
FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence

Abstract
:1. Introduction
2. Model Development and Meshing of Welded Structure
2.1. Material Chemical Composition and Its Mechanical Property Parameters
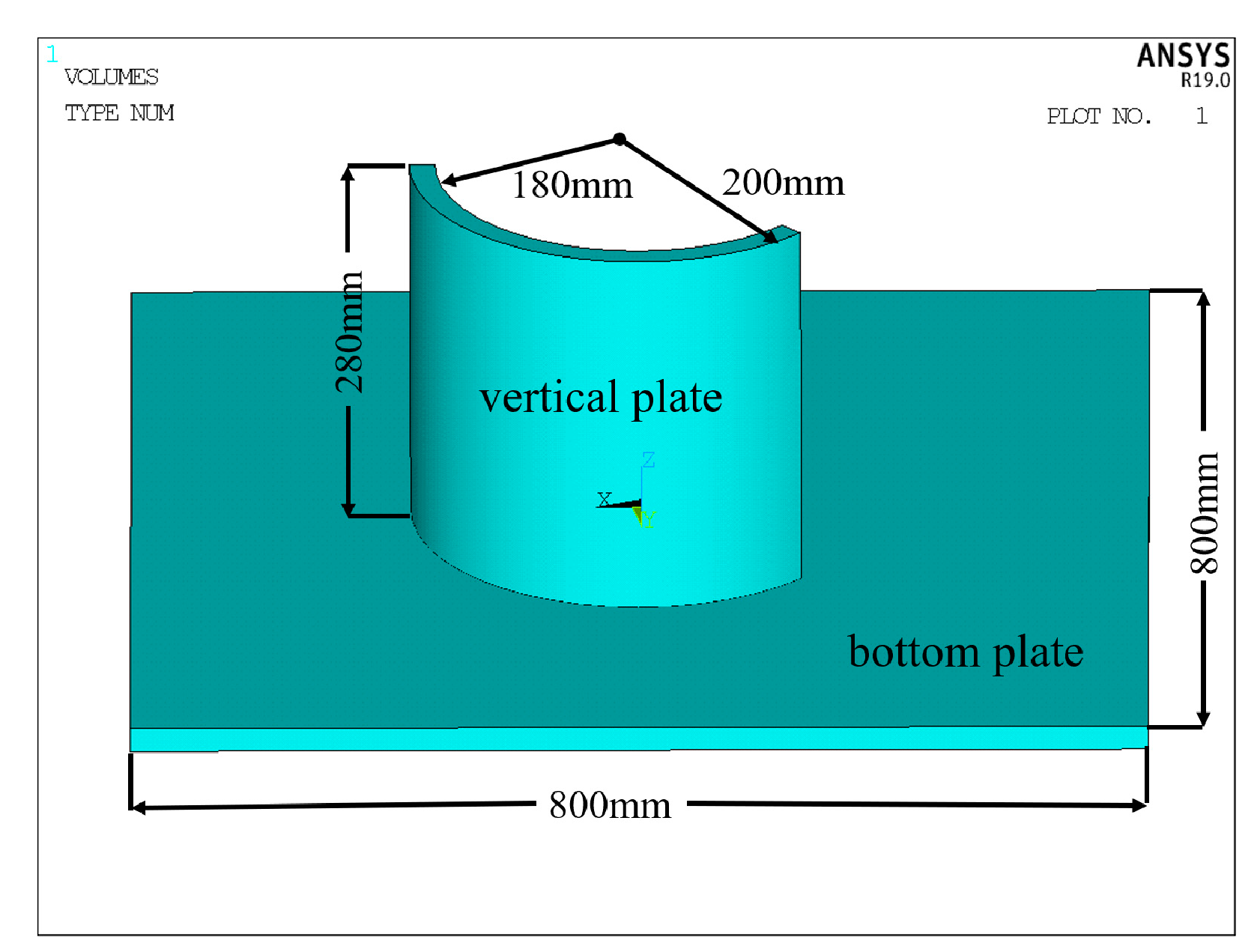
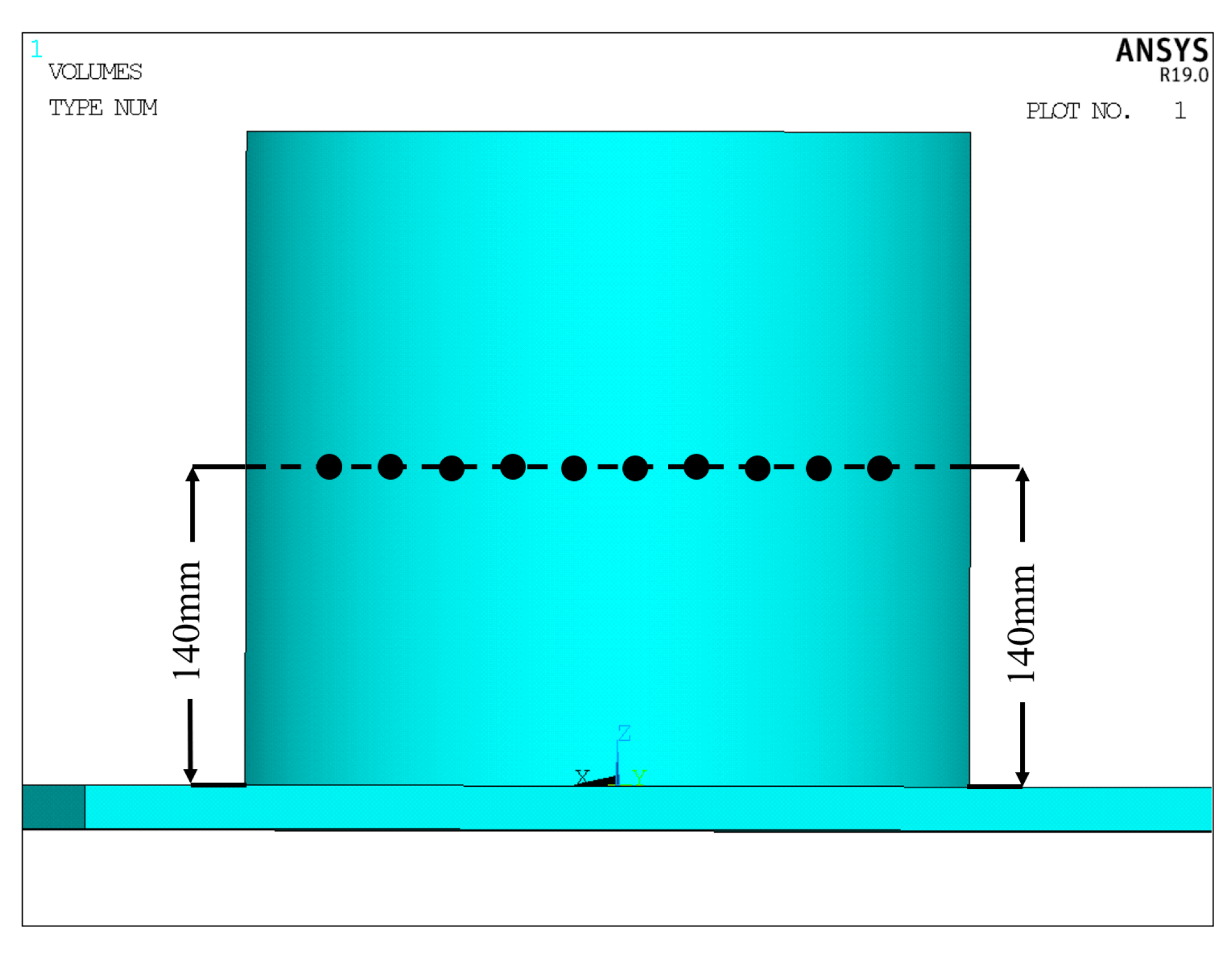
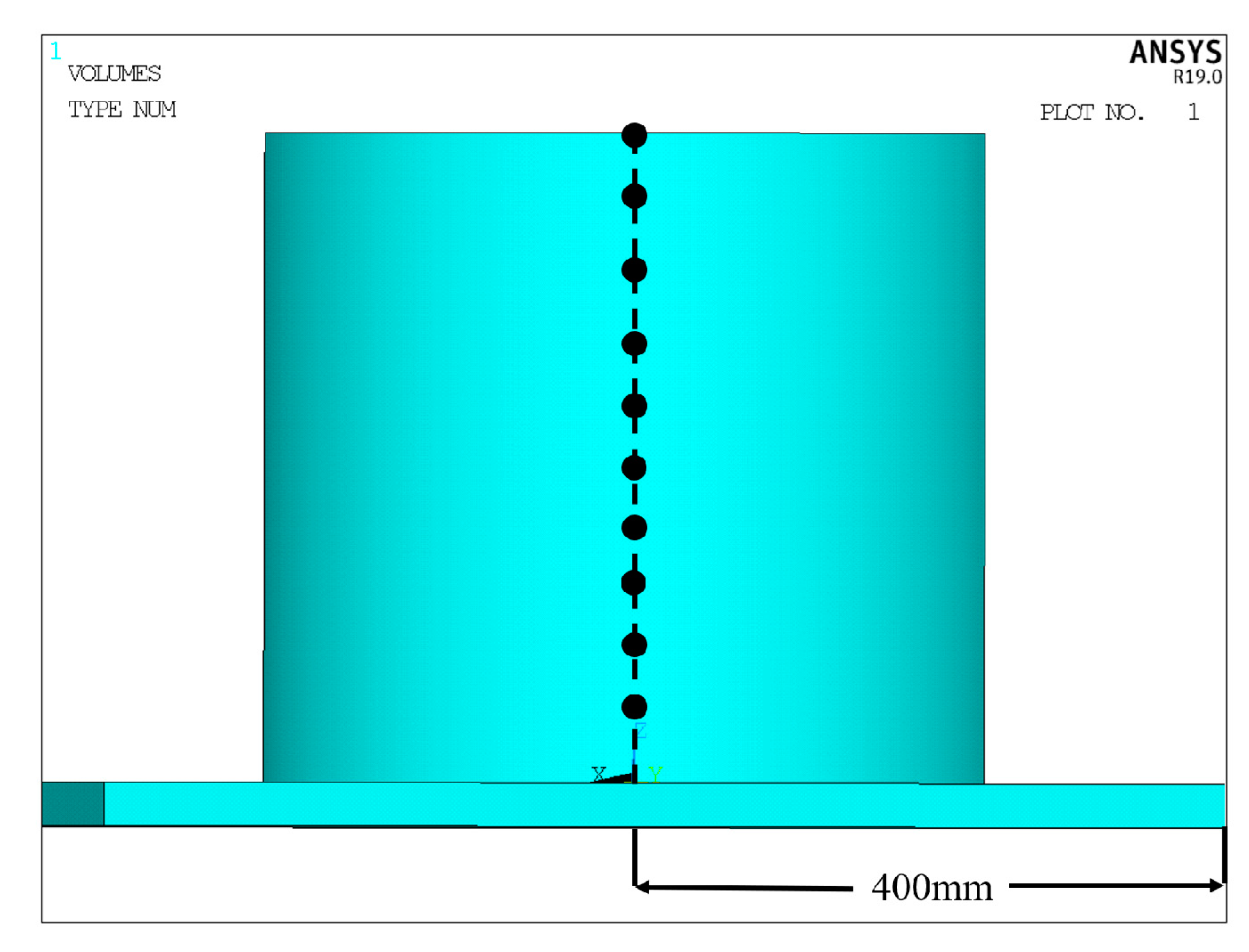
2.2. The Development of Three-Dimensional Structure Model of Welding Object
2.3. The Development of Finite Element Model of Welding Object
2.4. Setting of Welding Process Parameters
3. Numerical Calculation and Analysis
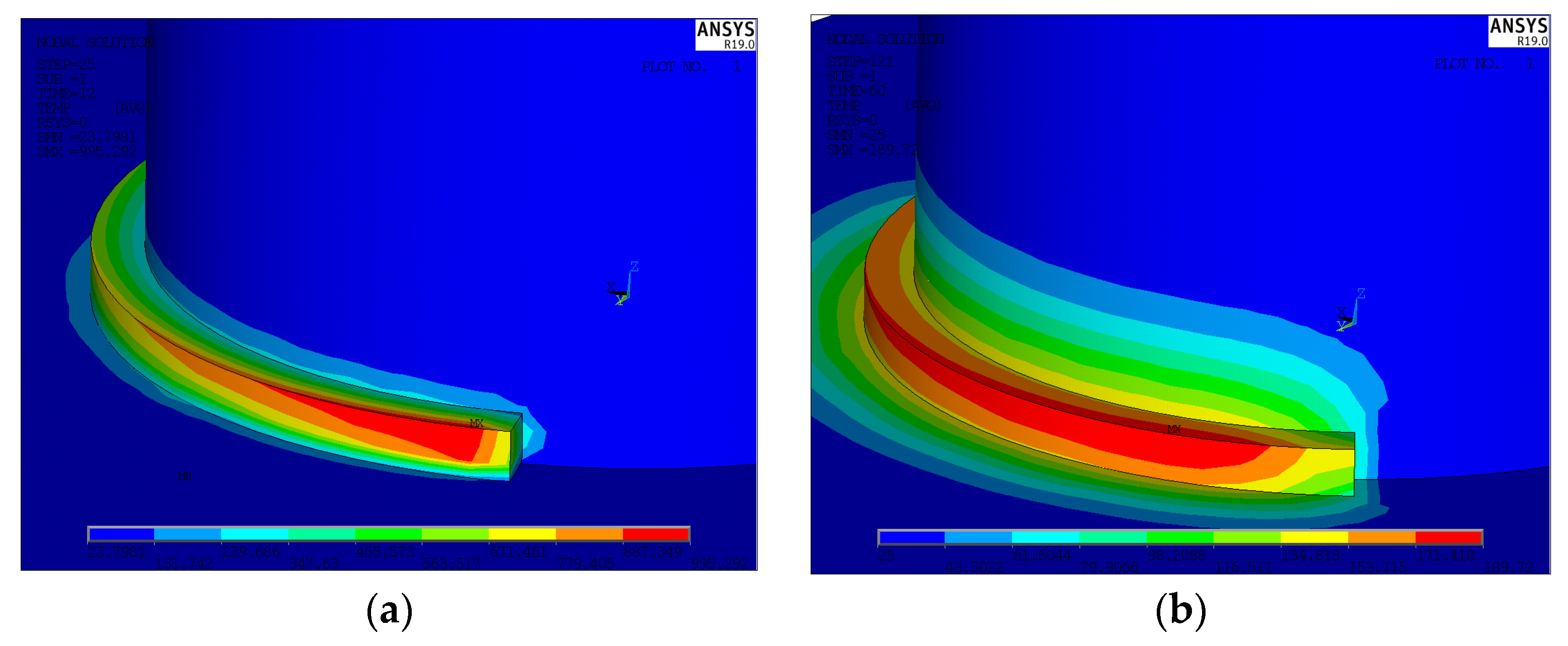
3.1. Analysis of Welding Temperature Field of Base Metal
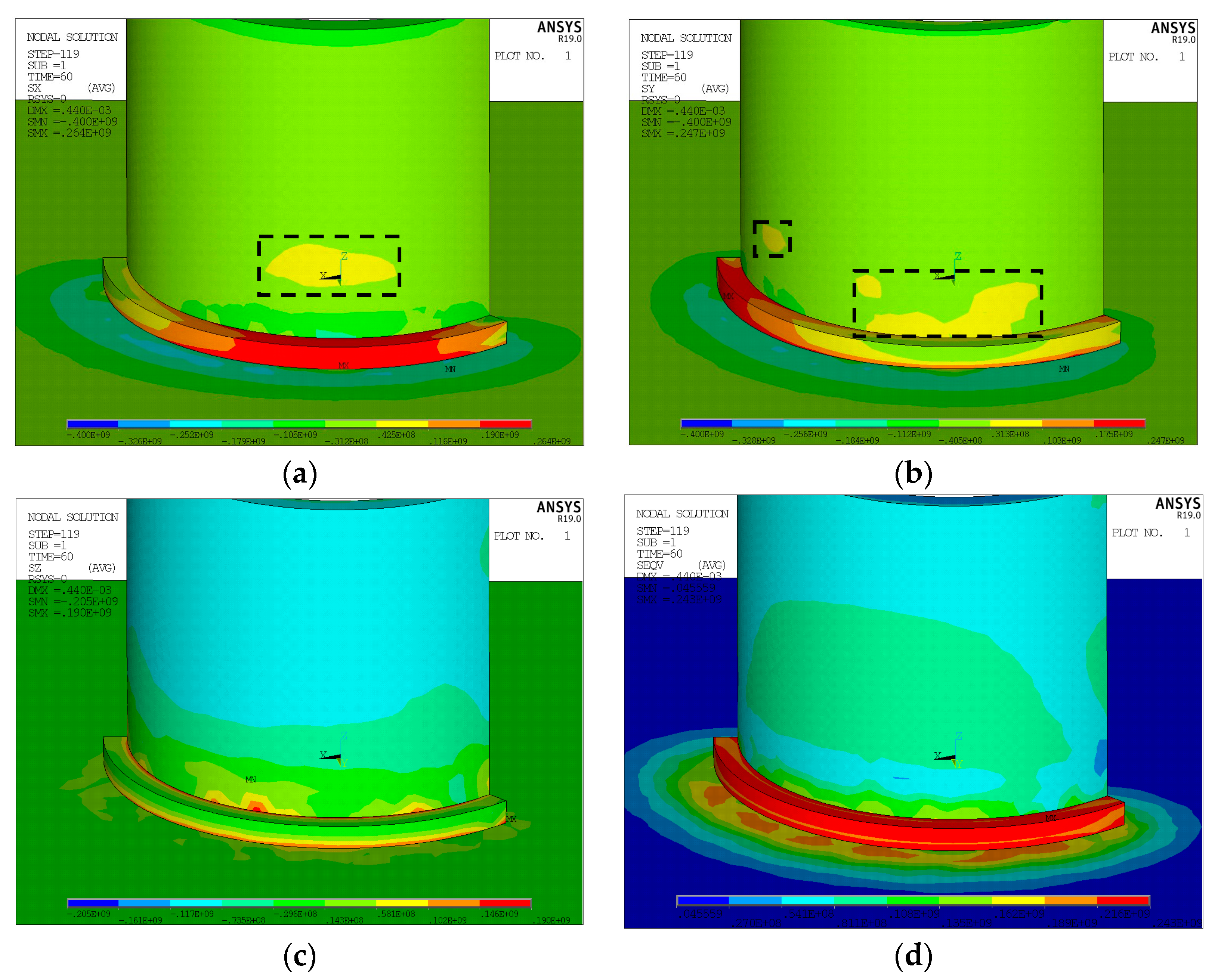
