
Vertical Graphene Growth on AlCu4Mg Alloy by PECVD Technique



Abstract
:1. Introduction
Literature Review
2. Experimental
2.1. Preparation of Vertical Graphene
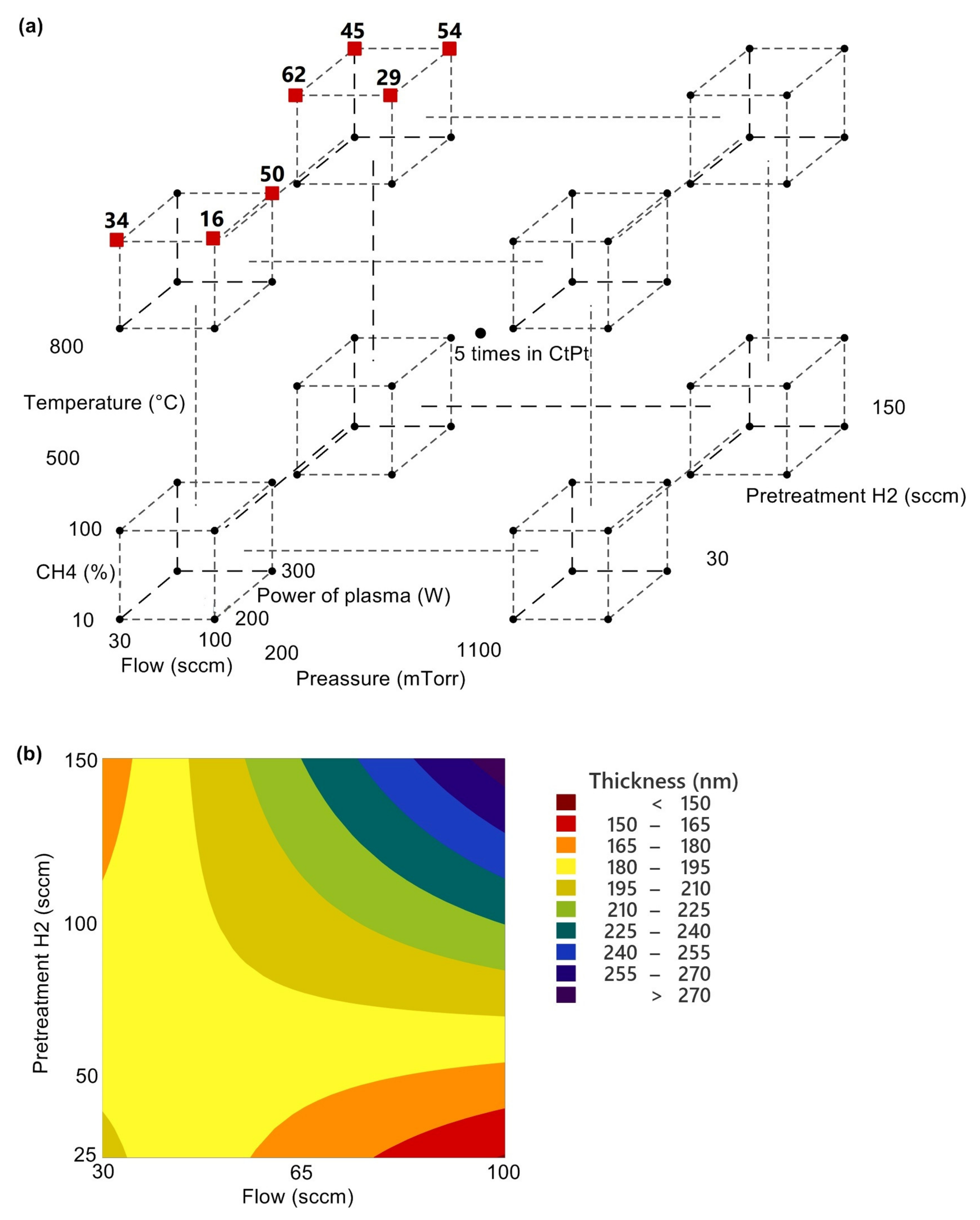
2.2. Performed Design of Experiment
2.3. Experimental Methods
3. Results and Discussion
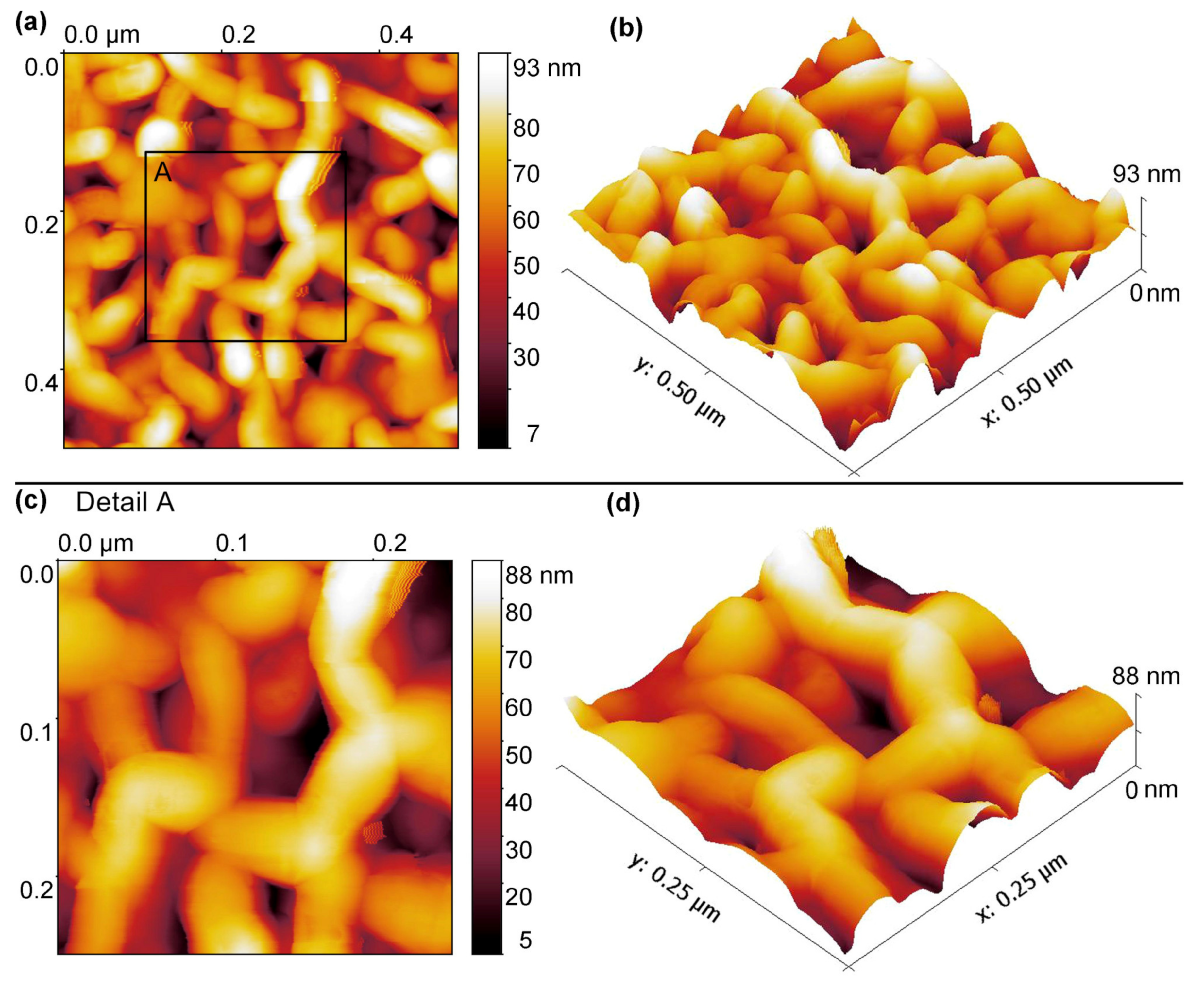
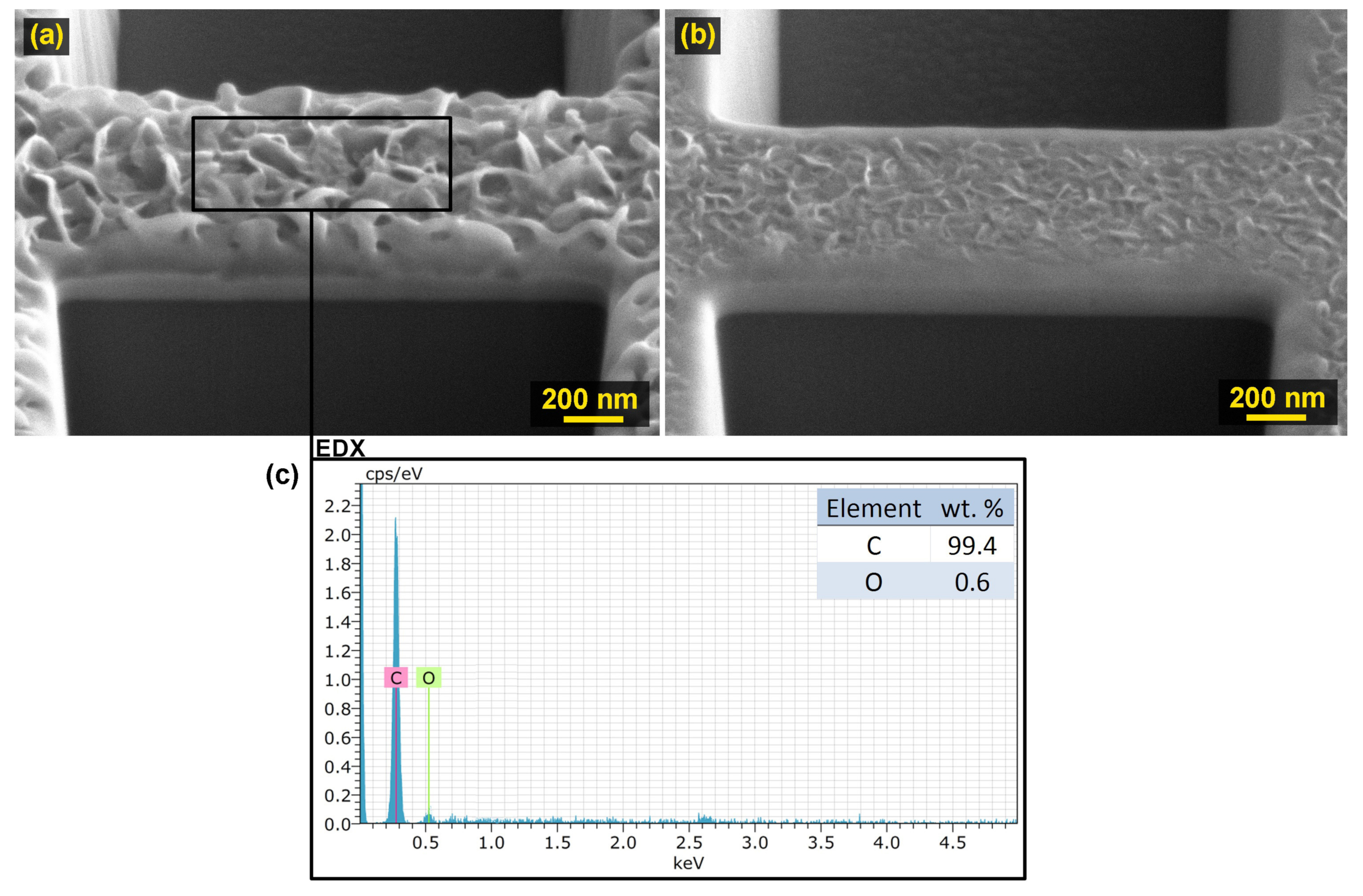
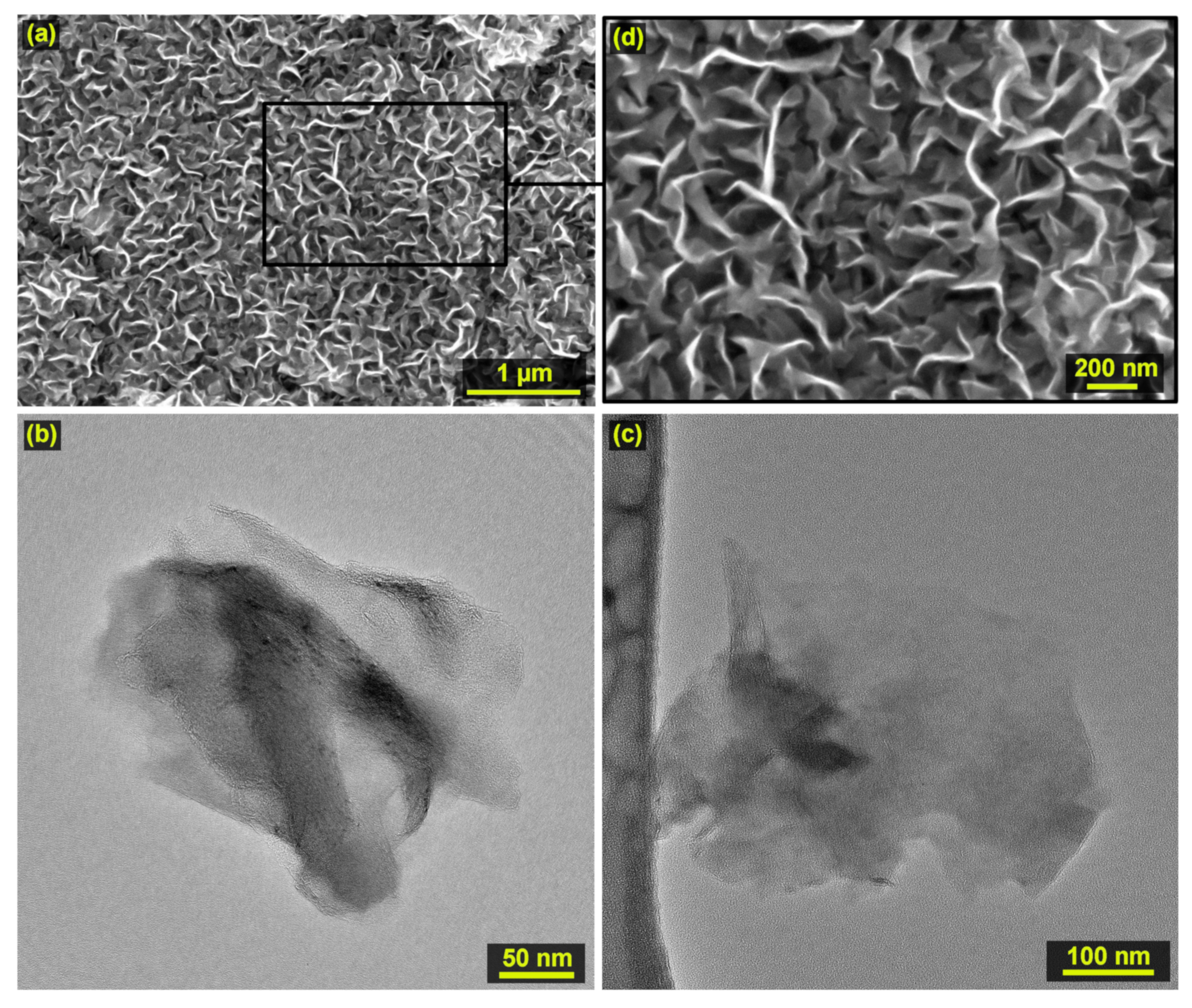
3.1. The Characterization of Vertical Graphene
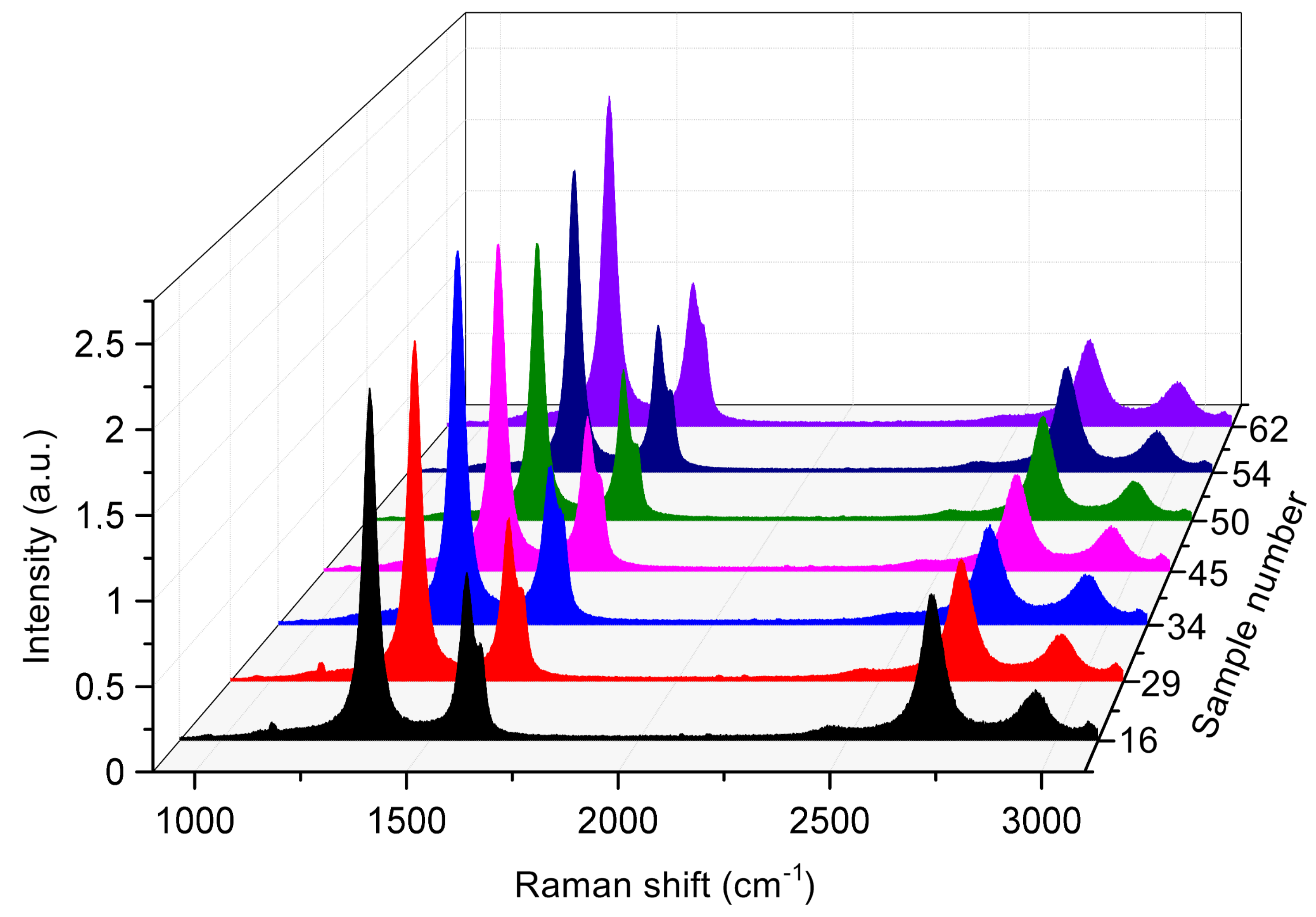
3.2. Raman Spectroscopy
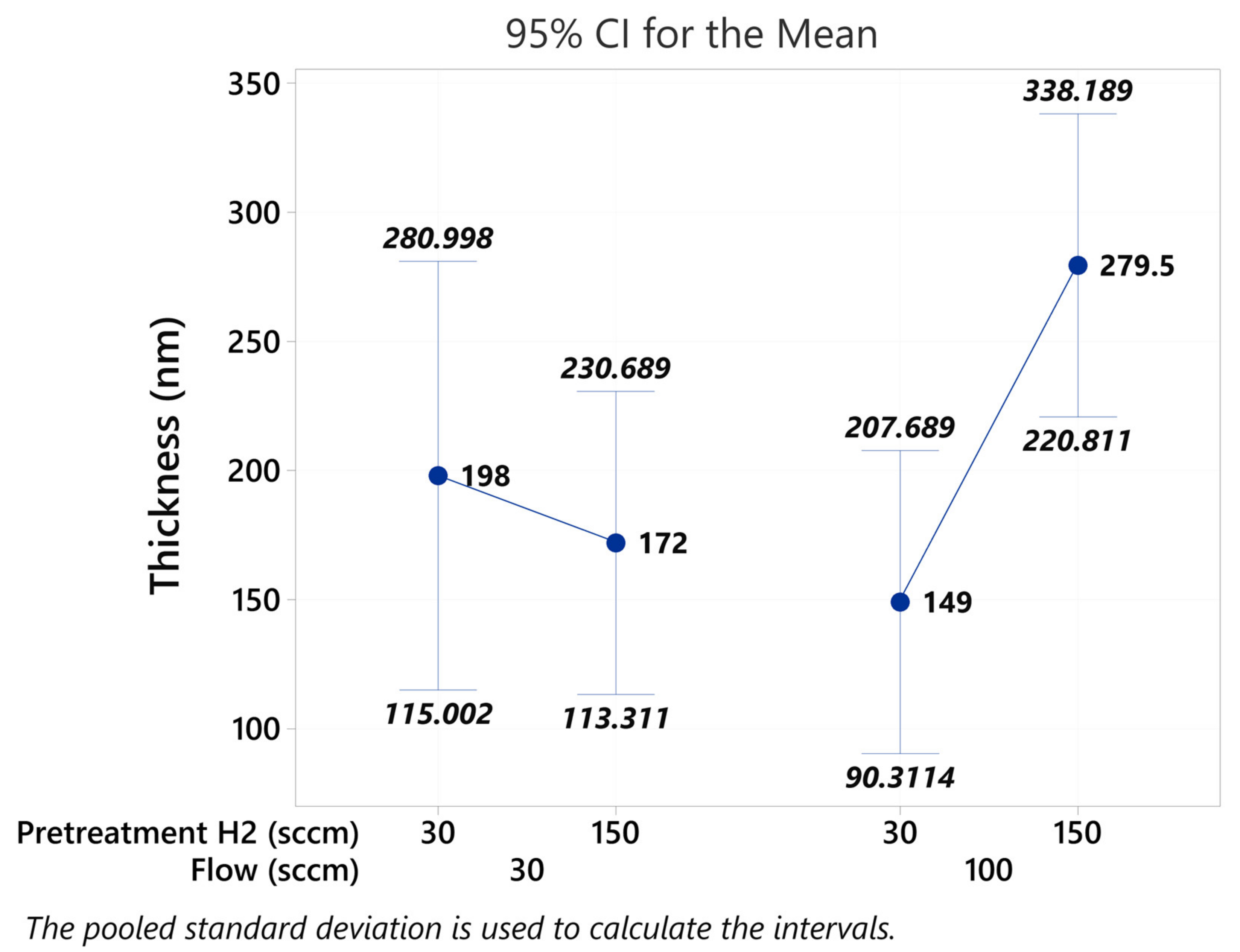
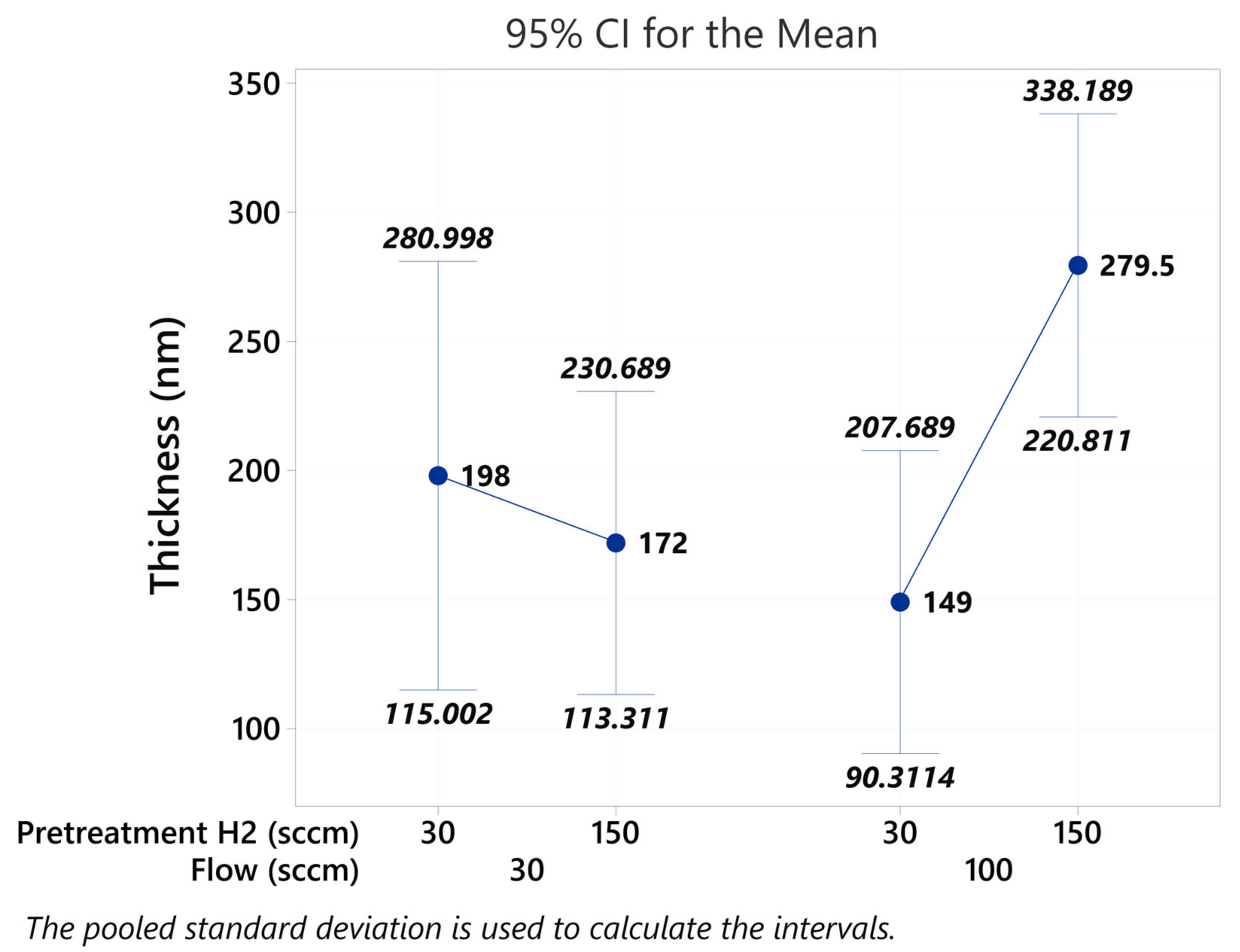
3.3. Statistical Evaluation of Graphene Growth
0.01863 Flow (sccm) × Pretreatment H2 (sccm)
4. Conclusions
- After performing the design of the experiment, it was found that the growth of vertical graphene occurred in only 7 cases, always when setting the parameter Temperature to 800 °C, Pressure to 200 mTorr and CH4 to 100%, while the other three parameters Flow, Plasma power, and Annealing in H2 were different,
- The highest thickness of 310 nm was reached for Sample 54 (Flow 100 sccm, Plasma power 300 W, and Annealing in H2 150 sccm) and, conversely, the lowest thickness for Sample 50 (Flow 100 sccm, Plasma power 300 W and Annealing in H2 30 sccm) and only 146 nm,
- Imaging of deposited vertical graphene was performed using AFM, SEM, and TEM,
