
Wettability, Microhardness, Wear and Corrosion Resistance of Ni–Co–P–BN(h)–Al2O3 Binary Nanocomposite Coatings Surface with Varying Long-Pulse Laser Parameters

 , , ,
, , ,
Abstract
:1. Introduction
2. Experimental Device and Procedure
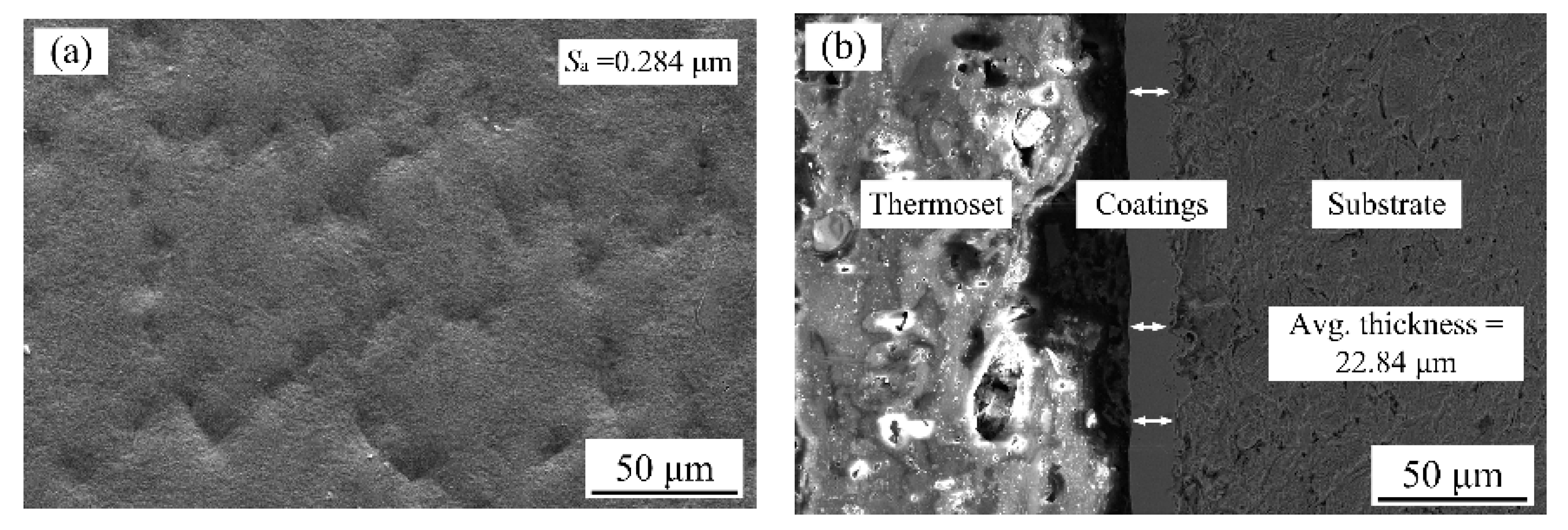
2.1. Materials and Pretreatment
2.2. Preparation of Binary Nanocomposite Coatings