3.2. Analysis of Residual Stress Field of Base Metal Welding
3.3. Simulation Result Analysis
4. Welding Sequence Optimization
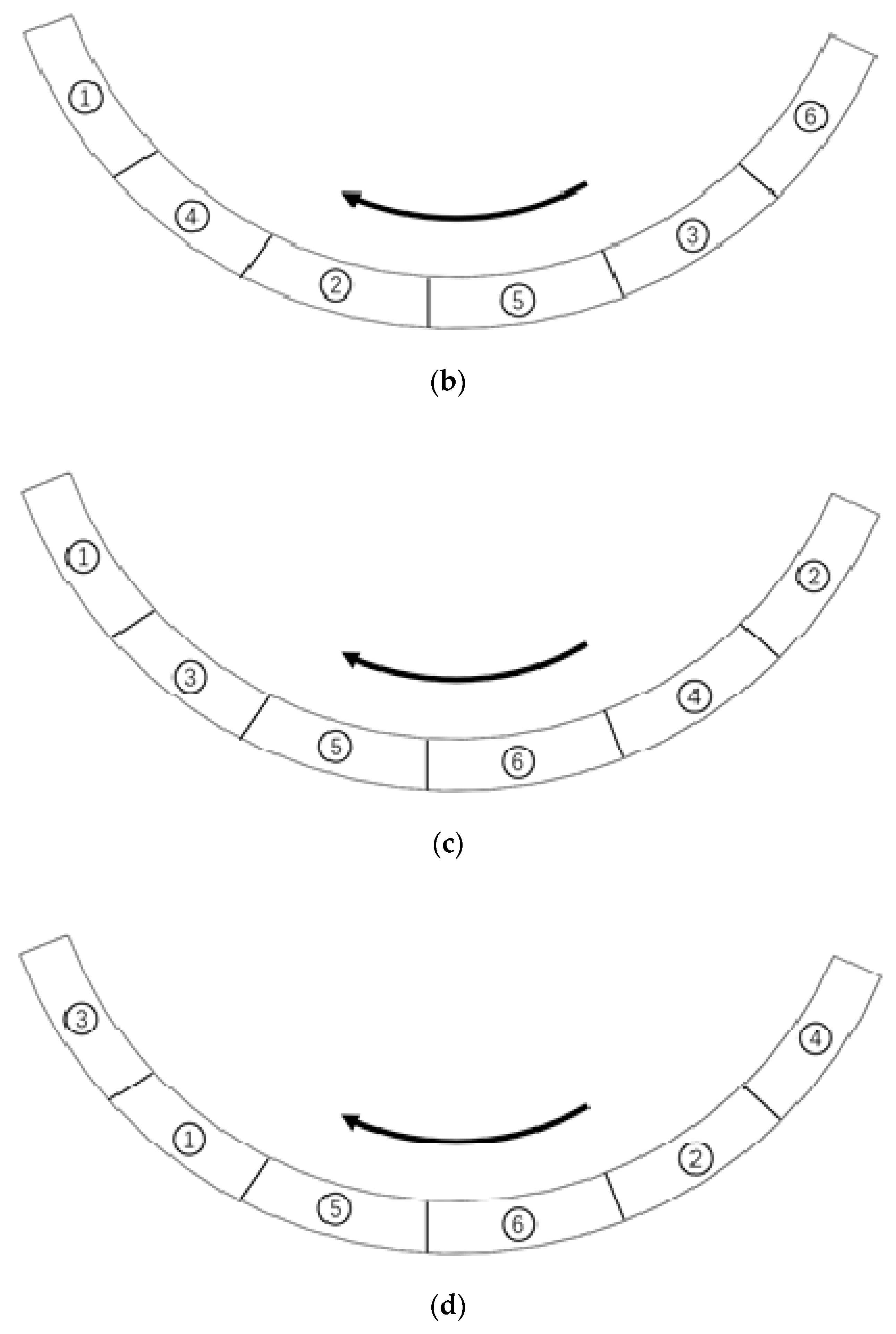
4.1. Determination of Optimization Scheme for Welding Sequence
4.2. Optimization and Analysis
5. Conclusions
- (1)
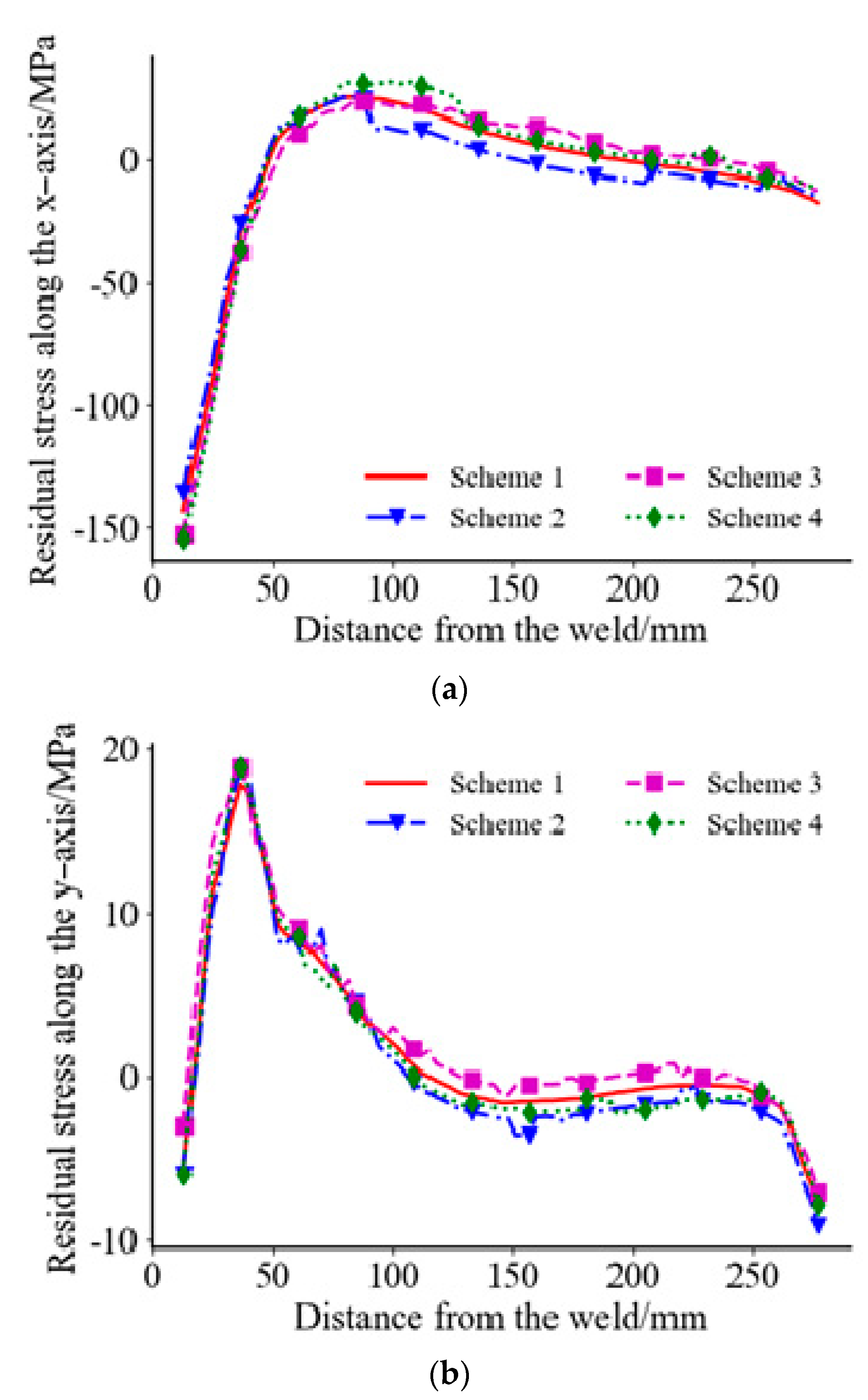
- For curved fillet welding, the welded vertical plate bears a large tensile stress perpendicular to the weld and compressive stress, pointing in the direction of the center of the circle. Tensile stress and compressive stress exist on the vertical plate in different directions at the same time and are mainly concentrated on the base metal near the welded seam.
- (2)
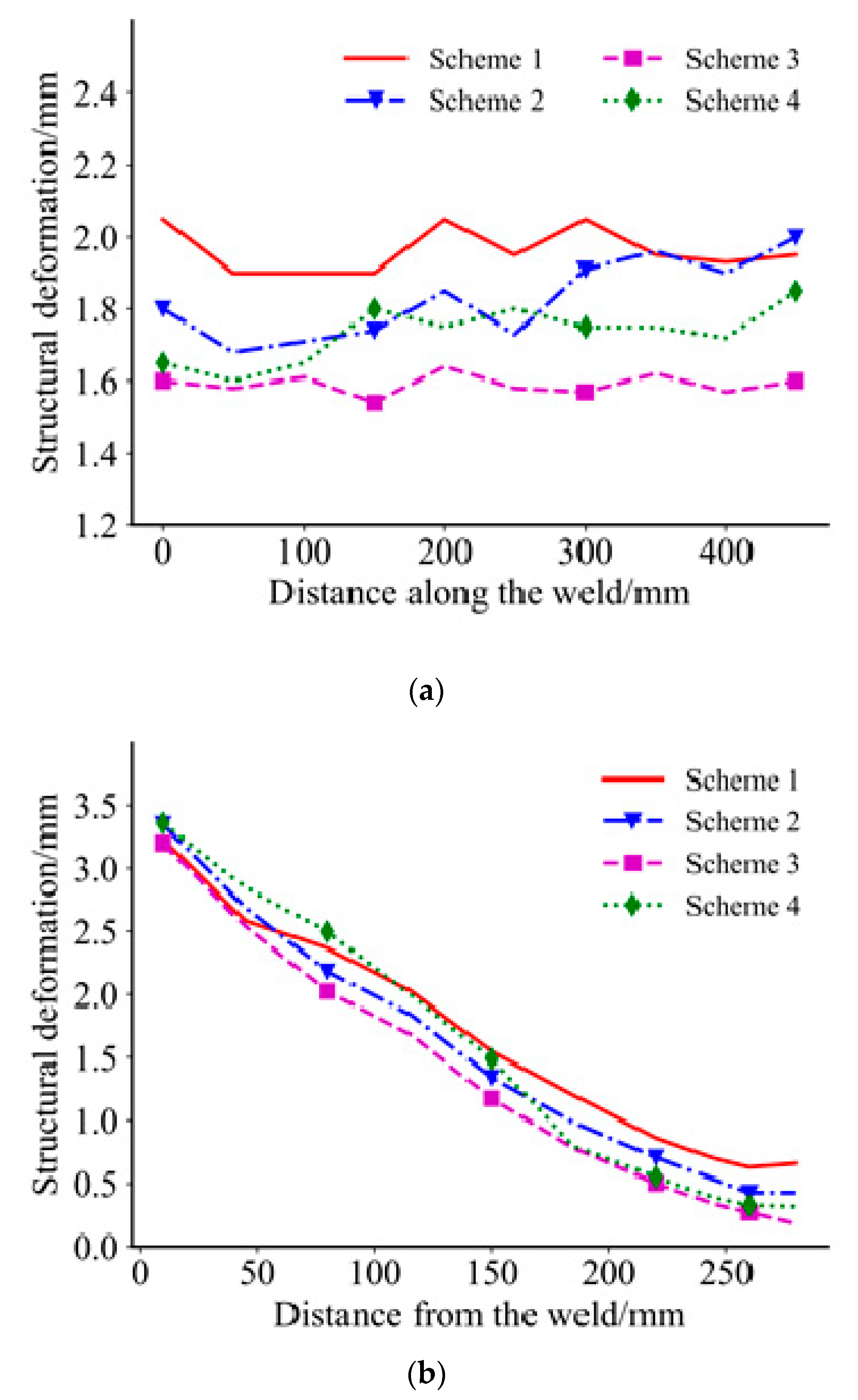
