Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
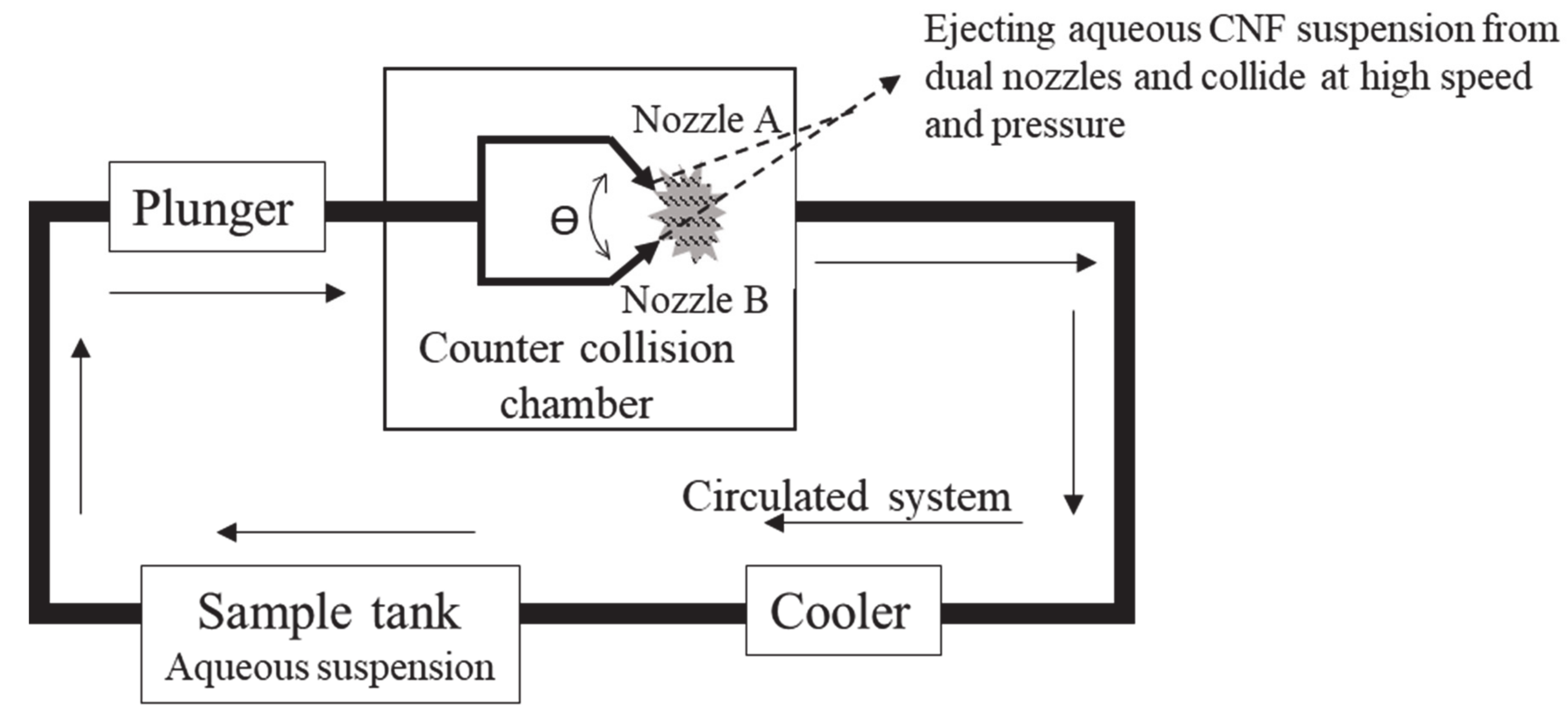
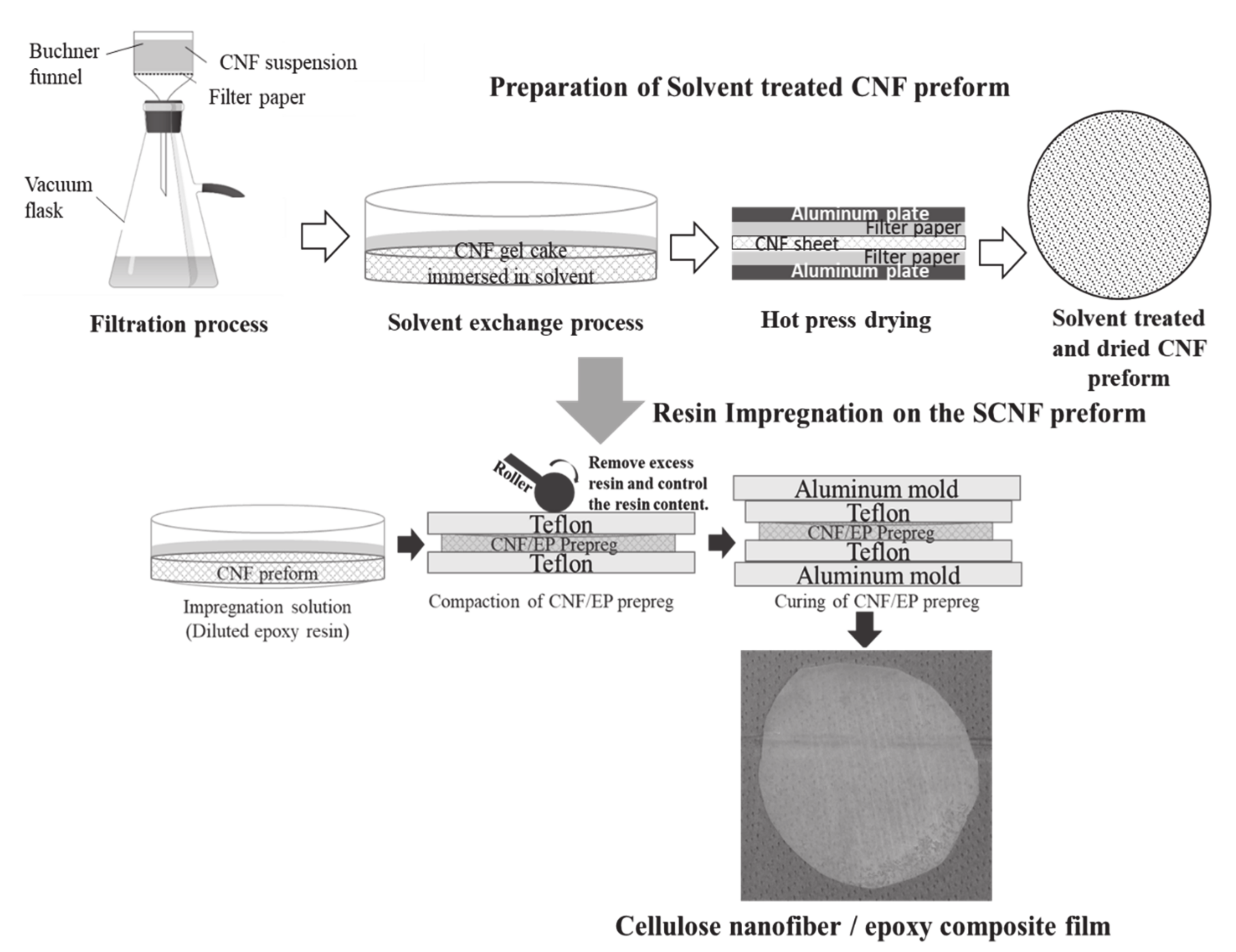
2.2. CNF Preform Preparation
2.3. Impregnation Solution Preparation
2.4. Preparation of CNF/Epoxy Nanocomposite Films
3. Results
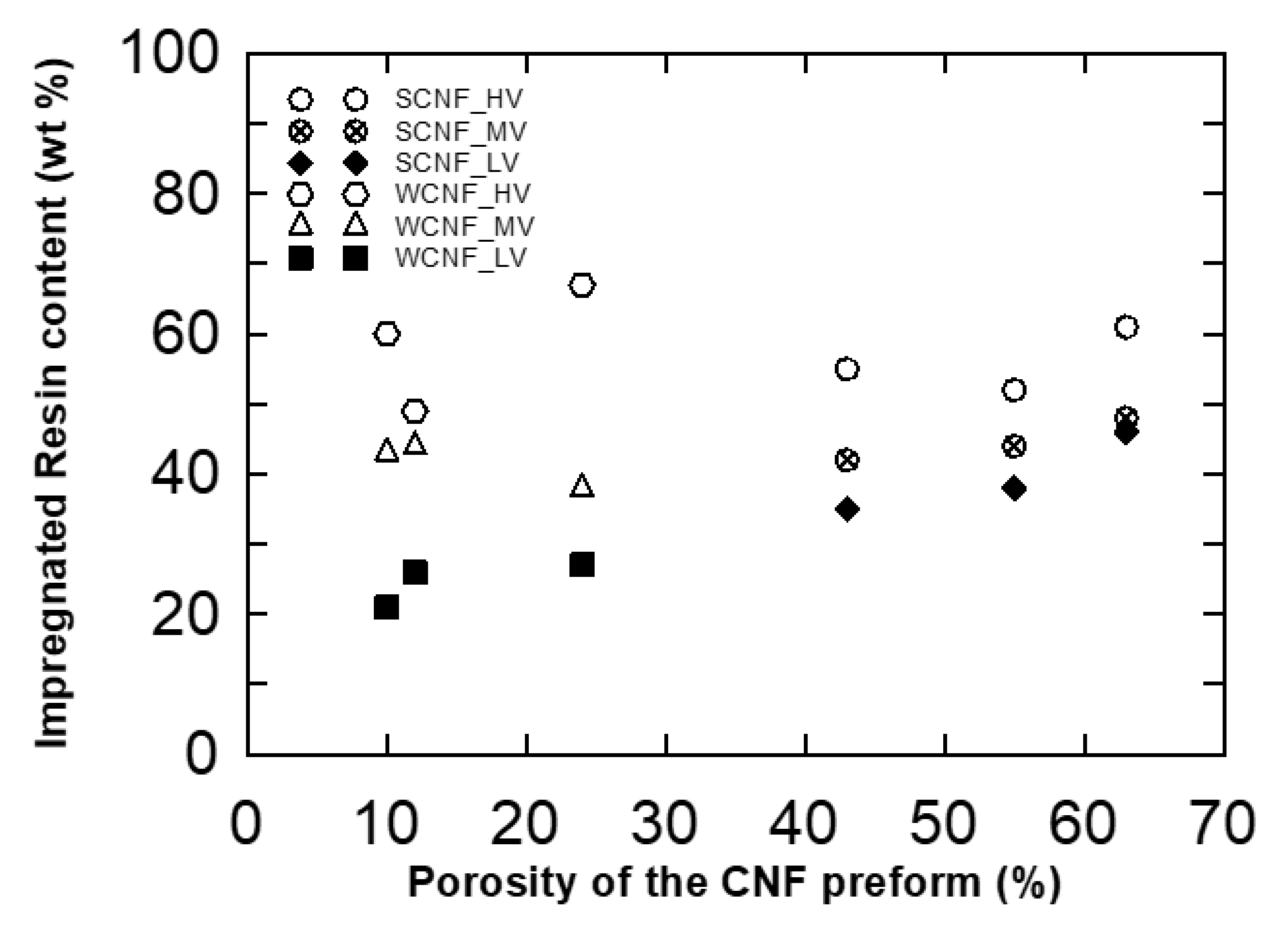
3.1. Resin Impregantion of Solvent Treated CNF Preforms
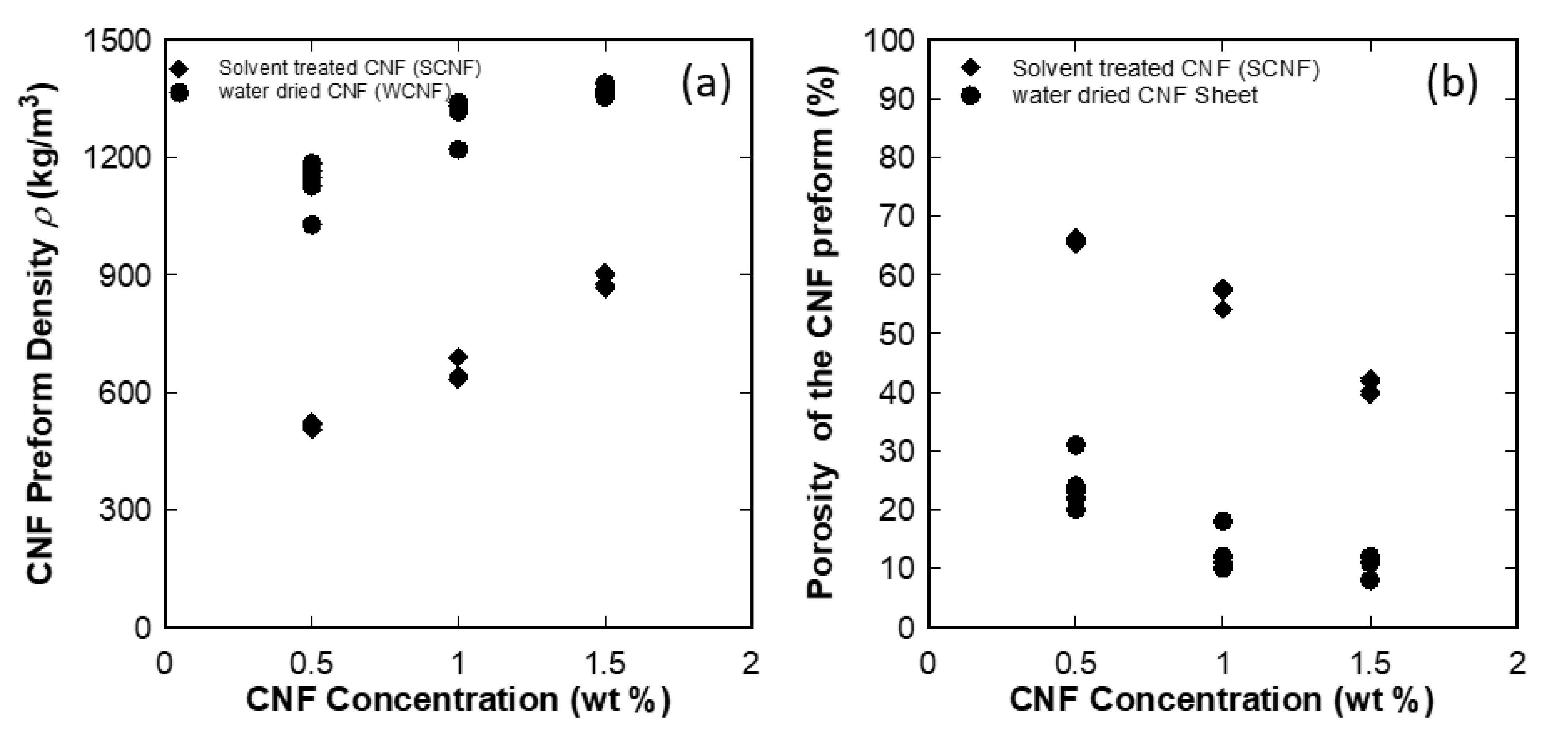
3.2. Measurement of Physical Properties of CNF Epoxy Nanocomposites
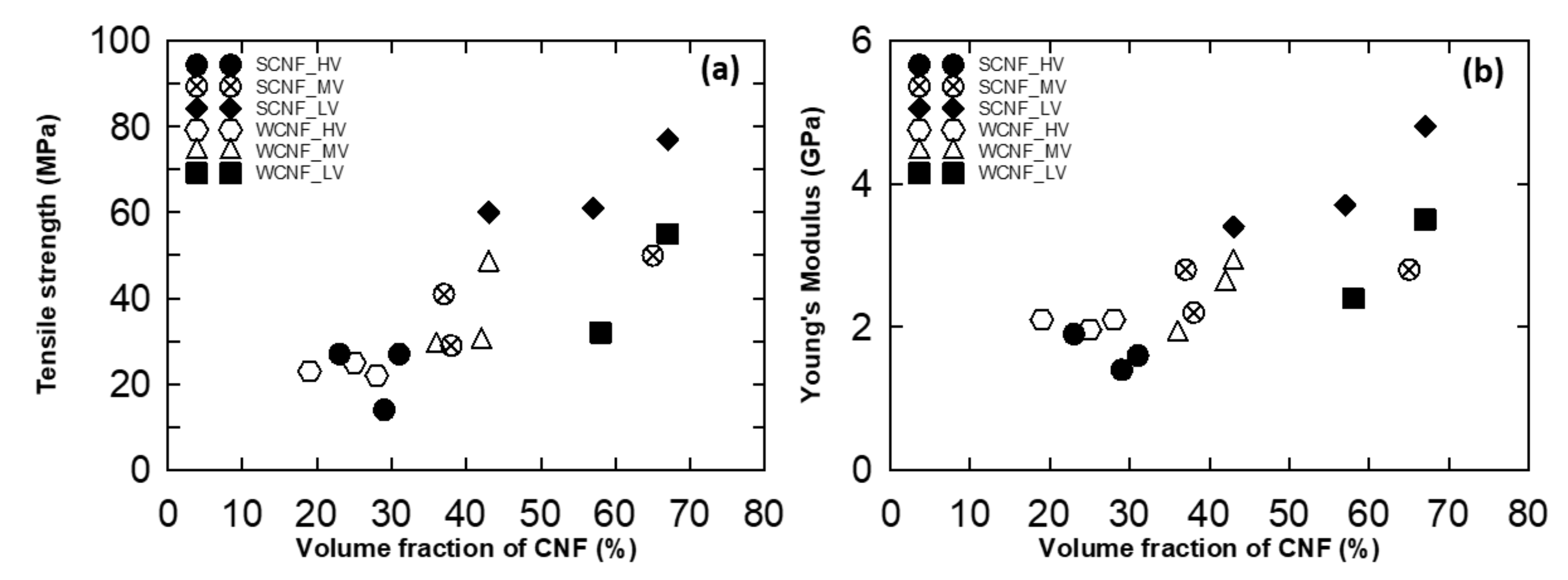
3.3. Tensile Test
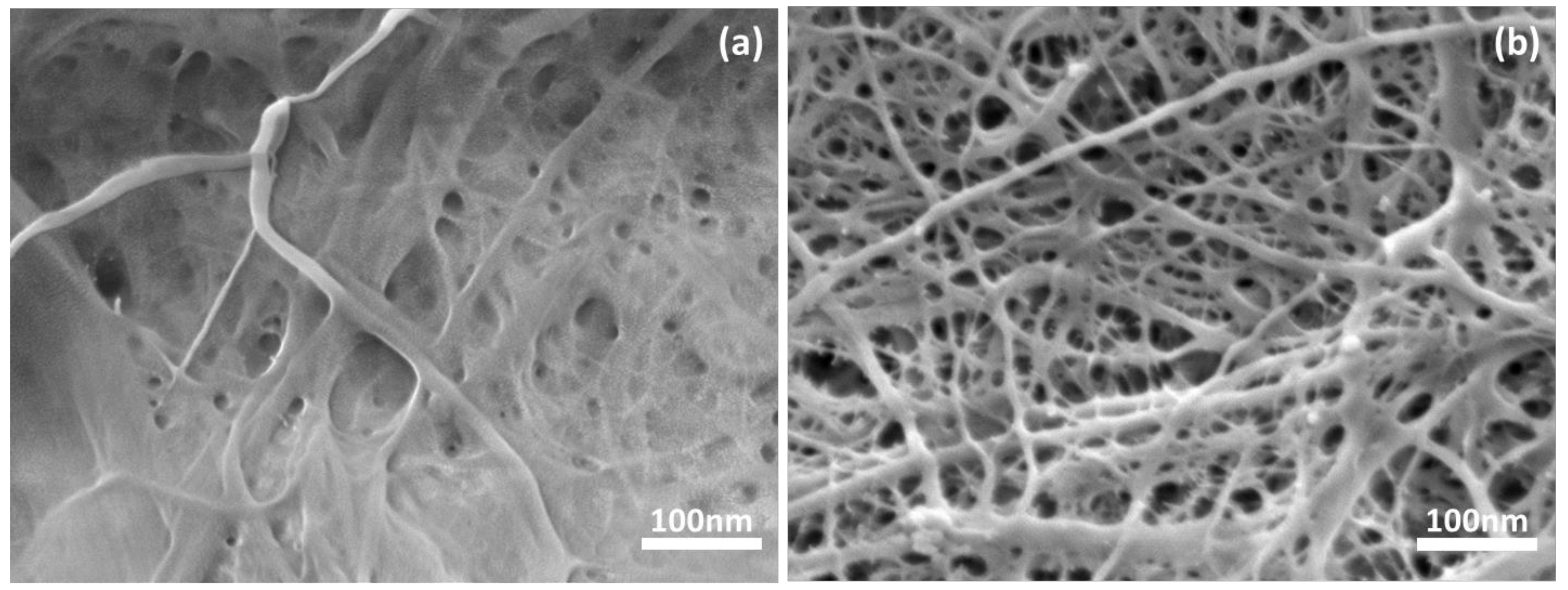
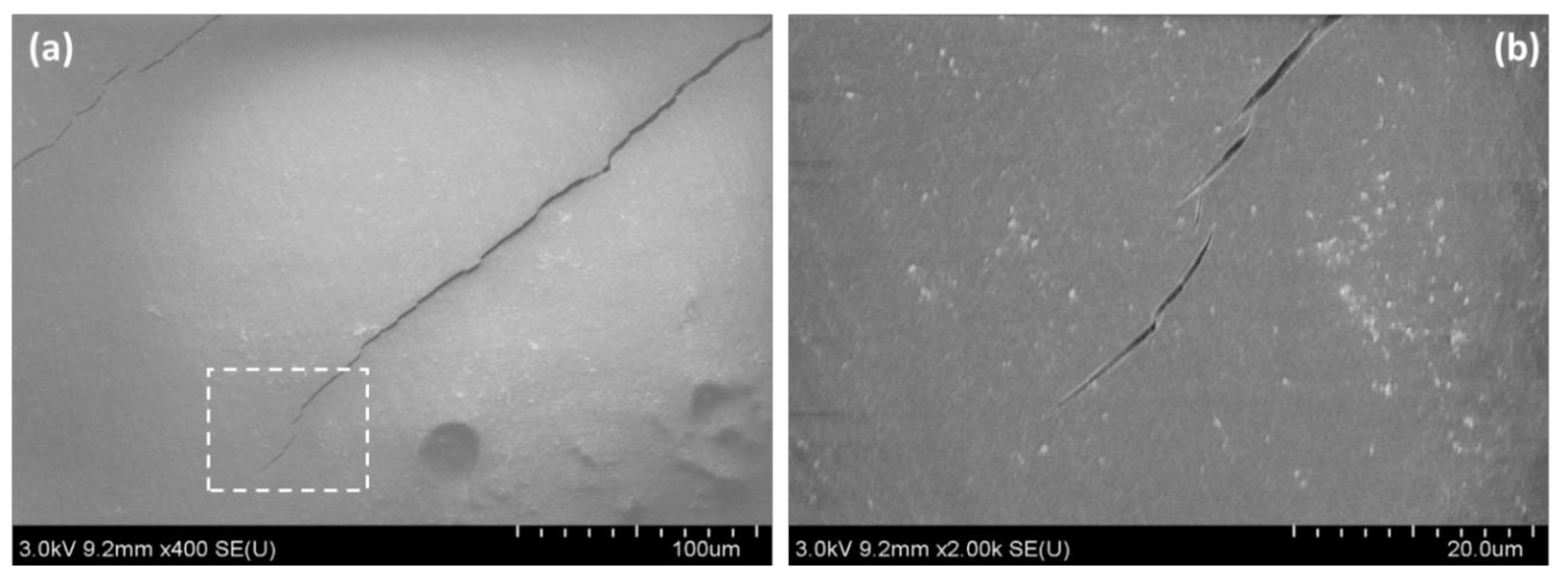
3.4. Field-Emission Scanning Electron Microscope (FE-SEM)
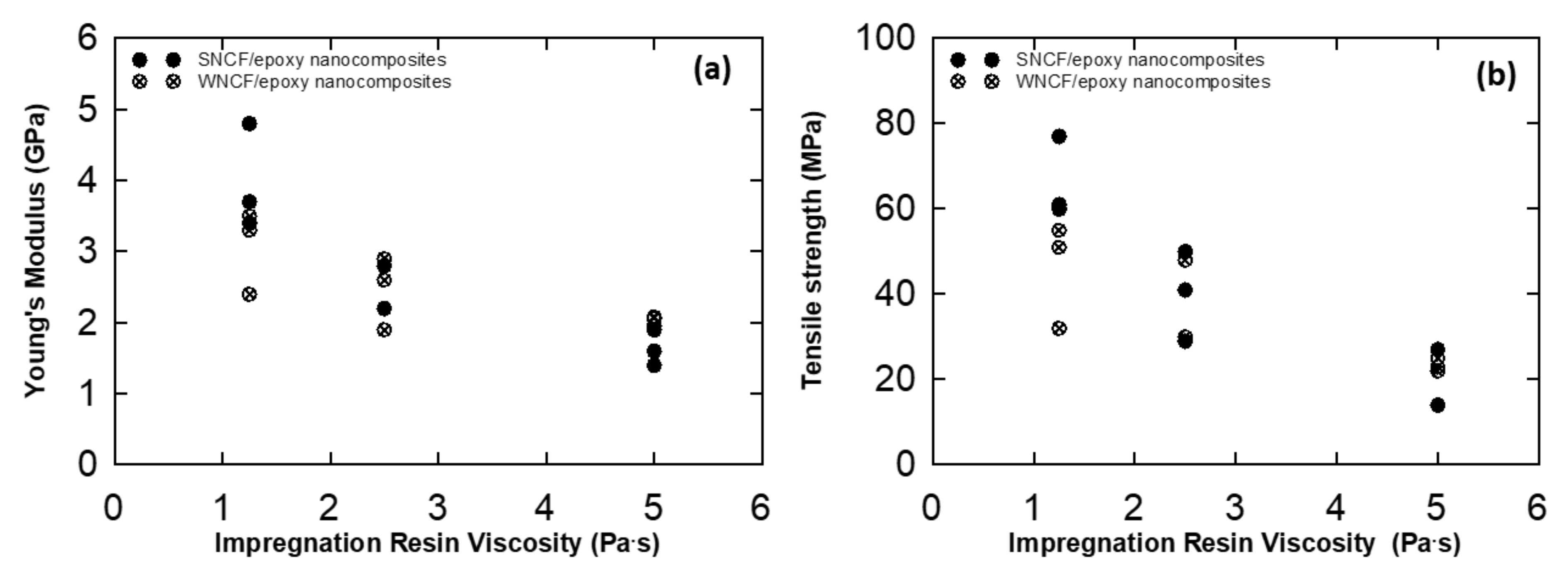
3.5. Mechanical Properties
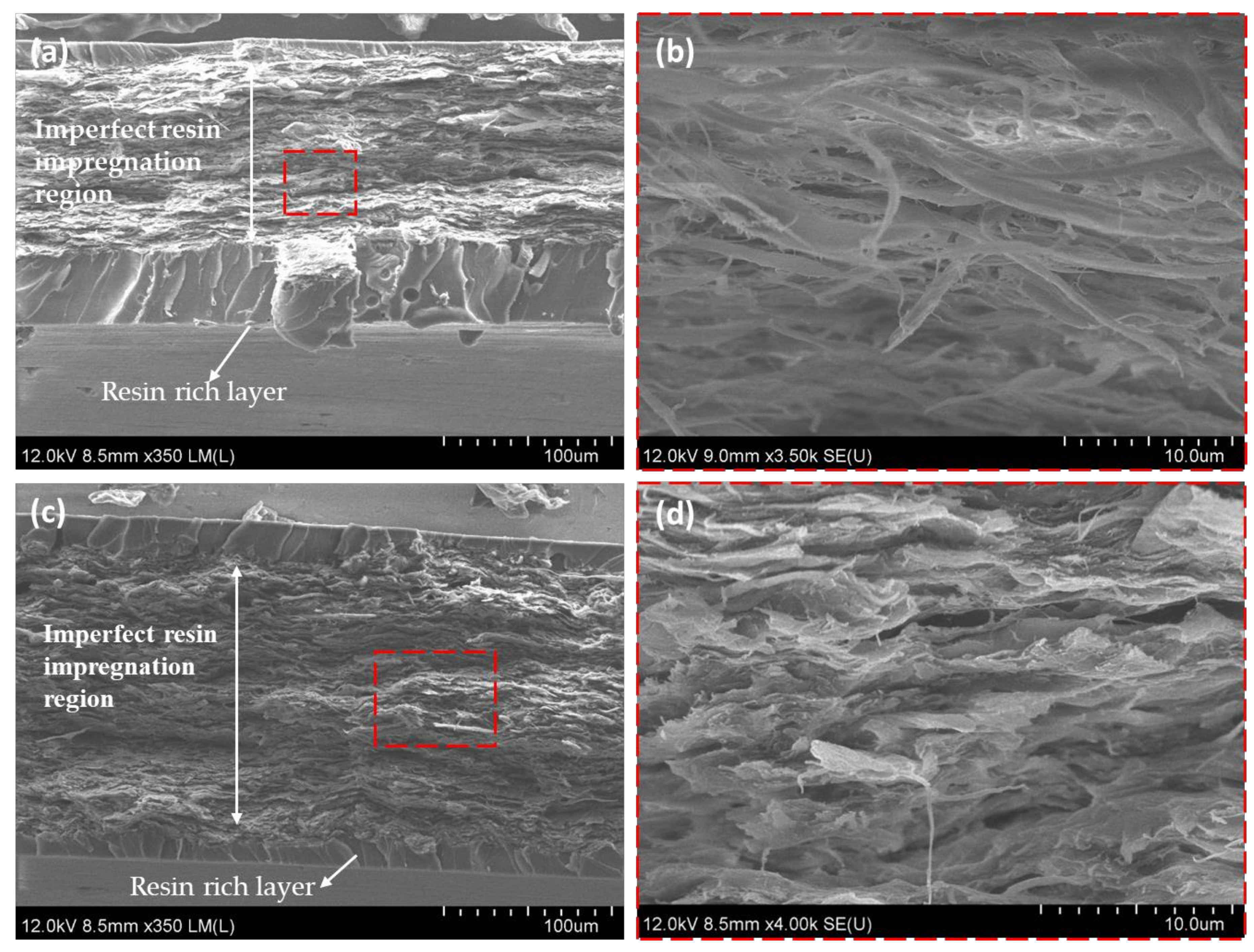
3.6. Fracture Surface of CNF Epoxy Nanocomposites
4. Discussion
4.1. Effect of Fabrication Parameters on Mechanical Properties of CNF/Epoxy Nanocomposites
4.2. Failure Mechanism of CNF/Epoxy Nanocomposite Films
