Experimental Study of the Influence of Deposition of Multilayer CrN/CrCN PVD Coating on Austenitic Steel on Resistance to Cavitation Erosion



Abstract
1. Introduction
2. Experiment
2.1. Substrate
2.2. Coating
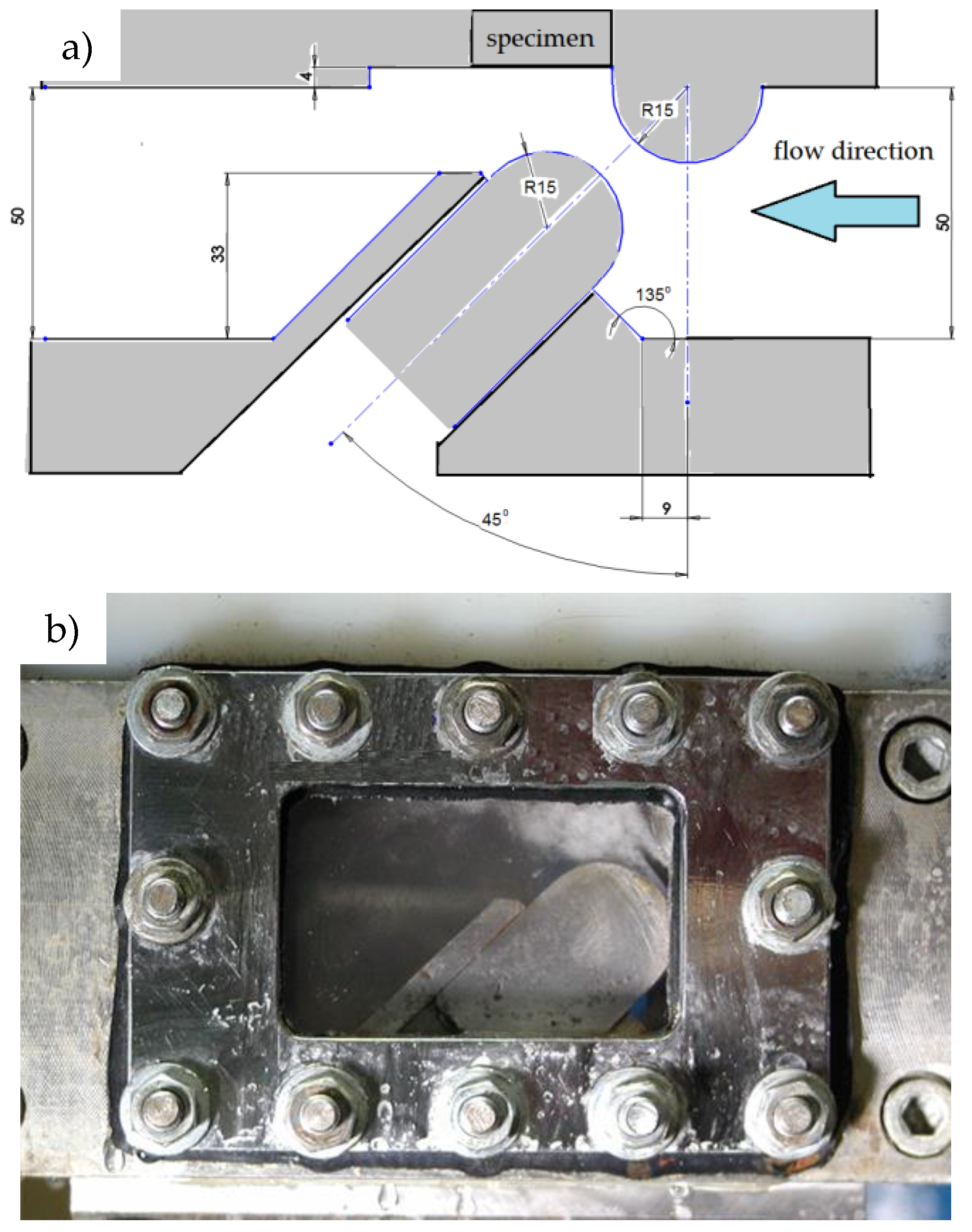
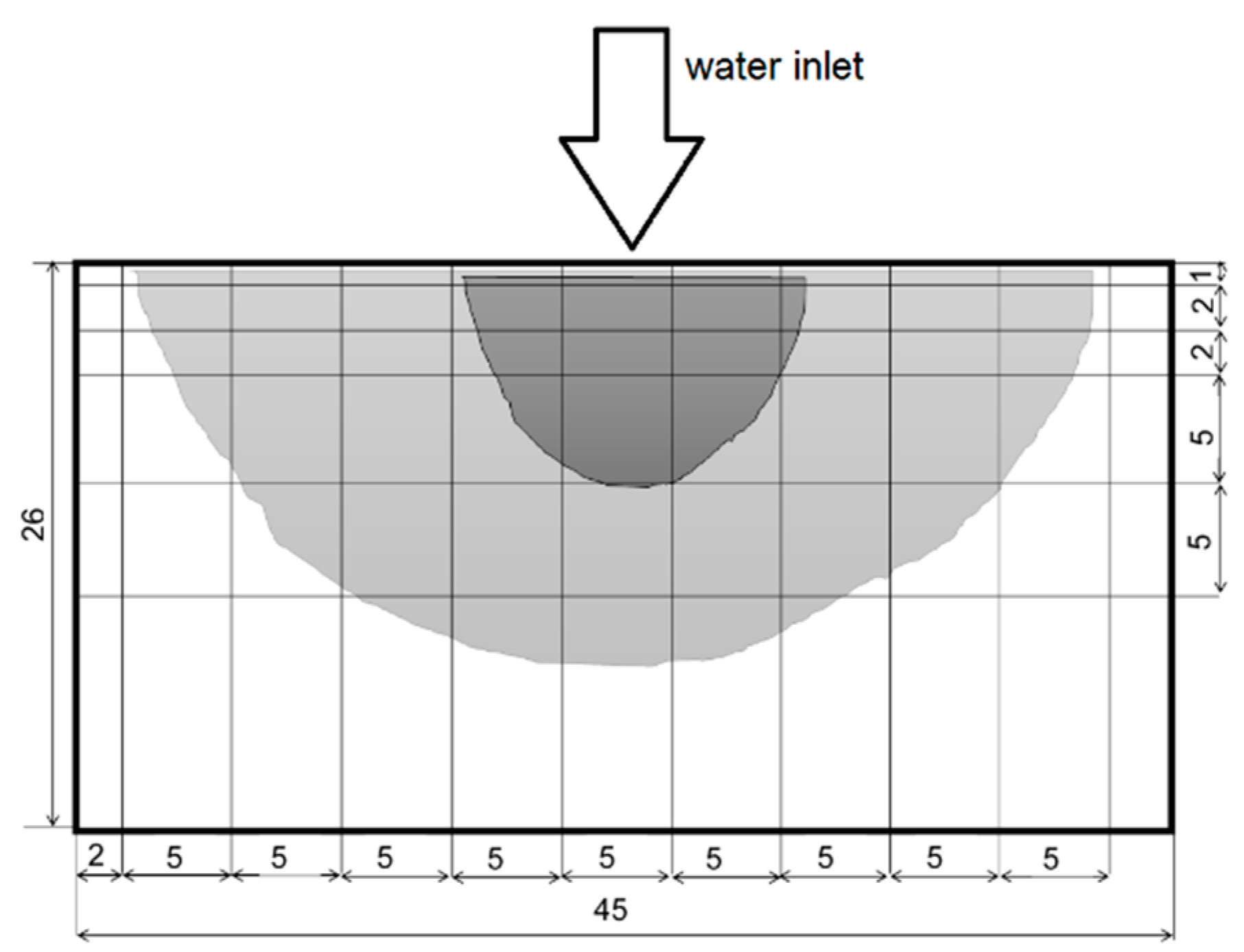
2.3. Cavitation Erosion Test
2.4. Roughness Measurements