- Raman spectroscopy showed the deposition of vertical graphene in all 7 cases of its growth and in the Raman spectrum, in addition to standard graphene peaks (G, 2D), several additional ones were discovered, which were D, D + D′, and D + D″ and also D′, D″,
- A comparison of the data for the different values of the Power parameter shows that a higher value of the plasma power reduces the 2D/G ratio, which is related to the higher energy of the system during deposition,
- A regression model was created describing about 90% of the variability of the monitored graphene thicknesses, while only the Flow (sccm) interaction is statistically significant × Pretreatment H2 (sccm).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johnson, L.; Meany, J.E. Graphene: The Superstrong, Superthin, and Superversatile Material That Will Revolutionize the World; Prometheus Books: Buffalo, NY, USA, 2018; ISBN 9781633883260. [Google Scholar]
- Chen, J.H.; Jang, C.; Xiao, S.; Ishigami, M.; Fuhrer, M.S. Intrinsic and extrinsic performance limits of graphene devices on SiO2. Nat. Nanotechnol. 2008, 3, 206–209. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Kysar, J.W.; Hone, J. Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 2008, 321, 385–388. [Google Scholar] [CrossRef] [PubMed]
- Van Lier, G.; Van Alsenoy, C.; Van Doren, V.; Geerlings, P. Ab initio study of the elastic properties of single-walled carbon nanotubes and graphene. Chem. Phys. Lett. 2000, 326, 181–185. [Google Scholar] [CrossRef]