- Through the calculation and comparison of four different welding sequence schemes, it can be found that although the magnitude and change trend of the residual stress of the base metal caused by different welding sequences are not much different, and the welding scheme that alternately welds symmetrically from the start and end positions of the weld seam to the middle position of the plate causes the least deformation.
- (3)
- When performing curved weld welding, repeated heating of the base metal at the same position should be avoided as much as possible; otherwise, it will cause greater residual stress in the base metal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Z.L.; Feng, G.G.; Deng, D.; Luo, Y. Investigating welding distortion of thin-plate stiffened panel steel structures by means of thermal elastic plastic finite element method. J. Mater. Eng. Perform. 2021, 23, 1–14. [Google Scholar]
- Romero-Hdz, J.; Saha, B.; Toledo-Ramirez, G.; Beltran-Bqz, D. Welding sequence optimization using artificial intelligence techniques, an Overview. Int. J. Eng. Sci. 2016, 3, 80–85. [Google Scholar]
- Bi, T.; Xiong, J.K.; Zhao, P.F.; Yang, l.; Zhang, H.T. Numerical simulation of welding deformation of diaphragm cascade. Weld. Technol. 2021, 50, 29–34. [Google Scholar]
- Shen, Y.; Li, M.M.; Zhang, B.S.; Luo, G.E. Study on the effect of welding sequence on welding residual stress and its release of AH36 marine high-strength steel. Electr. Weld. Mach. 2020, 50, 15–21. [Google Scholar]
