Two-Step Plasma Treatment on Sputtered and Electroplated Cu Surfaces for Cu-To-Cu Bonding Application



Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
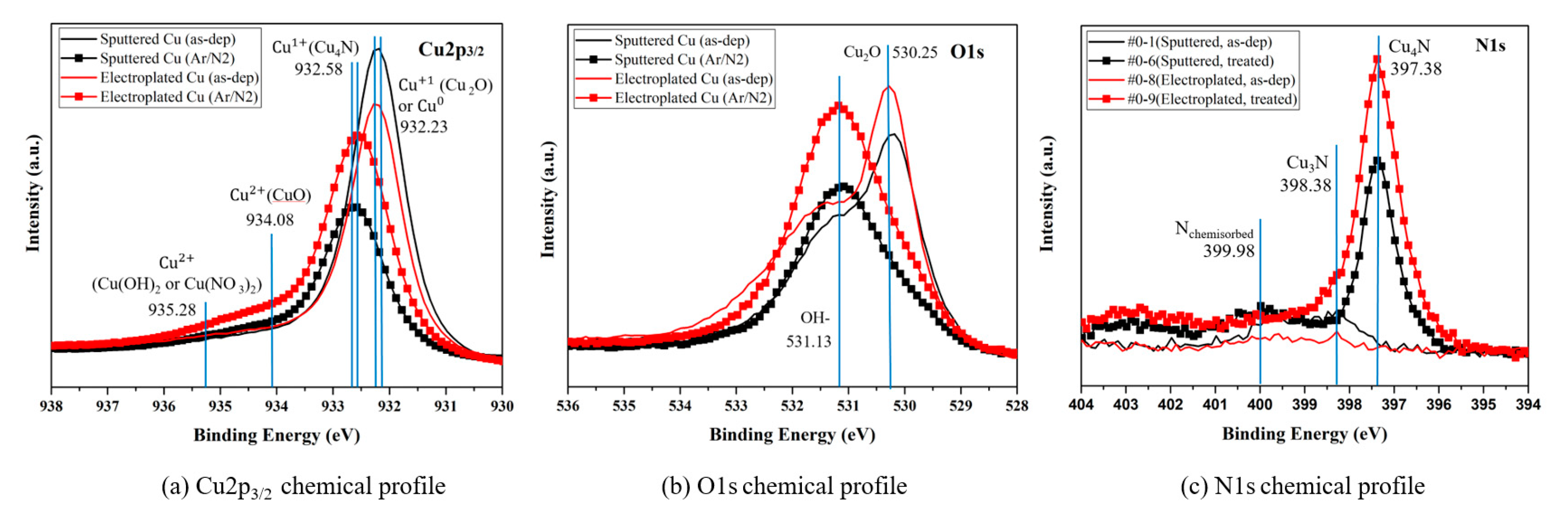
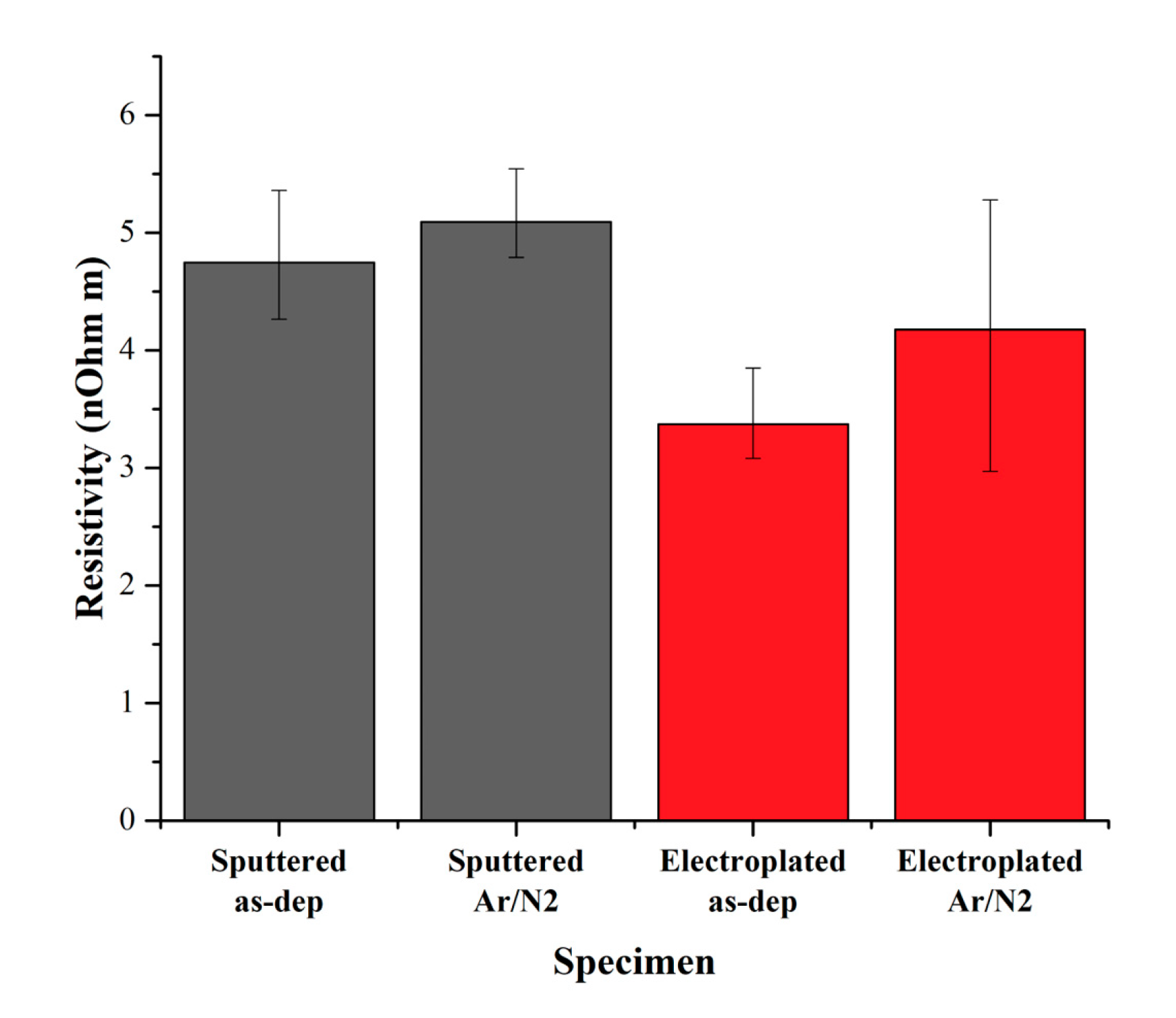
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- List, R.S.; Webb, C.; Kim, S.E. 3D wafer stacking technology. In Proceedings of the Advanced Metallization Conference, San Diego, CA, USA, 1–3 October 2002. [Google Scholar]
- Das, S.; Chandrakasan, A.P.; Reif, R. Calibration of Rent’s rule models for three-dimensional integrated circuits. IEEE Trans. Very Large Scale Integr. Syst. 2004, 12, 359–366. [Google Scholar] [CrossRef]
- Morrow, P.; Kobrinsky, M.J.; Ramanathan, S.; Park, C.M.; Harmes, M.; Ramachandrarao, V.; Park, H.M.; Kloster, G.; List, S.; Kim, S.E. Wafer-level 3D interconnects via Cu bonding. In Proceedings of the Advanced Metallization Conference, San Diego, CA, USA, 19–21 October 2004. [Google Scholar]
- Kim, T.H.; Howlader, M.M.R.; Itoh, T.; Suga, T. Room temperature Cu–Cu direct bonding using surface activated bonding method. J. Vac. Sci. Technol. A 2003, 21, 449–453. [Google Scholar] [CrossRef]
- Tan, C.S.; Lim, D.F.; Ang, X.F.; Wei, J.; Leong, K.C. Low temperature Cu-Cu thermo-compression bonding with temporary passivation of self-assembled monolayer and its bond strength enhancement. Microelectron. Reliab. 2012, 52, 321–324. [Google Scholar] [CrossRef]
- Huffman, A.; Lannon, J.; Lueck, M.; Gregory, C.; Temple, D. Fabrication and characterization of metal-to-metal interconnect structures for 3-D integration. J. Instrum. 2009, 4, P03006. [Google Scholar] [CrossRef]
- Fan, J.; Lim, D.F.; Tan, C.S. Effects of surface treatment on the bonding quality of wafer-level Cu-to-Cu thermo-compression bonding for 3D integration. J. Micromech. Microeng. 2013, 23, 045025. [Google Scholar] [CrossRef]
- Huang, Y.-P.; Chien, Y.-S.; Tzeng, R.-N.; Chen, K.-N. Demonstration and electrical performance of Cu–Cu bonding at 150 °C with Pd passivation. IEEE Trans. Electron Devices 2015, 62, 2587–2592. [Google Scholar] [CrossRef]
