
Coffee Wastes as Sustainable Flame Retardants for Polymer Materials

 ,
,  ,
,  ,
,  and
and 
Abstract
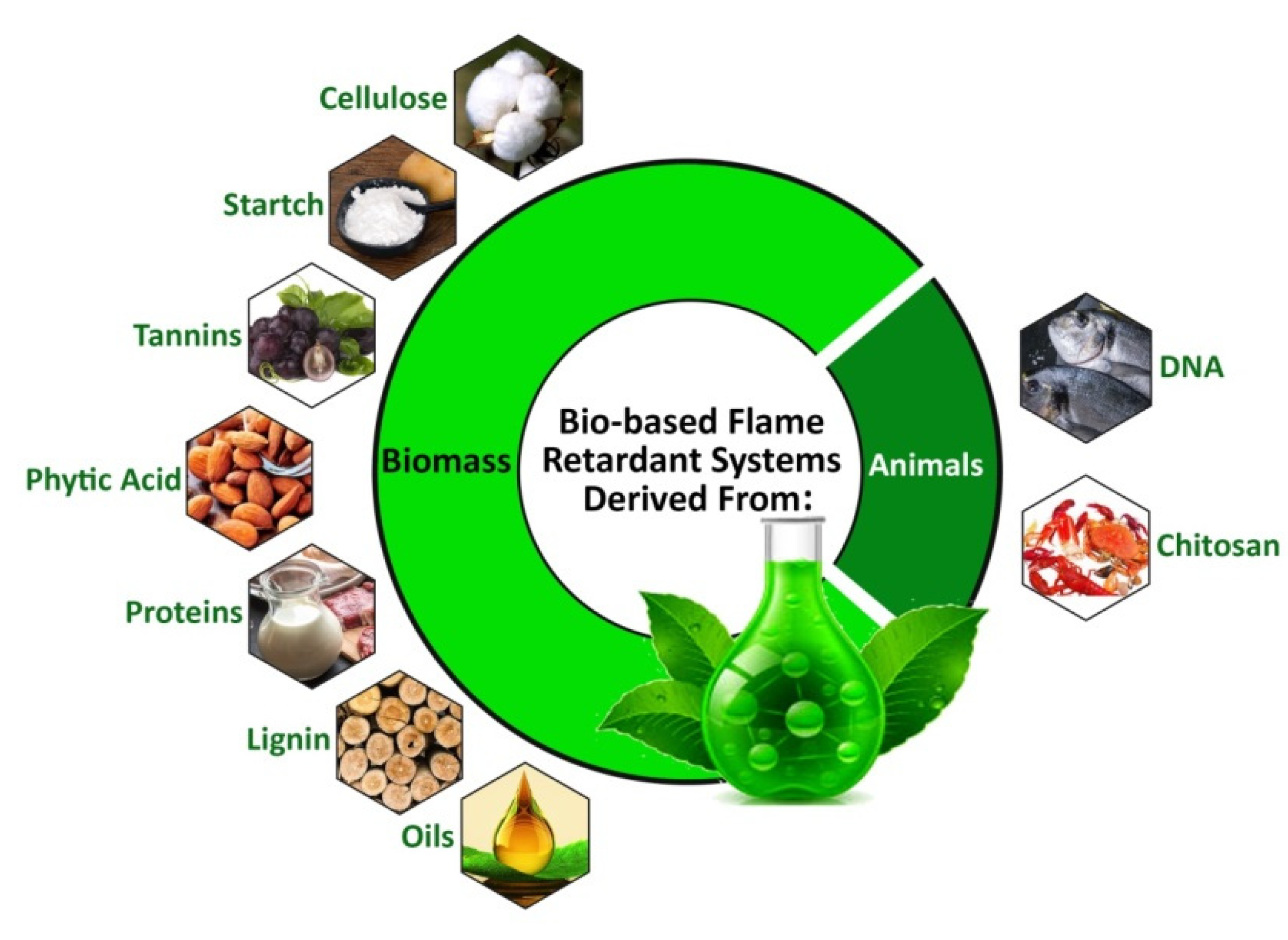
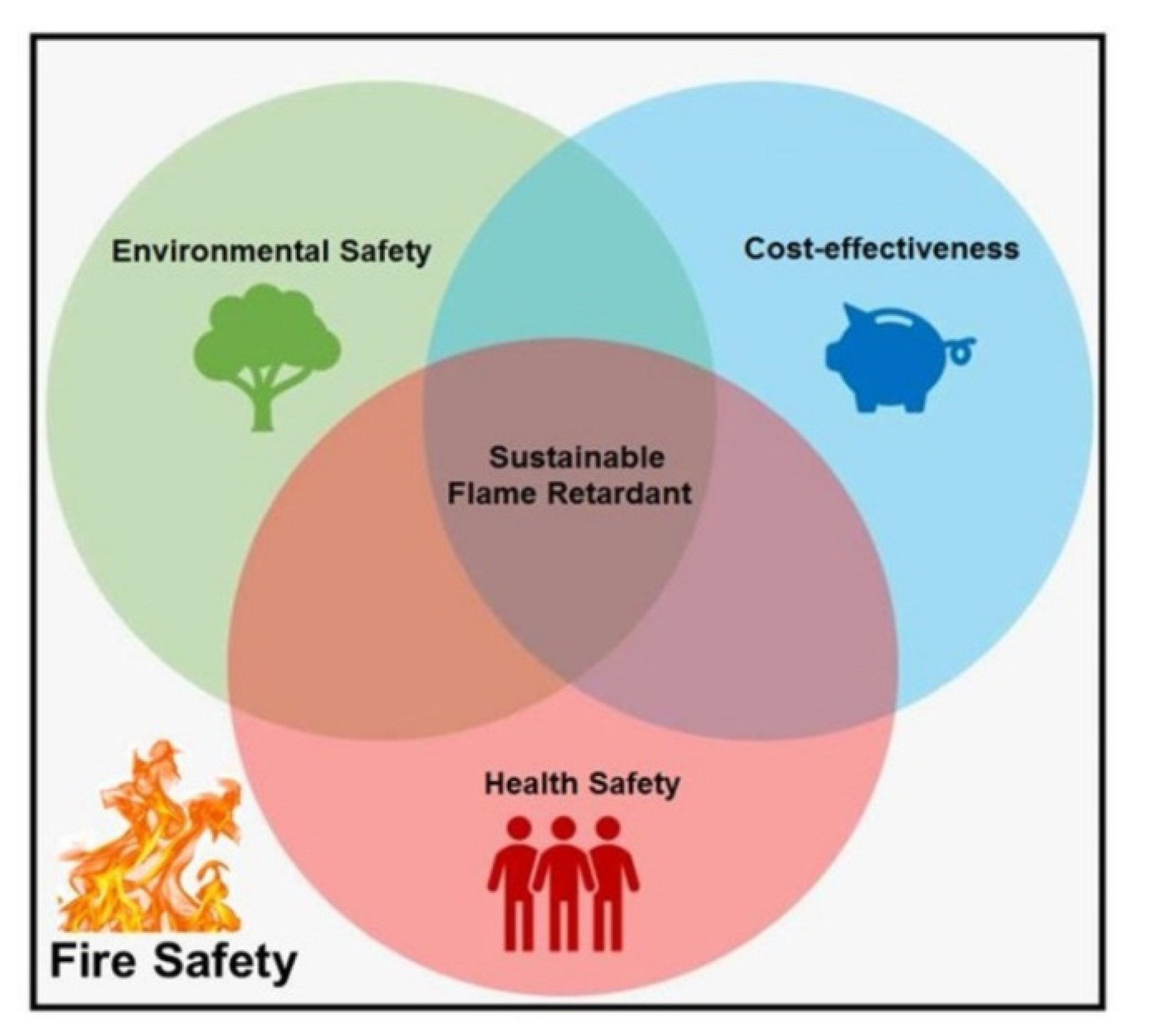
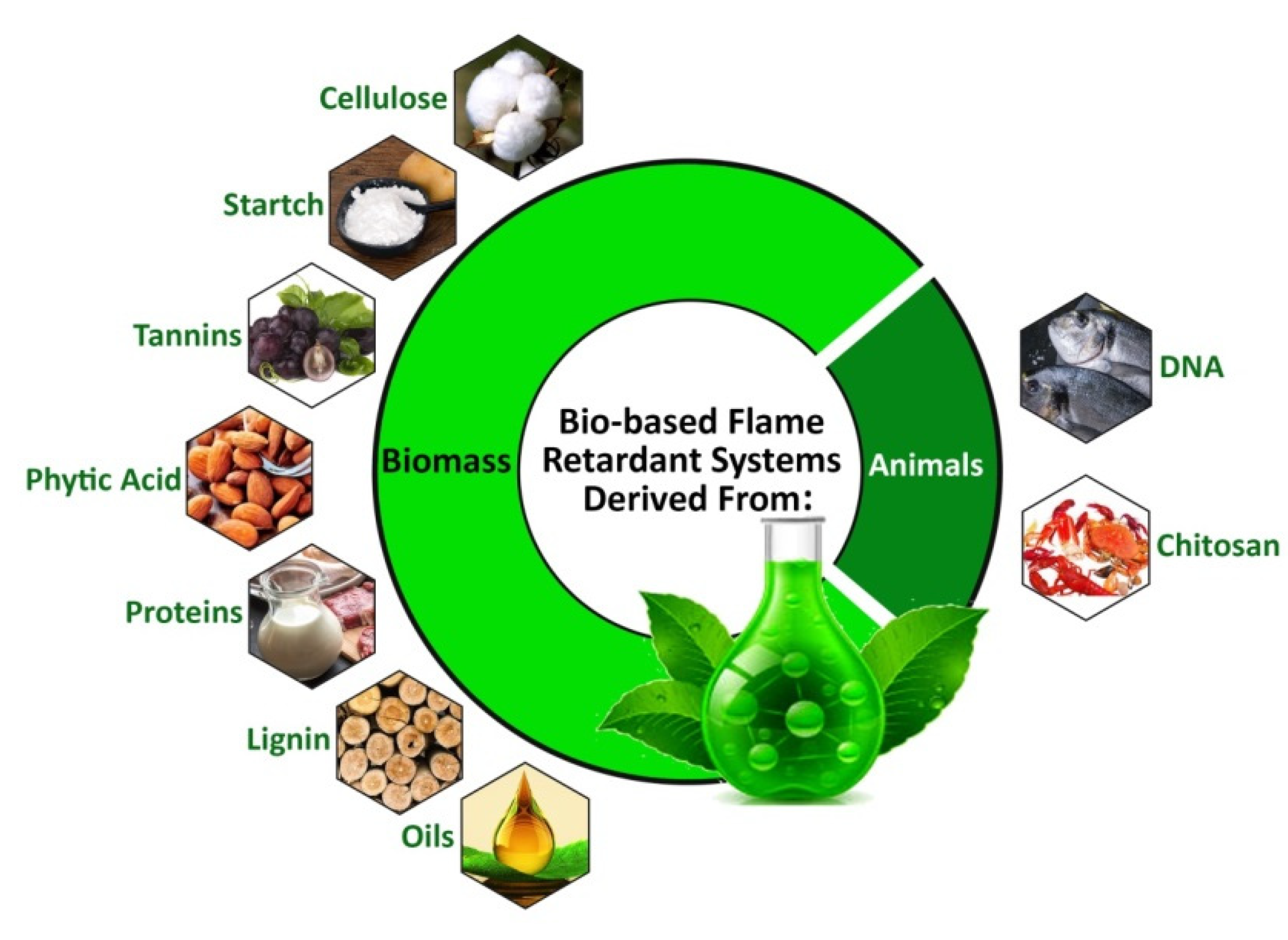
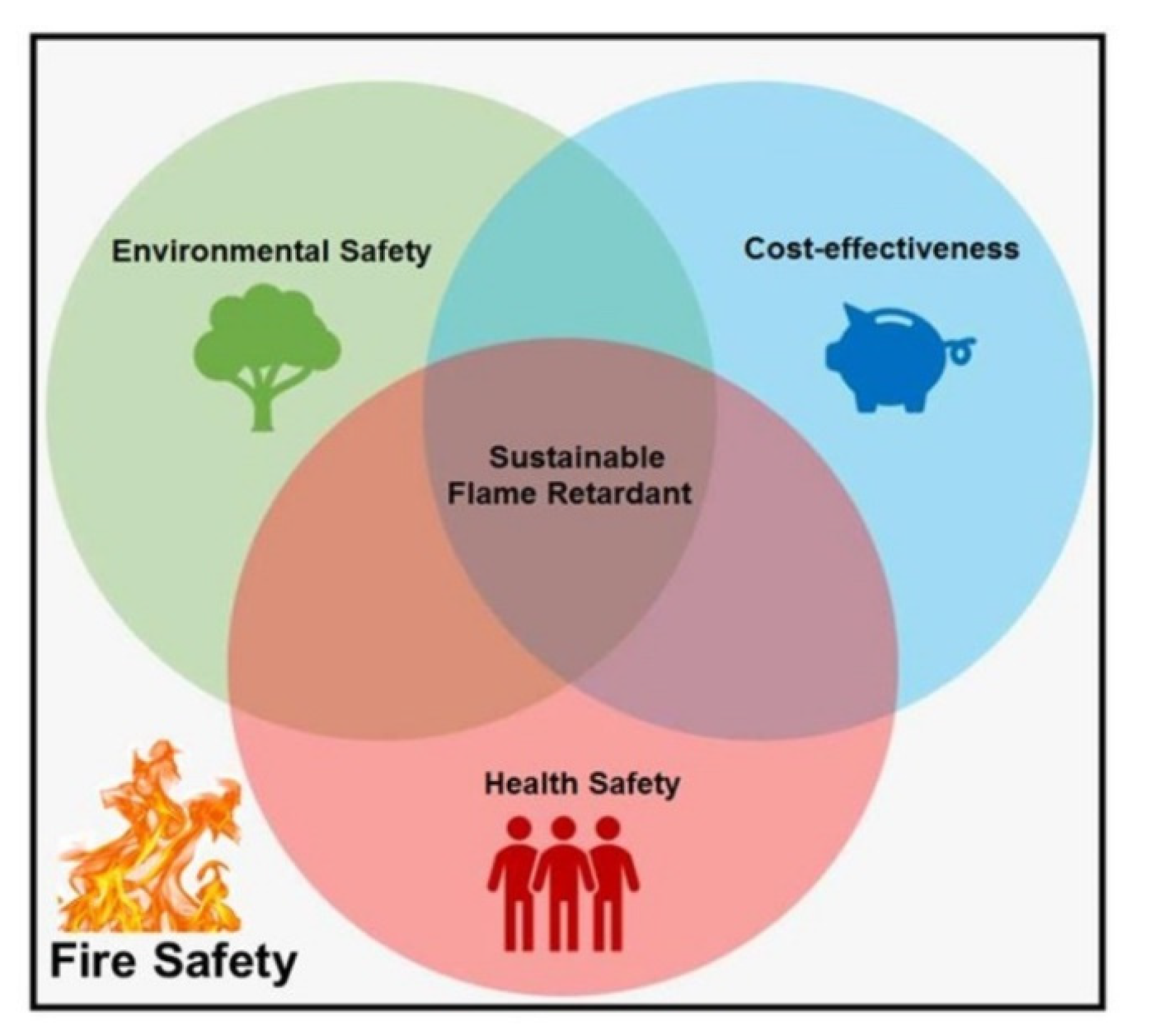
:1. Introduction
2. Materials and Methods
