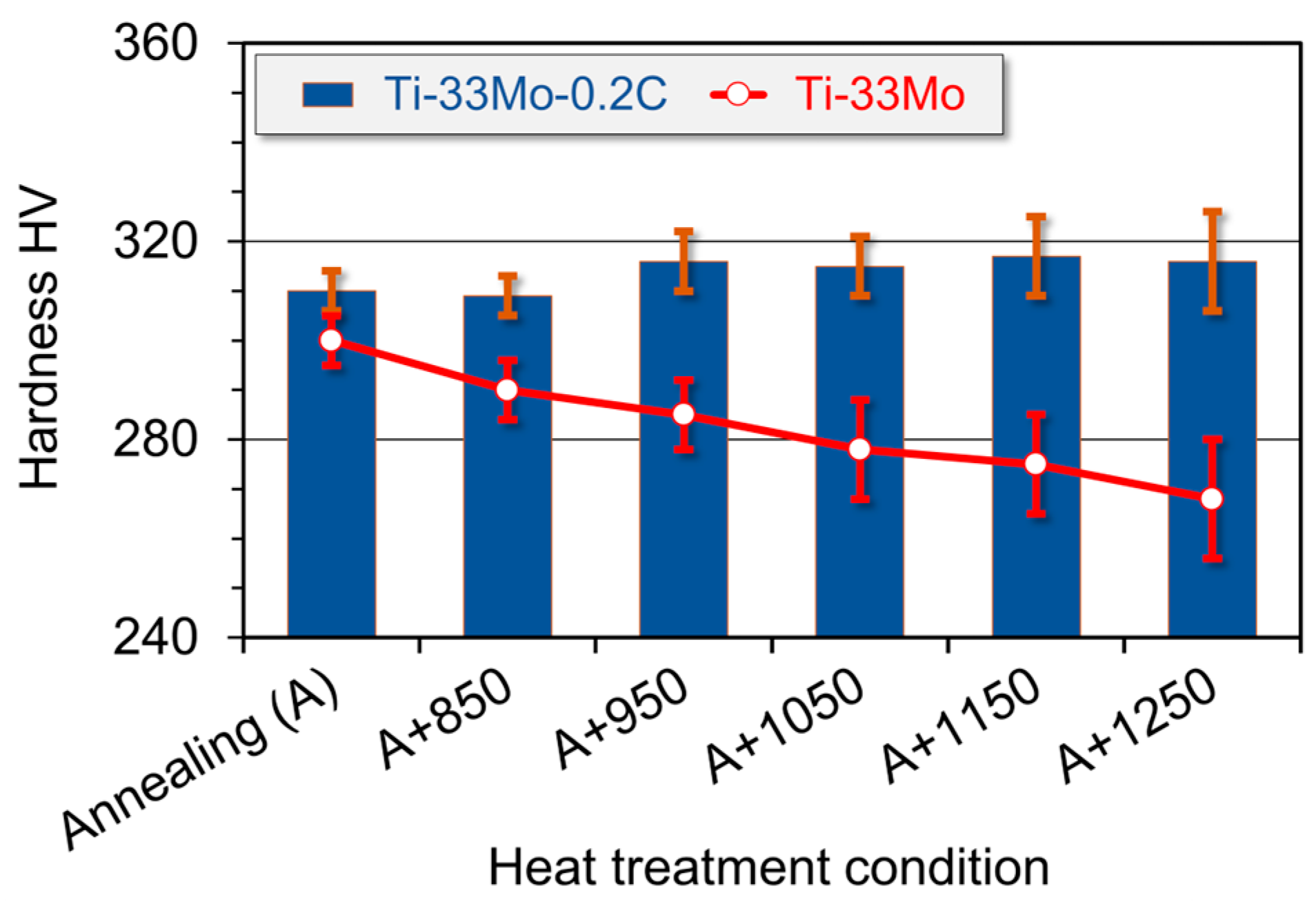
3.2.4. Structure Stability
4. Summary
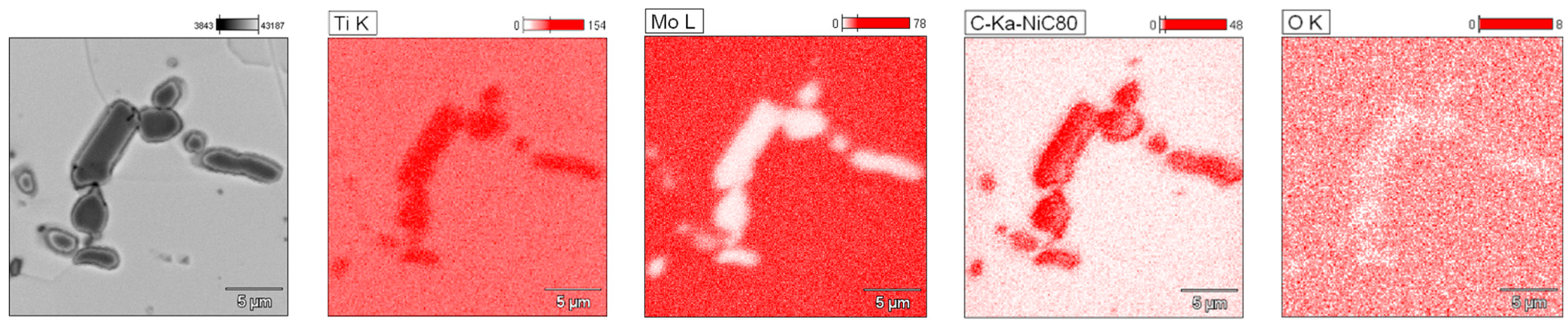
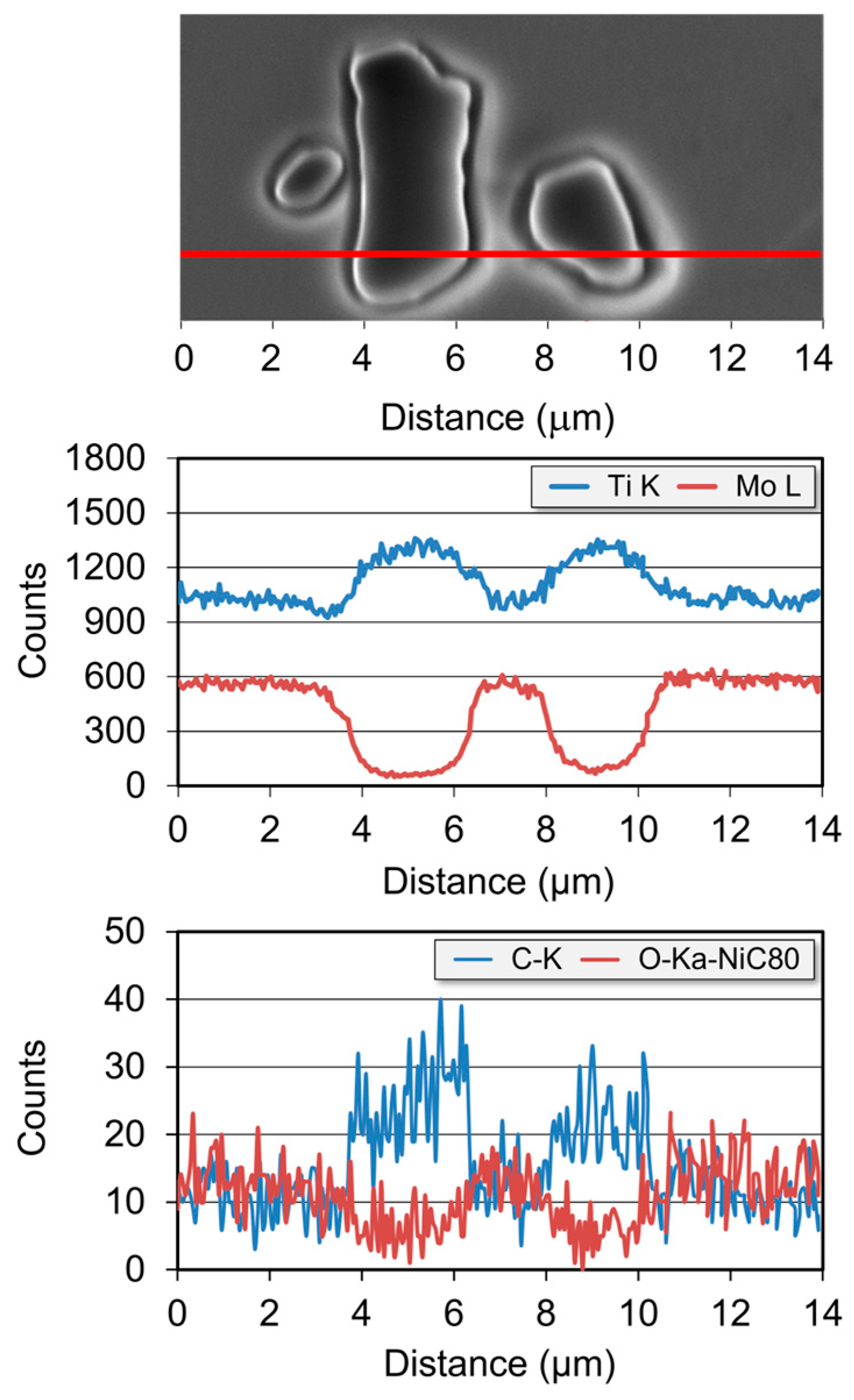
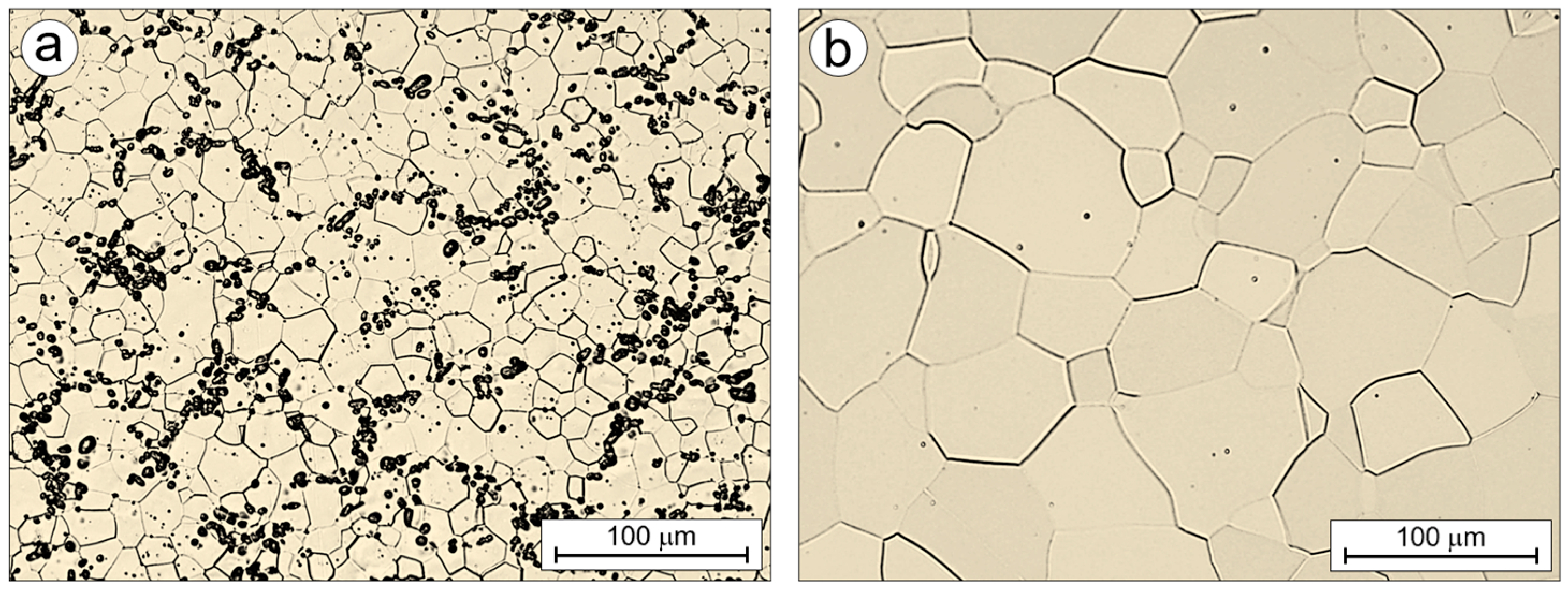
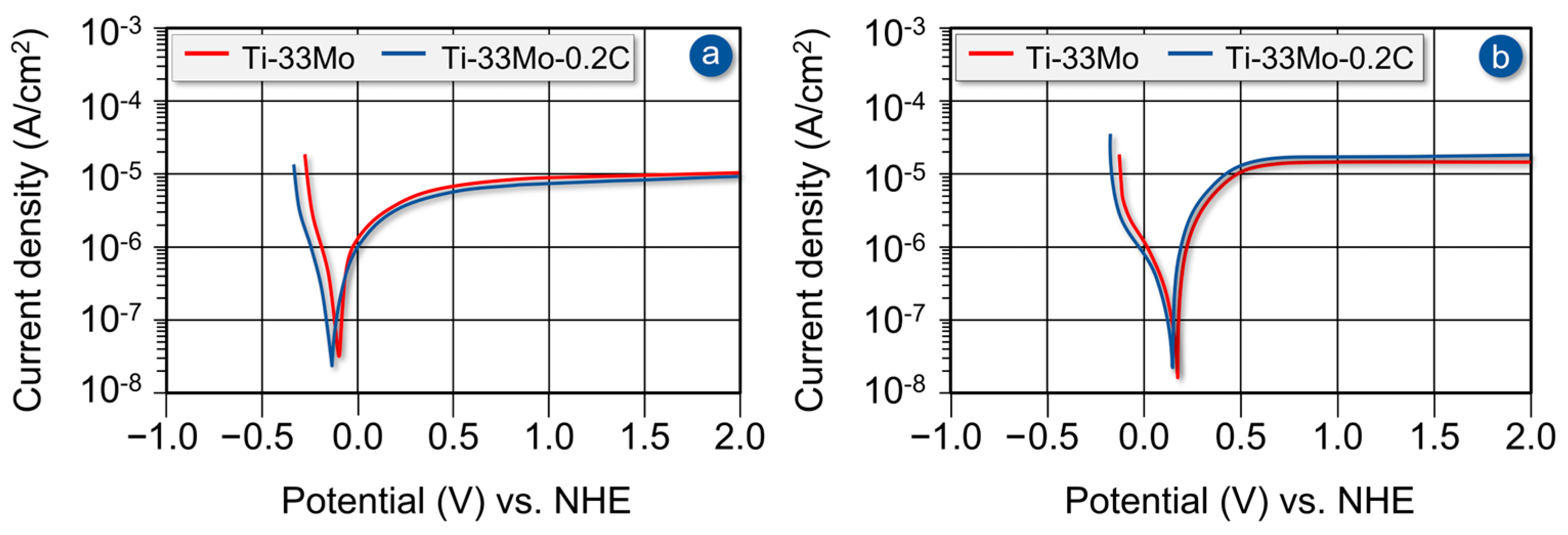
- The addition of 0.27 wt% carbon to the Ti-33Mo alloy, due to the limited solubility of carbon in the molybdenum-rich β-phase, results in the formation of predominantly non-stoichiometric titanium carbides TiCₓ, which are mostly located at grain boundaries. These carbides accelerate dynamic recrystallization and promote grain refinement during hot plastic deformation, inhibit grain growth during high-temperature heat treatments, and stabilize the microstructure by ″trapping″ oxygen from the immediate vicinity. This oxygen capture effectively prevents the precipitation of the α-phase at grain boundaries, which is known to significantly reduce ductility. Importantly, the addition of carbon does not impair the excellent corrosion resistance of the alloy in both oxidizing and non-oxidizing acidic environments, a critical property of this alloy system.