- Sui, X.H.; Chen, H.Z.; Liang, Z.H.; Zhao, C.Z.; Liu, X.Y. Optimization of welding sequence of sulfur hexafluoride inflatable cabinet based on numerical. Sci. Tech. Engrg. 2019, 19, 117–122. [Google Scholar]
- Liu, Y.; Li, Y.; Liu, H. Solution for welding deformation of segment sheet for luxury cruise liner. Weld. Technol. 2020, 49, 119–121. [Google Scholar]
- Zhang, Y.Y.; Zheng, C.H.; Gao, T.T.; Mao, Y.; Jiang, Y.; Xu, M. Microstructure and mechanical properties of titanium alloy plane curve butt welded joints. Hot Work. Technol. 2020, 49, 150–152. [Google Scholar]
- Guo, Z.F.; Bai, R.X.; Lei, Z.K.; Jiang, H.; Zou, J.C.; Yan, C. Experimental and numerical investigation on ultimate strength of laser-welded stiffened plates considering welding deformation and residual stresses. Ocean Eng. 2021, 234, 109239. [Google Scholar] [CrossRef]
- Zou, J.S.; Luo, X.F.; Ji, Z.C.; Yan, K. Study on Welding Properties of Copper Alloy for Warship Propeller. J. Jiangsu Univ. Sci. Technol. 2006, 3, 81–84. [Google Scholar]
- Schnmaier, H.; Krein, R.; Schmitz-Niederau, M.; Schnitzer, R. Influence of the heat input on the dendritic solidification structure and the mechanical properties of 2.25Cr-1Mo-0.25V submerged-arc weld metal. J. Mater. Eng. Perform. 2021, 6, 1–14. [Google Scholar] [CrossRef]
- Xiao, Q.K.; Zhu, Z.Q.; Li, M.F. Ultrasonic welding and numerical simulation of copper. Weld. Technol. 2019, 48, 15–19. [Google Scholar]
- Peng, P.J.; Yu, J.; Liu, C.; Xie, J.; Yang, Z.W. High frequency electromagnetic induction welding of copper steel based on ANSYS magnetic field and thermal field simulation. Electr. Weld. Mach. 2018, 48, 92–96. [Google Scholar]
- Singh, R.; Singh, S.; Kanigalpula, P.K.C.; Saini, J.S. Electron beam welding of precipitation hardened CuCrZr alloy: Modeling and experimentation. Trans. Nonferrous Met. Soc. China 2020, 30, 2156–2169. [Google Scholar] [CrossRef]
- Ma, H.B. ANSYS Welding, 3D Printing, Laser Repair Topics. 2017. Available online: http://edu.yanfabu.com/course/629 (accessed on 10 May 2021).