3. Results and Discussions
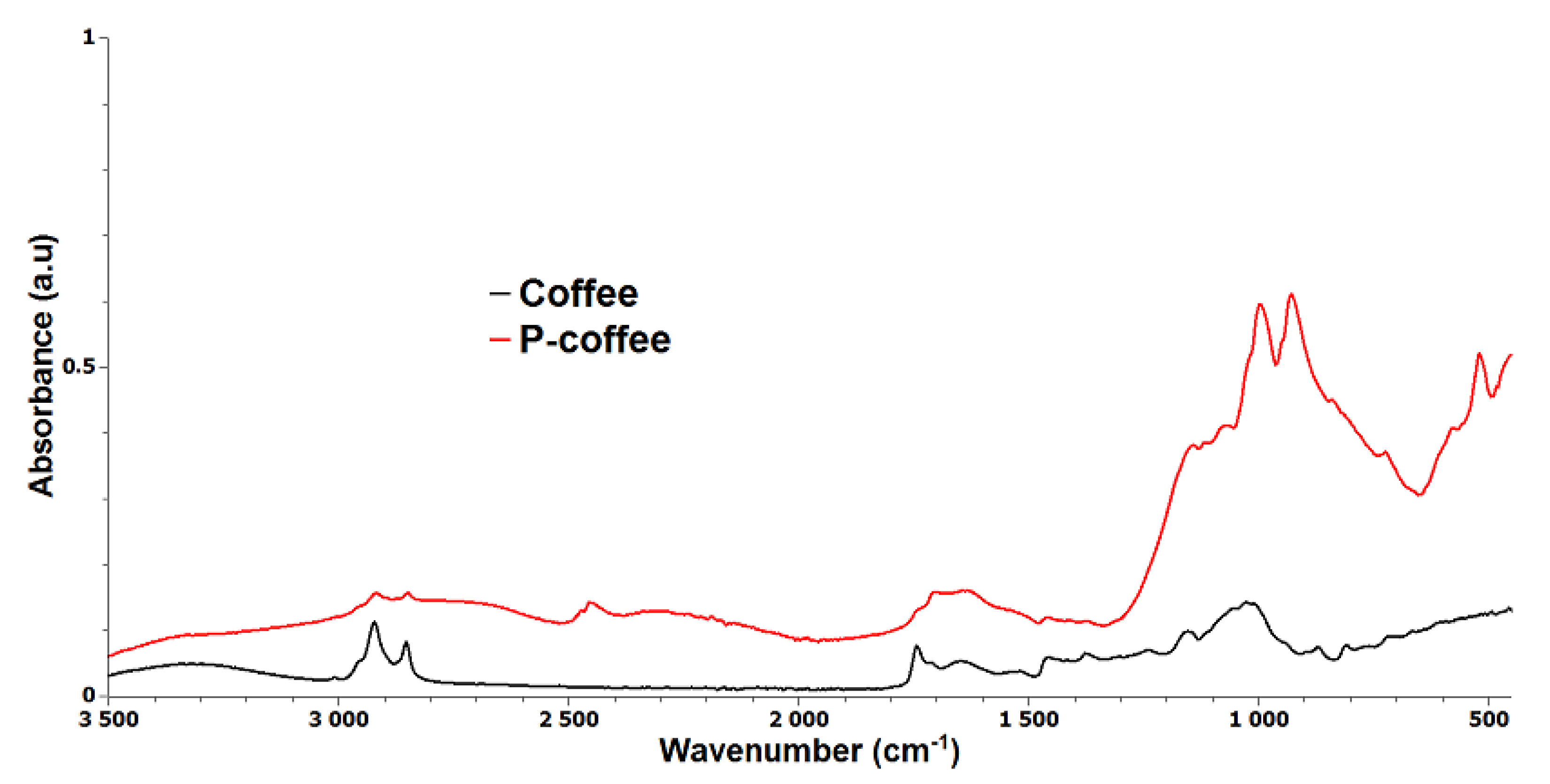
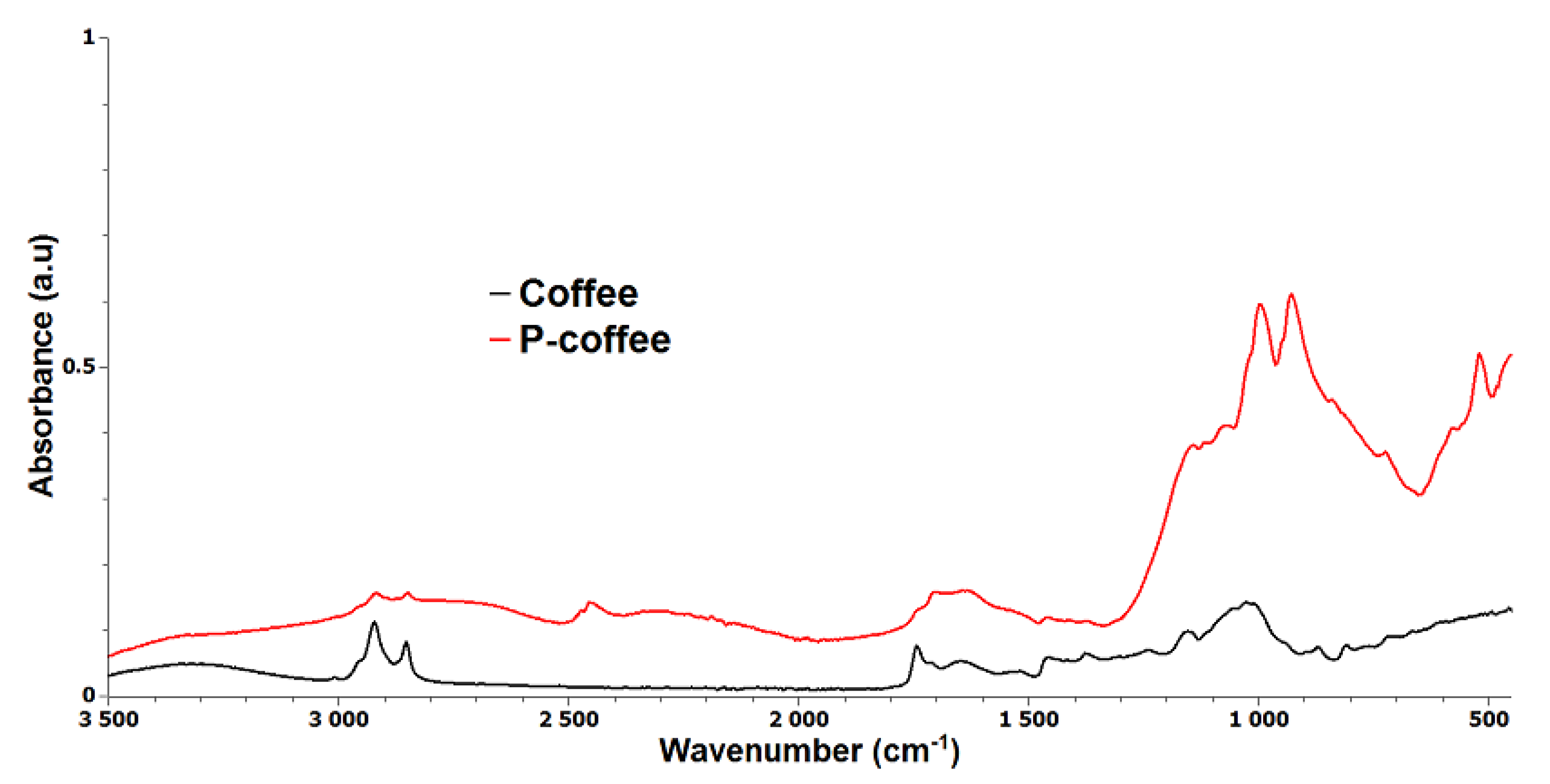
3.1. Analysis of Phosphorus Modification of Coffee
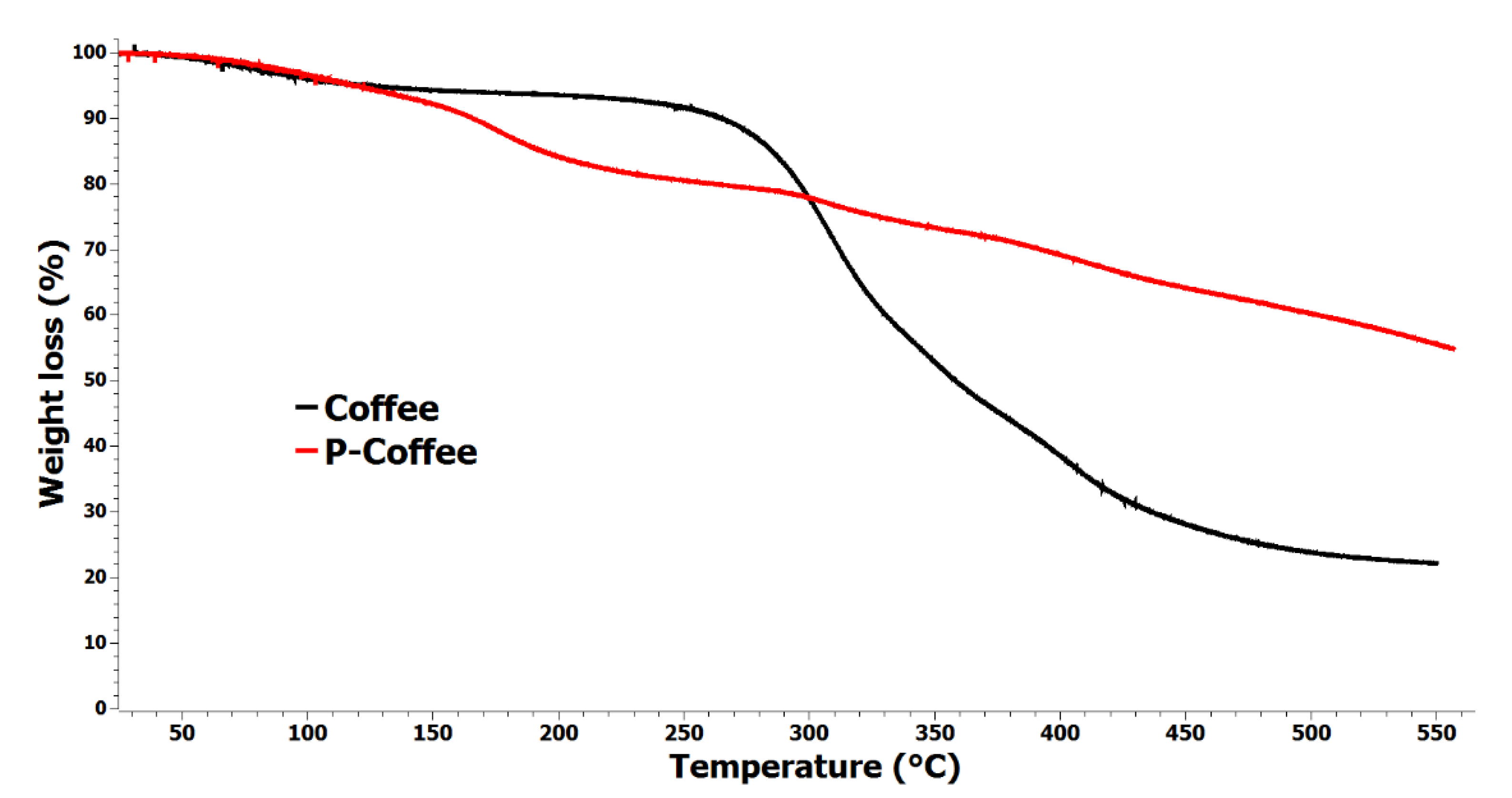
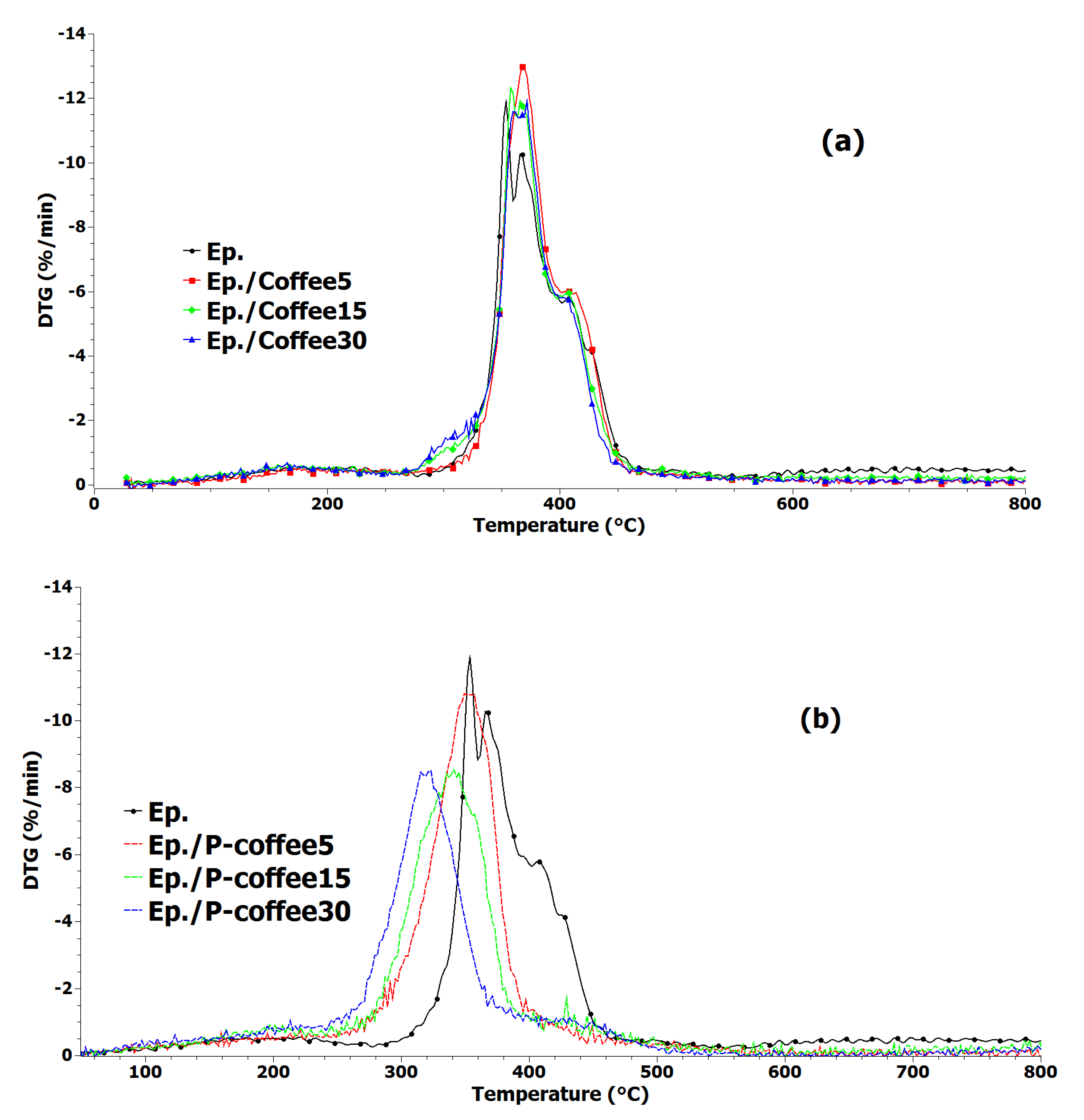
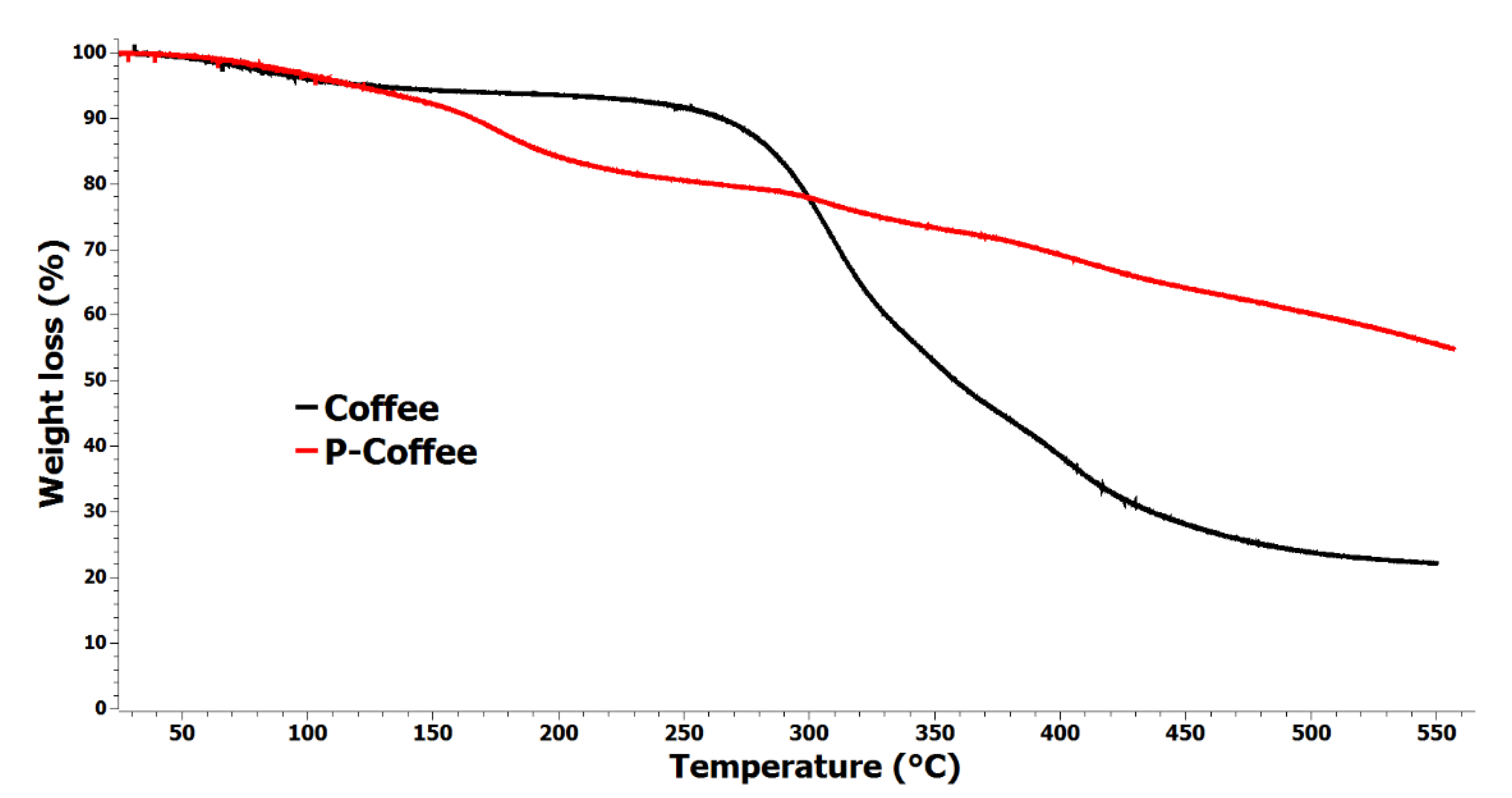