2.5. Miscroscopic Observations
3. Results and Discussion
3.1. Cavitation Erosion Test
3.2. Microscopic Observations
3.3. Roughness Measurements
4. Conclusions
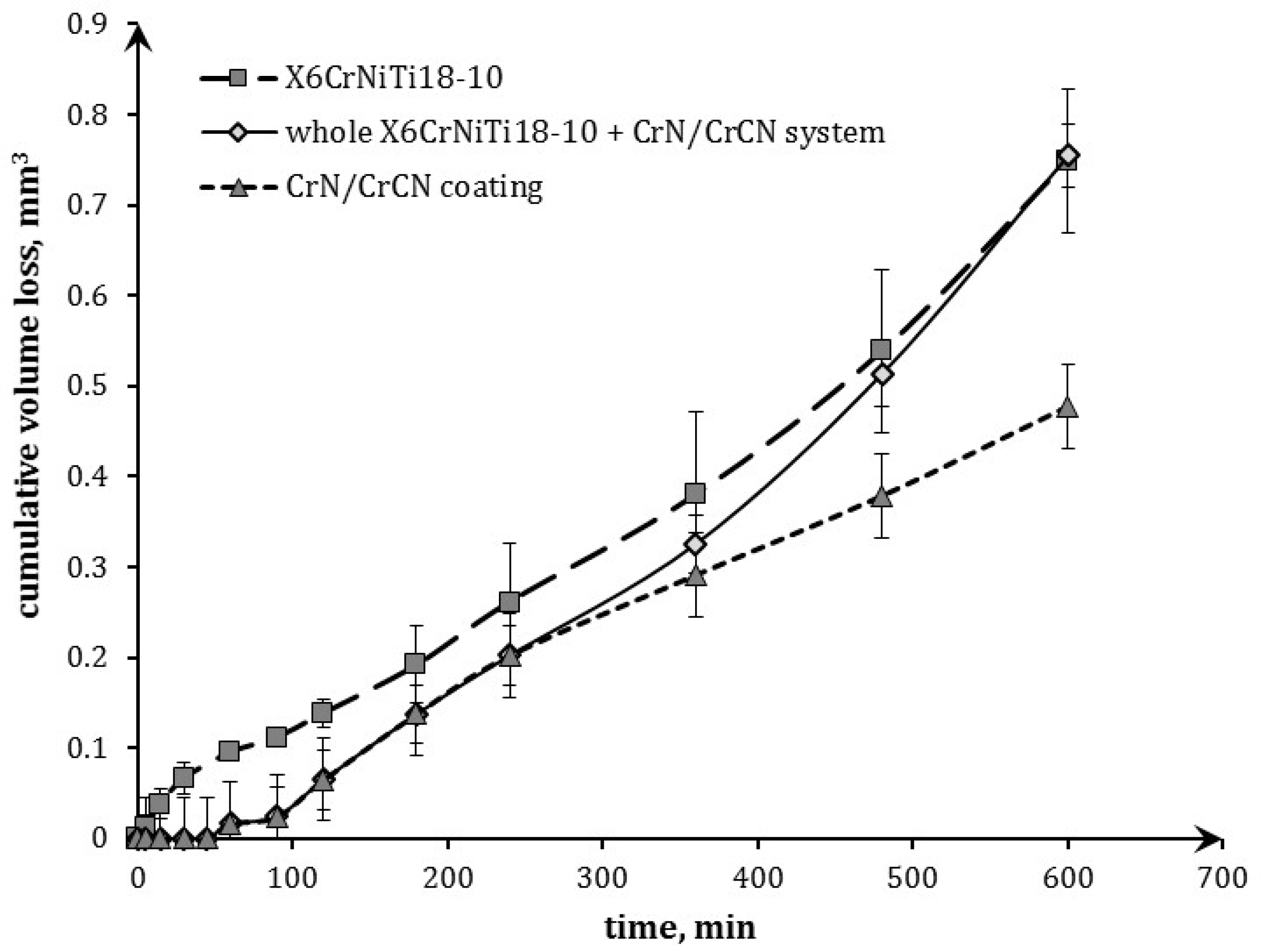
- Deposition of CrN/CrCN coating on X6CrNiTi18-10 austenitic steel increased the incubation period and decreased cumulative volume loss. Until 300 min of erosion, only the coating in the CrN/CrCN–X6CrNiTi18-10 system was eroded. Starting from 500 min of erosion, the erosion rate of the system was comparable to austenitic steel.
- The decrease in the inlet pressure of 100 kPa resulted in a 24% decrease in final erosion rate and approximately a 3-fold increase in duration of substrate protection by the CrN/CrCN coating.
