1. Introduction
European Union regulations regarding the maximum amount of Cr(VI) content allowable in automotive vehicles are in place. Together with environmental, health and safety regulations, Cr(VI) regulations are driving research initiatives to find substitutes for Cr(VI)-based coatings. For hard chrome, the aesthetic appearance and good performance of coatings made from this material, in terms of wear and corrosion resistance for different automotive components have made many industries reluctant to introduce new alternatives. In the current EU legislation, the maximum allowable mass of hexavalent chromium is 2 g per vehicle [
1]. Although the hard-chrome-plated components are not part of this legislation (as hard-chrome is Cr(0), in keeping with environmental policy, the exposure of workers to and the environmental load of Cr(VI) during the coating process of hard-chrome on components need to be considered [
2,
3]. In order to evaluate the environmental loads, a life cycle environmental impact assessment (LCA) was devised [
4]. The ReCiPe 2016 methodology was used to quantify the ecological impact of the different coating manufacturing processes. [
5].
Friction reduction, particularly in mobility is the core aspect for improved energy efficiency. It reduces CO
2 emissions and decreases the dependency of energy imports. The proportion of friction losses of the primary energy consumption is 23%, with it being possible to reduce primary energy consumption controlling friction losses by 8.6%. Results provided by the research cluster for low friction powertrains showed that engine friction losses offer a reduction potential of 30%. This would translate into a fuel consumption reduction of 0.94l/100 km or 12.1% along with additional reduction potentials for the transmission, wheel bearings and auxiliary units of the powertrain. If the calculated 12.1% fuel consumption reduction was applied to the fuel quantity sold with the fully exploited friction reduction potential, the fuel quantity consumed in Germany could be reduced by 2.2 million tons of gasoline, amounting to CO
2 emissions reductions of 6.92 million tons. The diesel consumption could be reduced by 4.68 million tons, translating into approximate CO
2 emission reductions of 14.95 million tons. Overall, almost 22 million tons of CO
2 or 6.4% of the CO
2 reduction could be saved by the German government by 2030 via friction reduction without affecting the utility value [
6].
Advanced surface treatments materials such as coatings (e.g., high-velocity oxyfuel (HVOF), physical vapor deposition (PVD)) or surface treatments (e.g., nitriding) used currently, might carry out multiple functions in devices where two bodies are in relative movement (e.g., support load, lower friction, self-healing capability, energy absorption), enabling the design of products, machinery, vehicles and services for our daily life. In certain applications, such as for cutting tools or aesthetic small components with mainly external surfaces, PVD coatings cover most of the market [
6,
7,
8]. HVOF coatings are replacing Cr(VI) in the aeronautic market and some industrial applications for big components with external surfaces [
9]. One of the limitations for their widespread use, is the difficulty to reproduce at laboratory level the durability and reliability of new coating solutions in real applications [
10]. The second limitation is the difficulty to apply the coating in internal diameters [
11].
One of the ways where materials research can contribute to the green deal [
12], is the possibility to tailor the tribological behaviour of the surface treatments in the design phase for products and processes. Tribology is a great tool to gain a better understanding of the system reactions in tribological contact. It helps to screen surface treatments by ranking materials based on their durability, friction and contact temperature minimization. This has been highlighted by the authors in a previous review paper [
13], the main tribological achievements carried out in TEKNIKER over the past 37 years. It covers the description of commercial and newly developed tribological test benches and tribological solutions for a wide variety of applications. The study refers to different tribological characterization tools for material selection (e.g., composition, surface treatments, lubricants). There is an emphasis in the failure mechanisms (pitting, scuffing, abrasion, adhesion, thermal fatigue, tribocorrosion, etc.) and friction simulation of a wide range of materials (seals, textiles, steels, cast iron, light alloys, ceramic, composites), tribological systems (mechanical components, biomaterials, tribolubrication), and environments (vacuum, ultrahigh vacuum, low or high temperature, and corrosive). A huge range of new testing equipments and protocols have been developed to simulate the mentioned failure mechanisms and working environments. Tribology will help to implement materials solutions into energy and resource efficient products and processes with the aim to reduce the carbon footprint. In this paper, a step forward has been achieved by combining the data from tribological and engine tests with a lifecycle environmental assessment study in order to select the most appropriate surface technologies to design sustainable products and processes with low carbon footprints. This paper presents 2 case studies with the aim of finding alternatives to Cr(VI) coatings, using PVD, HVOF, nitriding treatments and clean electrolytic coatings for cylinder liners or piston rings. Tribological tests, engine tests as well as LCA evaluations are reported using the data obtained from EU EFCAP and NanoHVOF projects. The LCA data are re-analysed using a common methodology, the ReCiPe method [
5].
2. Methodology Used
2.1. Tribological Tests
Different case studies were selected to cover examples for screening of different surface treatment solutions (composition, deposition process, topography, hardness, thickness), describing the working conditions (pressure, speed, temperature, type of movement, environment) of the application, and using tribological tests to reproduce at the laboratory level the failure mechanisms, measuring the friction and wear at temperatures as close as possible to the real application. In order to make it possible to measure differences between different surface treatments solutions, a reference was always used that corresponded to a material utilized in the application with a well-known behaviour. The standard deviation of the measurement was established with the reference material. The value of the standard deviation depended on: (a) the working conditions (pressure, velocity, temperature, etc.), (b) the material properties (roughness, texturing, composition, etc.). The difference between two materials was considered significant, if it was three times higher than the standard deviation of the measurements established for the reference. The average friction coefficient refers to the average over the whole testing time.