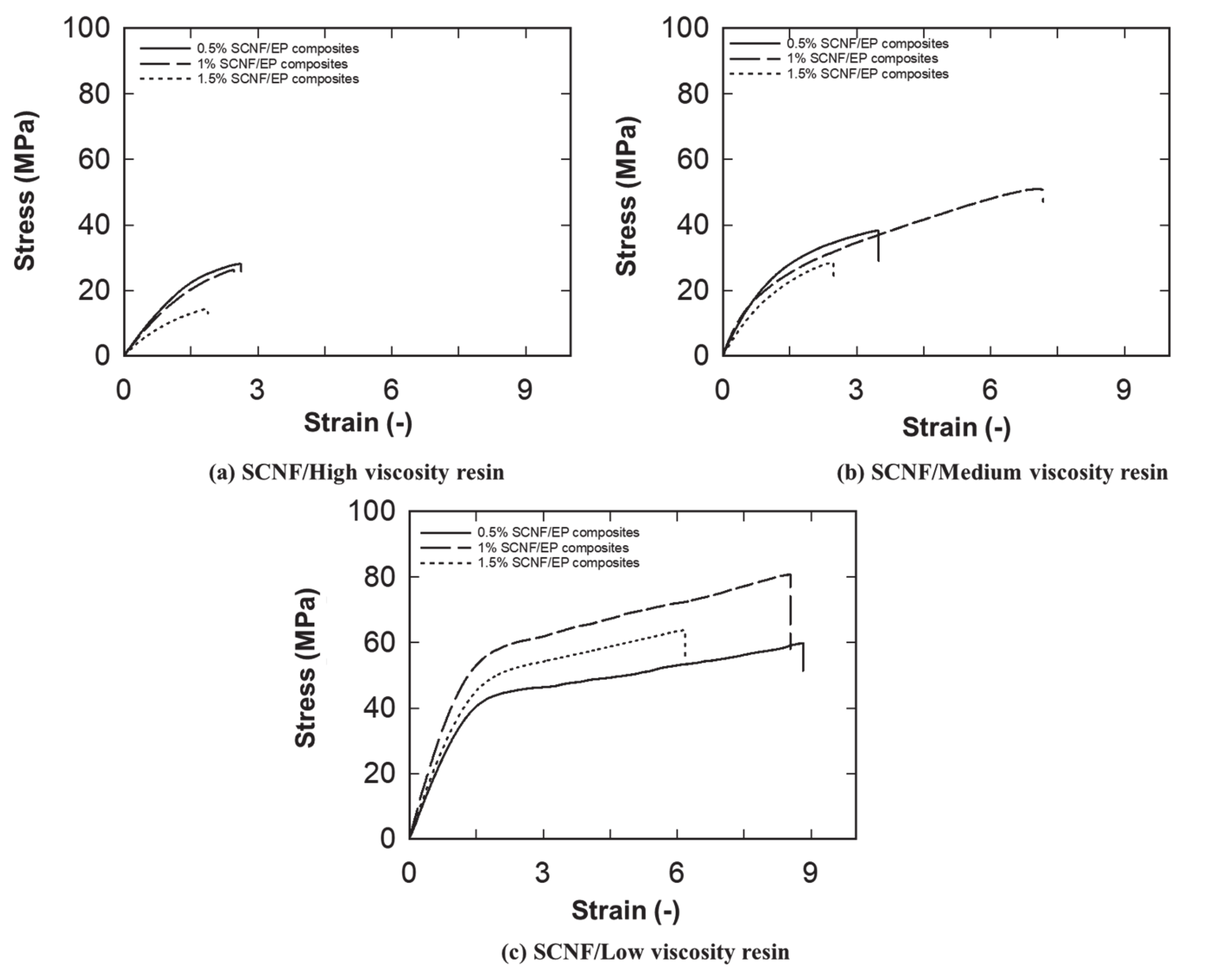
4.3. Stress–Strain Behavior of CNF/Epoxy Nanocomposite Films
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Neto, W.P.F.; Silvério, H.A.; Dantas, N.O.; Pasquini, D. Extraction and characterization of cellulose nanocrystals from agro-industrial residue – Soy hulls. Ind. Crop. Prod. 2013, 42, 480–488. [Google Scholar] [CrossRef]
- Brinchi, L.; Cotana, F.; Fortunati, E.; Kenny, J.M. Production of nanocrystalline cellulose from lignocellulosic biomass: Technology and applications. Carbohydr. Polym. 2013, 94, 154–169. [Google Scholar] [CrossRef] [PubMed]
- Khalil, H.A.; Davoudpour, Y.; Islam, N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Mtibe, A.; Linda, Z.; Linganisoa, L.Z.; Mathew, A.P.; Oksman, K.; John, M.J.; Anandjiwala, R.D. A comparative study on properties of micro and nanopapers produced from cellulose and cellulose nanofibers. Carbohydr. Polym. 2015, 118, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Saito, T.; Nishiyama, Y.; Putaux, J.