- Microscopic observations show that on the surface of X6CrNiTi18-10 steel were formed deformation twins covered by fatigue slip band agglomerates during the first 180 min of the test. Slip bands were formed mainly in the easy slip system, but in some places, slip bands were formed in two intersecting slip systems, indicating the very high impact energy delivered.
- Microscopic study of the CrN/CrCN coating–X6CrNiTi18-10 steel system showed the removal of the micro-droplets, formation of pits/craters by micro-jets, and system undulation during initial 180 min of the test. Cracks were formed on the tops of the undulated coating and developed along the pits after the removed micro-droplets, which decreased coating toughness.
- Extending the test duration to 600 min resulted in a 3-fold increase in the undulation height and the formation of craters about 40 µm deep.
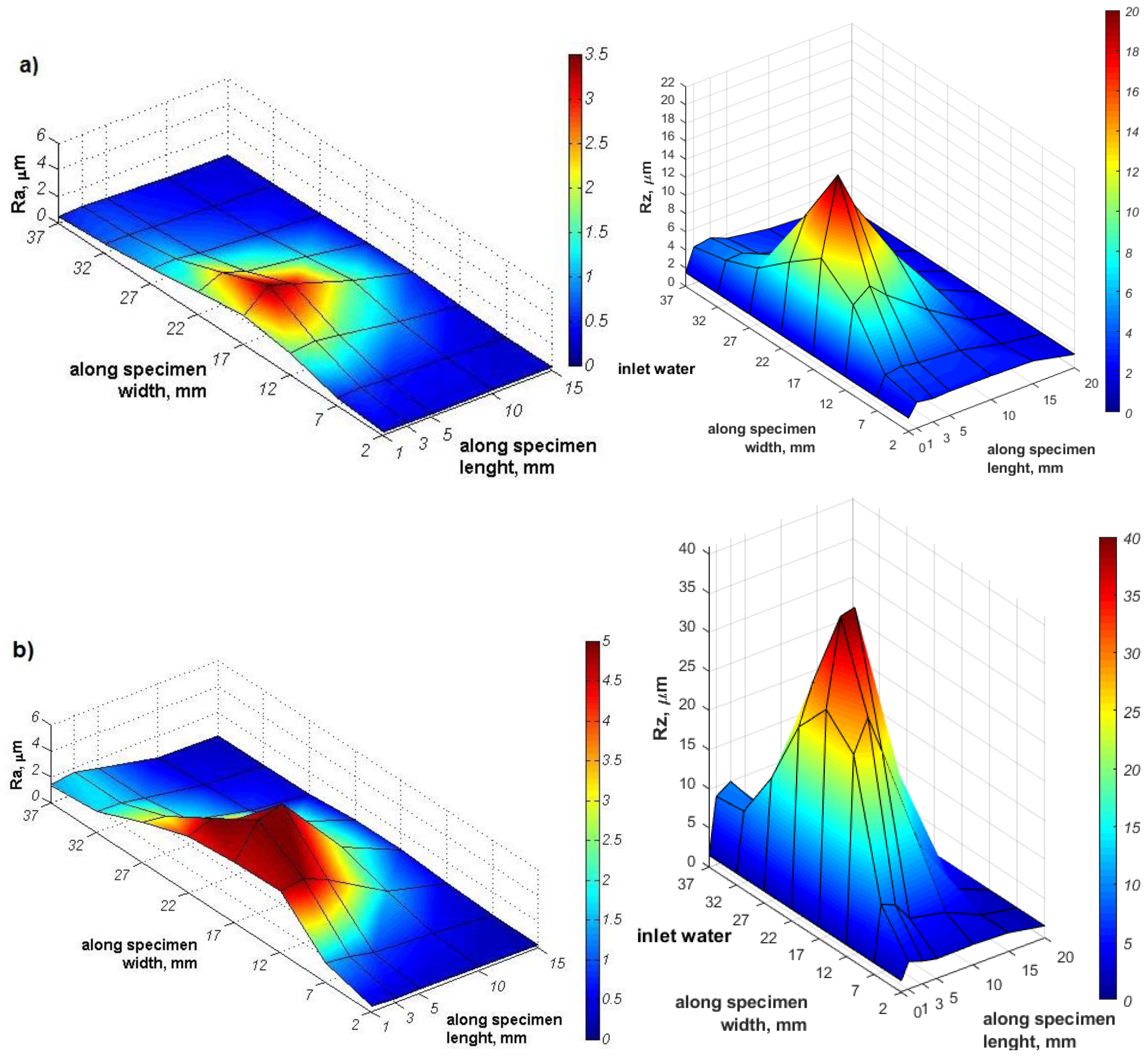
- After initial 180 min of the test, surface roughness of the coating (Ra = 3.78 μm) was similar to that of the substrate (Ra = 3.5 μm) despite different damage to the surface.