2.2. Lifecycle Environmental Assessment (LCA)
The LCA is a technique used for assessing the environmental aspects associated with a product or process over its lifecycle. In recent years, lifecycle thinking has become a key approach in environmental policy making to promote more sustainable consumption and production as well as a resource efficient circular economy. The approach to generate LCA is regulated by following international standards:
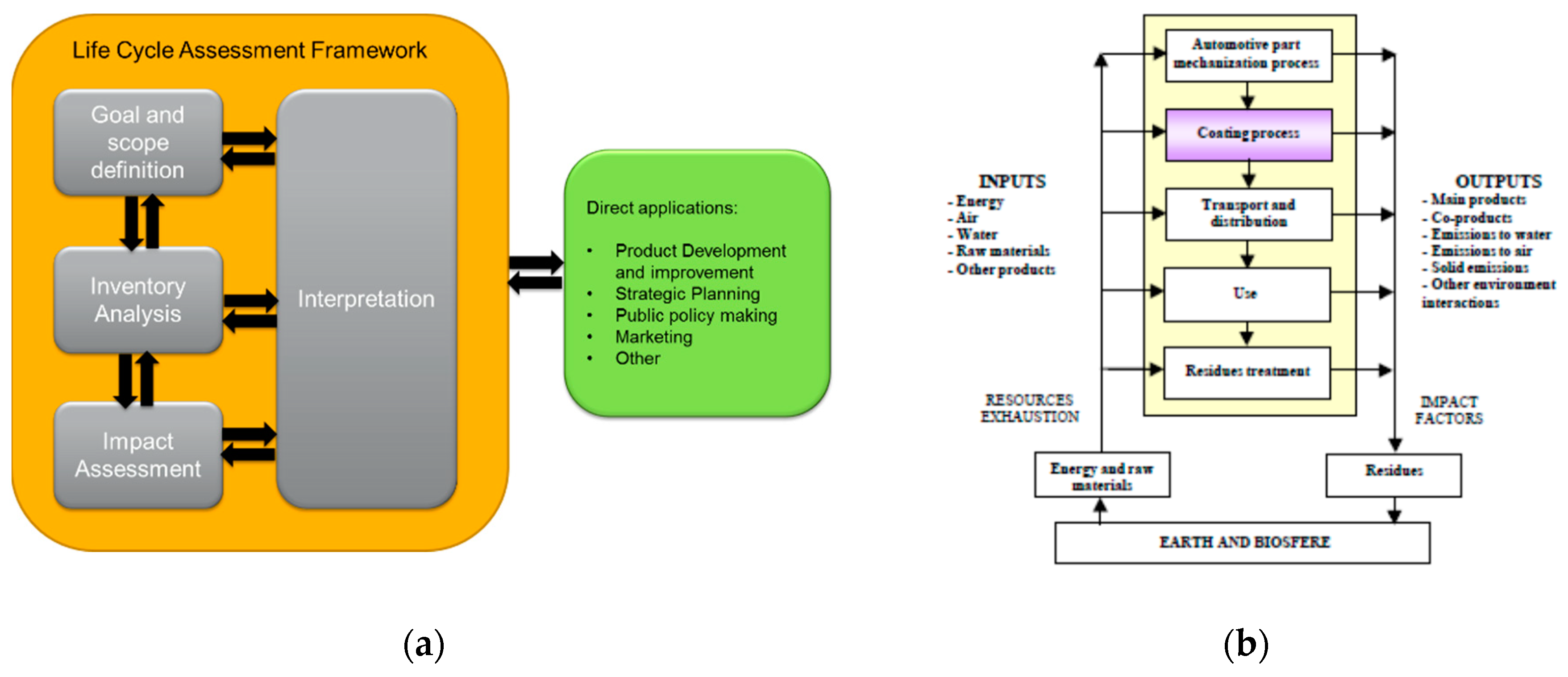
According to ISO 1404X, LCA addresses the environmental aspects and potential environmental impacts (e.g., use of resources and the environmental consequences of releases) through the products lifecycle from raw material acquisition through to production, use, end of life treatment, recycling and final disposal. The LCA study includes the four phases represented schematically in
Figure 1a including (a) definition of the goal and scope, (b) inventory analysis, (c) impact assessment, and (d) interpretation of the results.
