Design and Validation of a Self-Driven Joint Model for Articulated Arm Coordinate Measuring Machines


Abstract
1. Introduction
2. Design of the Joint Module
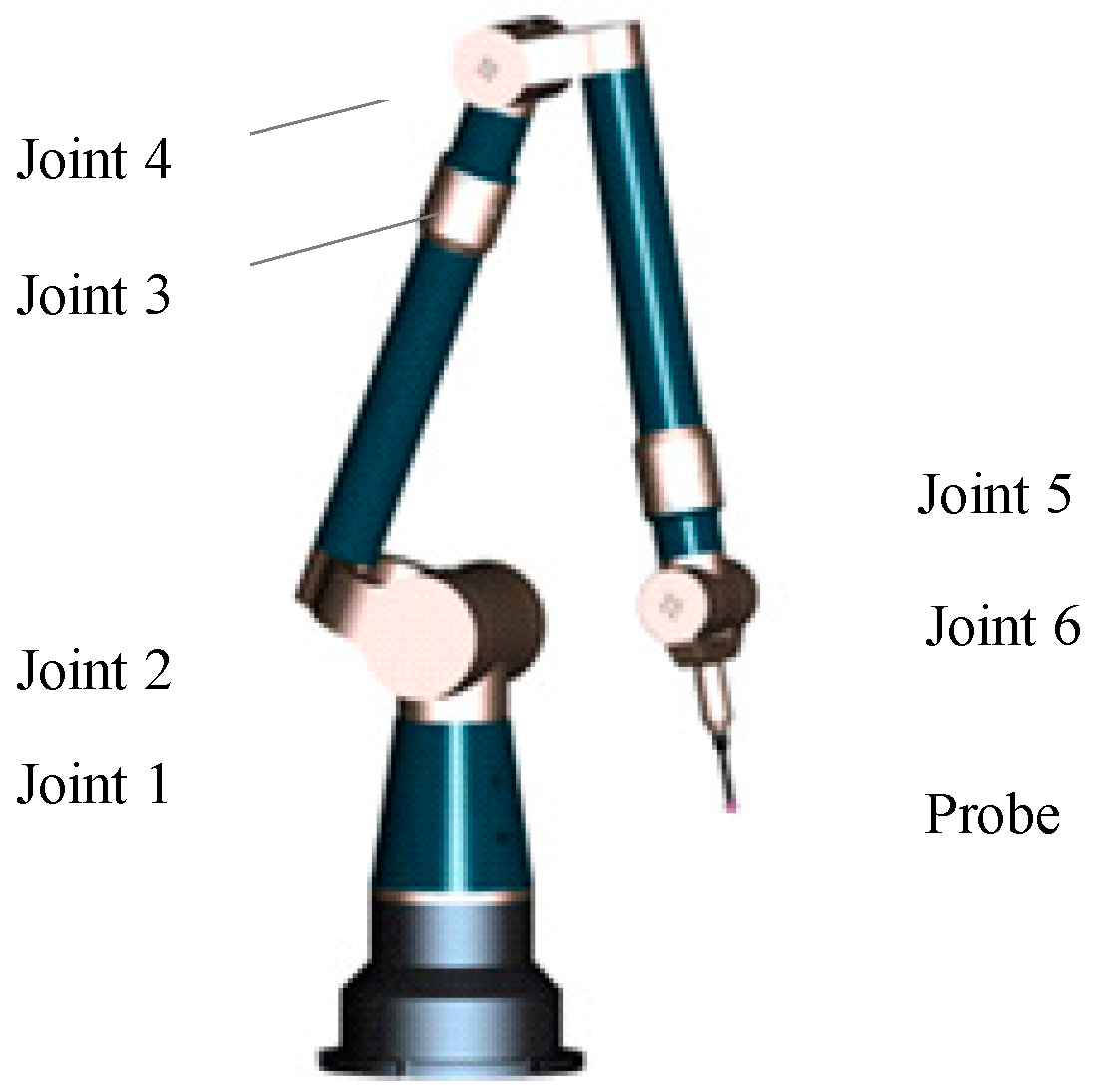
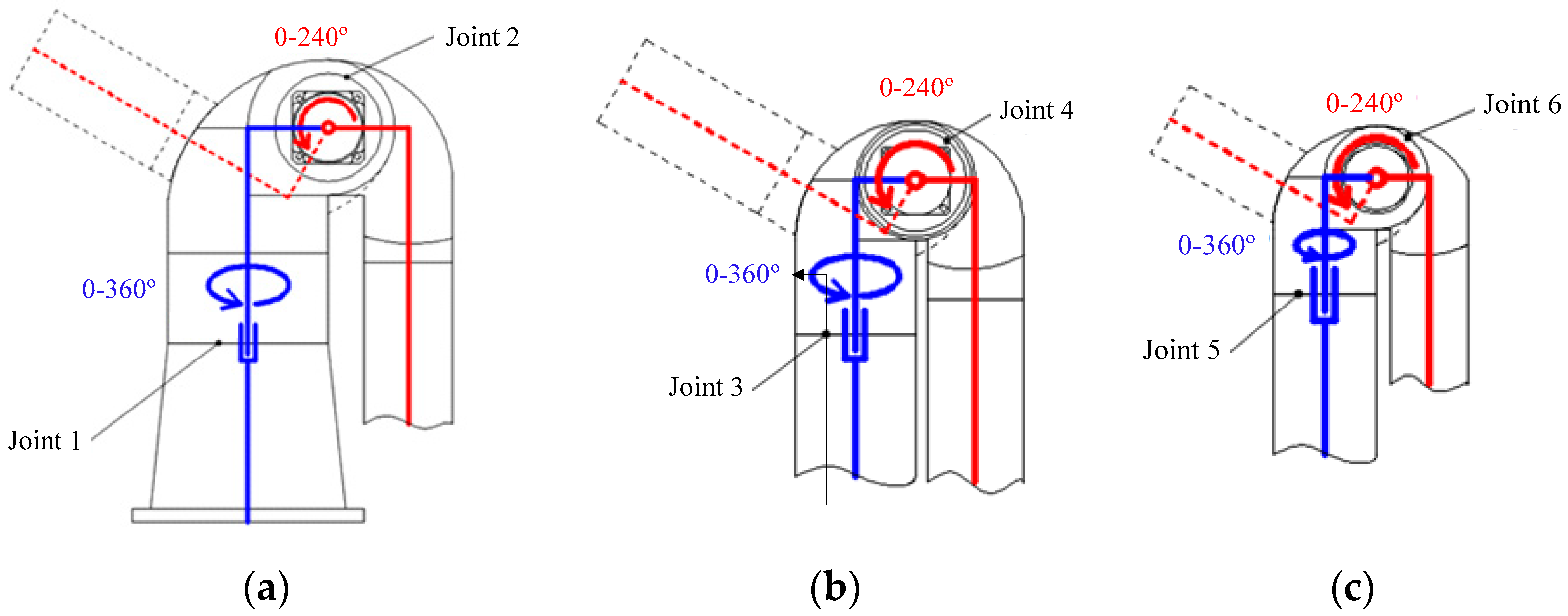
2.1. Joint Configurations
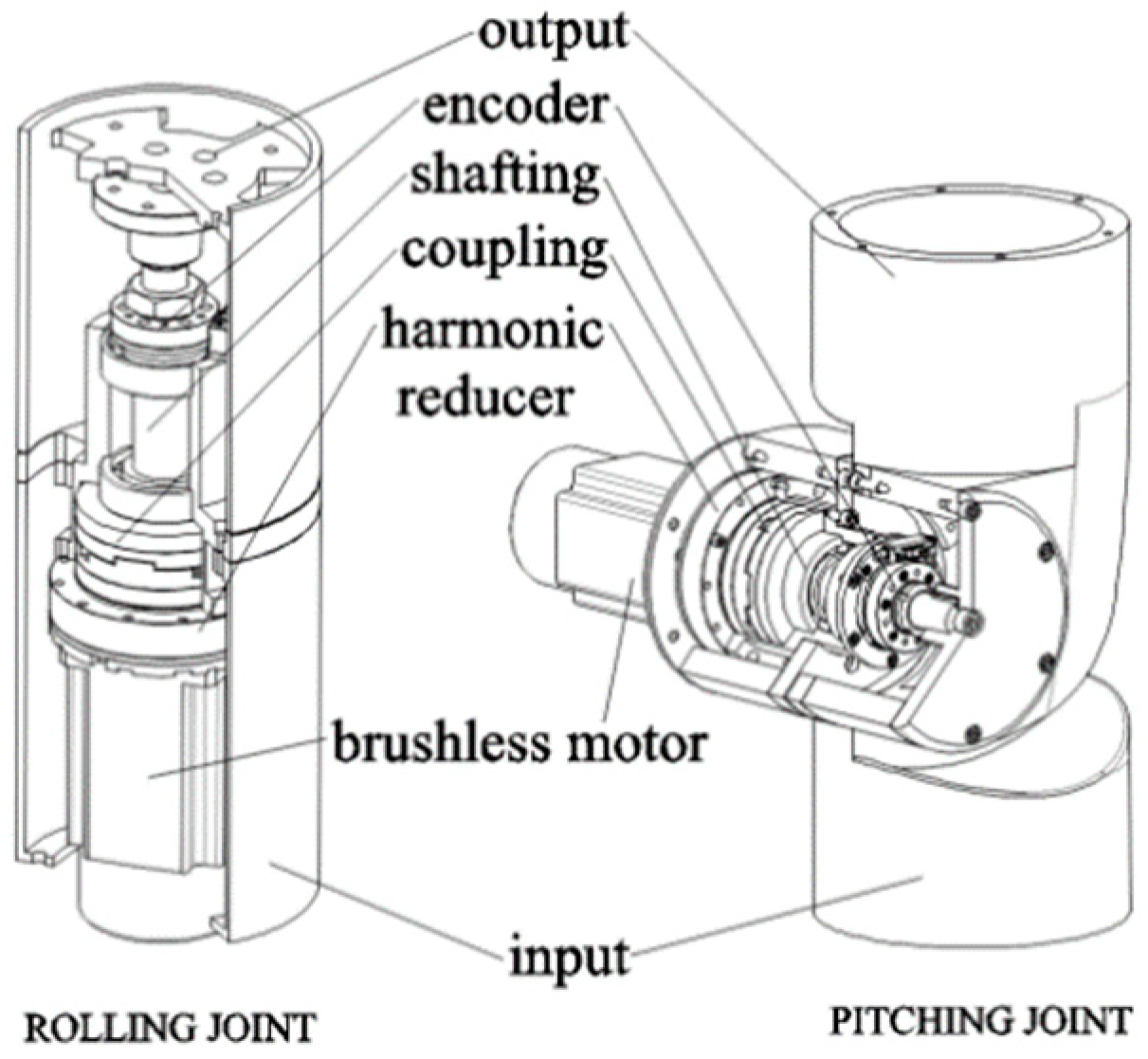
2.2. Joint Part Selection
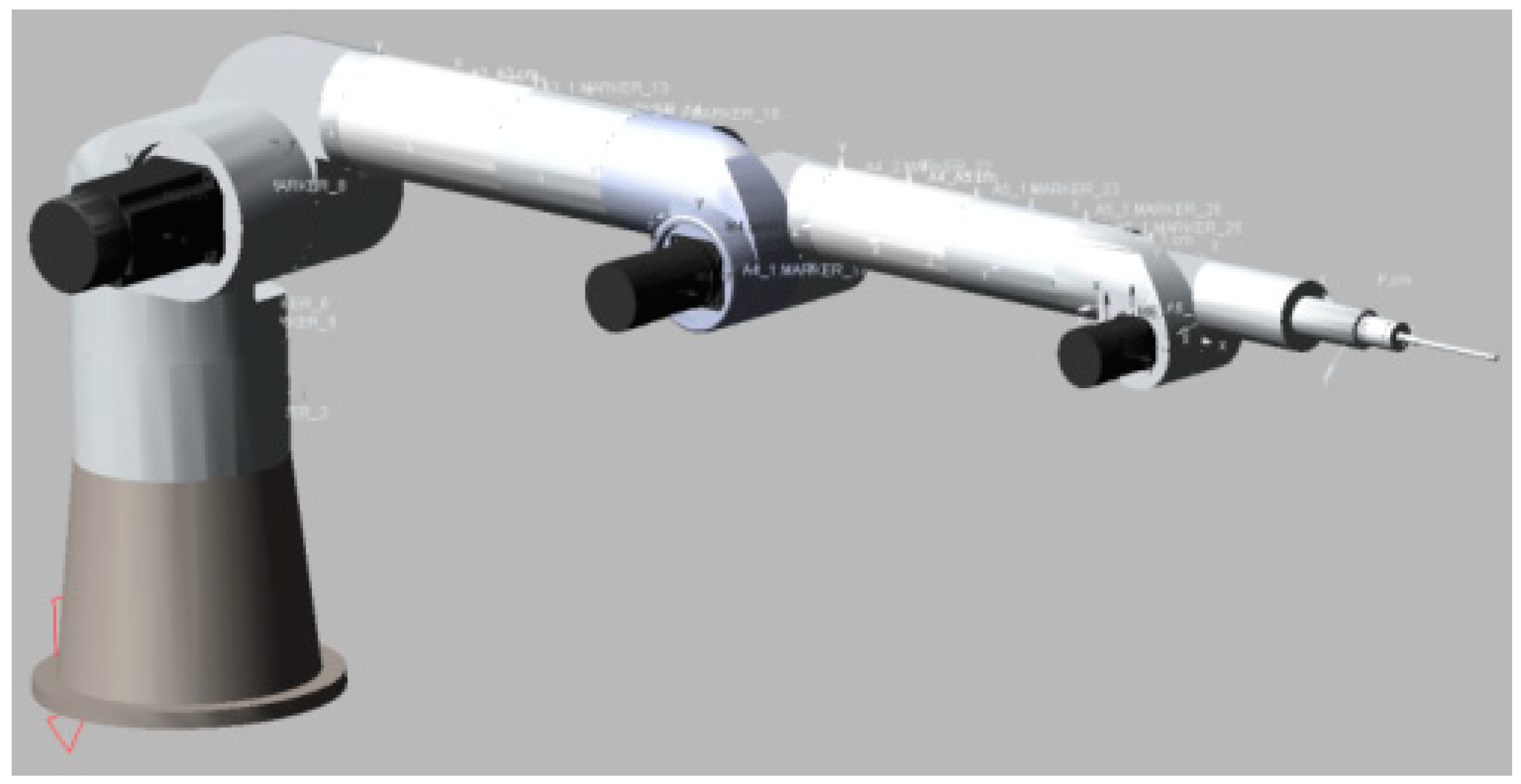
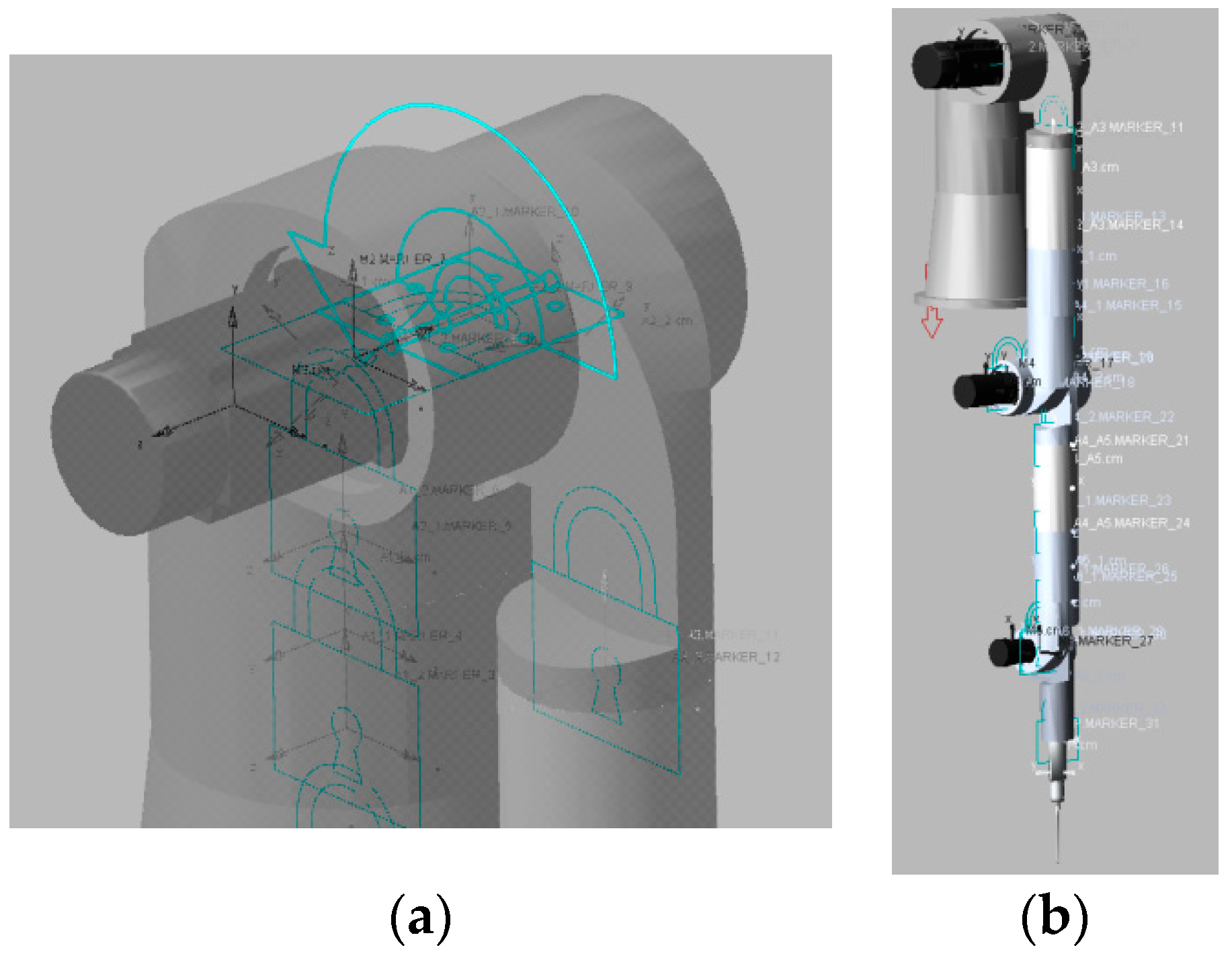
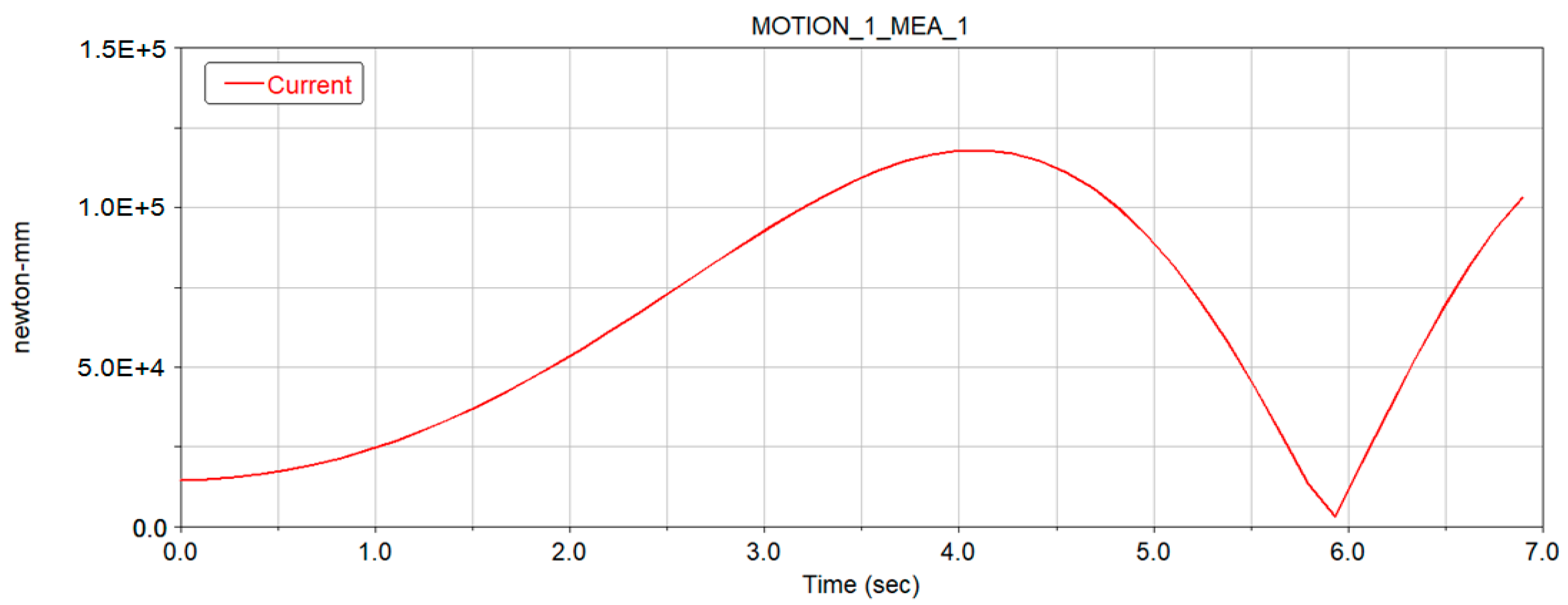