-L.; Vignon, M.; Isogai, A. Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules 2006, 7, 1687–1691. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Nakagaito, A.; Yano, H. Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl. Phys. A 2007, 89, 461–466. [Google Scholar] [CrossRef]
- Abe, K.; Iwamoto, S.; Yano, H. Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 2007, 8, 3276–3278. [Google Scholar] [CrossRef]
- Kondo, T.; Kose, R.; Naito, H.; Kasai, W. Aqueous counter collision using paired water jets as a novel means of preparing bio-nanofibers. Carbohydr. Polym. 2014, 112, 284–290. [Google Scholar] [CrossRef]
- Nakagaito, A.; Yano, H. Novel high-strength biocomposites based on microfibrillated cellulose having nano-order-unit web-like network structure. Appl. Phys. A 2005, 80, 155–159. [Google Scholar] [CrossRef]
- Oksman, A.K.; Aitomäki, Y.; Mathew, A.P.; Siqueira, G.; Zhou, Q.; Butylina, S.; Tanpichai, S.; Zhou, X.; Hooshmand, S. Review of the recent developments in cellulose nanocomposite processing. Compos. Part A: Appl. Sci. Manuf. 2016, 83, 2–18. [Google Scholar] [CrossRef] [Green Version]
- Qing, Y.; Sabo, R.; Cai, Z.; Wu, Y. Resin impregnation of cellulose nanofibril films facilitated by water swelling. Cellulose 2013, 20, 303–313. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, Y.; Duan, G.; Mei, C.; Duan, G.; Agarwal, S. Electrospun nanofiber reinforced composites: a review. Polym. Chem. 2018, 9, 2685–2720. [Google Scholar] [CrossRef]
- Barari, B.; Ellingham, T.; Qamhia, I.; Pillai, K.M.; Elhajjar, R.; Turng, L.-S.; Sabo, R.; Ghamhia, I.I. Mechanical characterization of scalable cellulose nano-fiber based composites made using liquid composite molding process. Compos. Part B: Eng. 2016, 84, 277–284. [Google Scholar] [CrossRef]
- Chirayil, C.J.; Joy, J.; Mathew, L.; Koetz, J.; Thomas, S. Nanofibril reinforced unsaturated polyester nanocomposites: Morphology, mechanical and barrier properties, viscoelastic behavior and polymer chain confinement. Ind. Crop. Prod. 2014, 56, 246–254. [Google Scholar] [CrossRef]