2.3. Experimental Device and Laser Processing Parameters
2.4. Characterization and Tests
3. Results and Discussion
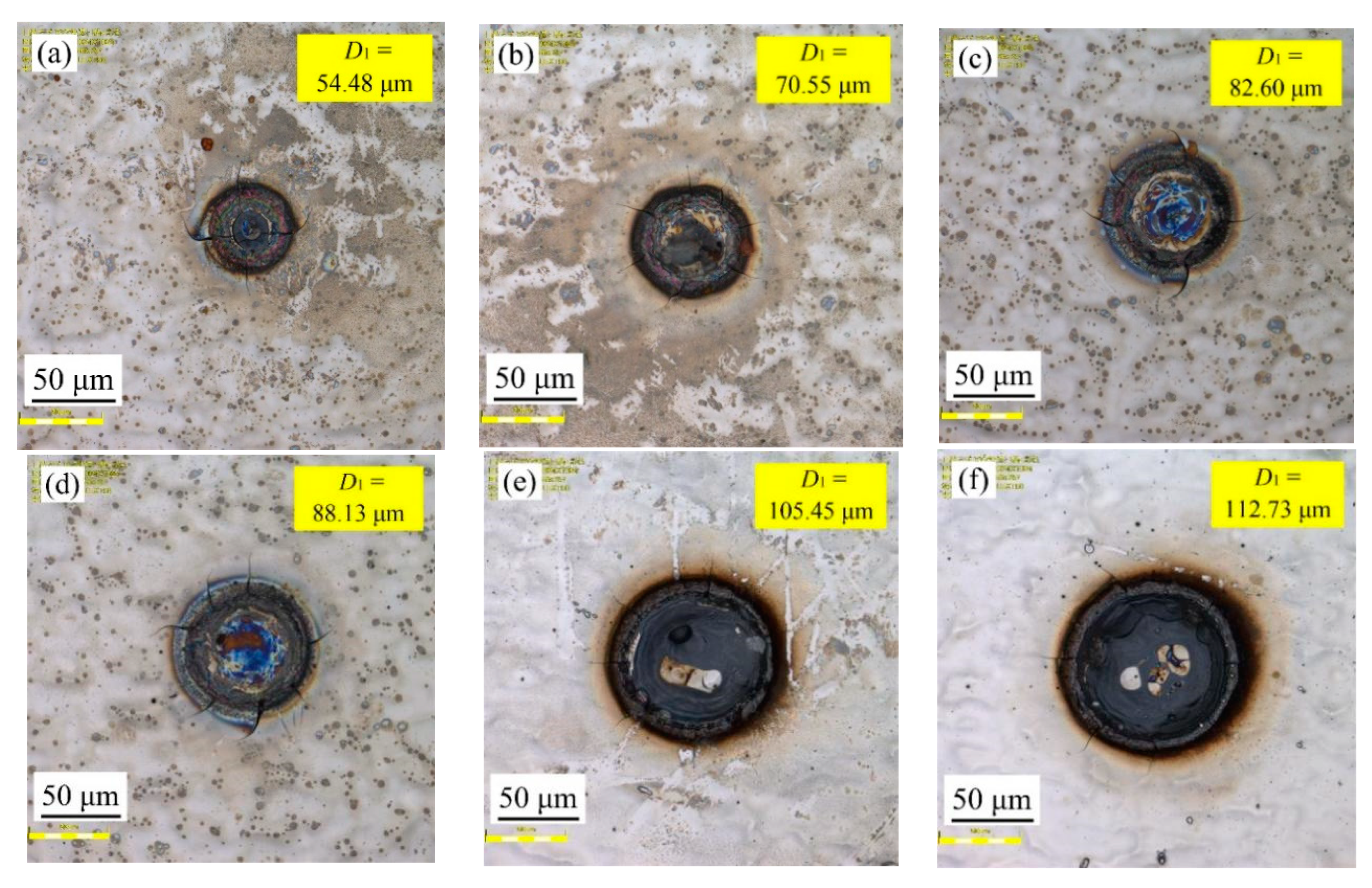
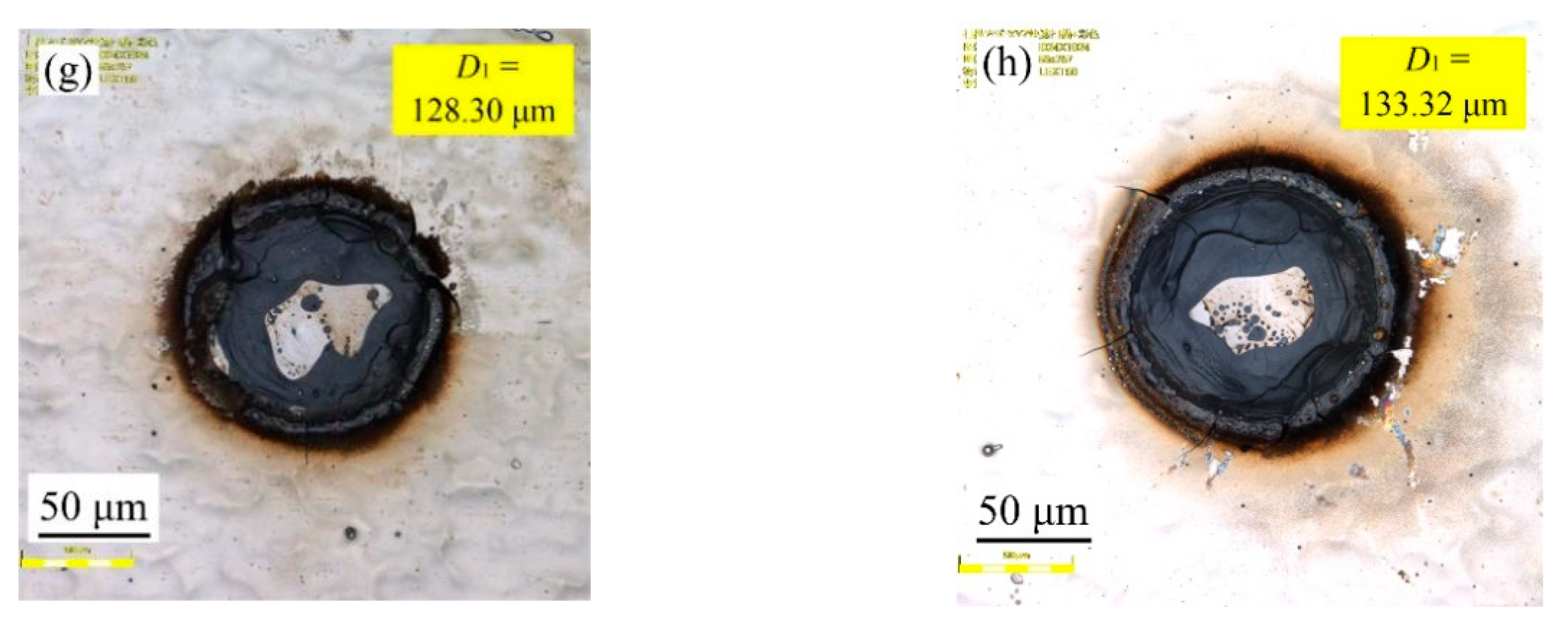
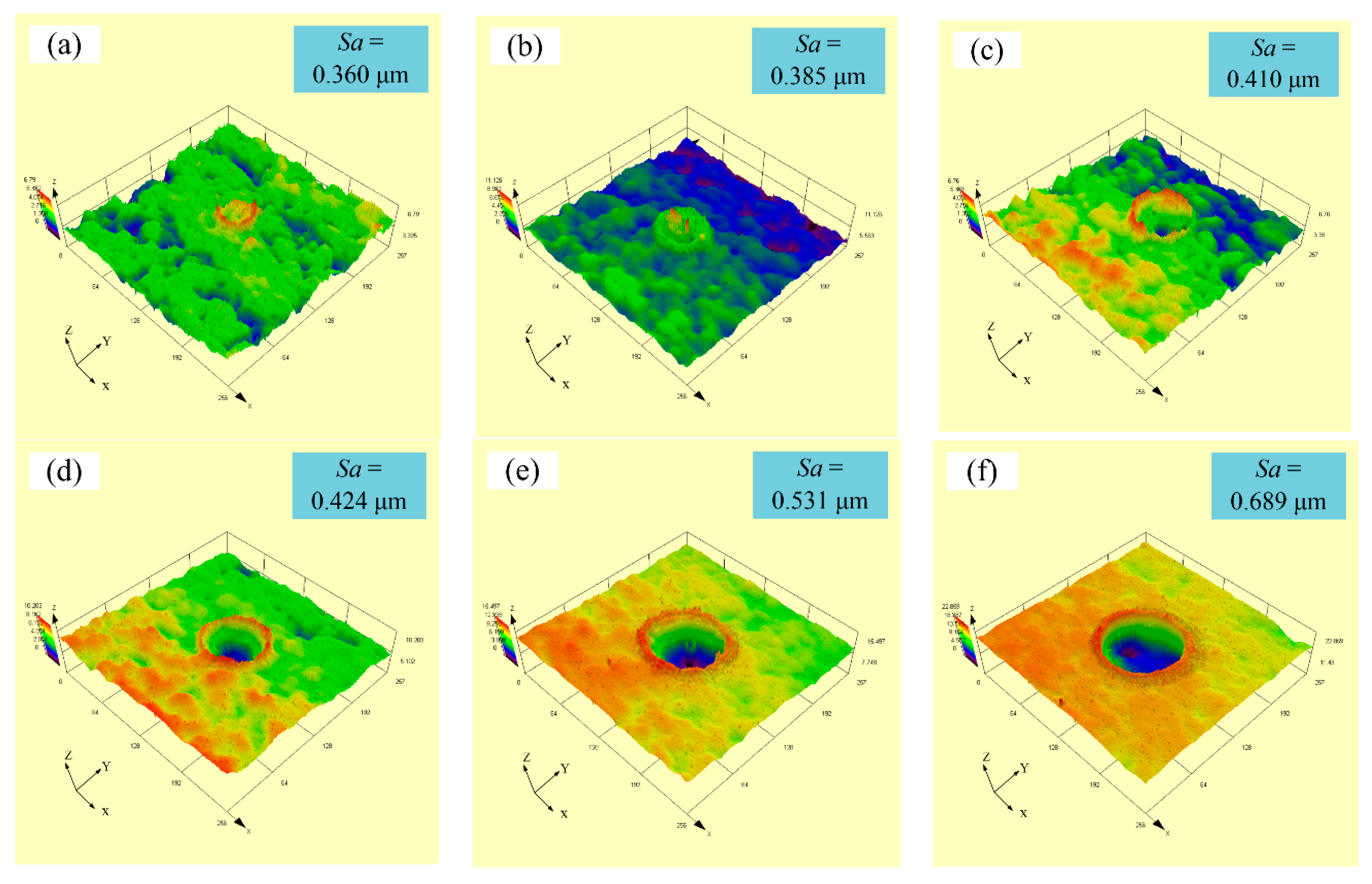
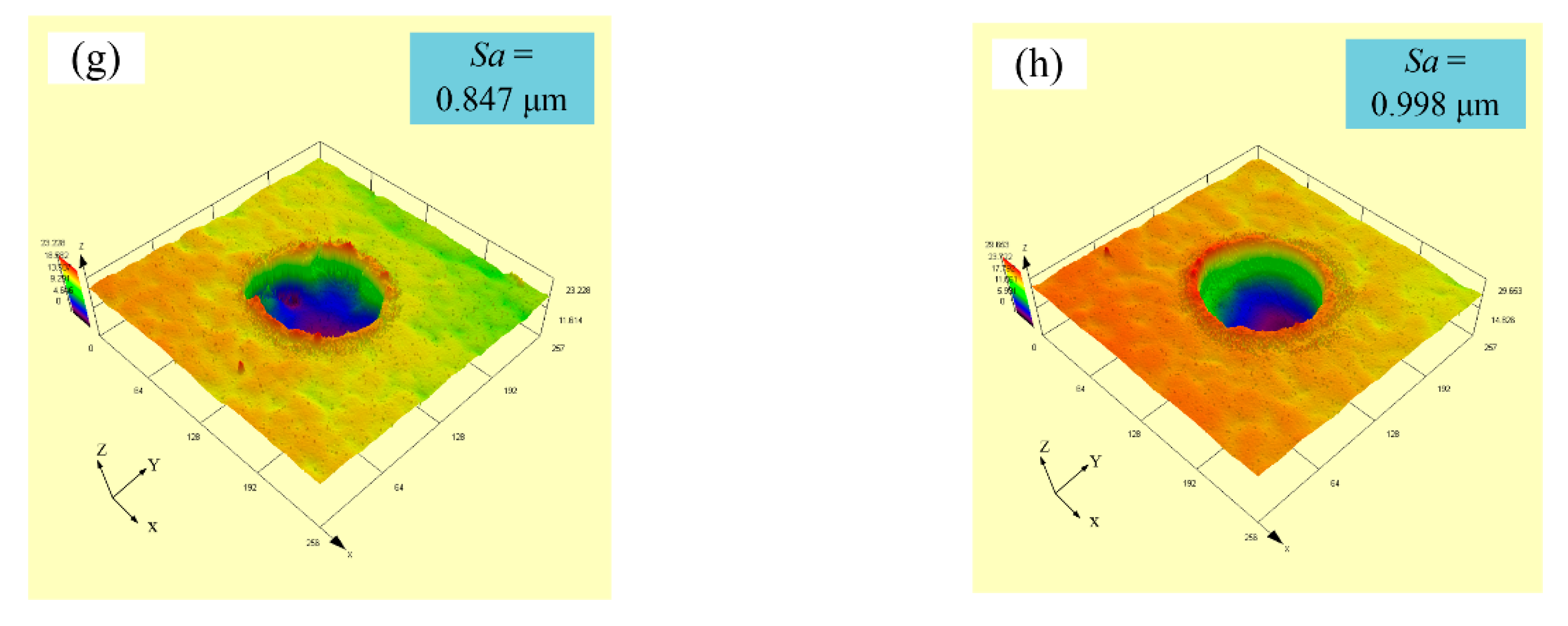
3.1. Effects of Laser Output Power on Samples’ Surface Morphologies and Surface Roughness
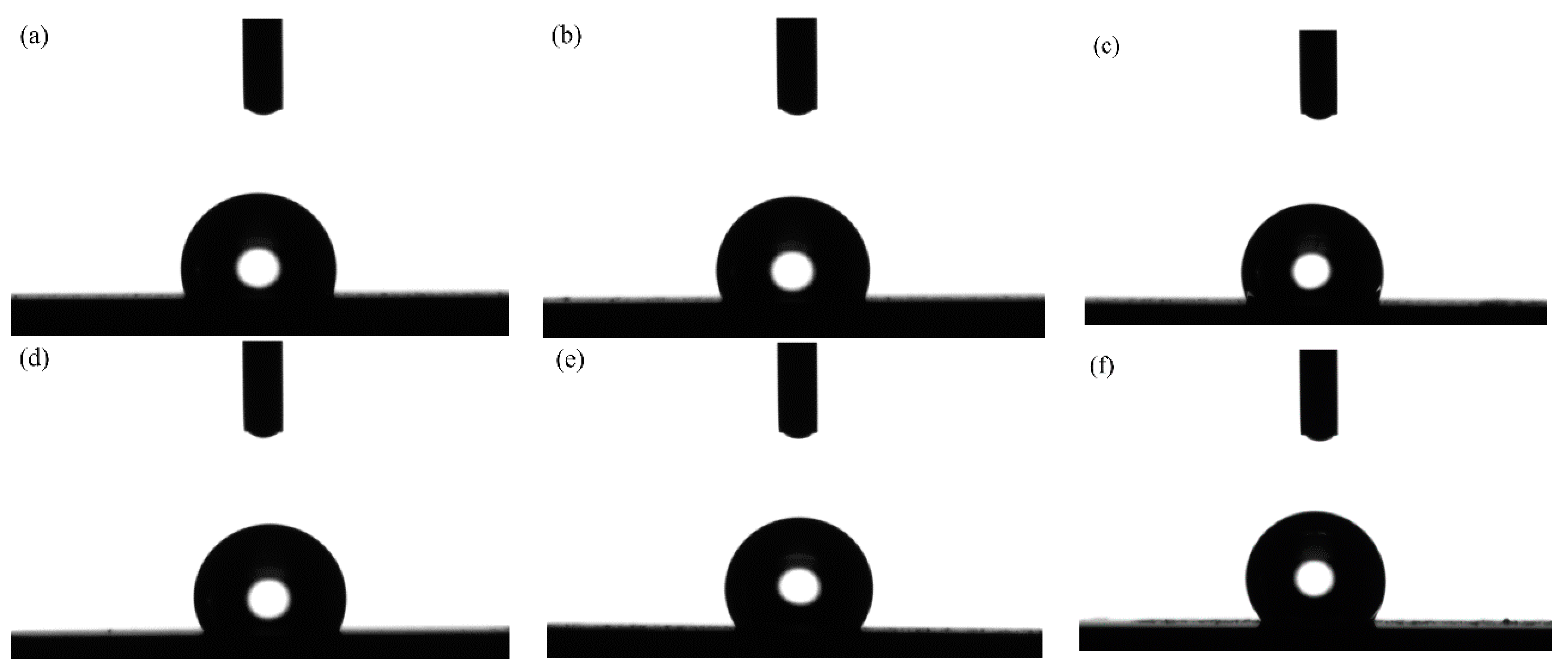