2.3. Virtual Prototype Construction and Moment Simulation
- (1)
- The cylindrical radii of the rotating parts of the joints in the model were set to the ideal cylindrical radii.
- (2)
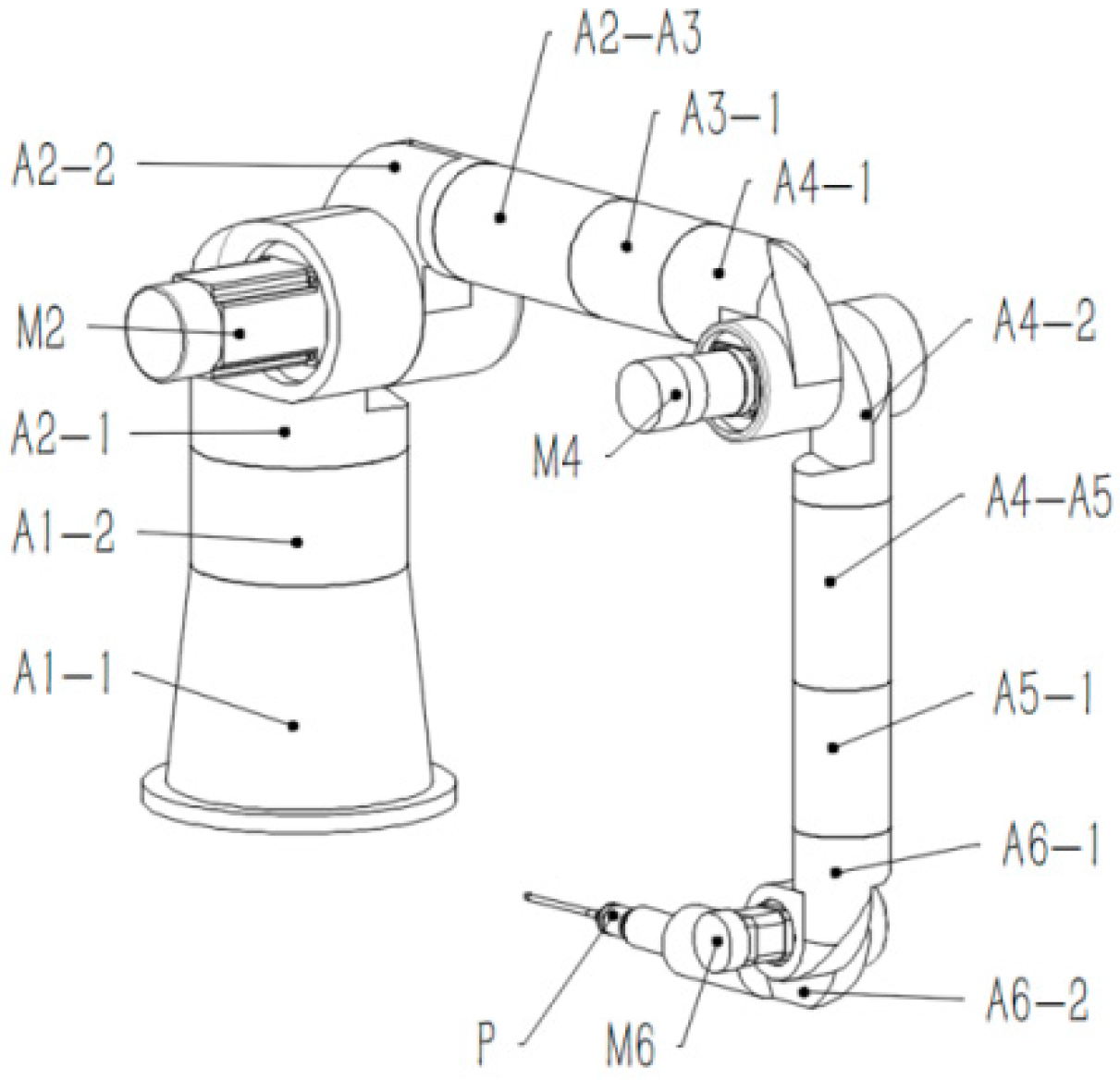
- The output portion of Joint 1 was merged with the input portion of Joint 2, the output portion of Joint 3 was merged with the input portion of Joint 4, and the output portion of Joint 5 was merged with the input portion of Joint 6.
- (3)