- The introduction of 0.27 wt% carbon into the Ti-33Mo alloy leads to a modest improvement in strength (UTS increased from 920 to 960 MPa, respectively, for the alloy without and with carbon), hardness (from 300 to 310 HV), and Young’s modulus (from 98 to 101 GPa), a more pronounced enhancement in ductility (EL increased from 15.4% to 16.8%), and, most significantly, an almost twofold increase in creep resistance as measured by the steady-state creep rate (from 9.66 × 10−5 to 4.55 × 10−5 s−1). The only adverse effect associated with carbon addition is a moderate reduction in impact toughness, as measured by impact energy (from 12.5 to 10.7 J, respectively, for the alloy without and with carbon); however, this decrease still falls within acceptable limits defined by current standards.
- Annealing the alloy at very high temperatures, where the solubility of carbon in the β-phase increases with temperature while the carbon content required for carbide formation decreases, activates the partial dissolution of large primary carbides. This process results in carbon diffusing into the matrix and enhances the binding of undissolved carbides to grain boundaries. Additionally, it promotes the precipitation of fine secondary carbides, primarily at subgrain boundaries. These microstructural changes lead to further improvements in the alloy’s mechanical properties and significantly increased creep resistance. These findings support the potential for the future application of more advanced high-temperature solution treatment combined with aging in carbon-containing alloys of this group, minimizing concern for excessive grain growth.
- Rather than limiting carbon content in β-phase-stabilized titanium alloys, as some have proposed, the findings presented here support maximizing the beneficial effects of carbon. Furthermore, there is potential for continued improvement in alloy performance through the incorporation of inexpensive and widely available carbon at concentrations only slightly exceeding current allowable limits. This strategy could extend the range of applications not only for high-performance, molybdenum-rich titanium alloys but also for other titanium alloys containing the β-phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Froes, F.H. Titanium: Physical Metallurgy, Processing, and Applications; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 14–34. [Google Scholar]
- Chen, Q.; Xu, Y.; Ma, A.; Zhang, L.; Zheng, Y. Study of the passivation and repassivation behavior of pure titanium in 3.5 wt% NaCl solution and 6 M HNO3 solution. Corros. Sci. 2023, 224, 111538. [Google Scholar] [CrossRef]
- Laboulais, J.N.; Mata, A.A.; Borrás, V.A.; Muñoz, A.I. Electrochemical characterization and passivation behaviour of new beta-titanium alloys (Ti35Nb10Ta-xFe). Electrochim. Acta 2017, 227, 410–418. [Google Scholar] [CrossRef]
- Taninouchi, Y.; Okabe, T.H. Trends of Technological Development of Platinum Group Metal Recycling: Solubilization and Physical Concentration Processes. Mater. Trans. 2023, 64, 627–637. [Google Scholar] [CrossRef]
- Wang, G.; Wang, H.; Liu, X. A Study of the Chemical Composition of the Passive Film on a Ti-Mo Alloy in HCl and H2SO4. J. Mater. Eng. Perform. 1997, 6, 199–202. [Google Scholar] [CrossRef]
- Balusamy, T.; Jamesh, M.; Kumar, S.; Sankara Narayanan, T.S.N. Corrosion resistant Ti alloy for sulphuric acid medium: Suitability of Ti–Mo alloys. Mater. Corros. 2011, 63, 803–806. [Google Scholar] [CrossRef]
- Sakaguchi, S.; Nakahara, K.; Hayashi, Y. Development of Sintered Ti-30mass % Mo Alloy and Its Corrosion Properties. Met. Mater. 1999, 5, 193–195. [Google Scholar] [CrossRef]
- Zhao, H.; Xie, L.; Xin, C.; Li, N.; Zhao, B.; Li, L. Effect of molybdenum content on corrosion resistance and corrosion behavior of Ti-Mo titanium alloy in hydrochloric acid. Mater. Today Commun. 2023, 34, 105032. [Google Scholar] [CrossRef]