- Chen, J.; Bo, Z.; Lu, G. Vertically-Oriented Graphene; Springer International Publishing: Cham, Switzerland, 2015; ISBN 978-3-319-15302-5. [Google Scholar]
- Tiwari, A. (Ed.) Graphene Bioelectronics; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-0-12-813349-1. [Google Scholar]
- Yerlanuly, Y.; Christy, D.; Van Nong, N.; Kondo, H.; Alpysbayeva, B.; Nemkayeva, R.; Kadyr, M.; Ramazanov, T.; Gabdullin, M.; Batryshev, D.; et al. Synthesis of carbon nanowalls on the surface of nanoporous alumina membranes by RI-PECVD method. Appl. Surf. Sci. 2020, 523, 146533. [Google Scholar] [CrossRef]
- Davami, K.; Jiang, Y.; Cortes, J.; Lin, C.; Shaygan, M.; Turner, K.T.; Bargatin, I. Tuning the mechanical properties of vertical graphene sheets through atomic layer deposition. Nanotechnology 2016, 27, 155701. [Google Scholar] [CrossRef]
- Hussain, S.; Kovacevic, E.; Berndt, J.; Santhosh, N.M.; Pattyn, C.; Dias, A.; Cvelbar, U. Low-temperature low-power PECVD synthesis of vertically aligned graphene. Nanotechnology 2020, 31, 395604. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Wang, C.; Yang, H.; Wang, X.; Cao, F.; Wu, Q.; Peng, H. Vertical graphene nanosheetsmodified Al current collectors for high-performance sodium-ion batteries. Nano Res. 2020, 13, 1948–1954. [Google Scholar] [CrossRef]
- Premathilake, D.; Outlaw, R.A.; Parler, S.G.; Butler, S.M.; Miller, J.R. Electric double layer capacitors for ac filtering made from vertically oriented graphene nanosheets on aluminum. Carbon 2017, 111, 231–237. [Google Scholar] [CrossRef]