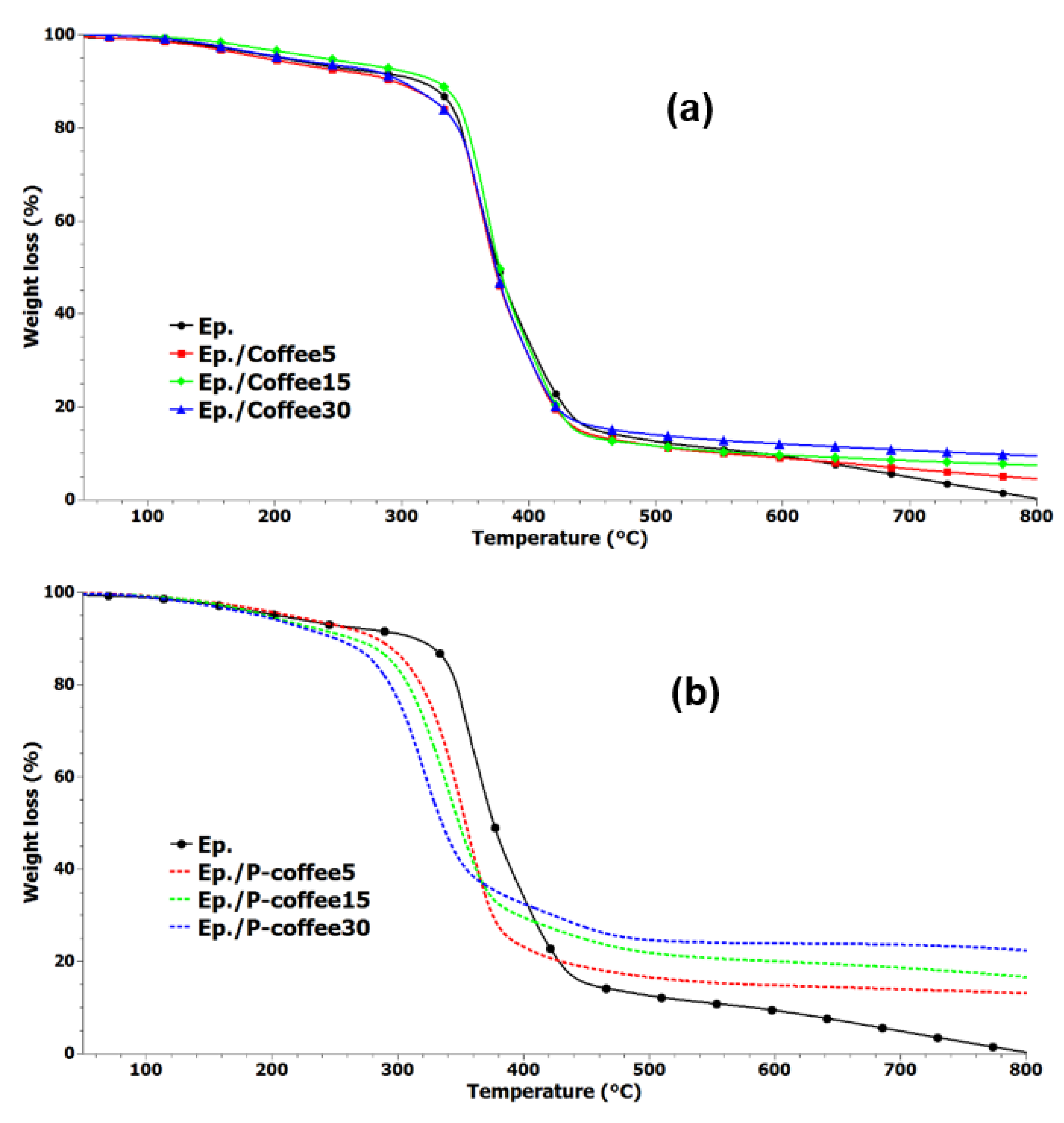
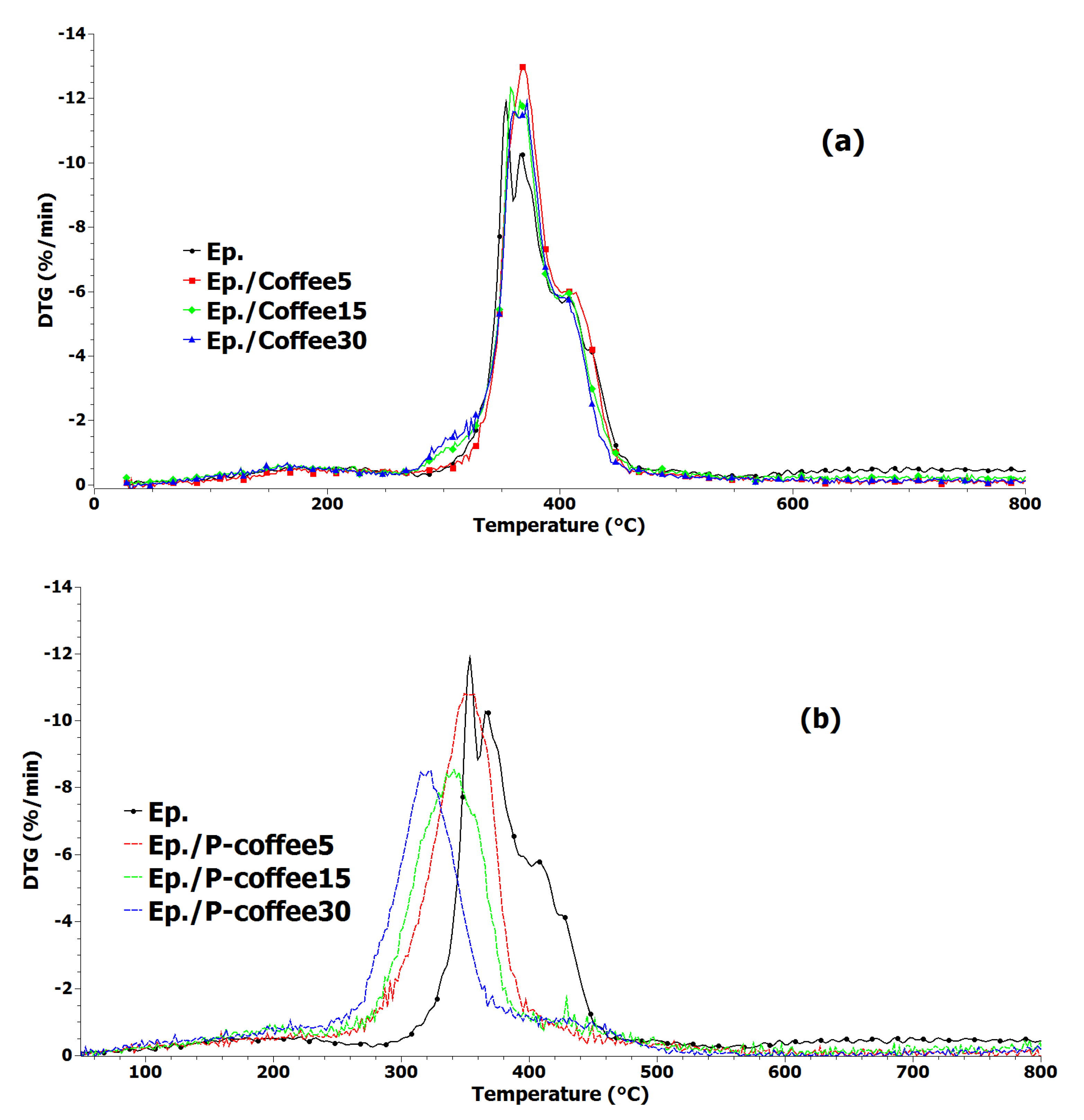
3.2. Analysis of Thermal Degradation
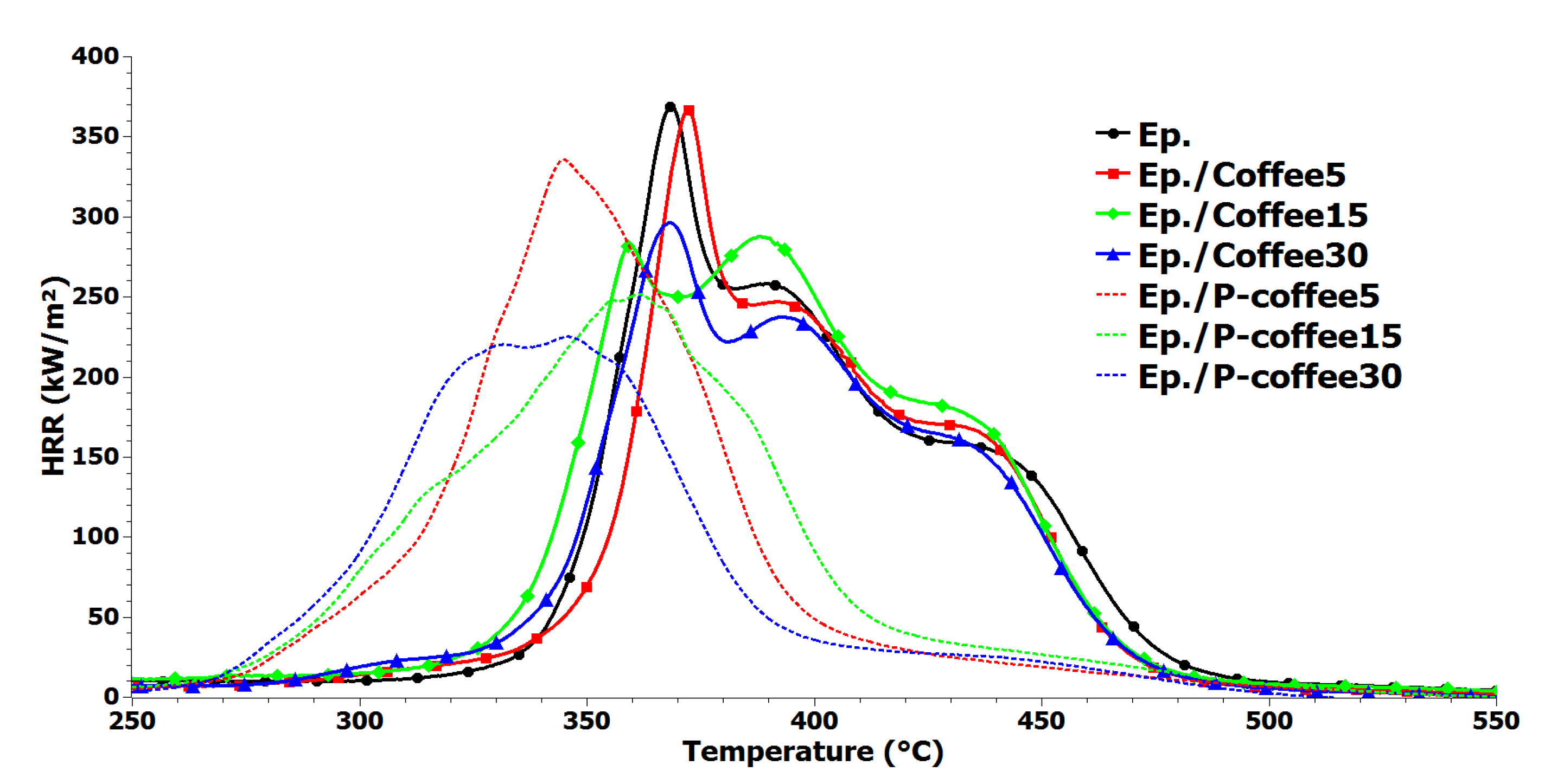
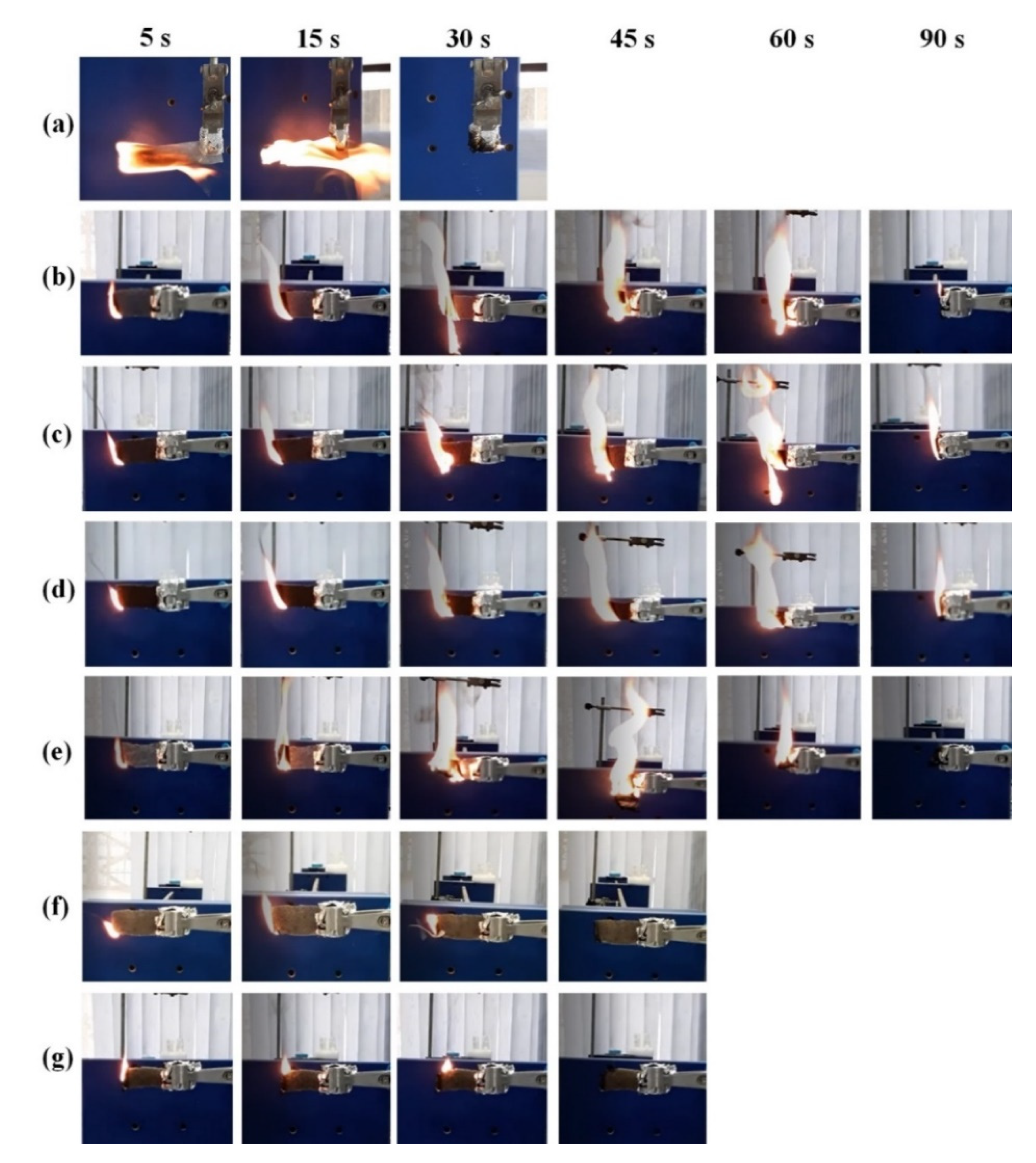
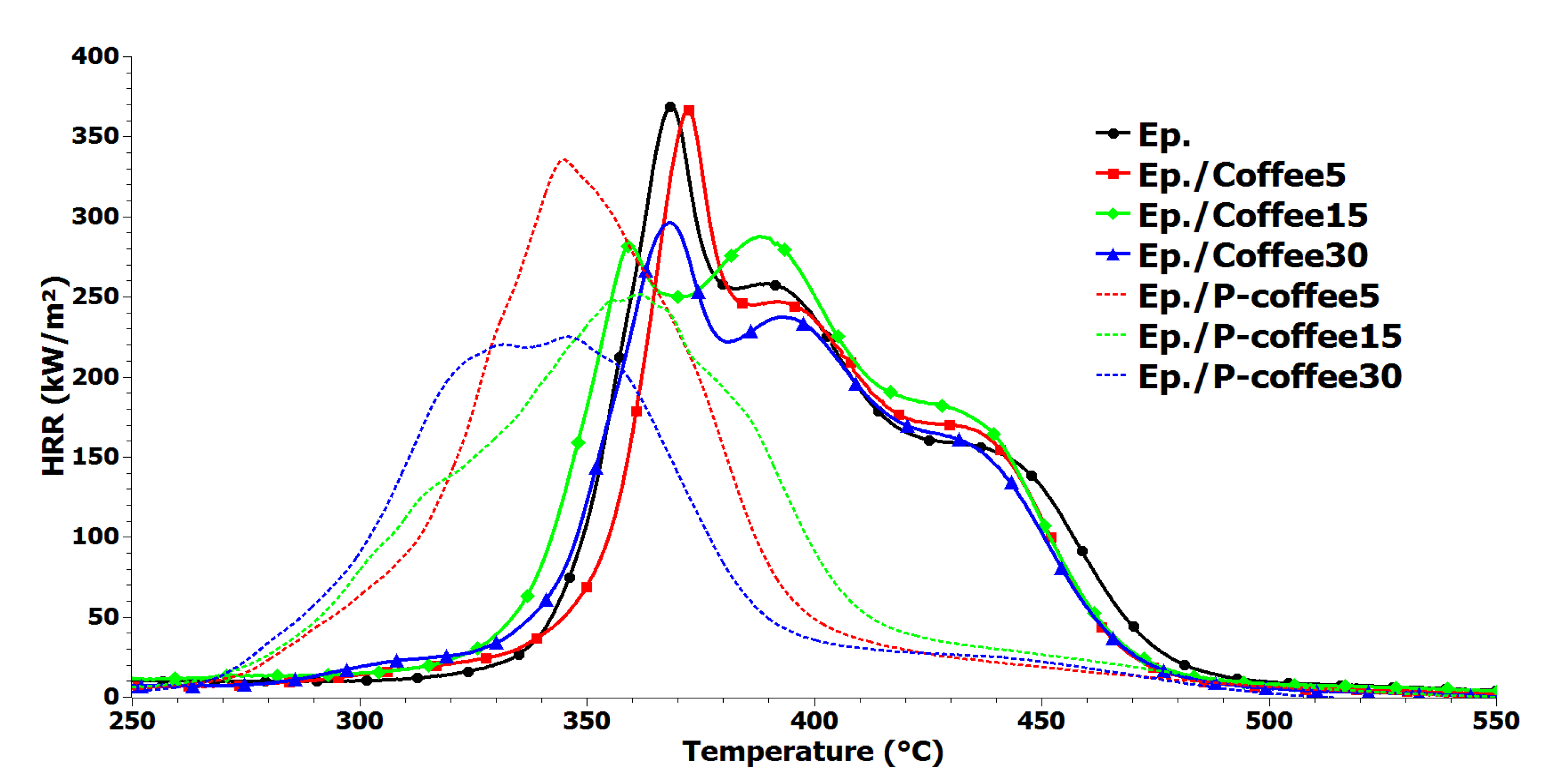
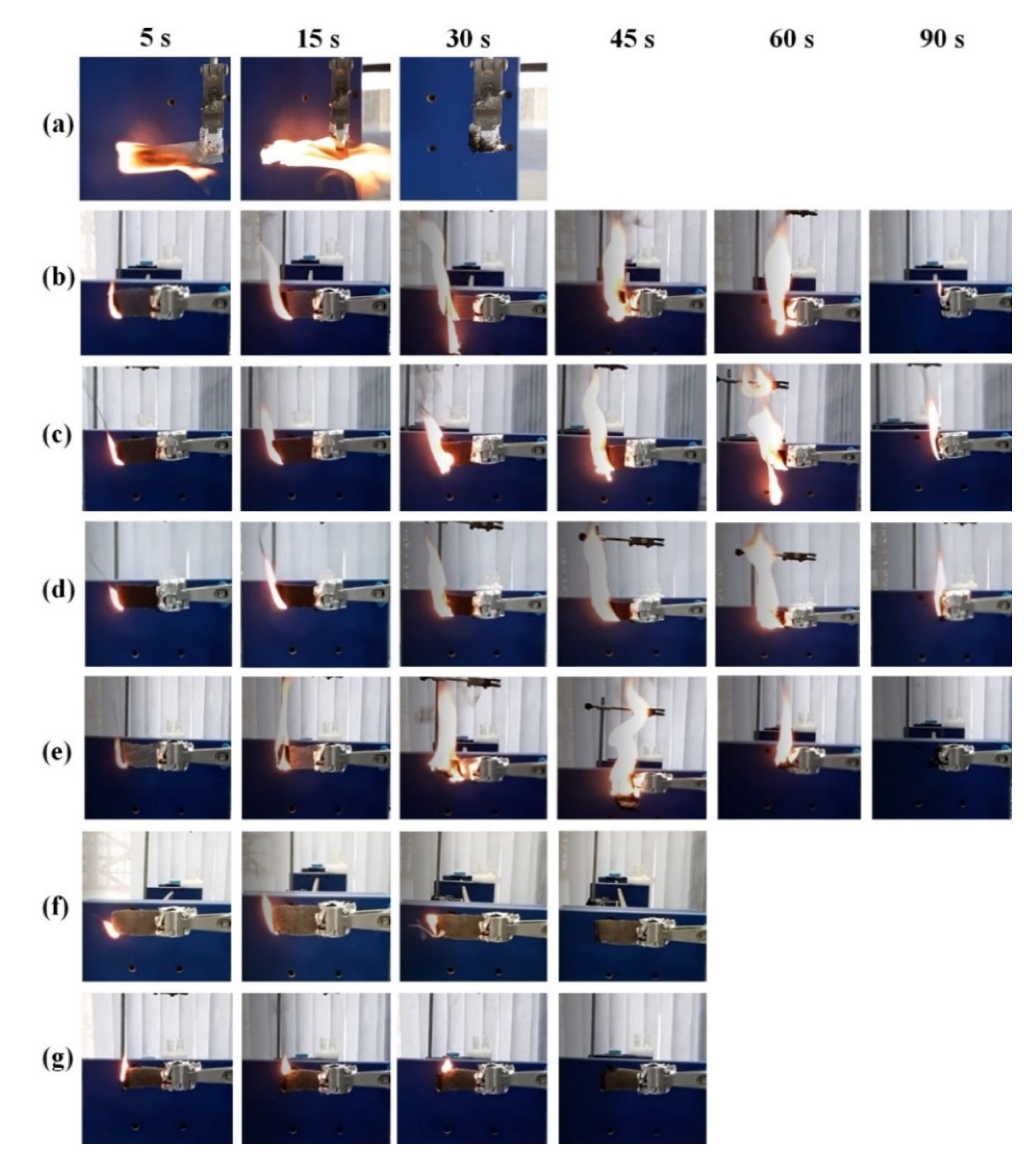
3.3. Analysis of Flammability