- Joints 1 and 2 (excluding Motor 2) constituted a union with uniform density. The masses of the input and output parts of Joints 1 and 2 were distributed proportionally to their proportions of the total volume of the union.
- (4)
- Joints 3 (not including the front connecting rod) and 4 (excluding Motor 4) constituted a union with uniform density. The masses of the input and output parts were also distributed according to their volume proportions.
- (5)
- Joints 5 and 6 were treated the same as Joints 3 and 4.
- (6)
- The output portion of Joint 6 and the measuring head constituted a union with uniform density. Again, the component mass was distributed according to the volume proportions.
3. Experiments and Results
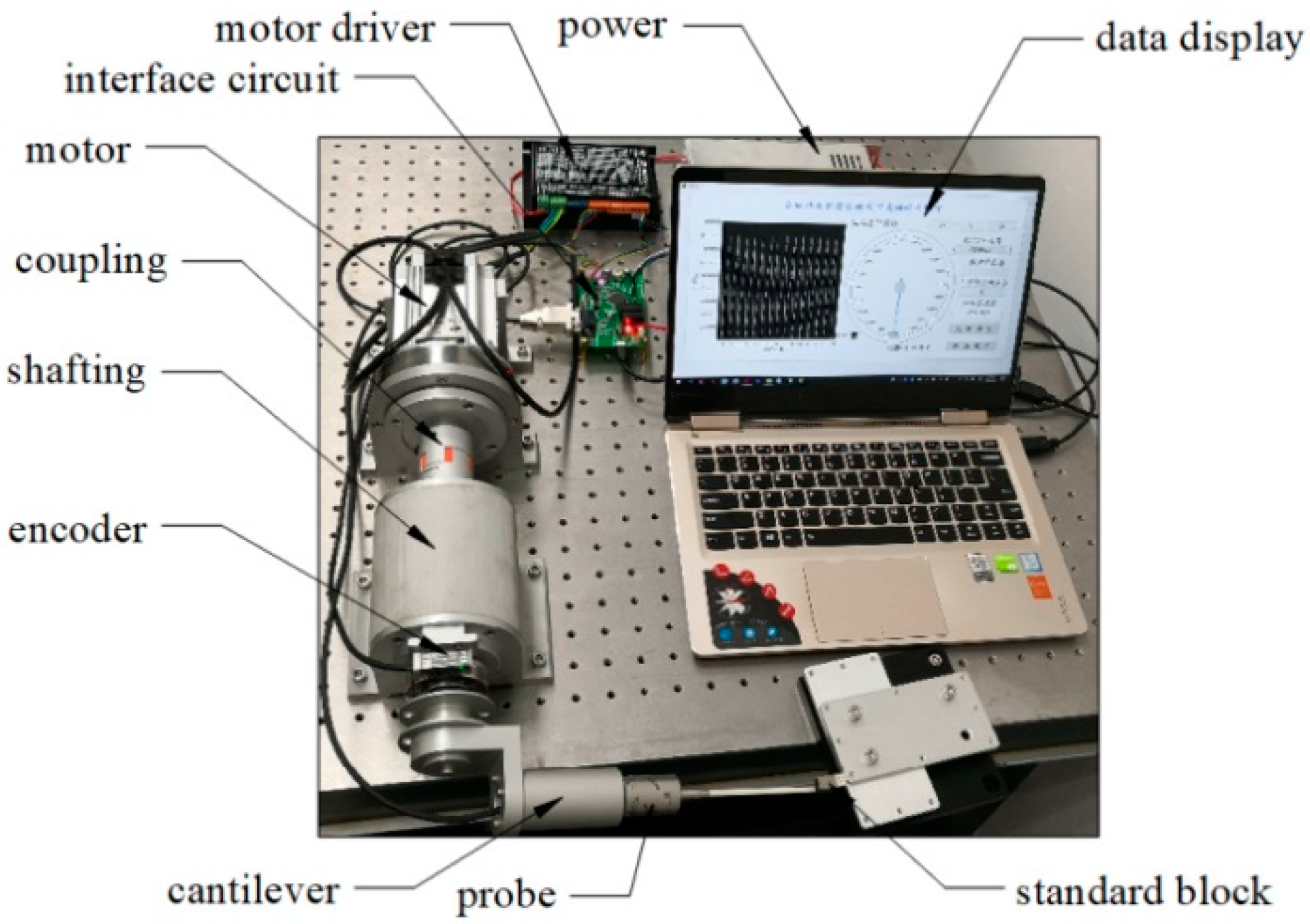
3.1. Experimental Setup
3.2. Repeatability Testing
3.3. Calibration and Measurement
4. Conclusions
- (1)