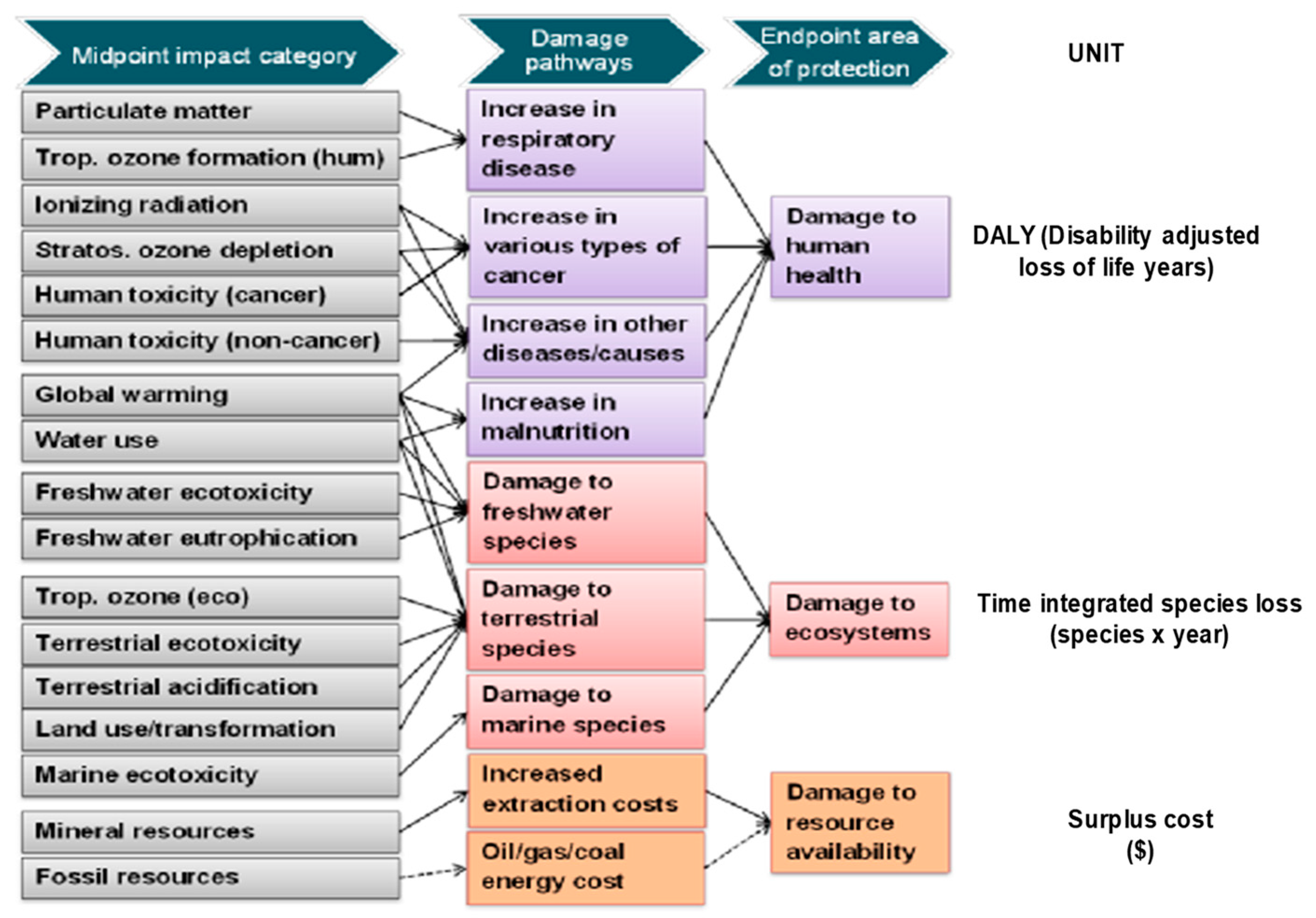
There are different specialized software packages on the market that help to assess the environmental lifecycle impact. For this study the SimaPro 9 software and the ReCiPe (Endpoint (H) V1.03/ Word 2010 H/A) methodology were selected for the impact evaluation methodology, since they cover the damage to human health, damage to ecosystems and damage to resource availability as end points. The primary objective of the ReCiPe method is to transform the long list of Life Cycle Inventory results (emissions, energy and resource extractions) into a limited number of impact assessment scores. These indicators express the relative severity of an environmental impact category. In ReCiPe, the impact assessment scores are determined at two levels: (a) at the midpoint level and at the endpoint level. As shown in