- Li, W.; Islam, N.; Ren, G.; Li, S.; Fan, Z. AC-filtering supercapacitors based on edge oriented vertical graphene and cross-linked carbon nanofiber. Materials 2019, 12, 604. [Google Scholar] [CrossRef] [Green Version]
- Kumar, M.; Khanna, S.; Gupta, N.; Gupta, R.; Sharma, S.C. Numerical simulation and parametric study of carbon deposition during graphene growth in PECVD system. IEEE Trans. Nanotechnol. 2019, 18, 401–411. [Google Scholar] [CrossRef]
- Hu, Z.; Li, Z.; Xia, Z.; Jiang, T.; Wang, G.; Sun, J.; Sun, P.; Yan, C.; Zhang, L. PECVD-derived graphene nanowall/lithium composite anodes towards highly stable lithium metal batteries. Energy Storage Mater. 2019, 22, 29–39. [Google Scholar] [CrossRef]
- Yeh, N.C.; Hsu, C.C.; Bagley, J.; Tseng, W.S. Single-step growth of graphene and graphene-based nanostructures by plasma-enhanced chemical vapor deposition. Nanotechnology 2019, 30, 162001. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schmidt, S.; Greczynski, G.; Goyenola, C.; Gueorguiev, G.K.; Czigány, Z.; Jensen, J.; Ivanov, I.G.; Hultman, L. CFx thin solid films deposited by high power impulse magnetron sputtering: Synthesis and characterization. Surf. Coat. Technol. 2011, 206, 646–653. [Google Scholar] [CrossRef] [Green Version]