- The mechanisms of formation and development of surface damage were related to the ability to withstand plastic deformation. In the case of X6CrNiTi18-10 steel, an elongation of erosion test up to 600 min caused generation of pits and craters as well as the removal of surface particles. In the case of the CrN/CrCN coating–X6CrNiTi18-10 steel system, undulation of the surface increased and fractured in a brittle mode due to high H/E ratio. The coating was punctured and removed in some places by simultaneous impacts of micro-jets and hard micro-particles of the removed coating. The mechanisms of surface degradation affected a rate of change of surface roughness.
- At the beginning of the tests, surface roughness increased at the highest rate when the volume loss was very low and afterwards the rate of an increase in surface roughness decreased due to overlapping damage.
Author Contributions
Funding
Conflicts of Interest
References
- Krella, A.K.; Zakrzewska, D.E. Cavitation Erosion–Phenomenon and Test Rigs. Adv. Mater. Sci. 2018, 18, 15–26. [Google Scholar] [CrossRef]
- Hong, Y.; Sarntinoranont, M.; Subhash, G.; Canchi, S.; King, M.A. Localized Tissue Surrogate Deformation due to Controlled Single Bubble Cavitation. Exp. Mech. 2016, 56, 97–109. [Google Scholar] [CrossRef]
- Smith, D.G.; Kinslow, R. Pressure due to high-velocity impact of a water jet. Exp. Mech. 1976, 16, 21–25. [Google Scholar] [CrossRef]
- Bourne, N.K. On stress wave interactions in liquid impact. Wear 2005, 258, 588–595. [Google Scholar] [CrossRef]
- Karimi, A.; Martin, J.L. Cavitation erosion of materials. Int. Mater. Rev. 1986, 31, 1–26. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, J. Correlation of martensitic transformation and surface mechanical behavior with cavitation erosion resistance for some iron-based alloys. Wear 2004, 256, 1208–1213. [Google Scholar] [CrossRef]
- Bedkowski, W.; Gasiak, G.; Lachowicz, C.; Lichtarowicz, A.; Łagoda, T.; Macha, E. Relations between cavitation erosion resistance of materials and their fatigue strength under random loading. Wear 1999, 230, 201–209. [Google Scholar] [CrossRef]
- Hattori, S.; Ishikura, R. Revision of cavitation erosion database and analysis of stainless steel data. Wear 2010, 268, 109–116. [Google Scholar] [CrossRef]
- Kristensen, J.K.; Hansson, I.; Morch, K. A simple model for cavitation erosion of metals. J. Phys. D Appl. Phys. 1978, 11, 899–912. [Google Scholar] [CrossRef]
- Cui, Z.; Man, H.; Cheng, F.; Yue, T. Cavitation erosion–corrosion characteristics of laser surface modified NiTi shape memory alloy. Surf. Coat. Technol. 2003, 162, 147–153. [Google Scholar] [CrossRef]
- Kwok, C.T.; Cheng, F.T.; Man, H.C. Laser-fabricated Fe-Ni-Co-Cr-B austenitic alloy on steels. Part I. Microstructures and cavitation erosion behaviour. Surf. Coat. Technol. 2001, 145, 194–205. [Google Scholar] [CrossRef]
- Kwok, C.T.; Cheng, F.T.; Man, H.C. Laser surface modification of UNS S31603 stainless steel. Part II: Cavitation erosion characteristics. Mater. Sci. Eng. A 2000, 290, 74–88. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, Y.H.; Luo, K.Y.; Zhang, Y.K.; Zhao, Y.; Huang, J.Y.; Wu, X.D.; Zhou, C. Tensile property of ANSI 304 stainless steel weldments subjected to cavitation erosion based on treatment of laser shock processing. Materials 2018, 11, 805. [Google Scholar] [CrossRef] [PubMed]