- Panigrahy, A.K.; Ghosh, T.; Vanjari, S.R.K.; Singh, S.G. Demonstration of sub 150 °C Cu-Cu thermocompression bonding for 3D IC applications, utilizing an ultra-thin layer of manganin alloy as an effective surface passivation layer. Mater. Lett. 2017, 194, 86–89. [Google Scholar] [CrossRef]
- Liu, Z.; Cai, J.; Wang, Q.; Liu, L.; Zou, G. Modified pulse laser deposition of Ag nanostructure as intermediate for low temperature Cu-Cu bonding. Appl. Surf. Sci. 2018, 445, 16–23. [Google Scholar] [CrossRef]
- Kuwae, H.; Yamada, K.; Momose, W.; Shoji, S.; Mizuno, J. Cu-Cu Quasi-Direct Bonding with Atomically Thin-Au and Pt Intermediate Layer Using Atomic Layer Deposition. In Proceedings of the International Conference on Electronic Packaging, Niigata, Japan, 17–19 April 2019. [Google Scholar]
- Juang, J.-Y.; Lu, C.-L.; Chen, K.-J.; Chen, C.-C.A.; Hsu, P.-N.; Chen, C.; Tu, K.N. Copper-to-copper direct bonding on highly (111)-oriented nanotwinned copper in no-vacuum ambient. Sci. Rep. 2018, 8, 13910. [Google Scholar] [CrossRef] [PubMed]
- Enquist, P.; Fountain, G.; Petteway, C.; Hollingsworth, A.; Grady, H. Low cost of ownership scalable copper direct bond interconnect 3D IC technology for three dimensional integrated circuit applications. In Proceedings of the IEEE International Conference on 3D System Integration, San Francisco, CA, USA, 28–30 September 2009. [Google Scholar]
- Huyghebaert, C.; Van Olmen, J.; Civale, Y.; Phommahaxay, A.; Jourdain, A.; Sood, S.; Farrens, S.; Soussan, P. Cu to Cu interconnect using 3D-TSV and Wafer to Wafer thermocompression bonding. In Proceedings of the IEEE International Interconnect Technology Conference, Burlingame, CA, USA, 6–9 June 2010. [Google Scholar]
- Wang, D.Y.; Nakamine, N.; Hayashi, Y. Properties of various sputter-deposited Cu–N thin films. J. Vac. Sci. Technol. A 1998, 16, 2084–2092. [Google Scholar] [CrossRef]
- Du, Y.; Ji, A.L.; Ma, L.B.; Wang, Y.; Cao, Z.X. Electrical conductivity and photo reflectance of nanocrystalline copper nitride thin films deposited at low temperature. J. Cryst. Growth 2005, 280, 490–494. [Google Scholar] [CrossRef]
- Park, H.; Kim, S.E. Two-step plasma treatment on copper surface for low temperature Cu thermo-compression bonding. IEEE Trans. Compon. Packag. Manuf. Technol. 2019. [Google Scholar] [CrossRef]