- Chirayil, C.J.; Mathew, L.; Hassan, P.; Mozetic, M.; Thomas, S. Rheological behaviour of nanocellulose reinforced unsaturated polyester nanocomposites. Int. J. Boil. Macromol. 2014, 69, 274–281. [Google Scholar] [CrossRef]
- Ansari, F.; Galland, S.; Johansson, M.; Plummer, C.J.; Berglund, L.A. Cellulose nanofiber network for moisture stable, strong and ductile biocomposites and increased epoxy curing rate. Compos. Part A: Appl. Sci. Manuf. 2014, 63, 35–44. [Google Scholar] [CrossRef] [Green Version]
- Ansari, F.; Skrifvars, M.; Berglund, L. Nanostructured biocomposites based on unsaturated polyester resin and a cellulose nanofiber network. Compos. Sci. Technol. 2015, 117, 298–306. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.; Askeland, P.; Drzal, L.T. Surface modification of microfibrillated cellulose for epoxy composite applications. Polym. 2008, 49, 1285–1296. [Google Scholar] [CrossRef]
- Tang, L.; Weder, C. Cellulose whisker/epoxy resin nanocomposites. ACS Appl. Mater Interfaces. 2010, 2, 1073–1080. [Google Scholar] [CrossRef] [Green Version]
- Shibata, M.; Nakai, K. Preparation and properties of biocomposites composed of bio-based epoxy resin, tannic acid, and microfibrillated cellulose. J. Polym. Sci. Part B: Polym. Phys. 2010, 48, 425–433. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. The effect of fiber content on the mechanical and thermal expansion properties of biocomposites based on microfibrillated cellulose. Cellulose 2008, 15, 555–559. [Google Scholar] [CrossRef]
- Nissilä, T.; Hietala, M.; Oksman, A.K. A method for preparing epoxy-cellulose nanofiber composites with an oriented structure. Compos. Part A: Appl. Sci. Manuf. 2019, 125, 105515. [Google Scholar] [CrossRef]