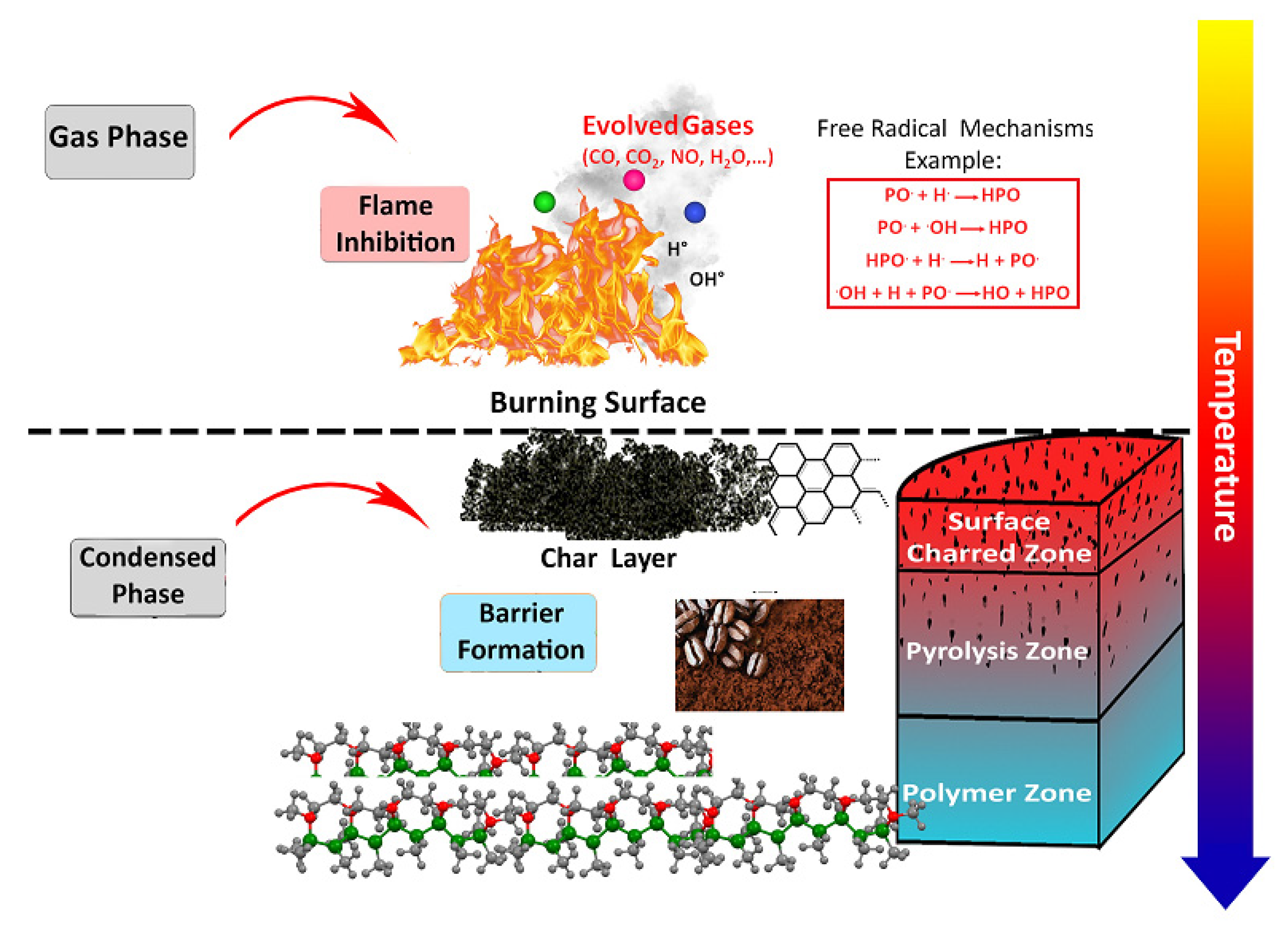
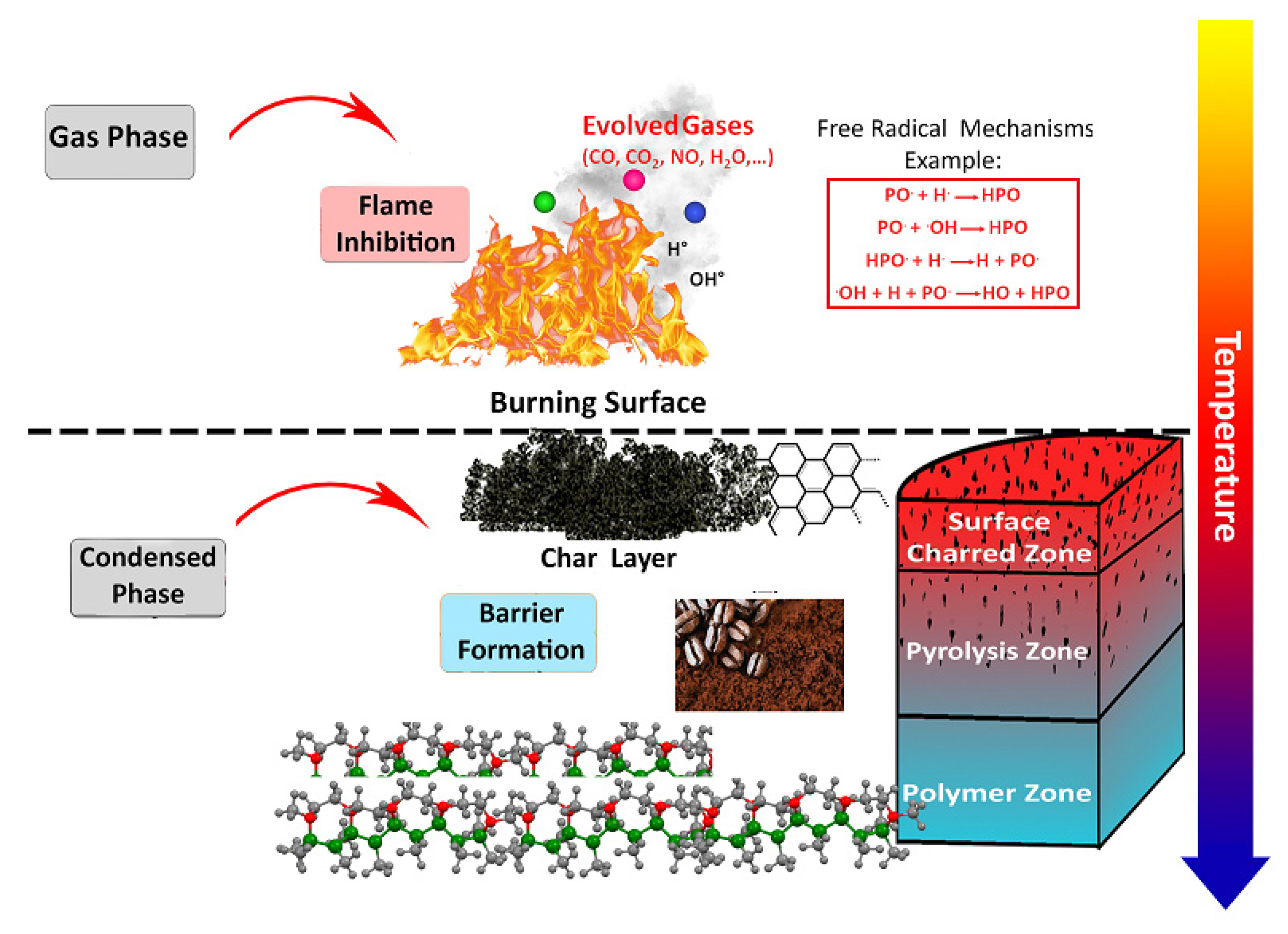
3.4. Possible Flame Retardancy Mechanism
4. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
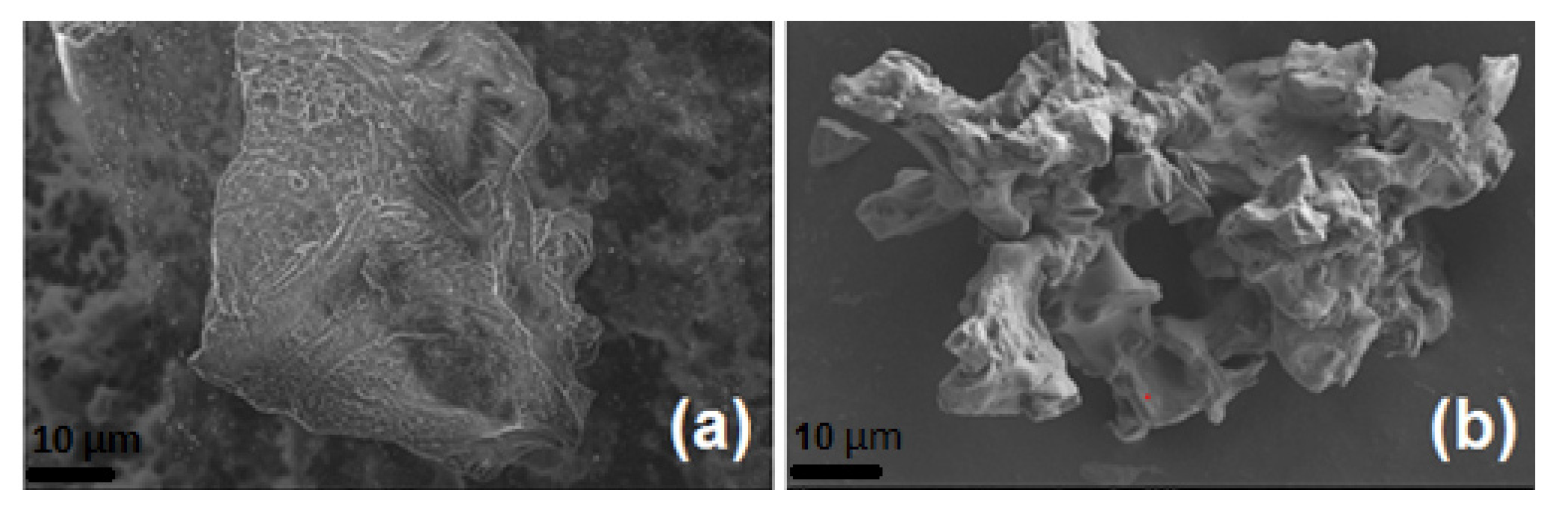
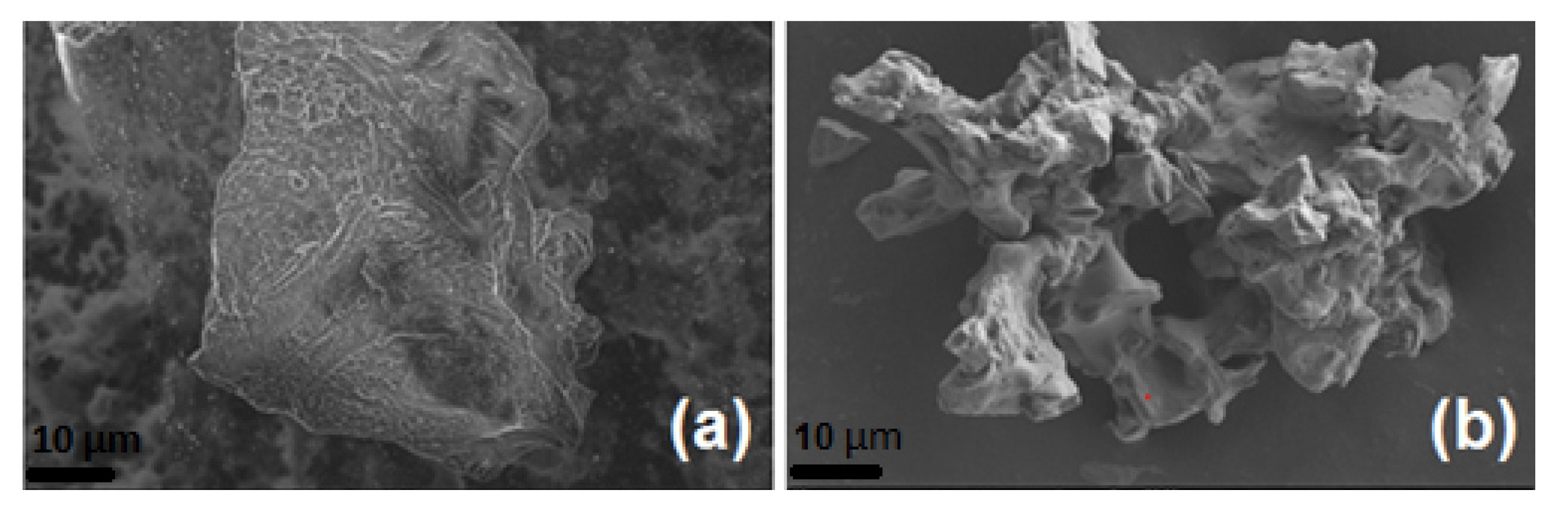