Figure 2, ReCiPe calculates: (a) 18 midpoint indicators and (b) 3 endpoint indicators:
3. Surface Treatments Solutions for Engine Cylinder Liners
Within the framework of the EU EFCAP project, the potential use of PVD coatings and clean- chromium coatings as cylinder liners to replace Cr(VI) coatings was assessed using uncoated or nitride solutions as counter materials for piston rings.
3.1. PVD Coating Deposition and Basic Characterization
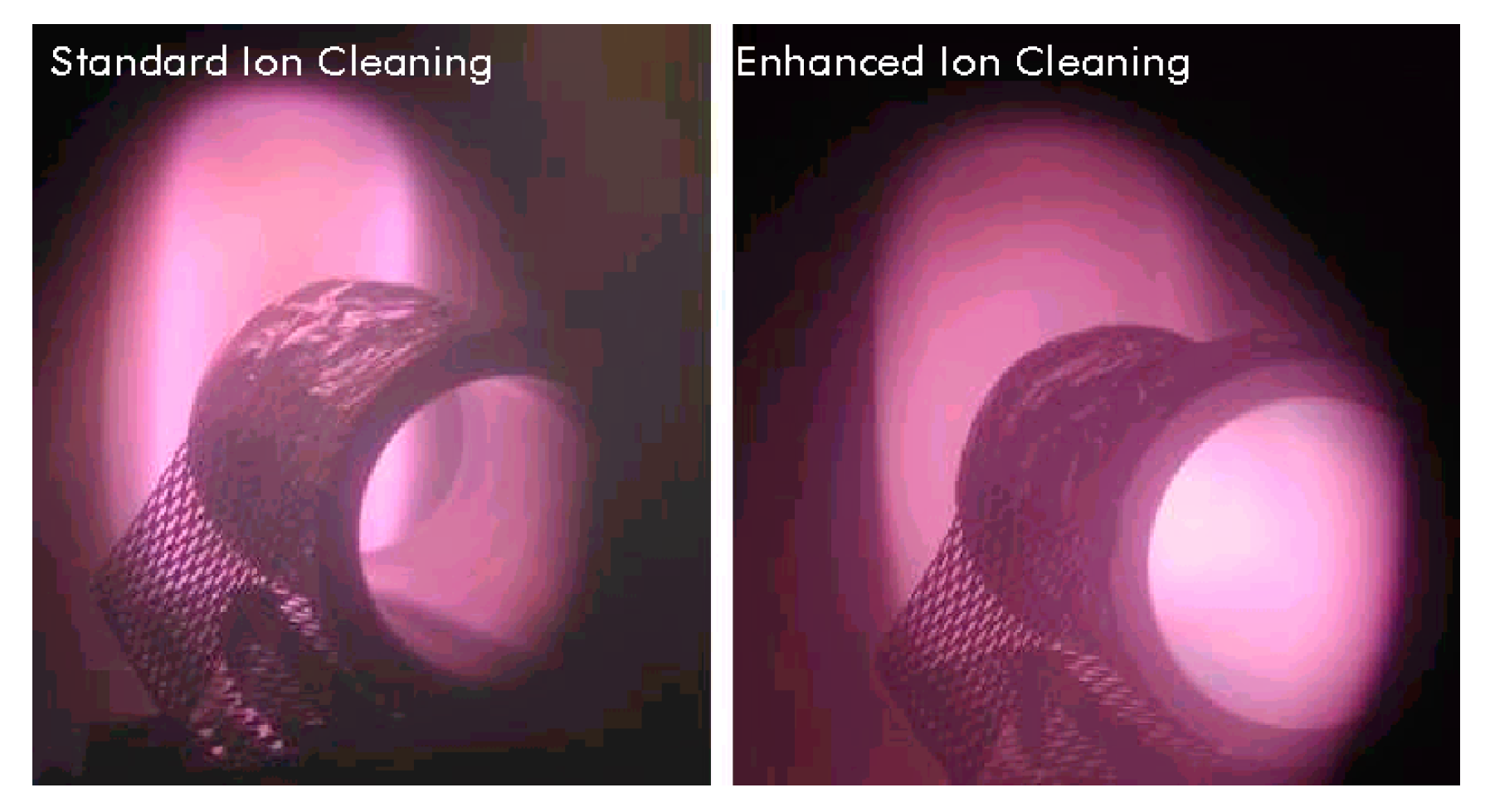
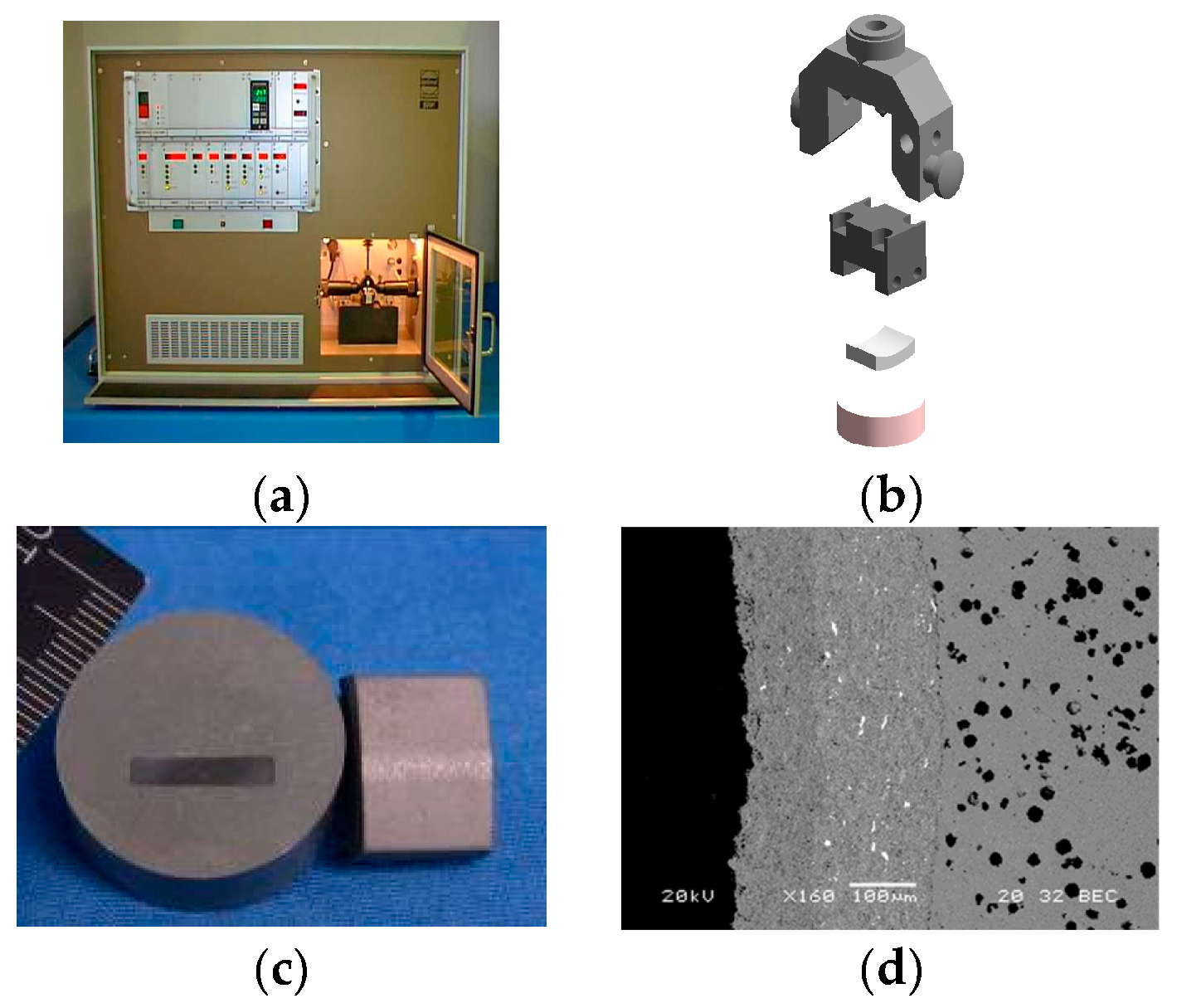
Cylinder liners and test samples were coated using magnetron sputtering. In order to achieve the necessary adherence on the internal side of the cylinder it was necessary to tune up the process conditions by applying extra cleaning to achieve sufficient plasma penetration inside the cylinder.