- Lo, K.H.; Cheng, F.T.; Kwok, C.T.; Man, H.C. Improvement of cavitation erosion resistance of AISI 316 stainless steel by laser surface alloying using fine WC powder. Surf. Coat. Technol. 2003, 165, 258–267. [Google Scholar] [CrossRef]
- Ding, X.; Ke, D.; Yuan, C.; Ding, Z.; Cheng, X. Microstructure and cavitation erosion resistance of HVOF deposited WC-Co coatings with different sized WC. Coatings 2018, 8, 307. [Google Scholar] [CrossRef]
- Han, S.; Lin, J.; Kuo, J.; He, J.; Shih, H. The cavitation-erosion phenomenon of chromium nitride coatings deposited using cathodic arc plasma deposition on steel. Surf. Coat. Technol. 2002, 161, 20–25. [Google Scholar] [CrossRef]
- Krella, A. Cavitation erosion of TiN and CrN coatings deposited on different substrates. Wear 2013, 297, 992–997. [Google Scholar] [CrossRef]
- Krella, A.K. Cavitation erosion resistance of Ti / TiN multilayer coatings. Surf. Coat. Technol. 2013, 228, 115–123. [Google Scholar] [CrossRef]
- Krella, A.K. Degradation of protective PVD coatings. In Handbook of Materials Failure Analysis; Elsevier B.V.: Amsterdam, The Netherlands, 2016; pp. 411–440. ISBN 9780081001165. [Google Scholar]
- Zhou, H.; Liu, H.Y.; Fu, K.; Yuan, H.; Du, X.; Mai, Y.W. Numerical simulation of failure of composite coatings due to thermal and hygroscopic stresses. Coatings 2019, 9, 243. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Matínez, F.; Herrera, I.; Berríos, J.A.; Dixit, S.; Bhat, D. On the fatigue behavior of an AISI 316L stainless steel coated with a PVD TiN deposit. Surf. Coat. Technol. 2004, 182, 276–286. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Staia, M.H.; Quinto, D.T.; Villalobos-Gutiérrez, C.; Ochoa-Pérez, E. Fatigue properties of a SAE 4340 steel coated with TiCN by PAPVD. Int. J. Fatigue 2007, 29, 471–480. [Google Scholar] [CrossRef]
- Su, Y.; Yao, S.; Wei, C.; Wu, C. Tension and fatigue behavior of a PVD TiN-coated material. Thin Solid Films 1998, 315, 153–158. [Google Scholar] [CrossRef]
- Baragetti, S.; La Vecchia, G.M.; Terranova, A. Variables affecting the fatigue resistance of PVD-coated components. Int. J. Fatigue 2005, 27, 1541–1550. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Lee, S.C.; Ho, W.Y.; Lai, F.D. Effect of substrate surface roughness on the characteristics of CrN hard film. Mater. Chem. Phys. 1996, 43, 266–273. [Google Scholar] [CrossRef]
- Howard, R.L.; Ball, A. Mechanisms of cavitation erosion of TiAl -based titanium alumine intermetalic alloys. Acta Metall. 1996, 44, 3157–3168. [Google Scholar]
- Krella, A.K.; Czyzniewski, A.; Gilewicz, A.; Krupa, A. Cavitation erosion of CrN/CrCN multilayer coating. Wear 2017, 386–387, 80–89. [Google Scholar] [CrossRef]
- Krella, A.K. Degradation of AlMg2 aluminium alloy caused by cavitation—An effect of cavitation intensity. Mater. Charact. 2017, 130, 219–229. [Google Scholar] [CrossRef]
- Bertrand, G.; Meunier, C.; Savall, C. Properties of reactively RF magnetron-sputtered chromium nitride coatings. Surf. Coat. Technol. 1997, 96, 323–329. [Google Scholar] [CrossRef]
- Berg, G.; Friedrich, C.; Broszeit, E.; Berger, C. Development of chromium nitride coatings substituting titanium nitride. Surf. Coat. Technol. 1996, 86–87, 184–191. [Google Scholar] [CrossRef]
- Cai, F.; Huang, X.; Yang, Q. Mechanical properties, sliding wear and solid particle erosion behaviors of plasma enhanced magnetron sputtering CrSiCN coating systems. Wear 2015, 324–325, 27–35. [Google Scholar] [CrossRef]