Appendix A. SEM Photos Provided from Coffee and P-Coffee Powders (First Line: Coffee, Second Line: P-Coffee)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coffee |  | 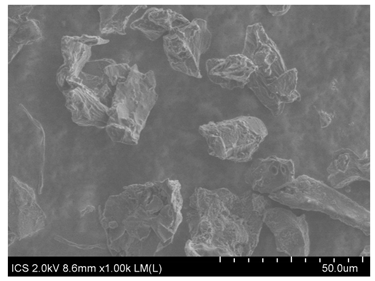 |
| P-coffee | 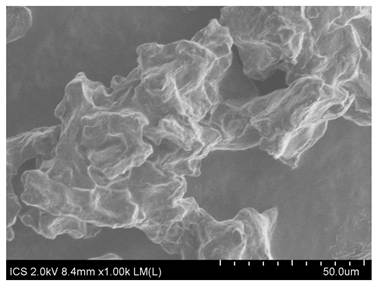 | 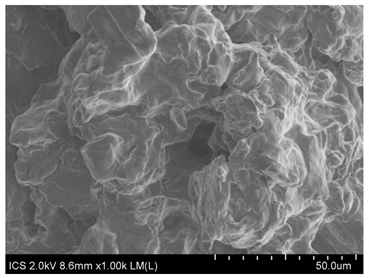 |
References
- Lohri, C.R.; Diener, S.; Zabaleta, I.; Mertenat, A.; Zurbrügg, C. Treatment technologies for urban solid biowaste to create value products: A review with focus on low- and mid-dle-income settings. Rev. Environ. Sci. Bio/Technol. 2017, 16, 81–130. [Google Scholar] [CrossRef] [Green Version]
- Lee, P.; Sims, E.; Bertham, O.; Symington, H.; Bell, N.; Pfaltzgraff, L.; O’Brien, M. Towards a Circular Economy: Waste Management in the EU.; Study: Europ. Union. 2017. Available online: https://www.europarl.europa.eu/RegData/etudes/STUD/2017/581913/EPRS_STU%282017%29581913_EN.pdf (accessed on 25 August 2021).