Figure 3 (right) shows the plasma penetration of an enhanced ion cleaning method. The ion cleaning process enables coating adhesion to pass the 150 kg limit in the Rockwell indentation adhesion test [
14].
Coatings were deposited onto ST52 steel cylinder liners (85 mm internal diameter (ID) and 205 mm length). The coating process could be performed from both ends of the cylinder liner. Most of the wear occurs on the hot side of the cylinder at the top dead center (point of minimum piston ring linear speed), and boundary lubrication conditions. The engine components were modelled and studied in detail by the authors for different type of coatings applied to piston rings during the EU Powerful project [
15]. Due to the difficulty of coating the internal side of the cylinder using PVD, it was decided to coat the component from one single side only (the hot side), generating a thickness gradient of 10 µm on the near side of the plasma and of 1 µm on the far side. Laboratory test samples were prepared from the real cylinder liner, so the curvature of the cylinder was preserved.
Several coatings were deposited during the EFCAP project [
16]: chrome-plated coatings were deposited by Cromo Duro company, while CrN and CrNi were applied by PVD magnetron sputtering by Gencoa. The NiCr and Ti/TiN coatings were applied by Salford University. A ball cratering test was used, together with metallographic preparations, for thickness determination [
17].
3.2. Tribological Tests
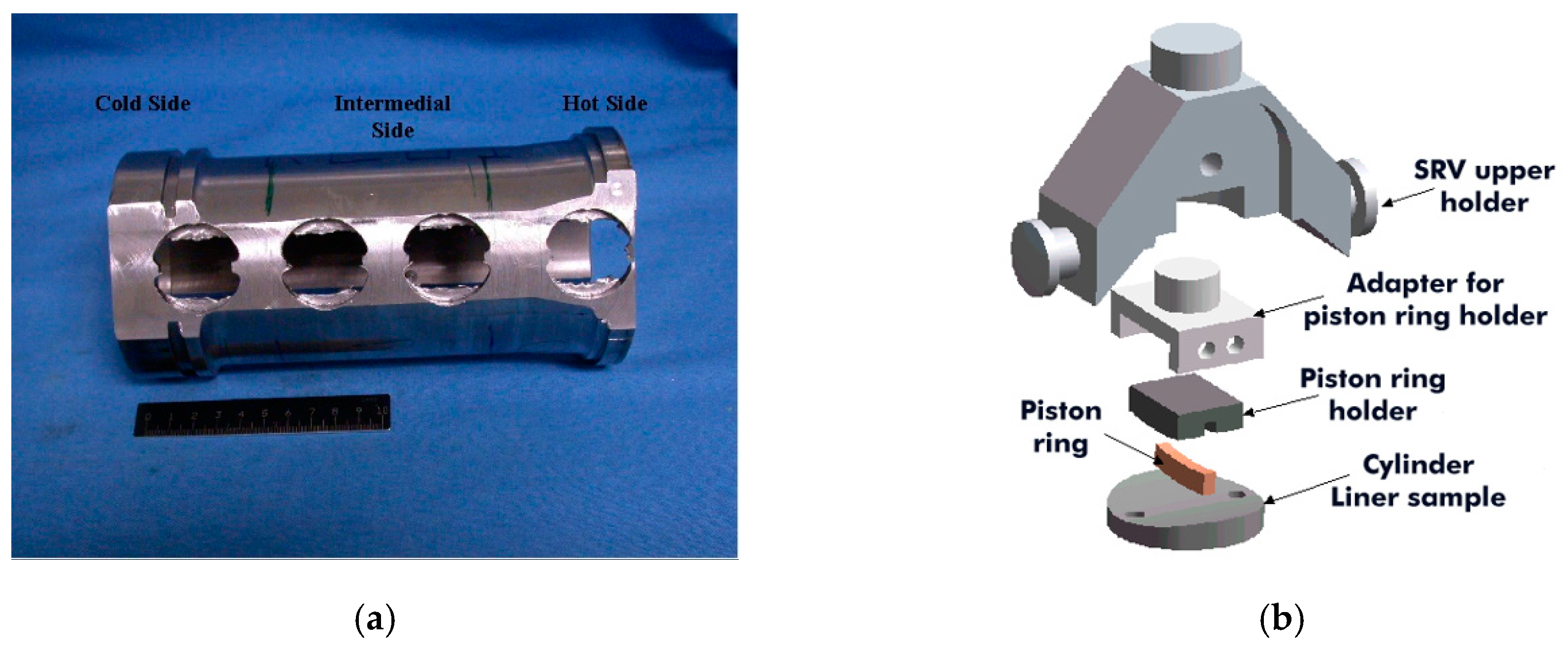
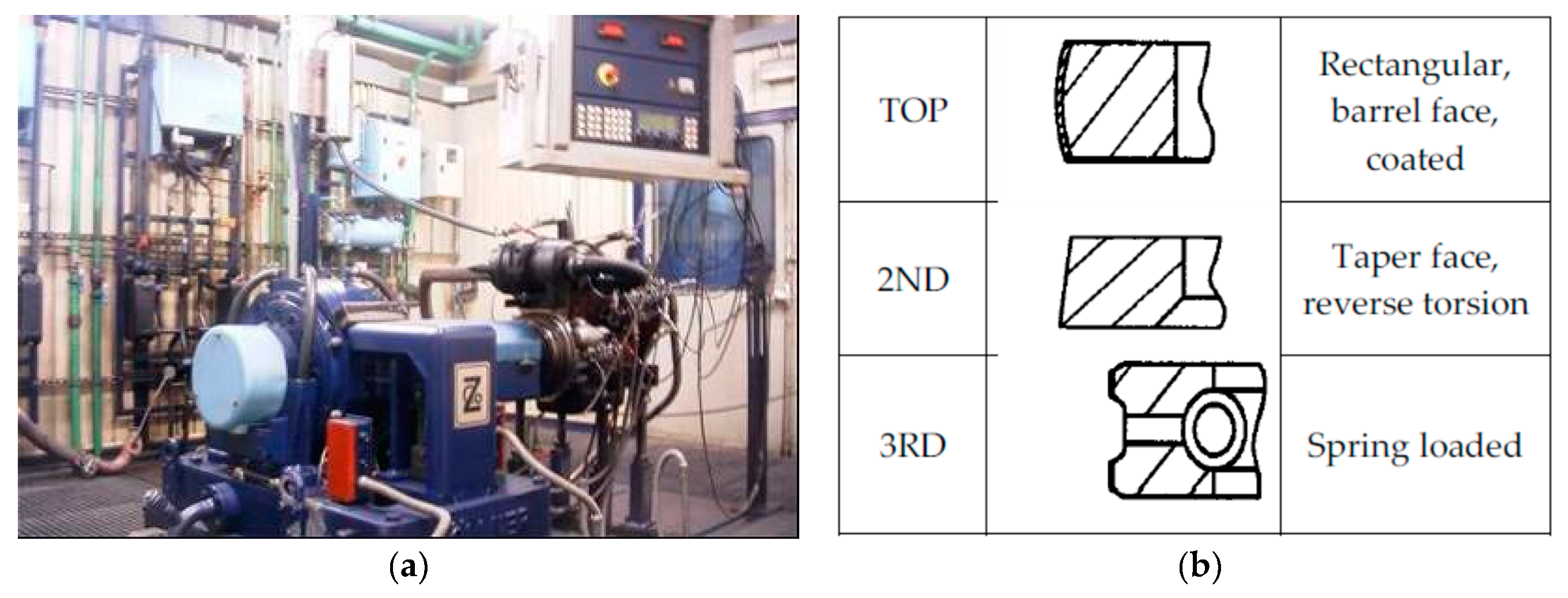
Laboratory tribological tests were carried out at TEKNIKER using an Optimol SRV-3 tribometer. Tests of the cylinder liners were carried out using a piston ring as the counterpart, applying a 300 N load in a reciprocated test with 50 Hz frequency and 3 mm stroke. The temperature was maintained at 150 °C using SAE 15W40 oil as the lubricant. The test duration was 1.5 h. The coated cylinder liner was cut out to get samples for different tests.
Figure 4a shows a cylinder after samples were cut out for tribological tests. The tribological test assembly holder can be seen in
Figure 4b. The data for the friction coefficient and wear in the piston ring and cylinder liner were compared. The chosen counterpart was an uncoated and nitrided cast iron piston ring [