- Bania, P.J. Beta Titanium Alloys and Their Role in the Titanium Industry. JOM 1994, 46, 16–19. [Google Scholar] [CrossRef]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandala, S.; Russo, P.; Shchetnikov, N.; Fanning, J.C. State of the Art in Beta Titanium Alloys for Airframe Applications. JOM 2015, 67, 1281–1303. [Google Scholar] [CrossRef]
- Sochacka, P.; Miklaszewski, A.; Jurczyk, M. The influence of Mo content on phase transformation in Ti-Mo alloys. Arch. Metall. Mater. 2017, 62, 2051–2056. [Google Scholar] [CrossRef]
- Kolli, R.P.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Wang, Q.; Dong, C.; Liaw, P.K. Structural Stabilities of β-Ti Alloys Studied Using a New Mo Equivalent Derived from [β/(α+β)] Phase-Boundary Slopes. Metall. Mater. Trans. A 2015, 46A, 3440–3447. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Javaheri, V.; Abbasi, S.M.; Komi, J. The effect of phase stability on the grain growth behavior of beta titanium alloys. Phys. B Condens. Matter. 2020, 593, 412315. [Google Scholar] [CrossRef]
- Finlay, W.L. Titanium Molybdenum Alloys. U.S. Patent 2,614,041, 14 October 1952. [Google Scholar]
- Anoshkin, N.F.; Oginskaya, E.I. Specifics of the Production Technology of Ingots and Semi-Finished Products of Corrosion Resistant 4201 Titanium Alloys; FSTC-HT-23-242-70; U.S. Army Foreign Science and Technology Center Technical Translate: Alexandria, VA, USA, 1970. [Google Scholar]
- Xu, Z.; Wang, H.; Tang, H.; Cheng, X.; Zhu, Y. Microstructure, microsegregation and mechanical properties of directed energy deposited Ti-32Mo titanium alloy. J. Mater. Sci. 2022, 57, 12540–12555. [Google Scholar] [CrossRef]
- Zhang, M.; Ma, B.; Xu, J.; Zhou, H.; Liu, Y.; Chen, Z.; Xu, Z.; Chen, J.; Ye, J. Corrosion behavior of C-22, Ti-0.2Pd and Ti-32Mo alloys in the aqueous solution of hydrochloric acid and sodium chlorate. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1040, 012007. [Google Scholar] [CrossRef]
- Shanghai Hite Special Alloy Co., Ltd. Information: Hite Metal Stock List. Available online: https://stocklist.hitealloy.com/details/tb7.html (accessed on 8 April 2025).
- Ho, W.F.; Ju, C.P.; Chern Lin, J.H. Structure and properties of cast binary Ti-Mo alloys. Biomater 1999, 20, 2115–2122. [Google Scholar] [CrossRef]
- Zhou, Y.-L.; Luo, D.-M. Microstructures and mechanical properties of Ti–Mo alloys cold-rolled and heat treated. Mater. Charact. 2011, 62, 931–937. [Google Scholar] [CrossRef]
- Yao, K.; Min, X.; Shi, S.; Tan, Y. Volatilization Behavior of β-Type Ti-Mo Alloy Manufactured by Electron Beam Melting. Metals 2018, 8, 206. [Google Scholar] [CrossRef]
- Moshokoa, N.; Raganya, L.; Obadele, B.A.; Machaka, R.; Makhatha, M.E. Microstructural and mechanical properties of Ti-Mo alloys designed by the cluster plus glue atom model for biomedical application. Int. J. Adv. Manuf. Technol. 2020, 111, 1237–1246. [Google Scholar] [CrossRef]
- Arensburger, D.S.; Pugin, V.S.; Fedorchenko, I.M. Sintered Titanium-Molybdenum Alloys. Poroshkovaya Metall. 1970, 4, 32–38. [Google Scholar] [CrossRef]
- Xua, J.L.; Tao, S.C.; Bao, L.Z.; Luo, J.M.; Zheng, Y.F. Effects of Mo contents on the microstructure, properties and cytocompatibility of the microwave sintered porous Ti-Mo alloys. Mater. Sci. Eng. C 2019, 97, 156–165. [Google Scholar] [CrossRef] [PubMed]
- Furuhara, T.; Makino, T.; Idei, Y.; Ishigaki, H.; Takada, A.; Maki, T. Morphology and Crystallography of α Precipitates in β Ti-Mo Binary Alloys. Mater. Trans. JIM 1998, 39, 31–39. [Google Scholar] [CrossRef]
- Lua, J.-W.; Zhao, Y.Q.; Geb, P.; Niu, H.-Z. Microstructure and beta grain growth behavior of Ti–Mo alloys solution treated. Mater. Charact. 2013, 84, 105–111. [Google Scholar] [CrossRef]