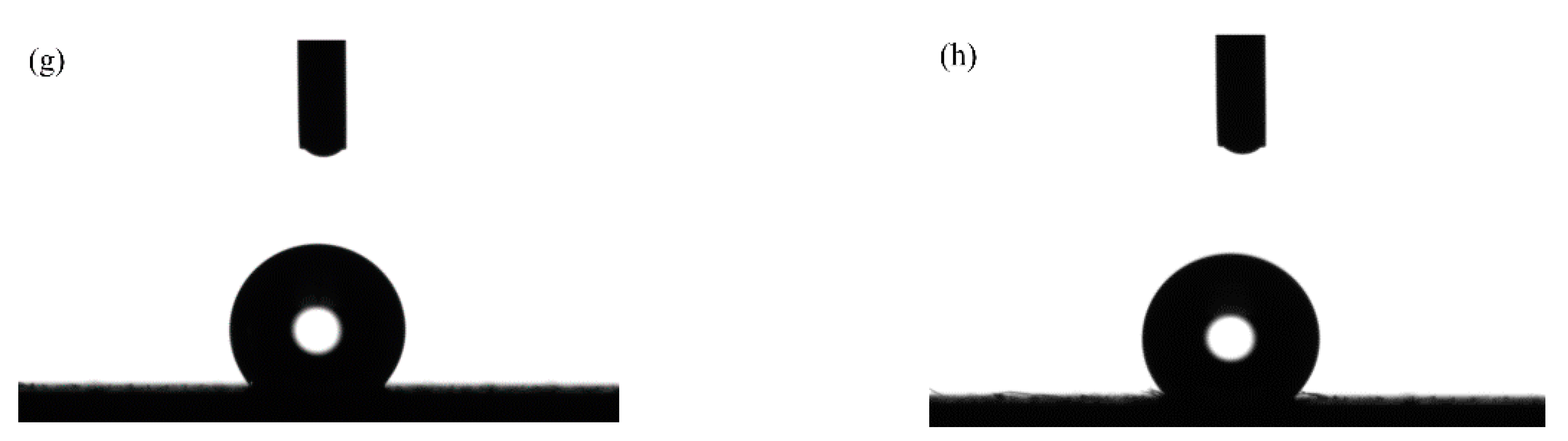
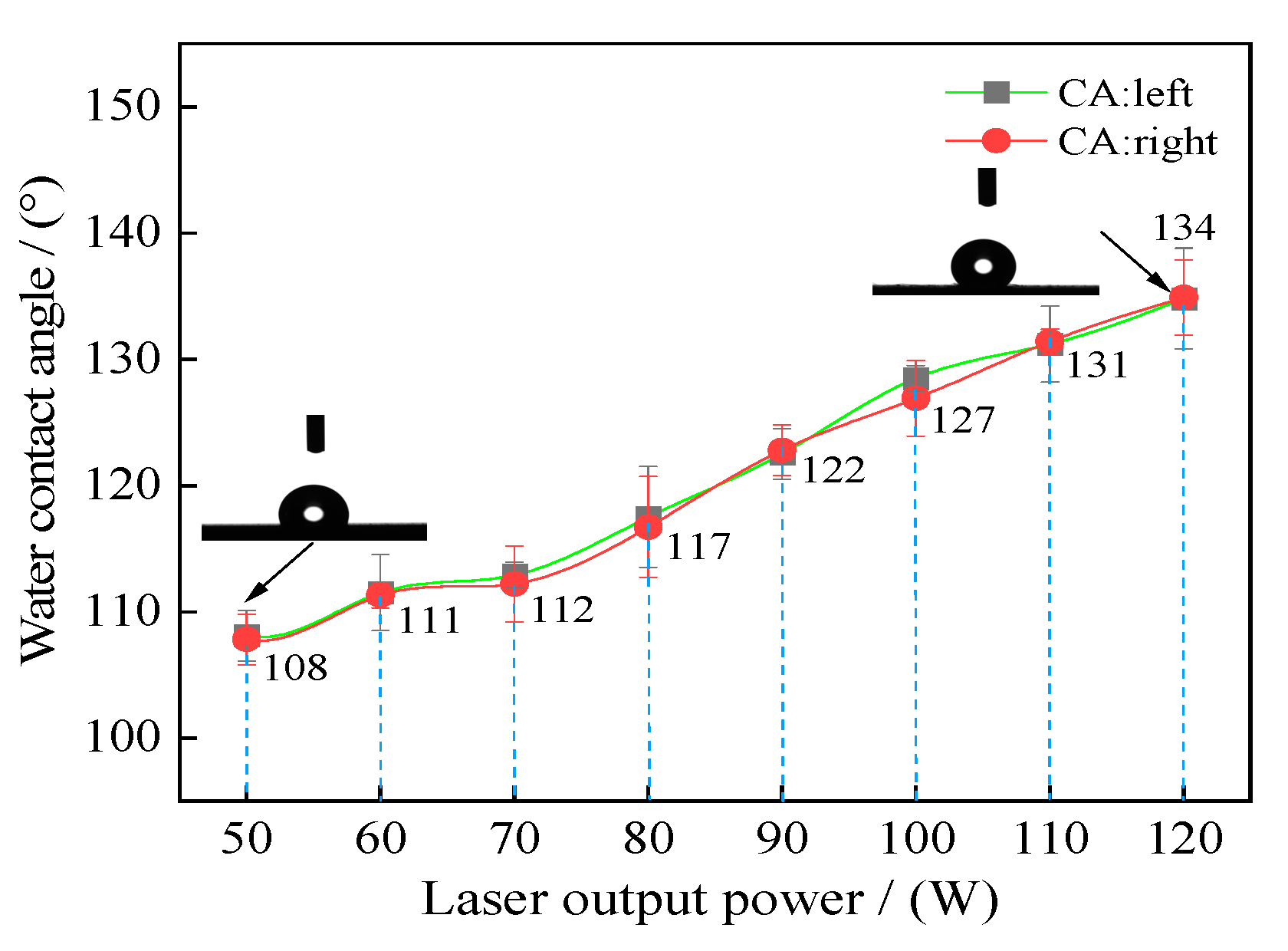
3.2. Effects of Laser Output Power on Samples’ Surface Wettability
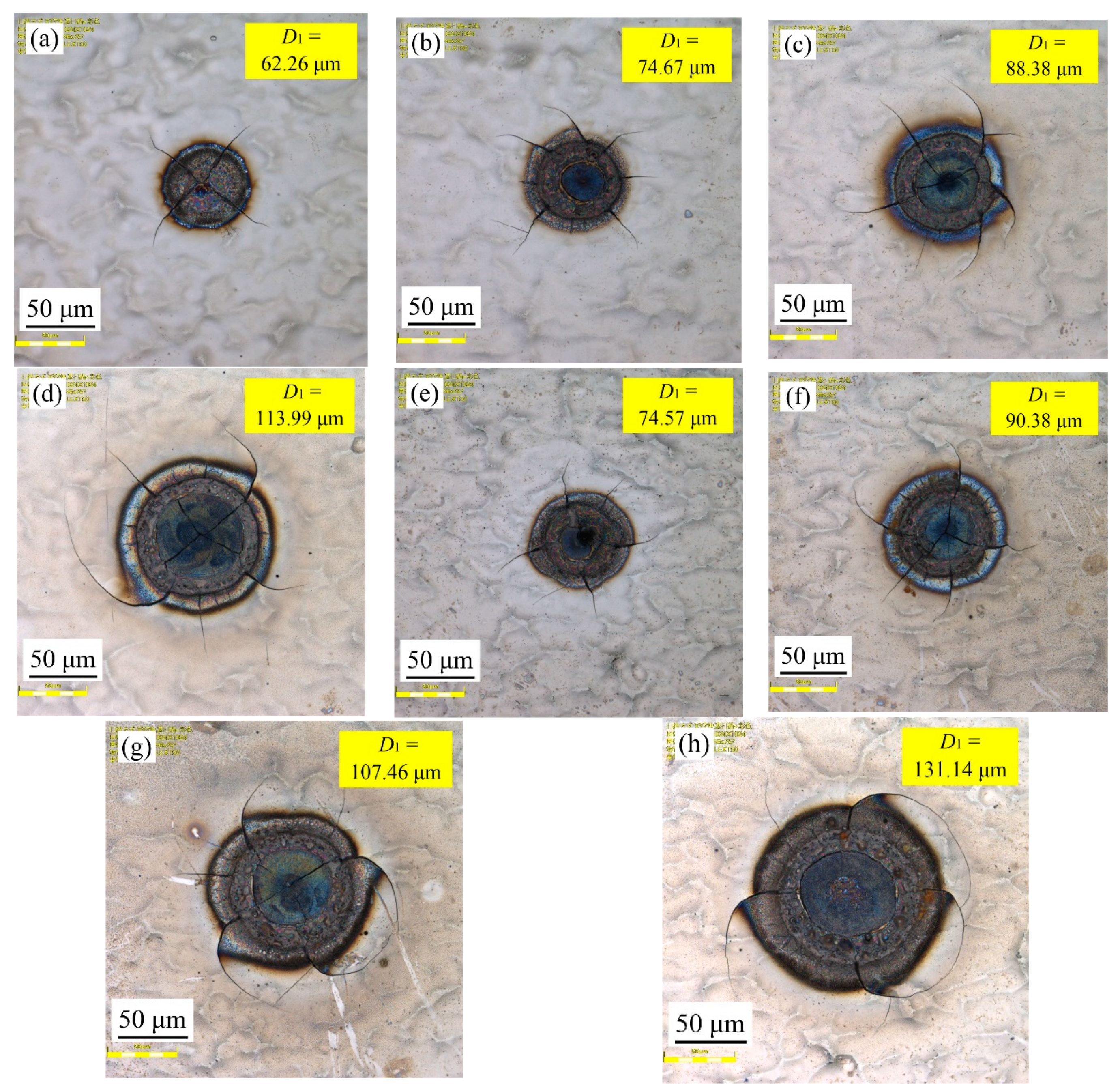
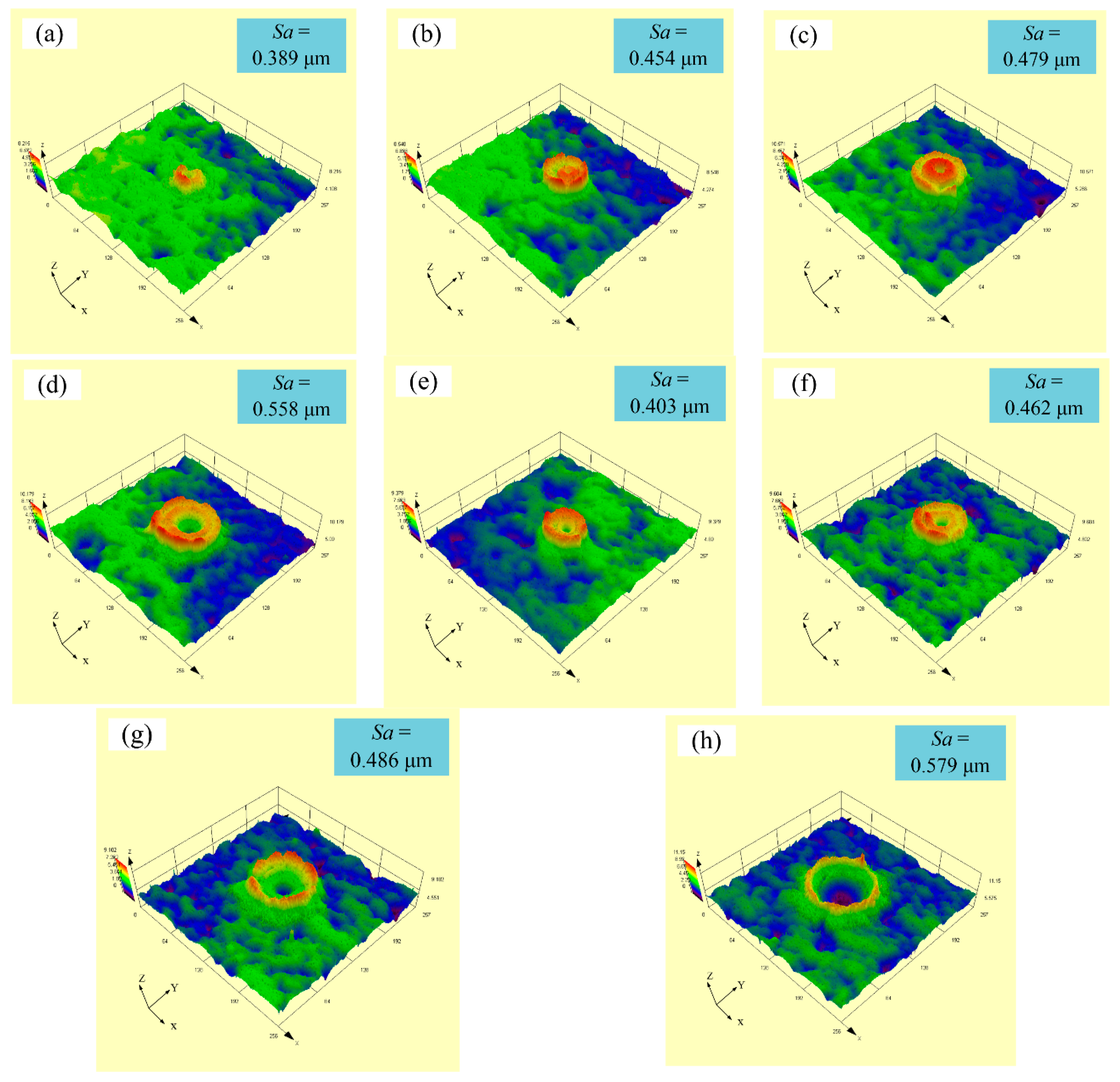
3.3. Effects of Pulse Width on Samples’ Surface Morphologies and Surface Roughness
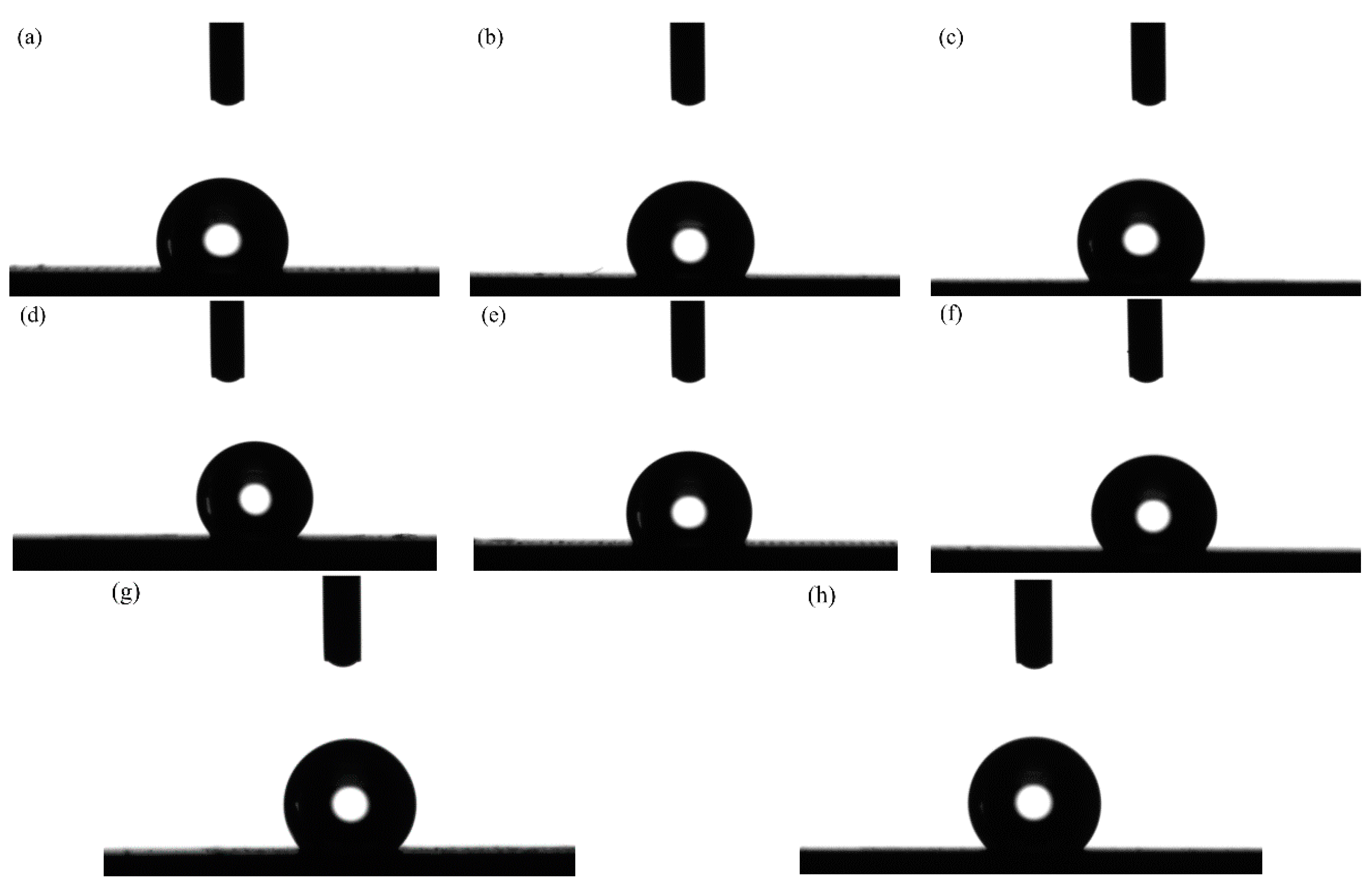
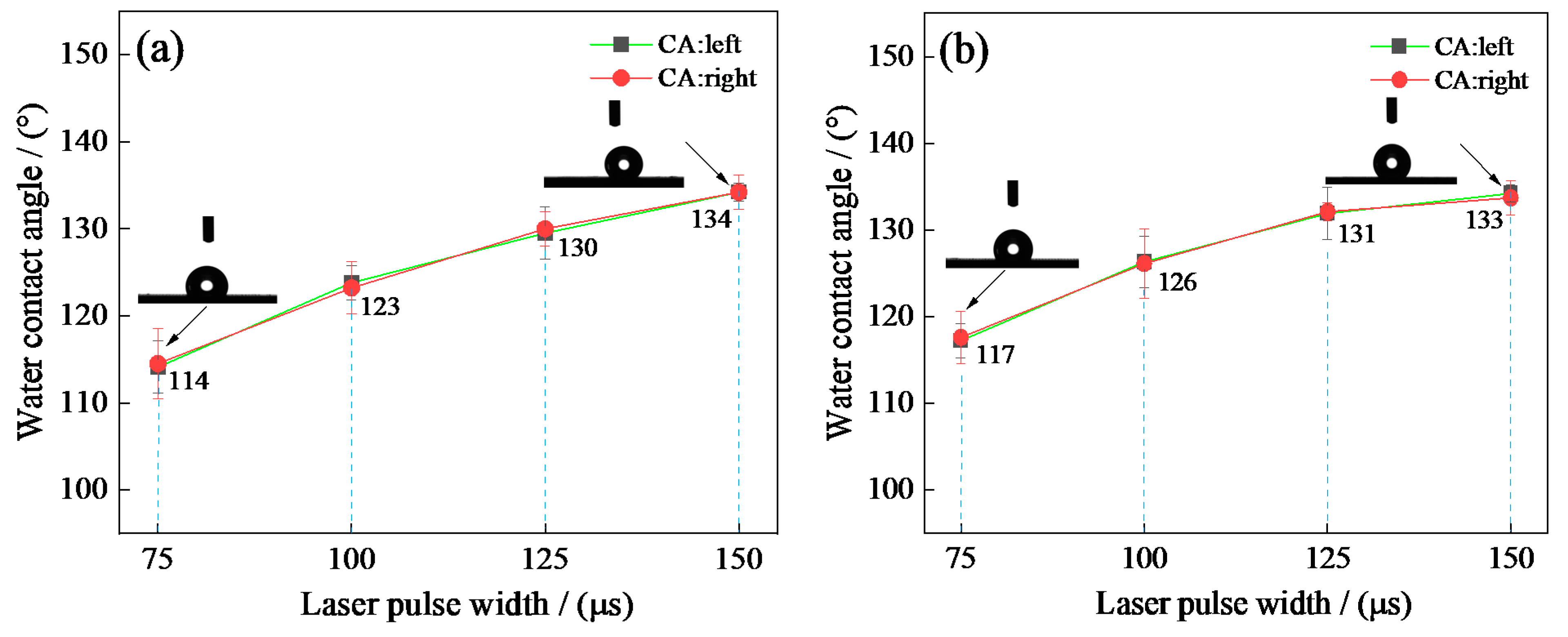