6,
7,
8].
Firstly, the ion cleaning effect was studied in terms of the roughness and tribological properties. The roughness was lower with the enhanced ion cleaning method, which also reduced the differences between the hot and cold sides to 0.06 µm. Test samples from the hot and cold sides of the cylinder were generated. Tribological testing was performed against a nitrided piston ring, with similar tribological performances being observed (
Table 1).
After checking the suitability of the coating process protocol for CrN coatings, the other coatings were applied and tested. The results are shown in
Table 2. When using uncoated and nitrided piston rings, the lower friction coefficient and wear was achieved for the NiCr and CrN PVD-coated cylinder liners, significantly reducing the piston ring wear compared with the chrome-plated reference. The cylinder liner coated with CrNi suffered slightly more wear than the cylinder liner coated with CrN, but the wear was significantly lower than for the uncoated sample. The chrome-plated and Ti/TiN-coated cylinder liners induced higher wear in the piston ring.
3.3. Scuffing Tribological Testing
Extreme pressure tests were carried out in order to evaluate the load-carrying properties of the tribosystem when increasing the pressure in the tribocontact. In this case, nitride piston rings were used with oil SAE 15W40 oil as the lubricant. A load of 50 N was applied during 2 min of operation, then the load was increased in 100 N increments, every 2 min until failure occurred or until reaching 2000 N. The applied stroke was 3 mm, the temperature was 150 °C, and the frequency was 50 Hz, with a linear speed of 0.3 m/s. The failure was considered when the total wear (piston ring + cylinder liner) reached the value of 1000 μm or when the machine has not enough power to reach the pre-fixed value of stroke (3 mm), due to an increase of the friction coefficient. The results of the tests are shown in
Table 3.
The highest load without failure was 1300 N, which corresponded to a maximum time to failure of 1600 s. The maximum load-carrying capacity was achieved for CrN- and NiCr-coated cylinders against nitriding piston rings. CrN PVD coating was selected for the engine tests due to their industrial scale availability.