- Navío, C.; Capitán, M.J.; Álvarez, J.; Yndurain, F.; Miranda, R. Intrinsic surface band bending in Cu3N (100) ultrathin films. Phys. Rev. B 2007, 76, 085105. [Google Scholar] [CrossRef]
- Okada, M.; Vattuone, L.; Moritani, K.; Savio, L.; Teraoka, Y.; Kasai, T.; Rocca, M. X-ray photoemission study of the temperature-dependent CuO formation on Cu(410) using an energetic O2 molecular beam. Phys. Rev. B 2007, 75, 233413. [Google Scholar] [CrossRef]
- Biesinger, M.C. Advanced analysis of copper X-ray photoelectron spectra. Surf. Interface Anal. 2017, 49, 1325–1334. [Google Scholar] [CrossRef]
- Gonzalez-Arrabal, R.; Gordillo, N.; Martin-Gonzalez, M.; Ruiz-Bustos, R.; Agulló-López, F. Thermal stability of copper nitride thin films: The role of nitrogen migration. J. Appl. Phys. 2010, 107, 103513. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Cu Deposition | Ar Plasma Condition | N2 Plasma Condition | |
|---|---|---|---|---|
| Sputtered Cu sample | Si/SiO2(700 nm)/ Ti(50 nm) | Flow rate Ar 80sccm, RF 2500 W, Pressure 5mTorr | Flow rate 150sccm, RF 100 W, Pressure 7.5mTorr, Time 30 s | Flow rate 45sccm, RF 200 W, Pressure 7.5mTorr Time 300 s |
| Electroplated Cu sample | Si/SiO2(700 nm)/ Ti(50 nm)/Cu(100 nm) | Current density 2ASD Freq. 40 Hz, Speed 40 rpm |
| Cu4N/Cu | CuO/Cu | |
|---|---|---|
| Sputtered Cu sample | 0.842 | 0.070 |
| Electroplated Cu sample | 0.741 | 0.095 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, H.; Park, H.S.; Kim, S.E. Two-Step Plasma Treatment on Sputtered and Electroplated Cu Surfaces for Cu-To-Cu Bonding Application. Appl. Sci. 2019, 9, 3535. https://doi.org/10.3390/app9173535
Seo H, Park HS, Kim SE. Two-Step Plasma Treatment on Sputtered and Electroplated Cu Surfaces for Cu-To-Cu Bonding Application. Applied Sciences. 2019; 9(17):3535. https://doi.org/10.3390/app9173535
Chicago/Turabian StyleSeo, Hankyeol, Hae Sung Park, and Sarah Eunkyung Kim. 2019. "Two-Step Plasma Treatment on Sputtered and Electroplated Cu Surfaces for Cu-To-Cu Bonding Application" Applied Sciences 9, no. 17: 3535. https://doi.org/10.3390/app9173535
APA StyleSeo, H., Park, H. S., & Kim, S. E. (2019). Two-Step Plasma Treatment on Sputtered and Electroplated Cu Surfaces for Cu-To-Cu Bonding Application. Applied Sciences, 9(17), 3535. https://doi.org/10.3390/app9173535