- Gueorguiev, G.K.; Goyenola, C.; Schmidt, S.; Hultman, L. CFx: A first-principles study of structural patterns arising during synthetic growth. Chem. Phys. Lett. 2011, 516, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Högberg, H.; Lai, C.C.; Broitman, E.; Ivanov, I.G.; Goyenola, C.; Näslund, L.Å.; Schmidt, S.; Hultman, L.; Rosen, J.; Gueorguiev, G.K. Reactive sputtering of CSx thin solid films using CS2 as precursor. Vacuum 2020, 182, 109775. [Google Scholar] [CrossRef]
- Zhao, J.; Shaygan, M.; Eckert, J.; Meyyappan, M.; Rümmeli, M.H. A growth mechanism for free-standing vertical graphene. Nano Lett. 2014, 14, 3064–3071. [Google Scholar] [CrossRef] [PubMed]
- Chugh, S.; Mehta, R.; Lu, N.; Dios, F.D.; Kim, M.J.; Chen, Z. Comparison of graphene growth on arbitrary non-catalytic substrates using low-temperature PECVD. Carbon 2015, 93, 393–399. [Google Scholar] [CrossRef]
- Bo, Z.; Yang, Y.; Chen, J.; Yu, K.; Yan, J.; Cen, K. Plasma-enhanced chemical vapor deposition synthesis of vertically oriented graphene nanosheets. Nanoscale 2013, 5, 5180–5204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mouralova, K.; Zahradnicek, R.; Bednar, J. Study of vertical graphene growth on silver substrate based on design of experiment. Diam. Relat. Mater. 2019, 97, 107439. [Google Scholar] [CrossRef]
- Qi, Y.; Deng, B.; Guo, X.; Chen, S.; Gao, J.; Li, T.; Dou, Z.; Ci, H.; Sun, J.; Chen, Z.; et al. Switching vertical to horizontal graphene growth using faraday cage-assisted PECVD approach for high-performance transparent heating device. Adv. Mater. 2018, 30, 1704839. [Google Scholar] [CrossRef] [PubMed]