- Stachewicz, U.; Modaresifar, F.; Bailey, R.J.; Peijs, T.; Barber, A. Manufacture of void-free electrospun polymer nanofiber composites with optimized mechanical properties. ACS Appl. Mater. Interfaces 2012, 4, 2577–2582. [Google Scholar] [CrossRef] [PubMed]
- Devendran, T.; Yuta, S.; Yoshinobu, S.; Keiichiro, T.; Tomoyuki, F. Preparation and characterisation of cellulose nanofiber sheet, in proceeding of the 10th International Conference on Green Composites, Quanzhou, China, 7–8 November 2018; 2.
- Sehaqui, H.; Zhou, Q.; Ikkala, O.; Berglund, L.A. Strong and tough cellulose nanopaper with high specific surface area and porosity. Biomacromolecules 2011, 12, 3638–3644. [Google Scholar] [CrossRef]
- Daelemans, L.; Van Der Heijden, S.; De Baere, I.; Rahier, H.; Van Paepegem, W.; De Clerck, K. Damage-resistant composites using electrospun nanofibers: a multiscale analysis of the toughening mechanisms. ACS Appl. Mater. Interfaces 2016, 8, 11806–11818. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample name | Epoxy resin (wt %) | Hardener (wt %) | Diluent (wt %) | Measured Viscosity (Pa·s) |
|---|---|---|---|---|
| HV | 70 | 20 | 10 | 5 |
| MV | 80 | 10 | 10 | 2.5 |
| LV | 70 | 10 | 20 | 1.25 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thirunavukarasu, D.; Shimamura, Y.; Tohgo, K.; Fujii, T. Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials 2020, 10, 841. https://doi.org/10.3390/nano10050841
Thirunavukarasu D, Shimamura Y, Tohgo K, Fujii T. Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials. 2020; 10(5):841. https://doi.org/10.3390/nano10050841
Chicago/Turabian StyleThirunavukarasu, Devendran, Yoshinobu Shimamura, Keiichiro Tohgo, and Tomoyuki Fujii. 2020. "Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique" Nanomaterials 10, no. 5: 841. https://doi.org/10.3390/nano10050841
APA StyleThirunavukarasu, D., Shimamura, Y., Tohgo, K., & Fujii, T. (2020). Mechanical Characterization on Solvent Treated Cellulose Nanofiber Preforms Using Solution Dipping–Hot Press Technique. Nanomaterials, 10(5), 841. https://doi.org/10.3390/nano10050841