3.4. Engine Tests
Engine tests were carried out by Qinetiq (
https://www.qinetiq.com) with a Ford Cortina engine. Oil consumption and mass losses on pistons and rings were monitored during the engine tests. The final engine tests were performed using selected piston ring and cylinder liner combinations, as shown in
Table 4. A total of 4 piston rings were used on each piston. After 30 min of engine operation, oil consumption was measured. The oil level was also controlled after 50 h running and restored (if needed). The test ran for 100 h, after which the oil consumption and wear on piston rings, cylinder liners and pistons were measured. The oil consumption was indicated on the sealing surfaces of cylinders and piston rings. This oil consumption was affected by the wear and by the gradient thickness of the CrN coating (from 10 µm on the near side of the plasma to 1 µm on the far side). The lowest oil consumption corresponded to the clean-chrome-plated cylinder liner with nitrided piston rings while the highest consumption corresponded to the uncoated components.
After 100 h of testing, all rings had free movement (were not stuck). Pistons presented some scuffing for the uncoated combination (Test 1) while the coated and nitrided systems (tests 2 and 3) showed no scuffing on the piston, although some scoring appeared in test 2 (CrN + nitrided piston rings).
Table 5 presents the mass losses on the pistons for the three different tests. The filling of carbon dust on the piston grooves was also analyzed. The three lower ring grooves did not have any carbon filling in any of the three tests. Tests 1 and Test 3 showed 19% of carbon filling in Groove number 1 (G1) while test 2 (CrN + nitrided piston rings) showed only 7% of carbon filling in G1. Values for the wear on piston rings are presented in
Table 5 where it is evident that the combination of clean-chrome- plated cylinder liner and nitrided piston ring gave the lowest wear. Wear on the cylinder liner on the thrust side, at the hot end, was measured after 100 h of testing, showing again that the lowest wear result were achieved for the chrome-plated cylinder liner in terms of both depth and length. The lack of thickness homogeneity in the CrN coating might be one of the reasons for the slightly higher wear.
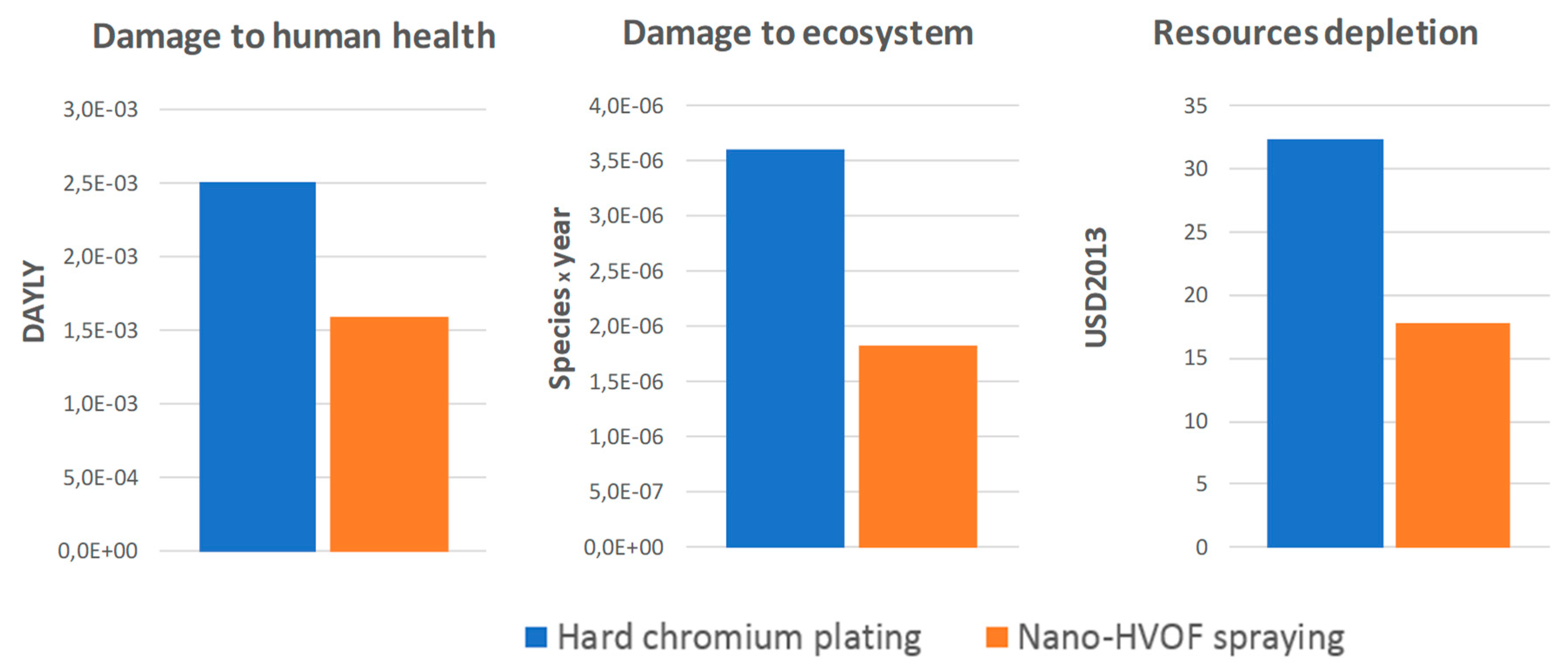
3.5. Lifecycle Environmental Assessment
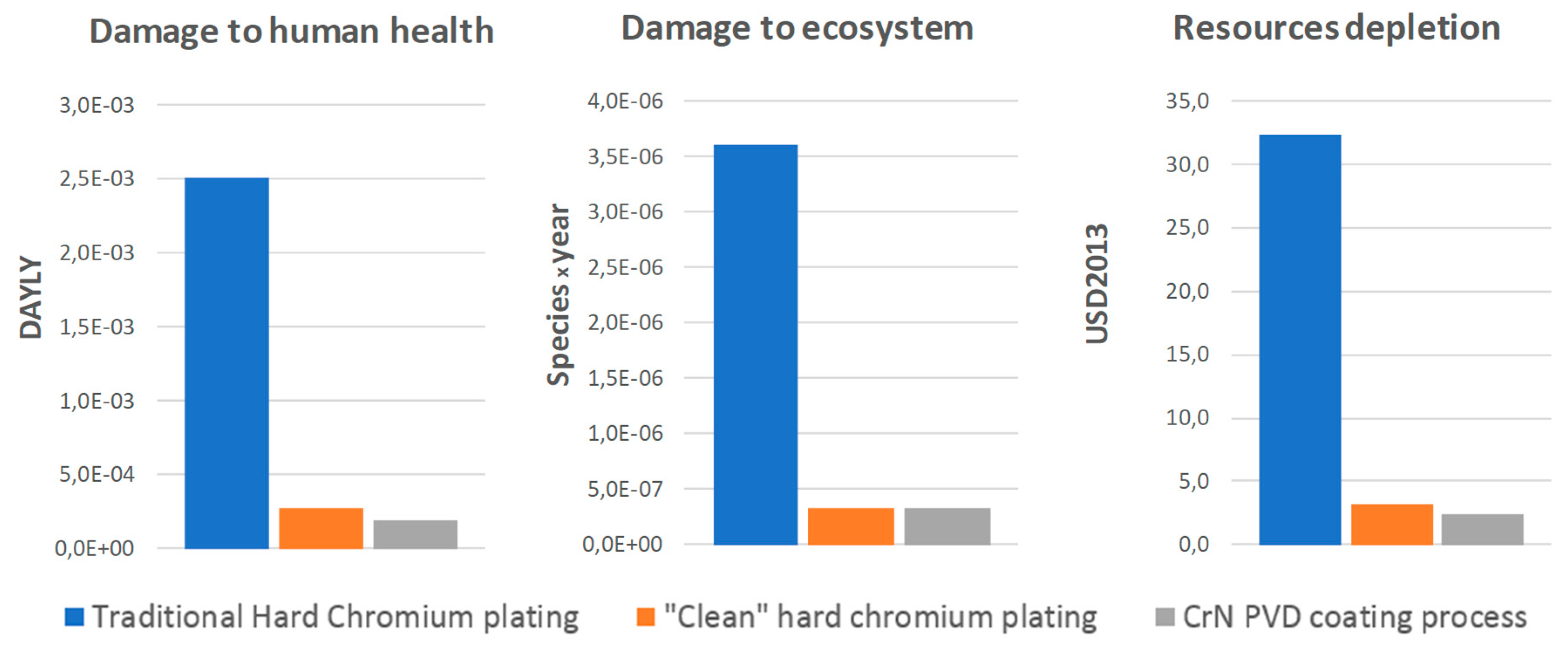
Manufacturing of cylinder liners as with any other product, has an impact in the environment, caused by raw material extraction, manufacturing, distribution and use to end of life (disposal, recycling and reuse processes). The aim of this study was to compare the environmental performance of three cylinder liners coated with different coatings; including CrN PVD and 2 hard chromium plating processes: (a) a traditional chrome plating method used before the year 2000 and (b) a second process, called “clean” hard chrome plating introduced by Cromo Duro company in the year 2000. The analysis focused on the coating deposition process itself, while the other cylinder liner life cycle steps were considered outside of the system limits. The functional unit selected was 1 m