- Shokrieh, M.M.; Hosseinkhani, M.R.; Naimi-Jamal, M.R.; Tourani, H.J.P.T. Nanoindentation and nanoscratch investigations on graphene-based nanocomposites. Polym. Test. 2013, 32, 45–51. [Google Scholar] [CrossRef]
- Zhang, L.X.; Sun, Z.; Qi, J.L.; Shi, J.M.; Hao, T.D.; Feng, J.C. Understanding the growth mechanism of vertically aligned graphene and control of its wettability. Carbon 2016, 103, 339–345. [Google Scholar] [CrossRef]
- Ma, Y.; Jang, H.; Kim, S.J.; Pang, C.; Chae, H. Copper-assisted direct growth of vertical graphene nanosheets on glass substrates by low-temperature plasma-enhanced chemical vapour deposition process. Nanoscale Res. Lett. 2015, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Sha, Z.; Han, Z.; Wu, S.; Zhang, F.; Islam, M.S.; Brown, S.A.; Wang, C.H. Low-temperature plasma assisted growth of vertical graphene for enhancing carbon fibre/epoxy interfacial strength. Compos. Sci. Technol. 2019, 184, 107867. [Google Scholar] [CrossRef]
- Xie, D.; Xia, X.; Zhong, Y.; Wang, Y.; Wang, D.; Wang, X.; Tu, J. Exploring advanced sandwiched arrays by vertical graphene and N-doped carbon for enhanced sodium storage. Adv. Energy Mater. 2017, 7, 1601804. [Google Scholar] [CrossRef]
- Yao, Z.; Xia, X.; Zhong, Y.; Wang, Y.; Zhang, B.; Xie, D.; Wang, X.; Tu, J.; Huang, Y. Hybrid vertical graphene/lithium titanate–CNTs arrays for lithium-ion storage with extraordinary performance. J. Mater. Chem. A 2017, 5, 8916–8921. [Google Scholar] [CrossRef]