- Yumak, N.; Aslantas, K. A review on heat treatment efficiency in metastable β titanium alloys: The role of treatment process and parameters. J. Mater. Res. Technol. 2020, 9, 15360–15380. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, X.; Zhu, T.; Ye, F.; Wan, M.; Zhang, P.; Song, Y.; Huang, C.; Ma, R.; Ren, X.; et al. Mechanism of hydrogen-induced defects and cracking in Ti and Ti–Mo alloy. Int. J. Hydrogen Energy 2023, 48, 5801–5809. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys—An overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Murray, J.L. The Mo-Ti (Molybdenum-Titanium) System. Bull. Alloy Phase Diagr. 1981, 2, 185–192. [Google Scholar] [CrossRef]
- Barzilai, S.; Toher, C.; Curtarolo, S.; Levy, O. Molybdenum-titanium phase diagram evaluated from ab initio calculations. Phys. Rev. Mater. 2017, 1, 023604. [Google Scholar] [CrossRef]
- Collins, P.C.; Banerjee, R.; Banerjee, S.; Fraser, H.L. Laser deposition of compositionally graded titanium–vanadium and titanium–molybdenum alloys. Mater. Sci. Eng. A 2003, 352, 118–128. [Google Scholar] [CrossRef]
- Li, Y.G.; Blenkinsop, P.A.; Loretto, M.H.; Walker, N.A. Structure and stability of precipitates in 500 °C exposed Ti-25V-15Cr-xAl alloys. Acta Mater. 1998, 46, 5777–5794. [Google Scholar] [CrossRef]
- Li, G.; Li, D.; Liu, Y.; Wang, Q.; Guan, S.; Li, Q. Microstructure and Mechanical Properties of Ti-35V-15Cr-0.05C Nonburning Titanium Alloy. J. Mater. Sci. Technol. 1998, 14, 411–414. [Google Scholar]
- Li, Y.G.; Blenkinsop, P.A.; Loretto, M.H.; Rugg, D.; Voice, W. Effect of carbon and oxygen on microstructure and mechanical properties of Ti-25V-15Cr-2Al (wt%) alloys. Acta Mater. 1999, 47, 2889–2905. [Google Scholar] [CrossRef]
- Li, Y.G.; Loretto, M.H.; Rugg, D.; Voice, W. Effect of heat treatment and exposure on microstructure and mechanical properties of Ti-25V-15Cr-2Al-0.2C (wt%). Acta Mater. 2001, 49, 3011–3017. [Google Scholar] [CrossRef]
- Lei, L.-M.; Xuang, X.; Sun, F.-S.; Wu, X.-R.; Cao, C.-X.; Rugg, D.; Voice, W. Heat treatment process for improving ductility of Ti-25V-15Cr-2Al-0.2C alloy. Trans. Nonferrous Met. Soc. China 2003, 13, 1175–1180. [Google Scholar]
- Chen, Z.Q.; Li, Y.G.; Hu, D.; Loretto, M.H.; Wu, X. Role of alloying elements in microstructures of beta titanium alloys with carbon additions. Mater. Sci. Technol. 2003, 19, 1391–1398. [Google Scholar] [CrossRef]
- Sun, F.S.; Lavernia, E.J. Creep behavior of nonburning Ti-35V-15Cr-xC alloys. J. Mater. Eng. Perform. 2005, 14, 784–787. [Google Scholar] [CrossRef]
- Del Prado, J.; Song, X.; Hu, D.; Wu, X. The influence of oxygen and carbon-content on aging of Ti-15-3. J. Mater. Eng. Perform. 2005, 14, 728–734. [Google Scholar] [CrossRef]
- Soo, S.L.; Hood, R.; Lannette, M.; Aspinwall, D.K.; Voice, W.E. Creep feed grinding of burn-resistant titanium (BuRTi) using superabrasive wheels. Int. J. Adv. Manuf. Technol. 2011, 53, 1019–1026. [Google Scholar] [CrossRef]
- Alam, T.; Kami, P.; Cao, L.; Nag, S.; Bettles, C.; Wu, X.; Banerjee, R. On the Role of C Addition on α Precipitation in a β Titanium Alloy. Metall. Mater. Trans. A 2014, 45A, 1089–1095. [Google Scholar] [CrossRef]
- Banoth, R.; Sarkar, R.; Bhattacharjee, A.; Nandy, T.K.; Nageswara Rao, G.V.S. Effect of boron and carbon addition on microstructure and mechanical properties of metastable beta titanium alloys. Mater. Des. 2015, 67, 50–63. [Google Scholar] [CrossRef]
- Zhang, S.; Zeng, W.; Gao, X.; Zhou, D.; Lai, Y. Role of titanium carbides on microstructural evolution of Ti-35V-15Cr-0.3Si-0.1C alloy during hot working. J. Alloys Compd. 2016, 684, 201–210. [Google Scholar] [CrossRef]