- Azizpour, A.; Hahn, R.; Klimashin, F.F.; Wojcik, T.; Poursaeidi, E.; Mayrhofer, P.H. Deformation and cracking mechanism in CrN/TiN multilayer coatings. Coatings 2019, 9, 363. [Google Scholar] [CrossRef]
- Li, D.G.; Chen, D.R.; Liang, P. Enhancement of cavitation erosion resistance of 316 L stainless steel by adding molybdenum. Ultrason. Sonochem. 2017, 35, 375–381. [Google Scholar] [CrossRef] [PubMed]
- Krella, A.; Czyzniewski, A. Influence of the substrate hardness on the cavitation erosion resistance of TiN coating. Wear 2007, 263, 395–401. [Google Scholar] [CrossRef]
- Xiaojun, Z.; Procopiak, L.A.J.; Souza, N.C.; d’Oliveira, A.S.C.M. Phase transformation during cavitation erosion of a Co stainless steel. Mater. Sci. Eng. A 2003, 358, 199–204. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Z.; Cui, Y. The cavitation behavior of a metastable Cr-Mn-Ni steel. Wear 2000, 240, 231–234. [Google Scholar] [CrossRef]
- Hattori, S.; Hirose, T.; Sugiyama, K. Prediction method for cavitation erosion based on measurement of bubble collapse impact loads. Wear 2010, 269, 507–514. [Google Scholar] [CrossRef]
- Carnelli, D.; Karimi, A.; Franc, J.P. Evaluation of the hydrodynamic pressure of cavitation impacts from stress-strain analysis and geometry of individual pits. Wear 2012, 289, 104–111. [Google Scholar] [CrossRef]
- Bustamante, M.C.; Singh, D.; Cronin, D.S. Polymeric Hopkinson Bar-Confinement Chamber Apparatus to Evaluate Fluid Cavitation. Exp. Mech. 2018, 58, 55–74. [Google Scholar] [CrossRef]
- Suslick, K.S.; Flannigan, D.J. Inside a Collapsing Bubble: Sonoluminescence and the Conditions During Cavitation. Annu. Rev. Phys. Chem. 2008, 59, 659–683. [Google Scholar] [CrossRef]
- Flint, E.B.; Suslick, K.S. The temperature of Cavitation. Science 1991, 253, 1397–1399. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness [HRC] | Young’s Modulus [GPa] | Ultimate Tensile Strength [MPa] | Yield Strength [MPa] | Elongation [%] | Density [g/cm3] |
|---|---|---|---|---|---|
| 25 | 199 | 662 | 307 | 36 | 7.86 |
| Pressure of Residual Gases | Working Pressure of Argon | Working Pressure of Nitrogen | Arc Current | Substrate Bias Voltage | Substrate Temperature |
|---|---|---|---|---|---|
| 1 × 10−3 Pa | 0.5 Pa | 1.8 Pa | 80 A | −70 V | 300 °C |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krella, A.K.; Czyzniewski, A.; Gilewicz, A.; Gajowiec, G. Experimental Study of the Influence of Deposition of Multilayer CrN/CrCN PVD Coating on Austenitic Steel on Resistance to Cavitation Erosion. Coatings 2020, 10, 487. https://doi.org/10.3390/coatings10050487
Krella AK, Czyzniewski A, Gilewicz A, Gajowiec G. Experimental Study of the Influence of Deposition of Multilayer CrN/CrCN PVD Coating on Austenitic Steel on Resistance to Cavitation Erosion. Coatings. 2020; 10(5):487. https://doi.org/10.3390/coatings10050487
Chicago/Turabian StyleKrella, Alicja K., Andrzej Czyzniewski, Adam Gilewicz, and Grzegorz Gajowiec. 2020. "Experimental Study of the Influence of Deposition of Multilayer CrN/CrCN PVD Coating on Austenitic Steel on Resistance to Cavitation Erosion" Coatings 10, no. 5: 487. https://doi.org/10.3390/coatings10050487
APA StyleKrella, A. K., Czyzniewski, A., Gilewicz, A., & Gajowiec, G. (2020). Experimental Study of the Influence of Deposition of Multilayer CrN/CrCN PVD Coating on Austenitic Steel on Resistance to Cavitation Erosion. Coatings, 10(5), 487. https://doi.org/10.3390/coatings10050487