3.4. Effects of Pulse Width on Samples’ Surface Wettability
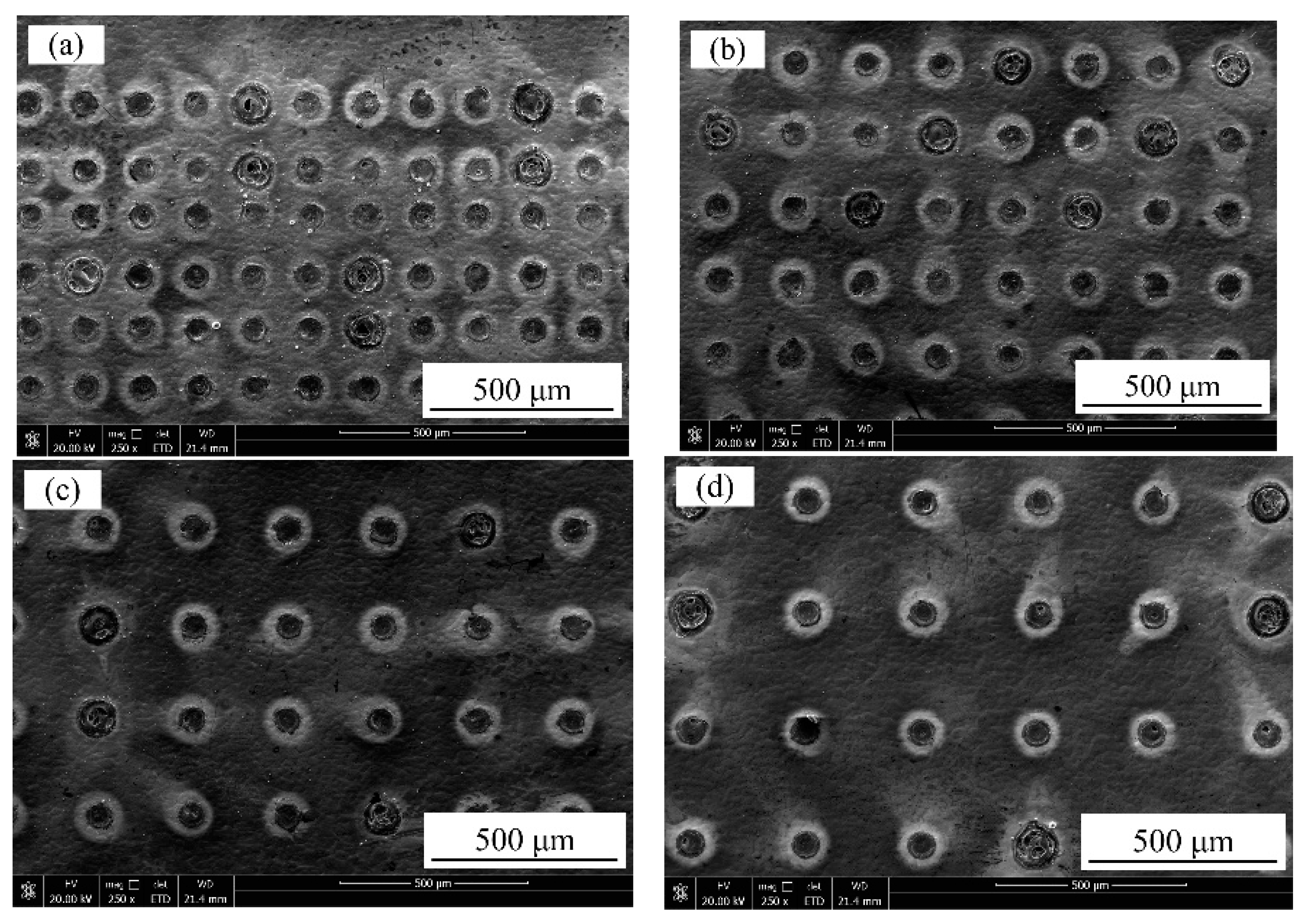
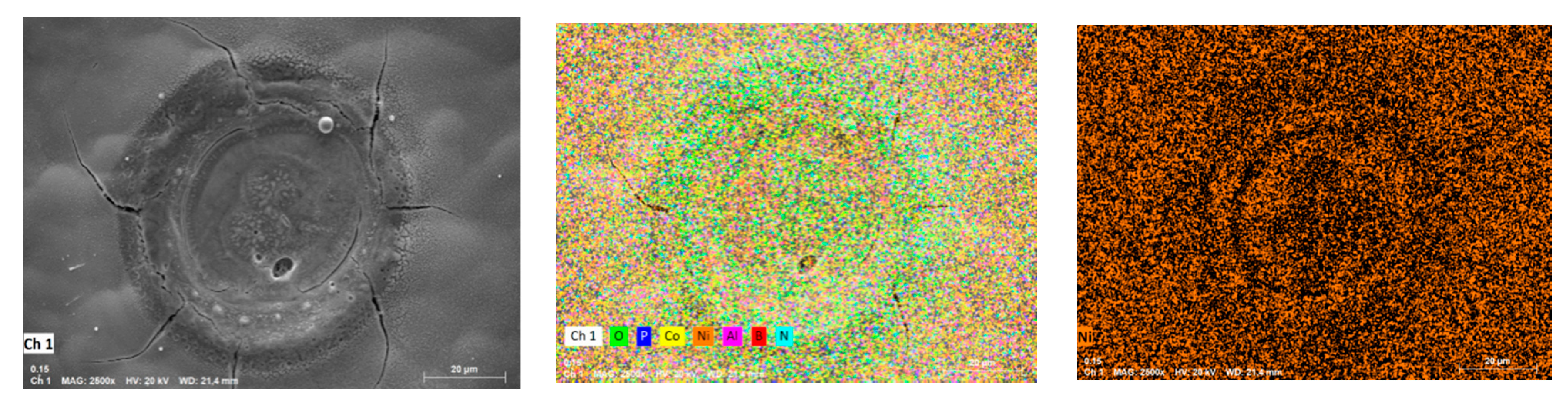
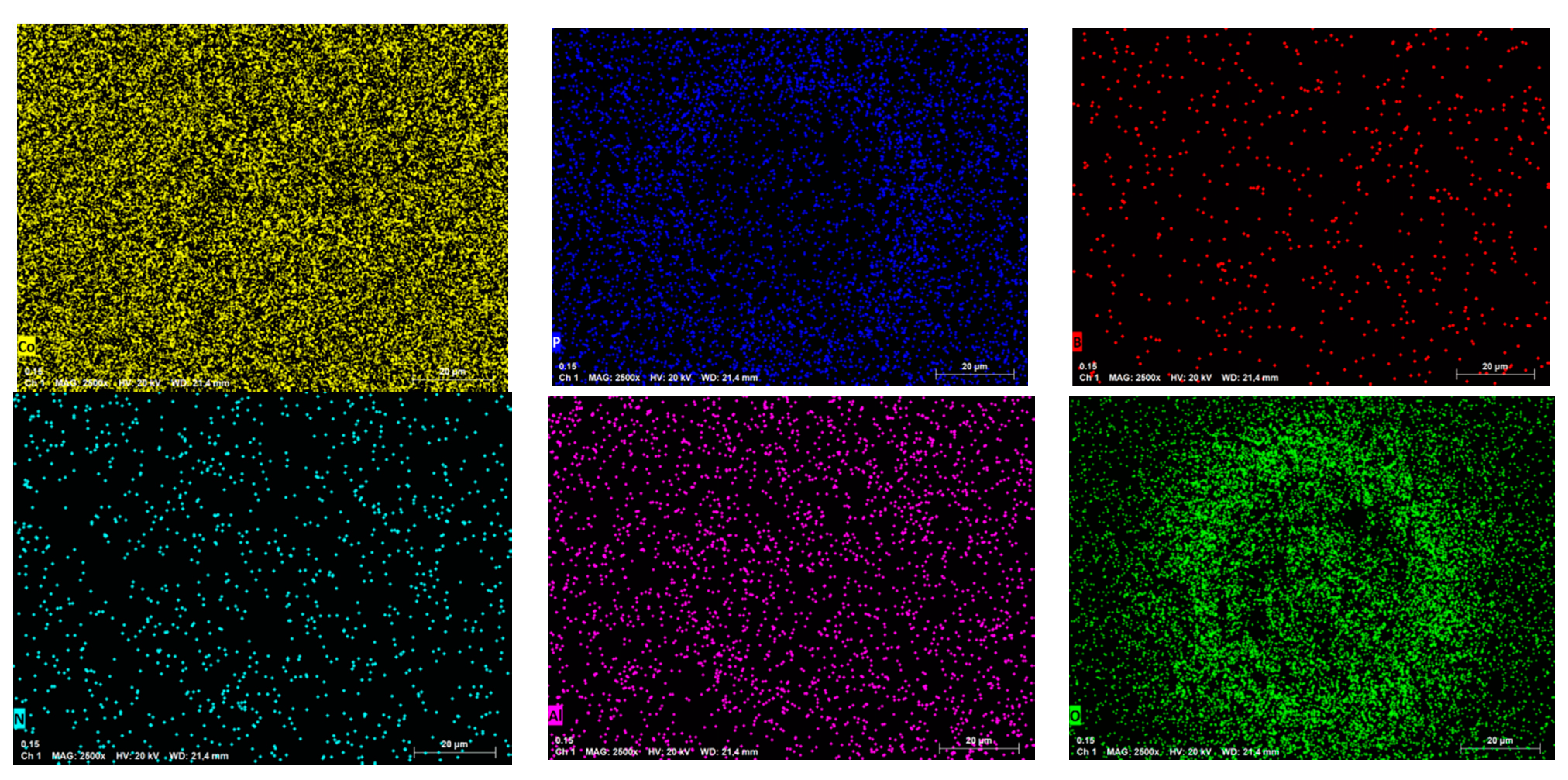
3.5. Effects of Spot-to-Spot Distance on Samples’ Surface Morphologies and Elemental Mapping Images
3.6. Effects of Spot-to-Spot Distance on Samples’ Surface Wettability
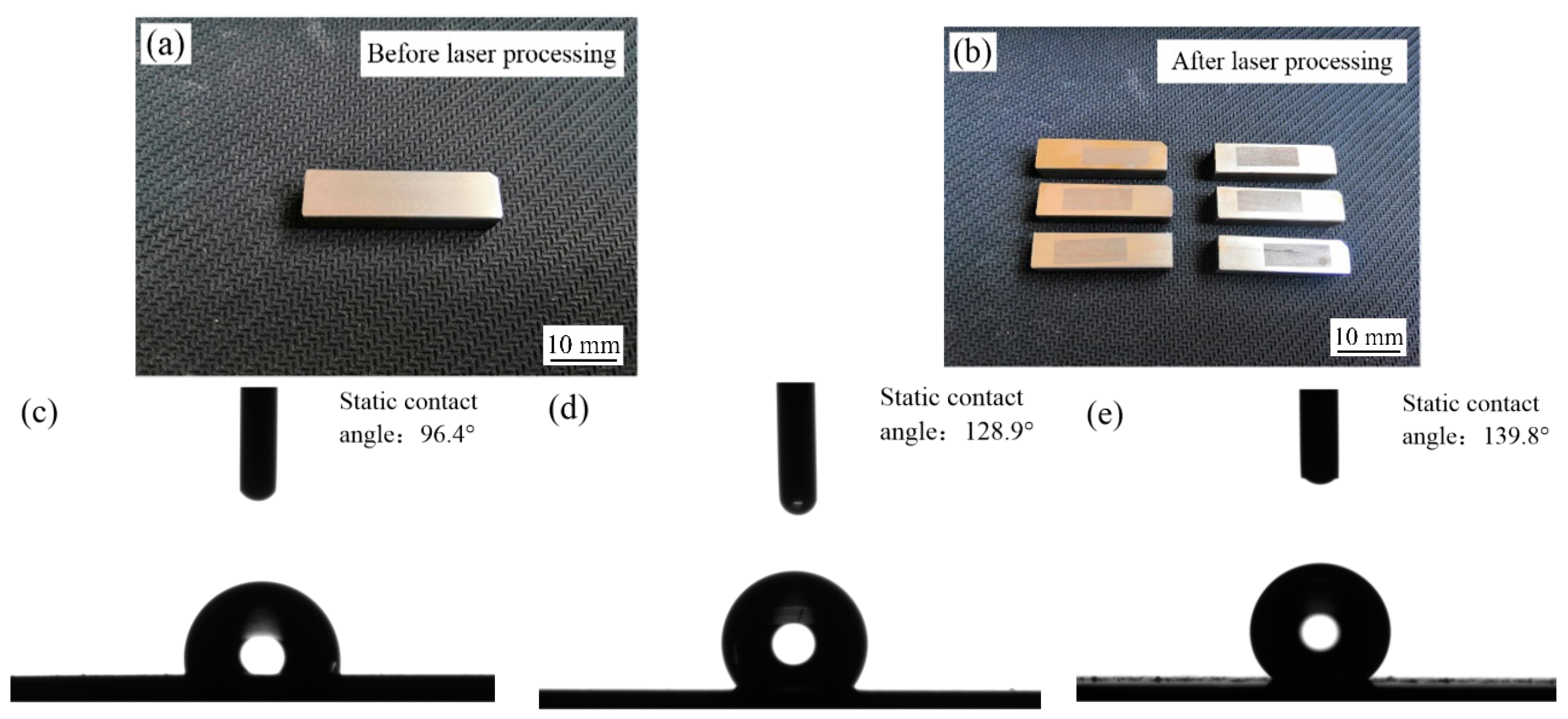