- Xia, X.; Deng, S.; Xie, D.; Wang, Y.; Feng, S.; Wu, J.; Tu, J. Boosting sodium ion storage by anchoring MoO2 on vertical graphene arrays. J. Mater. Chem. A 2018, 6, 15546–15552. [Google Scholar] [CrossRef]
- Sandoz-Rosado, E.; Page, W.; O’Brien, D.; Przepioski, J.; Mo, D.; Wang, B.; Ngo-Duc, T.T.; Gacusan, J.; Winter, M.W.; Meyyappan, M.; et al. Vertical graphene by plasma-enhanced chemical vapor deposition: Correlation of plasma conditions and growth characteristics. J. Mater. Res. 2014, 29, 417–425. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley&Sons Inc.: Hoboken, NJ, USA, 2017; ISBN 9781119113478. [Google Scholar]
- Li, D.; Wang, H.; Wang, X. Effect of microstructure on the modulus of PAN-based carbon fibers during high temperature treatment and hot stretching graphitization. J. Mater. Sci. 2007, 42, 4642–4649. [Google Scholar] [CrossRef]
- Şimşek, B. TOPSIS based Taguchi design optimization for CVD growth of graphene using different carbon sources: Graphene thickness, defectiveness and homogeneity. Chin. J. Chem. Eng. 2019, 27, 685–694. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Flow (sccm) | Plasma Power (W) | AnnealinginH2 (sccm) | Temperature (°C) | CH4 (%) | Pressure (mTorr) | Thickness (nm) |
|---|---|---|---|---|---|---|---|
| 16 | 100 | 200 | 30 | 800 | 100 | 200 | 152 |
| 29 | 100 | 200 | 150 | 800 | 100 | 200 | 249 |
| 34 | 30 | 200 | 30 | 800 | 100 | 200 | 198 |
| 45 | 30 | 300 | 150 | 800 | 100 | 200 | 163 |
| 50 | 100 | 300 | 30 | 800 | 100 | 200 | 146 |