- Brusselaers, J.; Van Der Linden, A. Bio-waste in Europe—turning challenges into opportunities. EEA Rep. 2020, 4, 56. [Google Scholar]
- Thomas, S.; Mishra, R.K.; Asiri, A.M. Sustainable Polymer Composites and Nanocomposites; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Shamsi, R.; Sadeghi, G.M.M.; Vahabi, H.; Seyfi, J.; Sheibani, R.; Zarintaj, P.; Laoutid, F.; Saeb, M.R. Hopes beyond PET recycling: Environmentally clean and engineeringly applicable. J. Polym. Environ. 2019, 27, 2490–2508. [Google Scholar] [CrossRef]
- Vahabi, H.; Laoutid, F.; Mehrpouya, M.; Saeb, M.R.; Dubois, P. Flame retardant polymer materials: An update and the future for 3D printing developments. Mater. Sci. Eng. R Rep. 2021, 144, 100604. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Brohez, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mater. Sci. Eng. R Rep. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Shah, A.U.R.; Prabhakar, M.N.; Saleem, M.; Song, J. IDevelopment of biowaste encapsulated polypropylene composites: Thermal, optical, dielectric, flame retardant, me-chanical, and morphological properties. Polym. Compos. 2017, 38, 236–243. [Google Scholar] [CrossRef]
- Liu, C.-H.; Lee, H.-T.; Tsou, C.-H.; Wang, C.-C.; Gu, J.-H.; Suen, M.-C. Preparation and characterization of biodegradable polyurethane composites containing oyster shell powder. Polym. Bull. 2019, 77, 3325–3347. [Google Scholar] [CrossRef]
- Chong, M.H.; Chun, B.C.; Chung, Y.-C.; Cho, B.G. Fire-retardant plastic material from oyster-shell powder and recycled polyethylene. J. Appl. Polym. Sci. 2005, 99, 1583–1589. [Google Scholar] [CrossRef]
- Moustafa, H.; Youssef, A.M.; Duquesne, S.; Darwish, N. ACharacterization of bio-filler derived from seashell wastes and its effect on the mechanical, thermal, and flame re-tardant properties of ABS composites. Polym. Compos. 2017, 38, 2788–2797. [Google Scholar] [CrossRef]
- Oualha, M.A.; Omri, N.; Oualha, R.; Nouioui, M.A.; Abderrabba, M.; Amdouni, N.; Laoutid, F. Development of metal hydroxide nanoparticles from eggshell waste and seawater and their application as flame retardants for ethylene-vinyl acetate copolymer (EVA). Int. J. Biol. Macromol. 2019, 128, 994–1001. [Google Scholar] [CrossRef]
- Yew, M.C.; Sulong, N.H.R.; Amalina, M.; Johan, M.R. Eggshells: A novel bio-filler for intumescent flame-retardant coatings. Prog. Org. Coatings 2015, 81, 116–124. [Google Scholar] [CrossRef]
- Krishnadevi, K.; Selvaraj, V. Biowaste material reinforced cyanate ester based epoxy composites for flame retardant applications. High Perform. Polym. 2016, 28, 881–894. [Google Scholar] [CrossRef]
- Pulgarin, C.; Schwitzguebel, J.P.; Tabacchi, R. Utilization of wastes from coffee production. Biofutur 1991, 102, 43–50. [Google Scholar]
- Murthy, P.S.; Naidu, M.M. Sustainable management of coffee industry by-products and value addition—A review. Resour. Conserv. Recycl. 2012, 66, 45–58. [Google Scholar] [CrossRef]
- Uddin, M.N.; Techato, K.; Rasul, M.; Hassan, N.; Mofijur, M. Waste coffee oil: A promising source for biodiesel production. Energy Procedia 2019, 160, 677–682. [Google Scholar] [CrossRef]
- Kondamudi, N.; Mohapatra, S.K.; Misra, M. Spent coffee grounds as a versatile source of green energy. J. Agric. Food Chem. 2008, 56, 11757–11760. [Google Scholar] [CrossRef] [PubMed]
- Mariana, M.; Mahidin, M.; Mulana, F.; Aman, F. Utilization of activated carbon prepared from aceh coffee grounds as bio-sorbent for treatment of fertilizer industrial waste water. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 358, p. 012027. [Google Scholar]
- Kim, J.; Kim, H.; Baek, G.; Lee, C. Anaerobic co-digestion of spent coffee grounds with different waste feedstocks for biogas production. Waste Manag. 2017, 60, 322–328. [Google Scholar] [CrossRef]
- Reis, K.C.; Pereira, L.; Melo, I.C.N.A.; Marconcini, J.M.; Trugilho, P.F.; Tonoli, G.H.D. Particles of coffee wastes as reinforcement in polyhydroxybutyrate (phb) based composites. Mater. Res. 2015, 18, 546–552. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane foams: Past, present, and future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.; Soares, B.; Freire, C.; Silva, R.; Neto, C.P.; Timmons, A.B.; Ferreira, A. Bio-based polyurethane foams toward applications beyond thermal insulation. Mater. Des. 2015, 76, 77–85. [Google Scholar] [CrossRef]
- Santos, D.C.D.S.; Adebayo, M.; Pereira, S.; Prola, L.; Cataluña, R.; Lima, E.C.; Saucier, C.; Gally, C.R.; Machado, F. New carbon composite adsorbents for the removal of textile dyes from aqueous solutions: Kinetic, equilibrium, and thermodynamic studies. Korean J. Chem. Eng. 2014, 31, 1470–1479. [Google Scholar] [CrossRef]
- Akasaka, H.; Takahata, T.; Toda, I.; Ono, H.; Ohshio, S.; Himeno, S.; Kokubu, T.; Saitoh, H. Hydrogen storage ability of porous carbon material fabricated from coffee bean wastes. Int. J. Hydrog. Energy 2011, 36, 580–585. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, functional, and structural properties of spent coffee grounds and coffee silverskin. Food Bioprocess Technol. 2014, 7, 3493–3503. [Google Scholar] [CrossRef] [Green Version]
- Mussatto, S.I.; Carneiro, L.M.; Silva, J.P.A.; Roberto, I.C.; Teixeira, J.A. A study on chemical constituents and sugars extraction from spent coffee grounds. Carbohydr. Polym. 2011, 83, 368–374. [Google Scholar] [CrossRef] [Green Version]
- Pujol, D.; Liu, C.; Gominho, J.; Olivella, M.; Fiol, N.; Villaescusa, I.; Pereira, H. The chemical composition of exhausted coffee waste. Ind. Crop. Prod. 2013, 50, 423–429. [Google Scholar] [CrossRef]
- Mandlekar, N.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Malucelli, G.; Guan, J.-P. An overview on the use of lignin and its derivatives in fire retardant polymer systems. In Lignin-Trends and Applications; Poletto, M., Ed.; IntechOpen: London, UK, 2018. [Google Scholar]
- Vahabi, H.; Shabanian, M.; Aryanasab, F.; Mangin, R.; Laoutid, F.; Saeb, M.R. Inclusion of modified lignocellulose and nano-hydroxyapatite in development of new bio-based adjuvant flame retard-ant for poly (lactic acid). Thermochim. Acta 2018, 666, 51–59. [Google Scholar] [CrossRef]
- Movahedifar, E.; Vahabi, H.; Saeb, M.R.; Thomas, S. Flame retardant epoxy composites on the road of innovation: An analysis with flame retardancy index for future development. Molecules 2019, 24, 3964. [Google Scholar] [CrossRef] [Green Version]
- Sonnier, R.; Vahabi, H.; Ferry, L.; Lopez-Cuesta, J.-M. Pyrolysis-combustion flow calorimetry: A powerful tool to evaluate the flame retardancy of polymers. In Fire and Polymers VI: New Advances in Flame Retardant Chemistry and Science; ACS Symposium Series; Wilkie, C.A., Morgan, A.B., Nelson, G.L., Eds.; American Chemical Society: Washington, DC, USA, 2012. [Google Scholar]
- Huggett, C. Estimation of rate of heat release by means of oxygen consumption measurements. Fire Mater. 1980, 4, 61–65. [Google Scholar] [CrossRef]
- Bigdeloo, M.; Teymourian, T.; Kowsari, E.; Ramakrishna, S.; Ehsani, A. Sustainability and circular economy of food wastes: Waste reduction strategies, higher recycling methods, and improved valorization. Mater. Circ. Econ. 2021, 3, 1–9. [Google Scholar] [CrossRef]
- Sadeghi, B.; Marfavi, Y.; Aliakbari, R.; Kowsari, E.; Ajdari, F.B.; Ramakrishna, S. Recent studies on recycled PET fibers: Production and applications: A review. Mater. Circ. Econ. 2021, 3, 1–18. [Google Scholar] [CrossRef]

| Sample Code | Epoxy (wt.%) | Coffee (wt.%) | P-Coffee (wt.%) |
|---|---|---|---|
| Ep. | 100 | 0 | 0 |
| Ep./Coffee5 | 95 | 5 | 0 |
| Ep./Coffee15 | 85 | 15 | 0 |
| Ep./Coffee30 | 70 | 30 | 0 |
| Ep./P-coffee5 | 95 | 0 | 5 |
| Ep./P-coffee15 | 85 | 0 | 15 |
| Ep./P-coffee30 | 70 | 0 | 30 |
| Sample Code | Carbon (wt.%) | Oxygen (wt.%) | Phosphorus (wt.%) |
|---|---|---|---|
| Coffee | 82.6 | 13.8 | - |
| P-coffee | 41.0 | 39.0 | 20 |
| Sample Code | T5 (°C) | T10 (°C) | Residue at 800 °C (%) |
|---|---|---|---|
| Coffee | 113 | 264 | 22.0 |
| P-coffee | 113 | 166 | 55.0 |
| Ep. | 208 | 314 | 0.0 |
| Ep./Coffee5 | 187 | 292 | 4.5 |
| Ep./Coffee15 | 234 | 326 | 7.5 |
| Ep./Coffee30 | 208 | 299 | 9.5 |
| Ep./P-coffee5 | 213 | 284 | 13.0 |
| Ep./P-coffee15 | 194 | 263 | 16.5 |
| Ep./P-coffee30 | 188 | 250 | 22.5 |
| Sample Code | pHRR (W/g) | TpHRR (°C) | THR (kJ/g) | Reduction in pHRR (%) |
|---|---|---|---|---|
| Ep. | 370 | 368 | 24.5 | - |
| Ep./Coffee5 | 365 | 372 | 25.4 | 1.4 |
| Ep./Coffee15 | 282 | 359 | 22.2 | 24 |
| Ep./Coffee30 | 296 | 368 | 24 | 20 |
| Ep./P-coffee5 | 334 | 345 | 24 | 10 |
| Ep./P-coffee15 | 250 | 360 | 23.4 | 32 |
| Ep./P-coffee30 | 225 | 346 | 21.6 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vahabi, H.; Jouyandeh, M.; Parpaite, T.; Saeb, M.R.; Ramakrishna, S. Coffee Wastes as Sustainable Flame Retardants for Polymer Materials. Coatings 2021, 11, 1021. https://doi.org/10.3390/coatings11091021
Vahabi H, Jouyandeh M, Parpaite T, Saeb MR, Ramakrishna S. Coffee Wastes as Sustainable Flame Retardants for Polymer Materials. Coatings. 2021; 11(9):1021. https://doi.org/10.3390/coatings11091021
Chicago/Turabian StyleVahabi, Henri, Maryam Jouyandeh, Thibault Parpaite, Mohammad Reza Saeb, and Seeram Ramakrishna. 2021. "Coffee Wastes as Sustainable Flame Retardants for Polymer Materials" Coatings 11, no. 9: 1021. https://doi.org/10.3390/coatings11091021
APA StyleVahabi, H., Jouyandeh, M., Parpaite, T., Saeb, M. R., & Ramakrishna, S. (2021). Coffee Wastes as Sustainable Flame Retardants for Polymer Materials. Coatings, 11(9), 1021. https://doi.org/10.3390/coatings11091021