3.7. Wettability of Samples before and after Laser-Processing
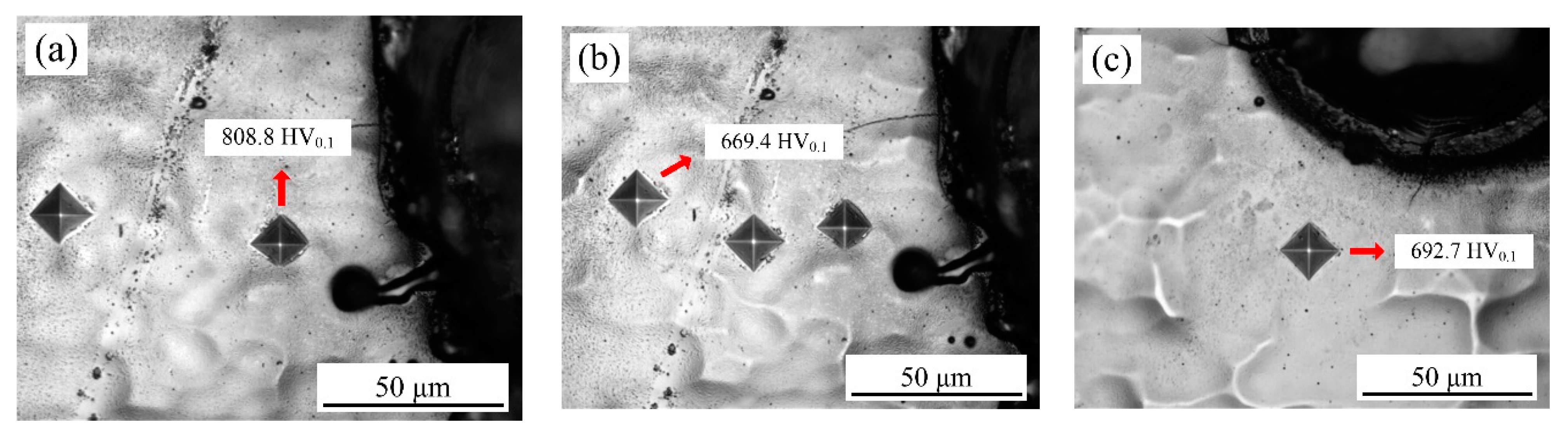
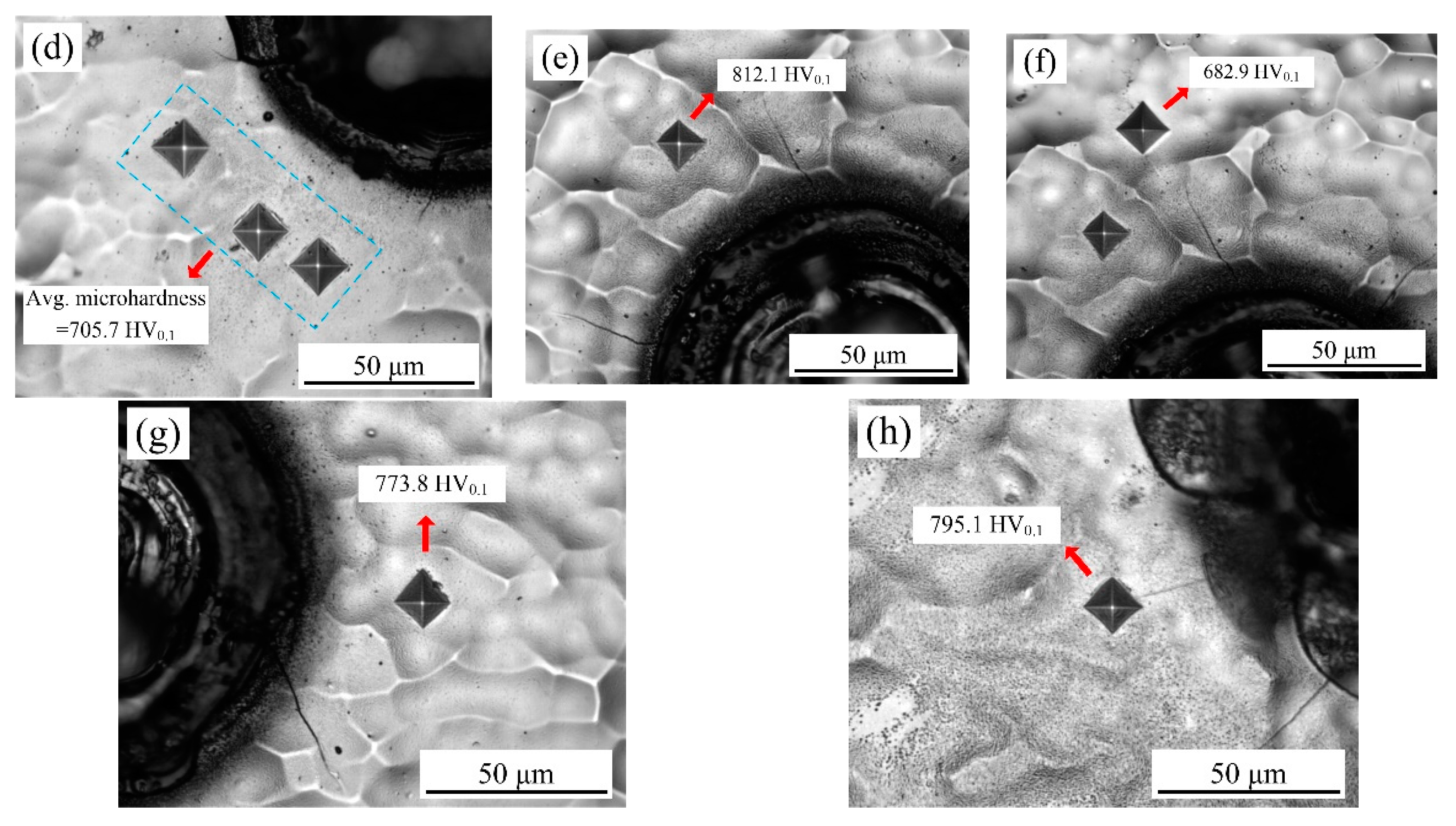
3.8. Microhardness of Samples before and after Laser-Processing
3.9. Wear Resistance of Samples before and after Laser-Processing
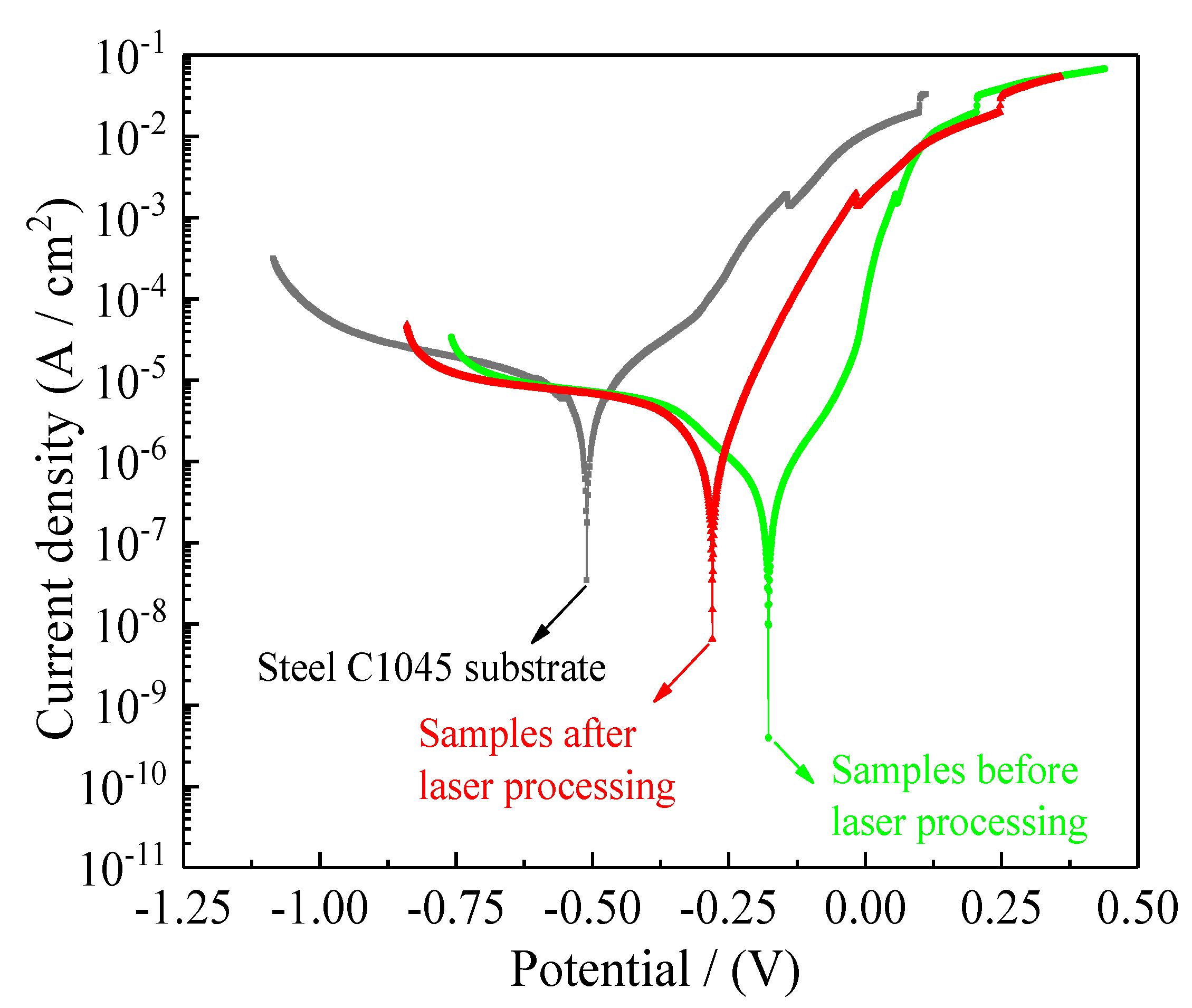
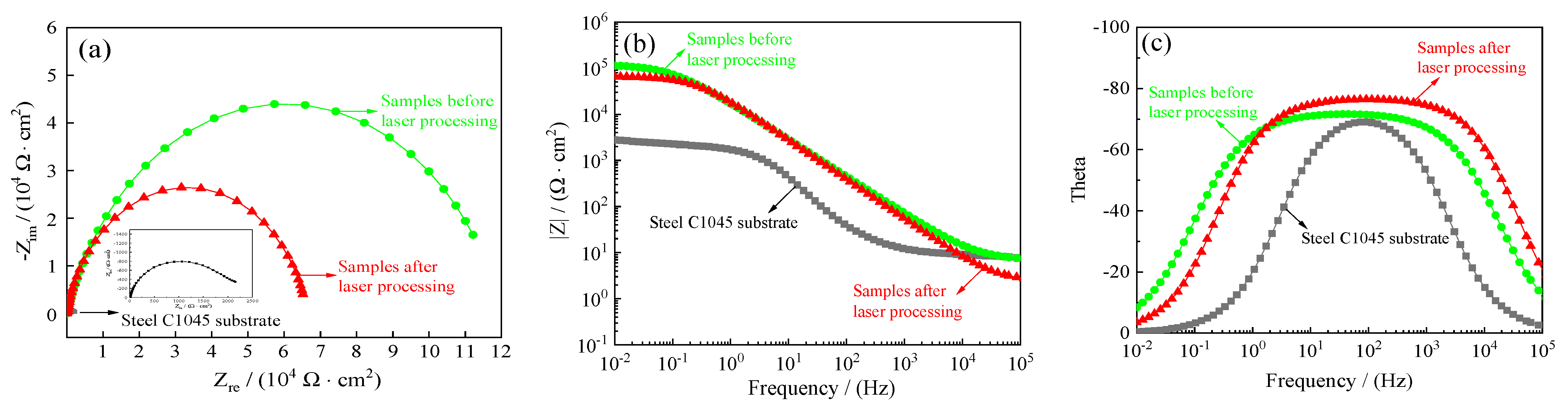
3.10. Corrosion Resistance of Samples before and after Laser-Processing
4. Conclusions
- Laser output power and pulse width had a strong effect on the morphologies of the created convex dome and small dimple. The convex dome was formed easily on the samples’ surface at a low laser output power and a suitable pulse width, and the dimple was formed on the samples’ surface at a high laser output power or pulse width.