| 54 | 100 | 300 | 150 | 800 | 100 | 200 | 310 |
| 62 | 30 | 200 | 150 | 800 | 100 | 200 | 181 |
| Sample Number | 2D/G | D/G |
|---|---|---|
| 16 | 0.874722 | 2.092911 |
| 29 | 0.746302 | 2.076457 |
| 34 | 0.631852 | 2.342962 |
| 45 | 0.627815 | 2.103282 |
| 50 | 0.691447 | 1.832055 |
| 54 | 0.718845 | 2.038826 |
| 62 | 0.609512 | 2.29333 |
| Source | p-Value | Contribution of Model Variability |
|---|---|---|
| Constant | 0.015 | - |
| Flow (sccm) | 0.118 | 9.01% |
| Pretreatment H2 (sccm) | 0.142 | 35.81% |
| Flow (sccm) ×Pretreatment H2 (sccm) | 0.032 | 45.66% |
| Error | 9.51% | |
| Total | 100.00% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polzer, A.; Sedlak, J.; Sedlacek, J.; Benes, L.; Mouralova, K. Vertical Graphene Growth on AlCu4Mg Alloy by PECVD Technique. Coatings 2021, 11, 1108. https://doi.org/10.3390/coatings11091108
Polzer A, Sedlak J, Sedlacek J, Benes L, Mouralova K. Vertical Graphene Growth on AlCu4Mg Alloy by PECVD Technique. Coatings. 2021; 11(9):1108. https://doi.org/10.3390/coatings11091108
Chicago/Turabian StylePolzer, Ales, Josef Sedlak, Jan Sedlacek, Libor Benes, and Katerina Mouralova. 2021. "Vertical Graphene Growth on AlCu4Mg Alloy by PECVD Technique" Coatings 11, no. 9: 1108. https://doi.org/10.3390/coatings11091108
APA StylePolzer, A., Sedlak, J., Sedlacek, J., Benes, L., & Mouralova, K. (2021). Vertical Graphene Growth on AlCu4Mg Alloy by PECVD Technique. Coatings, 11(9), 1108. https://doi.org/10.3390/coatings11091108