2 coated surface area of component. The environmental profiles of the three deposition processes, related to the 3 areas of protection considered in ReCiPe 2016 (human health, ecosystems and resources scarcity) are compared in
Figure 5.
The environmental profiles were calculated considering the following three criteria:
Disability adjusted life years (DALYs) relevant for human health, represent the years that are lost or that a person is disabled due to a disease or accident.
The unit for ecosystem quality is the local species loss integrated over time (species year).
The unit for resource scarcity is the dollars ($), representing the extra costs involved for future mineral and fossil resource extraction.
The values for the environmental loads of traditional hard chrome are much higher than those for a PVD process such as a CrN process. However, the chrome industry has been moving fast in the last few years in order to improve this situation. The environmental impacts of the “clean” hard chrome plating coating process were very similar to those found for CrN PVD. The detailed analysis of the environmental impacts shows that for the “clean” and traditional hard-chrome-plated, the highest environmental load is related to the chemicals used in the process (around 60% of the total impact) followed by the electric energy consumption (39%). For the CrN PVD coating, the main impacts were due to the electricity (62%) and the raw materials, such as the chromium blank used in the process (34%). However, technologically both coating processes would result in a very similar environmental load, therefore the final use of either method would have to respond to issues of production costs, technical performance and scaling optimization.
Although PVD coatings offered an alternative to traditional chrome plating due to environmental impact considerations, the latest advances in the chrome plating processes have matched the values of process “cleanliness”. When testing PVD and chrome plating coatings in laboratory conditions, it was possible to obtain better results for PVD coatings in terms of friction and wear. Engine tests showed that the chrome-plated cylinder liners performed better than the CrN-coated ones. This difference seems to be related to the difficulty of depositing homogeneous coatings inside the cylinders (9 µm difference), being this difference more significative when testing the complete component than in small samples. Both, a lifecycle environmental assessment, and lifetime characterization (tribological and engine testing) are needed to design surface technologies for sustainable products and processes.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