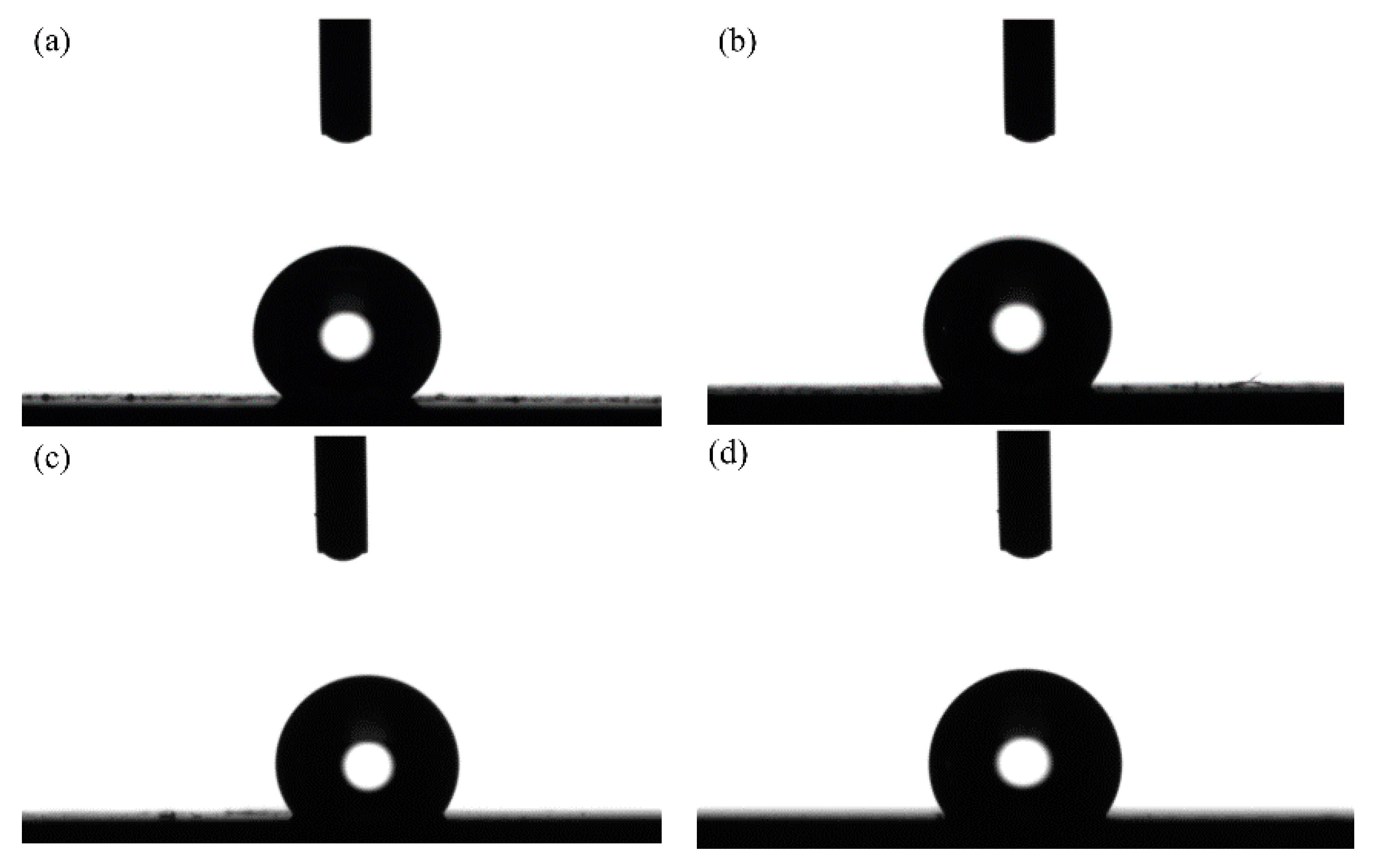
- The surface roughness and water contact angle of the samples increased with the rise in laser output power or pulse width. Additionally, the influence of laser output power on the surface roughness was greater than that of the pulse width. The water contact angle decreased with the rise in the spot-to-spot distance, and the water contact angle reached a maximum value of 139.8° with a laser output power of 50 W, a pulse width of 100 µs and a spot-to-spot distance of 150 µm, which indicated better hydrophobicity.
- The samples after laser processing exhibited a higher wettability, microhardness and wear resistance compared to those of the normal samples. The microhardness of the heat-affected zone reached a maximum value of 812.1 HV0.1, and the wear scar width of the samples reached a minimum value of 360.5 µm. However, after laser processing, samples’ seawater corrosion resistance decreased slightly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, W.; Meng, F.; Gao, X.; Hu, J. Effect of QPQ nitriding time on wear and corrosion behavior of 45 carbon steel. Appl. Surf. Sci. 2012, 261, 411–414. [Google Scholar] [CrossRef]
- Liu, H.; Wang, C.; Zhang, X.; Jiang, Y.; Cai, C.; Tang, S. Improving the corrosion resistance and mechanical property of steel C1045 surface by laser cladding with Ni60CuMoW alloy powder. Surf. Coat. Technol. 2013, 228, S296–S300. [Google Scholar] [CrossRef]
- Huang, G.; Qu, L.; Lu, Y.; Wang, Y.; Li, H.; Qin, Z.; Lu, X. Corrosion resistance improvement of steel C1045 by Fe-Based amorphous coating. Vacuum 2018, 153, 39–42. [Google Scholar] [CrossRef]
- Qiao, G.; Jing, T.; Wang, N.; Gao, Y.; Zhao, X.; Zhou, J.; Wang, W. High-speed jet electrodeposition and microstructure of nanocrystalline Ni-Co alloys. Electrochim. Acta 2006, 51, 85–92. [Google Scholar] [CrossRef]
- Wang, G.F.; Shen, L.D.; Huang, Y.H. Jet electrodeposition of bulk nanocrystalline nickel with real-time polishing. Int. J. Electrochem. Sci. 2012, 7, 10818–10824. [Google Scholar]
- Rajput, M.S.; Pandey, P.M.; Jha, S. Experimental investigations into ultrasonic-assisted jet electrodeposition process. J. Eng. Manuf. 2013, 228, 682–694. [Google Scholar] [CrossRef]
- Shen, L.; Wang, Y.; Jiang, W.; Liu, X.; Wang, C.; Tian, Z. Jet electrodeposition multilayer nickel on the surface of sintered NdFeB and corrosion behaviors. Corros. Eng. Sci. Technol. 2017, 52, 311–316. [Google Scholar] [CrossRef]
- Zhang, Y.; Kang, M.; Yao, L.; Mbugua, N.S.; Jin, M.; Zhu, J. Study on the wear and seawater corrosion resistance of Ni-Co-P alloy coatings with jet electrodeposition in different jet voltages and temperatures of plating solution. Coatings 2020, 10, 639. [Google Scholar] [CrossRef]
- Zhang, Y.; Kang, M.; Mbugua, N.S.; Yao, L.; Jin, M.; Zhu, J. Fabrication of Ni–Co–P alloy coatings using jet electrodeposition with varying reciprocating sweep speed and jet gap to improve wear and seawater corrosion resistance. Coatings 2020, 10, 924. [Google Scholar] [CrossRef]
- Tang, Z.; Ye, X.; Tan, J.; Zhang, Q. Effect of flow of bath on properties of Co-Ni alloy coating prepared by jet electrodeposition. Electroplat. Pollut. Control 2020, 3, 11–14. (In Chinese) [Google Scholar]
- Li, H.; Kang, M.; Zhang, Y.; Niu, X.; Liu, C.; Jin, M. Influences of jet parameters on structure and wear resistance of Ni-Co-BN (h) nanocomposite coatings. China Surf. Eng. 2018, 2, 103–112. (In Chinese) [Google Scholar]
- Li, H.; Kang, M.; Zhang, Y.; Liu, Y.; Jin, M.; Mbugua, N.S.; Zhu, G.; Liu, C. Fabrication of Ni-Co-BN (h) nanocomposite coatings with jet electrodeposition in different pulse parameters. Coatings 2019, 9, 50. [Google Scholar] [CrossRef] [Green Version]
- Jiang, W.; Shen, L.; Qiu, M.; Wang, X.; Fan, M.; Tian, Z. Preparation of Ni-SiC composite coatings by magnetic field-enhanced jet electrodeposition. J. Alloys Compd. 2018, 762, 115–124. [Google Scholar] [CrossRef]
- Jiang, W.; Shen, L.; Xu, M.; Wang, Z.; Tian, Z. Mechanical properties and corrosion resistance of Ni-Co-SiC composite coatings by magnetic field-induced jet electrodeposition. J. Alloys Compd. 2019, 791, 847–855. [Google Scholar] [CrossRef]
- Wang, C.; Shen, L.; Qiu, M.; Tian, Z.; Jiang, W. Characterizations of Ni-CeO2 nanocomposite coating by interlaced jet electrodeposition. J. Alloys Compd. 2017, 727, 269–277. [Google Scholar] [CrossRef]
- Wang, Y.; Shen, L.; Jiang, W.; Wang, X.; Fan, M.; Tian, Z.; Han, X. Laser processing as an alternative electrodeposition pretreatment. Surf. Coat. Technol. 2019, 357, 957–964. [Google Scholar] [CrossRef]
- Kang, M.; Zhang, Y.; Li, H. Study on the performances of Ni-Co-P/BN (h) nanocomposite coatings made by jet electrodeposition. Procedia Cirp. 2018, 68, 221–226. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X.; Li, N.; Kang, M. Processing of microstructures on 304 L stainless steel surface based on long pulse laser. Laser Optoelectron. Prog. 2017, 54, 176–183. (In Chinese) [Google Scholar]
- Wang, X.; Zhang, Y.; Wang, L.; Xian, J.; Jin, M.; Kang, M. Fabrication of micro-convex domes using long pulse laser. Appl. Phys. A Mater. 2017, 123, 51–59. [Google Scholar] [CrossRef]
- Wang, X.; Xu, W.; Liu, L.; Zhang, Z.; Jin, M.; Kang, M. Magnetic-field-assisted fabrication of micro-convex domes using long pulse laser. Appl. Phys. A Mater. 2017, 123, 592–600. [Google Scholar] [CrossRef]
- Li, N.; Li, Z.; Kang, M.; Zhang, J. Numerical simulation and experimental study on laser micromachining of 304 L stainless steel in ambient air. Int. J. Mass Transf. 2019, 140, 978–991. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, Z.; Ni, X. Modeling and simulation on long pulse laser drilling processing. Int. J. Mass Transf. 2014, 73, 429–437. [Google Scholar] [CrossRef]
- Ji, L.; Li, N.; Kang, M. Evolution law of laser-textured microstructure on Ni-Co-Si3N4 composite coating surface. Laser Optoelectron. Prog. 2021, 58, 264–273. (In Chinese) [Google Scholar]
- Wang, B.; Dai, G.; Zhang, H.; Ni, X.; Shen, Z.; Lu, J. Damage performance of TiO2/SiO2 thin film components induced by a long-pulsed laser. Appl. Surf. Sci. 2011, 23, 9977–9981. [Google Scholar] [CrossRef]
- Zhou, J.; Shen, H.; Pan, Y.; Ding, X. Experimental study on laser microstructures using long pulse. Opt. Lasers Eng. 2016, 78, 113–120. [Google Scholar] [CrossRef]
- Yung, K.C.; Wang, W.J.; Xiao, T.Y.; Choy, H.S.; Mo, X.Y.; Zhang, S.S.; Cai, Z.X. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Appl. Surf. Sci. 2018, 351, 89–98. [Google Scholar] [CrossRef]
- Jing, X.; Pu, Z.; Zheng, S.; Wang, F.; Qi, H. Nanosecond laser induced microstructure features and effects thereof on the wettability in zirconia. Ceram. Int. 2020, 15, 24173–24182. [Google Scholar] [CrossRef]
- Li, H.; Kang, M.; Zhang, Y.; Liu, Y.; Jin, M.; Mbugua, N.S.; Zhu, G.; Liu, C. Fabrication of superhydrophobic Ni-Co alloy coatings via electrochemical machining to improve corrosion resistance. Nanosci. Nanotechnol. Lett. 2019, 1, 47–55. [Google Scholar] [CrossRef]
- Zhang, Y.; Kang, M.; Jin, M.; Mbugua, N.S.; Zhu, J. Study on the corrosion resistance of superhydrophobic Ni-CoP-BN (h) nanocomposite coatings prepared by electrochemical machining and fluorosilane modification. Int. J. Electrochem. Sci. 2020, 15, 2052–2069. [Google Scholar] [CrossRef]