- Zhao, W.; Jiang, W.; Zhang, H.; Han, B.; Gao, Q. 3D finite element analysis and optimization of welding residual stress in the girth joints of X80 steel pipeline. J. Manuf. Process. 2021, 66, 166–178. [Google Scholar] [CrossRef]
- Ordieres, J.; Rodríguez, E.; Bay’on, A.; Caixas, J.; Barbensi, A.; Martín, C. Determination of the influence of clamping on welding distortion applied to PS2 mock-up using finite element simulations. Fusion Eng. Des. 2021, 166, 112327. [Google Scholar] [CrossRef]
- Hamahmy, M.; Deiab, I. Review and analysis of heat source models for additive manufacturing. Int. J. Adv. Manuf. Tech. 2020, 106, 1223–1238. [Google Scholar] [CrossRef]
- Wu, Z.B.; Zhou, K.F.; Guo, L.L.; Zhao, H.C.; Deng, Y.T.; Zhang, W.C.; Zhen, W.X. Influence of welding sequence on residual stress and deformation of corner joint. Hot Work. Technol. 2021, 50, 150–154. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cu | Mn | Al | Zn | Fe | Ni |
|---|---|---|---|---|---|---|
| ZQAl12-8-3-2 | Others | 11.5–14% | 7.0–8.5% | ≤0.3% | 2.5–4.0% | 1.8–2.5% |
| T (°C) | 25 | 100 | 200 | 300 | 400 | 500 | 600 | 700 |
|---|---|---|---|---|---|---|---|---|
| ρ | 7990 | 7973 | 7942 | 7913 | 7880 | 7840 | 7800 | 7762 |
| λ | 36.5 | 37 | 37.5 | 38 | 38.6 | 39.2 | 39.6 | 40.5 |
| c | 402.4 | 412 | 420 | 430 | 446 | 455 | 464 | 473 |
| E | 1.068 | 1.060 | 1.014 | 0.98 | 0.85 | 0.75 | 0.68 | 0.65 |
| a | 1.5 | 1.5 | 1.5 | 2 | 2 | 2 | 2 | 2 |
| T (°C) | 800 | 850 | 915 | 950 | 1083 | 1200 | 1500 | |
| ρ | 7710 | 7674 | 7549 | 7275 | 7225 | 7045 | 6788 | |
| λ | 41 | 50 | 80 | 100 | 200 | 350 | 500 | |
| c | 482 | 514 | 527 | 530 | 530 | 530 | 530 | |
| E | 0.48 | 0.3 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | |
| a | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| Parameters | Fx | Fy | Fz | Fvon | DOF |
|---|---|---|---|---|---|
| Average value | 19.3 | 3.7 | 76.6 | 85.0 | 1.58 |
| Parameters | Fx | Fy | Fz | Fvon | DOF |
|---|---|---|---|---|---|
| Scheme 1 | 19.3 | 3.7 | 76.6 | 85.0 | 1.58 |
| Scheme 2 | 17.3 | 4.3 | 76.5 | 86.9 | 1.42 |
| Scheme 3 | 20.6 | 3.8 | 75.9 | 85.7 | 1.16 |
| Scheme 4 | 22.0 | 4.0 | 85.7 | 84.1 | 1.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, M.; Liu, S.; Sun, H.; Gao, Y.; Dai, X.; Chen, W. FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence. Coatings 2021, 11, 1287. https://doi.org/10.3390/coatings11111287
Yuan M, Liu S, Sun H, Gao Y, Dai X, Chen W. FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence. Coatings. 2021; 11(11):1287. https://doi.org/10.3390/coatings11111287
Chicago/Turabian StyleYuan, Mingxin, Suodong Liu, Hongwei Sun, Yunqiang Gao, Xianling Dai, and Weibin Chen. 2021. "FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence" Coatings 11, no. 11: 1287. https://doi.org/10.3390/coatings11111287
APA StyleYuan, M., Liu, S., Sun, H., Gao, Y., Dai, X., & Chen, W. (2021). FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence. Coatings, 11(11), 1287. https://doi.org/10.3390/coatings11111287