- Kashapov, O.S.; Pavlova, T.V.; Kalashnikov, V.S.; Popov, I.P. Effect of Carbon Additives on the Mechanical Properties of a Titanium Near-α Alloy. Inorg. Mater. Appl. Res. 2020, 11, 1291–1298. [Google Scholar] [CrossRef]
- Szkliniarz, A.; Szkliniarz, W. Effect of carbon content on the microstructure and properties of Ti-6Al-4V alloy. Arch. Metall. Mater. 2020, 65, 1197–1204. [Google Scholar] [CrossRef]
- Szkliniarz, A.; Szkliniarz, W. Carbon in Commercially Pure Titanium. Materials 2023, 16, 711. [Google Scholar] [CrossRef]
- Szkliniarz, A.; Szkliniarz, W. Microstructure and Properties of Ti-5Al-2.5Sn Alloy with Higher Carbon Content. Coatings 2025, 15, 224. [Google Scholar] [CrossRef]
- Yan, M.; Qian, M.; Kong, C.; Dargusch, M.S. Impacts of trace carbon on the microstructure of as-sintered biomedical Ti-15Mo alloy and reassessment of the maximum carbon limit. Acta Biomater. 2014, 10, 1014–1023. [Google Scholar] [CrossRef]
- Zhao, D.; Ebel, T.; Yan, M.; Qian, M. Trace carbon in biomedical beta-titanium alloys: Recent progress. JOM 2015, 67, 2236–2243. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Qu, H.L.; Wang, M.M.; Wu, H.; Zhu, K.Y. Thermal stability and creep behavior of Ti–V–Cr burn-resistant alloys. J. Alloys Compd. 2006, 407, 118–124. [Google Scholar] [CrossRef]
- Mi, G.; Yao, K.; Bai, P.; Cheng, C.; Min, X. High Temperature Oxidation and Wear Behaviors of Ti–V–Cr Fireproof Titanium Alloy. Metals 2017, 7, 226. [Google Scholar] [CrossRef]
- Szkliniarz, A.; Michalik, R. Characteristics of corrosion resistance of Ti-C alloys. Solid State Phenom. 2012, 191, 235–242. [Google Scholar] [CrossRef]
- Rudy, E. The Phase Diagrams of the Systems Ti-Nb-C, Ti-Ta-C, and Ti-Mo-C. Air Force Materials Laboratory Technical Report: AFML-TR-69-117; Wright-Patterson AFB: Dayton, OH, USA, 1970. [Google Scholar]
- Shim, J.-H.; Oh, C.-S.; Lee, D.N. A Thermodynamic Evaluation of the Ti-Mo-C System. Metall. Mater. Trans. B 1996, 27B, 955–966. [Google Scholar] [CrossRef]
- Bandyopadhyay, D.; Haldar, B.; Sharma, R.C.; Chakraborti, N. The Ti-Mo-C (Titanium-Molybdenum-Carbon) System. J. Phase Equilibria 1999, 20, 332–336. [Google Scholar] [CrossRef]
- Gusev, A.I. Phase equilibria, phases and chemical compounds in the Ti–C system. Russ. Chem. Rev. 2002, 71, 439–463. [Google Scholar] [CrossRef]
- Frisk, K. A revised thermodynamic description of the Ti-C system. Calphad 2003, 27, 367–373. [Google Scholar] [CrossRef]
- Zhang, S.; Zeng, W.; Zhou, D.; Lai, Y.; Zhao, Q. The particle stimulated nucleation in Ti–35V–15Cr–0.3Si–0.1C alloy. Mater. Lett. 2016, 166, 317–320. [Google Scholar]
- Senkov, O.N.; Chakoumakos, B.C.; Jonas, J.J.; Froes, F.H. Effect of temperature and hydrogen concentration on the lattice parameter of beta titanium. Mater. Res. Bull. 2001, 36, 1431–1440. [Google Scholar] [CrossRef]
- Mhadhbia, M.; Drissb, M. Titanium Carbide: Synthesis, Properties and Applications. Brill. Eng. 2021, 2, 1–11. [Google Scholar] [CrossRef]
- Guo, Z.; Malinov, S.; Sha, W. Modelling beta transus temperature of titanium alloys using artificial neural network. Comput. Mat. Sci. 2005, 32, 1–12. [Google Scholar] [CrossRef]
- Mousavi, E.; Aboutalebi, M.R.; Seyedein, S.H.; Abbasi, S.M. Influence of carbon on the aging behaviour of Ti-13V-11Cr-3Al. Iran. J. Mater. Sci. Eng. 2014, 11, 40–47. [Google Scholar]
- ASTM B348/B348M-21; Standard Specification for Titanium and Titanium Alloy Bars and Billets. ASTM International: West Conshohocken, PA, USA, 2021.
- Xin, S.W.; Zhao, Y.Q.; Zeng, W.D.; Wu, H. Research on thermal stability of Ti40 alloy at 550 °C. Mater. Sci. Eng. A 2008, 477, 372–378. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Commercial Name | Year Introduced by Country |
|---|---|---|
| Ti-30Mo | 1952—USA | |
| Ti-40Mo | ||
| Ti-33Mo | 4201 | 1968—Russia |
| Ti-32Mo | TB7 | 1990—China |
| Alloy | Alloying Elements and Impurity Contents (wt%) | |||||