- Zheng, X.; Song, R.; Yao, J. Laser heat treatment and wear resistance of electroless plating. Chin. J. Laser 2008, 35, 610–614. (In Chinese) [Google Scholar] [CrossRef]
- Dun, A.; Yao, J.; Kong, F.; Zhang, W. Microstructure characterization of Ni-P-A12O3 electroless composite plating on Fe-C alloy treated by laser beam. Chin. J. Laser 2008, 35, 1609–1614. (In Chinese) [Google Scholar]
- Luo, F.; Chen, Z.; Dong, S. The effect of laser processing parameters on microstructure and performance of nano-SiO2. China Surf. Eng. 2008, 21, 17–21. (In Chinese) [Google Scholar]
- Mohazzab, B.F.; Jaleh, B.; Fattah-alhosseini, A.; Mahmoudi, F.; Momeni, A. Laser surface treatment of pure titanium: Microstructural analysis, wear properties, and corrosion behavior of titanium carbide coatings in Hank’s physiological solution. Surf. Interfaces 2020, 20, 100597. [Google Scholar] [CrossRef]
- Liu, H.; Guo, R.; Liu, Z. Characteristics of microstructure and performance of laser-treated electroless Ni−P/Ni−W−P duplex coatings. Trans. Nonferrous Met. Soc. China 2012, 22, 3012–3020. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, J.; Deng, L. Analysis on microstructure and friction properties of laser texture coatings on the surface of cylinder liner/piston friction pair. Mater. Prot. 2019, 52, 47–50. (In Chinese) [Google Scholar]
- Lou, D.; Ding, Q.; Lou, C.; Yao, J. Influences of laser surface treatment on microstructure and wear resistance of electroless composite plated NiAl/nano Al2O3 coatings. Laser Optoelectron. Prog. 2010, 47, 91–96. (In Chinese) [Google Scholar]
- Ma, Q.; Wang, W.; Dong, G. Facile fabrication of biomimetic liquid-infused slippery surface on carbon steel and its self-cleaning, anti-corrosion, anti-frosting and tribological properties. Colloids Surf. A 2019, 577, 17–26. [Google Scholar] [CrossRef]
- Li, B.; Zhang, W.; Huan, Y.; Zhang, W. Effect of SiC on corrosion and wear resistance of Ni-W coatings. Rare Met. Mater. Eng. 2017, 10, 381–386. [Google Scholar]
- Gu, Z.; Mao, P.; Gou, Y.; Chao, Y.; Xi, S. Microstructure and properties of MgMoNbFeTi2Yx high entropy alloy coatings by laser cladding. Surf. Coat. Technol. 2020, 402, 126303. [Google Scholar] [CrossRef]
- Yu, D.; Tian, J.; Dai, J.; Wang, X. Corrosion resistance of three-layer superhydrophobic composite coating on carbon steel in seawater. Electrochim. Acta 2013, 97, 409–419. [Google Scholar] [CrossRef]
- Jayaraj, J.; Raj, A.S.; Srinivasan, A.; Ananthakumar, S.; Pillai, U.T.S.; Dhaipule, N.G.K.; Mudali, U.K. Composite magnesium phosphate coatings for improved corrosion resistance of magnesium AZ31 alloy. Corros. Sci. 2016, 113, 104–115. [Google Scholar] [CrossRef]
- Ji, X.J.; Luan, G.F.; Lyu, J.C.; Cui, L.Y.; Li, S.Q.; Zeng, R.C.; Wang, Z.L. Corrosion resistance and tunable release of ciproflfloxacin-loaded multilayers on magnesium alloy: Effects of SiO2 nanoparticles. Appl. Surf. Sci. 2020, 508, 145240. [Google Scholar] [CrossRef]
- Ren, X.; Zhu, H.; Zhang, R.; Wang, F.; Gu, Y. Laser modification of Ni-P-nano-Al2O3 electroless composite coating on 45 carbon steel. Corros. Sci. Prot. Technol. 2013, 25, 393–397. (In Chinese) [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Concentration (g·L−1) | Operating Conditions | |
|---|---|---|---|
| 1# | NaOH | 25.0 | Processing time 30 s, Treatment current 1 A in electric cleaning |
| Na2CO3 | 21.7 | ||
| Na3PO4 | 50.0 | ||
| NaCl | 2.4 | ||
| 2# | HCl | 25.0 | Processing time 35 s, Treatment current 1 A in strong activation |
| NaCl | 140.1 | ||
| 3# | H3C6H5O7·H2O | 94.3 | Processing time 35 s, Treatment current 1 A in weak activation |
| NiCl2·6H2O | 3.0 | ||
| Na3C6H5O7·2H2O | 141.2 | ||
| Solution Composition | Concentration (g·L−1) | Preparation Parameters | |
|---|---|---|---|
| Nickel sulfate (NiSO4·6H2O) | 200.0 | Jet voltage | 12 V |
| Nickel chloride hexahydrate (NiCl2·6H2O) | 30.0 | Temperatures of the plating solution | 60 °C |
| Cobaltous sulfate heptahydrate (CoSO4·7H2O) | 20.0 | Reciprocating sweep speeds | 175 mm·s−1 |
| Boric acid (H3BO3) | 30.0 | Jet gap | 2.0 mm |
| Phosphorous acid (H3PO3) | 20.0 | Injection speed | 1.5 m·s−1 |
| Citric acid monohydrate (C6H8O7·H2O) | 60.0 | Electrodeposition time | 20 min |
| Sodium dodecyl sulfate (CH3(CH2)11SO4Na) | 0.08 | Pulse frequency | 4 kHz |
| Sulfourea (H2NCSNH2) | 0.02 | Duty cycle | 0.8 |
| BN(h) nanoparticles 4.0 g·L−1 and Al2O3 nanoparticles 4.0 g·L−1 | |||
| Processing Parameters | Values |
|---|---|
| Laser output power/(W) | 50, 60, 70, 80, 90, 100, 110, 120 |
| Pulse width/(µs) | 50, 75, 100, 125, 150 |
| Pulse repetition/(Hz) | 2000 |
| Pulse number | 1 |
| Feed rate/(mm·s−1) | 5 |
| Spot-to-spot distance/(µm) | 150, 200, 250, 300 |
| Constituent | NaCl | MgCl2 | Na2SO4 | CaCl2 | KCl | NaHCO3 | KBr | H3BO3 | SrCl2 | NaF |
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration (g·L−1) | 24.530 | 5.200 | 4.090 | 1.160 | 0.695 | 0.201 | 0.101 | 0.027 | 0.025 | 0.003 |
| Samples | Ni | Co | P | B | N | Al | O |
|---|---|---|---|---|---|---|---|
| Before laser processing/(wt.%) | 56.02 | 36.64 | 1.08 | 2.96 | 0.19 | 0.51 | 2.60 |
| After laser processing/(wt.%) | 54.43 | 33.08 | 0.60 | 2.11 | 0.15 | 0.33 | 9.30 |
| Samples | Ecorr/ mV | Icorr/ (µA·cm−2) | βa (mV/dec) | βc (mV/dec) | Rcorr/ (µm·year−1) | Rp/ (kΩ·cm−2) |
|---|---|---|---|---|---|---|
| steel C1045 substrates | −508 | 19.86 | 390 | 352 | 275.3 | 4.05 |
| Before laser processing | −177 | 0.29 | 74 | 79 | 3.5 | 57.28 |
| After laser processing | −280 | 1.47 | 92 | 133 | 15.9 | 16.08 |
| Samples | Rs/ (Ω·cm−2) | Cc/ (μF·cm−2) | Rc/ (KΩ·cm−2) | Cdl/ (μF·cm−2) | Rct/ (104 Ω·cm−2) |
|---|---|---|---|---|---|
| Steel C1045 substrates | 8.23 | 3.67 | 0.18 | 5.49 | 0.24 |
| Before laser processing | 6.82 | 8.64 | 1.27 | 36.73 | 11.82 |
| After laser processing | 6.94 | 6.37 | 1.02 | 24.16 | 6.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Kang, M.; Mbugua, N.S.; Gbenontin, B.V.; Jin, M.; Zhu, J. Wettability, Microhardness, Wear and Corrosion Resistance of Ni–Co–P–BN(h)–Al2O3 Binary Nanocomposite Coatings Surface with Varying Long-Pulse Laser Parameters. Coatings 2021, 11, 1467. https://doi.org/10.3390/coatings11121467
Zhang Y, Kang M, Mbugua NS, Gbenontin BV, Jin M, Zhu J. Wettability, Microhardness, Wear and Corrosion Resistance of Ni–Co–P–BN(h)–Al2O3 Binary Nanocomposite Coatings Surface with Varying Long-Pulse Laser Parameters. Coatings. 2021; 11(12):1467. https://doi.org/10.3390/coatings11121467
Chicago/Turabian StyleZhang, Yin, Min Kang, Nyambura Samuel Mbugua, Bertrand Vigninou Gbenontin, Meifu Jin, and Jiping Zhu. 2021. "Wettability, Microhardness, Wear and Corrosion Resistance of Ni–Co–P–BN(h)–Al2O3 Binary Nanocomposite Coatings Surface with Varying Long-Pulse Laser Parameters" Coatings 11, no. 12: 1467. https://doi.org/10.3390/coatings11121467
APA StyleZhang, Y., Kang, M., Mbugua, N. S., Gbenontin, B. V., Jin, M., & Zhu, J. (2021). Wettability, Microhardness, Wear and Corrosion Resistance of Ni–Co–P–BN(h)–Al2O3 Binary Nanocomposite Coatings Surface with Varying Long-Pulse Laser Parameters. Coatings, 11(12), 1467. https://doi.org/10.3390/coatings11121467