|---|---|---|---|---|---|---|
| Mo | C | O | N | H | Ti | |
| Ti-33Mo-0.2C | 33.10 | 0.27 | 0.18 | 0.03 | 0.01 | Balance |
| Ti-33Mo | 33.23 | 0.03 | 0.16 | 0.03 | 0.01 | |
| Processes | Grain Size and Stereological Parameters of Carbides after the Processes | ||||
|---|---|---|---|---|---|
| Average Grain Size (μm) | Area Fraction (%) | Mean Area (μm2) | Coefficient of Variation in Area (%) | Shape Factor | |
| Homogenization | 211.6 ± 67.5 | 7.15 | 26.47 ± 78.34 | 296.0 | 0.50 ± 0.44 |
| Hot rolling | 18.6 ± 13.2 | 6.82 | 4.00 ± 4.50 | 112.5 | 0.83 ± 0.17 |
| Annealing | 10.3 ± 5.3 | 6.95 | 5.98 ± 5.60 | 90.9 | 0.86 ± 0.13 |
| Parameter | Alloy | |
|---|---|---|
| Ti-33Mo | Ti-33Mo-0.2C | |
| aβ (nm) | 0.3230 | 0.3236 |
| aTiCx (nm) | - | 0.4316 |
| Calculated Tα→β (°C) | 590 | 623 |
| Alloy | UTS (MPa) | YS (MPa) | EL (%) | RA (%) | E (GPa) | HV | CVN (J) |
|---|---|---|---|---|---|---|---|
| Ti-33Mo(A) | 920 ± 10 | 902 ± 8 | 15.4 ± 0.8 | 35.2 ± 1.8 | 98 ± 2 | 300 ± 5 | 12.5 ± 1.2 |
| Ti-33Mo-0.2C(A) | 960 ± 12 | 944 ± 10 | 16.8 ± 0.8 | 39.0 ± 1.8 | 101 ± 2 | 310± 8 | 10.7 ± 1.0 |
| Increase/decrease | +4.3% | +4.7% | +9.1% | +13.6% | +3.1% | +3.3% | −14.4% |
| Ti-33Mo-0.2C (STA) * | 965 ± 10 | 945 ± 12 | 16.0 ± 0.9 | 38.7 ± 2.0 | 101 ± 2 | 315 ± 8 | 10.6 ± 1.2 |
| Ti-33Mo-0.2C (A+1250) * | 975 ± 10 | 963 ± 10 | 15.5 ± 0.8 | 38.2 ± 1.8 | 101 ± 2 | 325 ± 6 | 10.5 ± 1.1 |
| Alloy | Secondary Creep Condition | Secondary Creep Rate (h−1) | Tertiary Creep Condition | Time to Reaches the Strain of (h) | ||||
|---|---|---|---|---|---|---|---|---|
| 0.10% | 0.20% | 0.50% | 1.00% | 2.00% | ||||
| Ti-33Mo (A) | 21.5 h/0.32% | 9.66 × 10−5 | 66.0 h/0.75% | 2.2 | 8.3 | 40.1 | 88.0 | 142.5 |
| Ti-33Mo-0.2C (A) | 20.0 h/0.20% | 4.55 × 10−5 | 108.0 h/0.60% | 3.5 | 20.0 | 86.5 | 162.5 | - |
| Ti-33Mo-0.2C (A+1250) * | 20.0 h/0.15% | 3.30 × 10−5 | - | 9.5 | 38.5 | 128.5 | - | - |
| Medium | Alloy | Corrosion Potential (V) | Corrosion Current Density (A/cm2) | Passive Current Density (A/cm2) |
|---|---|---|---|---|
| 10% HCl | Ti-33Mo | −0.26 | 3.9 × 10−7 | 1.5 × 10−5 |
| Ti-33Mo-0.2C | −0.27 | 2.0 × 10−7 | 1.2 × 10−5 | |
| 40% HNO3 | Ti-33Mo | 0.18 | 3.0 × 10−7 | 8.1 × 10−6 |
| Ti-33Mo-0.2C | 0.16 | 2.6 × 10−7 | 9.0 × 10−6 |
| Processes | Grain size and Stereological Parameters of Carbides After Processes | ||||
|---|---|---|---|---|---|
| Average Grain Size (μm) | Area Fraction (%) | Mean Area (μm2) | Coefficient of Variation in Area (%) | Shape Factor | |
| Annealing (A) | 10.3 ± 5.3 | 6.95 | 5.98 ± 5.60 | 90.9 | 0.86 ± 0.13 |
| A+850 | 17.4 ± 5.3 | 6.84 | 5.52 ± 5.10 | 92.4 | 0.88 ± 0.13 |
| A+950 | 23.6 ± 9.1 | 6.75 | 5.16 ± 4.69 | 93.6 | 0.90 ± 0.12 |
| A+1050 | 29.3 ± 12.1 | 6.12 | 4.62 ± 5.05 | 109.3 | 0.90 ± 0.13 |
| A+1150 | 34.6 ± 15.6 | 5.55 | 3.12 ± 4.85 | 155.4 | 0.90 ± 0.12 |
| A+1250 | 39.6 ± 18.1 | 4.70 | 1.68 ± 3.98 | 236.9 | 0.96 ± 0.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szkliniarz, W.; Szkliniarz, A. The Role of Titanium Carbides in Forming the Microstructure and Properties of Ti-33Mo-0.2C Alloy. Coatings 2025, 15, 546. https://doi.org/10.3390/coatings15050546
Szkliniarz W, Szkliniarz A. The Role of Titanium Carbides in Forming the Microstructure and Properties of Ti-33Mo-0.2C Alloy. Coatings. 2025; 15(5):546. https://doi.org/10.3390/coatings15050546
Chicago/Turabian StyleSzkliniarz, Wojciech, and Agnieszka Szkliniarz. 2025. "The Role of Titanium Carbides in Forming the Microstructure and Properties of Ti-33Mo-0.2C Alloy" Coatings 15, no. 5: 546. https://doi.org/10.3390/coatings15050546
APA StyleSzkliniarz, W., & Szkliniarz, A. (2025). The Role of Titanium Carbides in Forming the Microstructure and Properties of Ti-33Mo-0.2C Alloy. Coatings, 15(5), 546. https://doi.org/10.3390/coatings15050546