- The self-driven joint model was designed. Compared with joint of AACMM, it retained the precision shaft and encoder system, and added the driving parts. Measuring points and measuring trajectories are planned, on-line automatic measurement function can be realized by the self-driven AACMM. A constant force trigger probe was installed on the self-driven AACMM to replace the hard probe and button on AACMM. Constant gaging pressure can assure uniformity of measurement results.
- (2)
- A virtual prototype of the self-driven AACMM designed was established and the driving moments were simulated using the MSC Adams software. A self-driven joint experimental setup was also developed. Experiments were conducted. The simulation and experimental results demonstrate that the configuration design is feasible. However, it is necessary to optimize structure and reduce weight due to its large size, which is also possible according to the simulation results presented in Figure 4.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yu, L.D.; Zhao, H.N. Key technologies and advances of articulated coordinate measuring machines. Chin. J. Sci. Instrum. 2017, 38, 1179–1888. [Google Scholar]
- Ye, D.; Huang, Q.C.; Che, R.S. Calibration for structure parameters of multi joint CMM. J. Astronaut. Metrol. Meas. 1999, 19, 12–16. [Google Scholar]
- Kovač, I.; Frank, A. Testing and calibration of coordinate measuring arms. Precis. Eng. 2001, 25, 90–99. [Google Scholar] [CrossRef]
- Wang, P.P.; Fei, Y.T.; Lin, S.W. Calibration Technology of a Flexible Coordinate Measuring Arm. J. Xi’an Jiao Tong Univ. 2006, 40, 284–288. [Google Scholar]
- Wei, L.; Wang, C.J. Coordinate transformation and parametric calibration of multi-joint articulated coordinate measuring machine. Opto-Electron. Eng. 2007, 34, 57–61. [Google Scholar]
- Wang, X.Y.; Liu, S.G.; Zhang, G.X.; Wang, B. Calibration technology of articulated arm flexible CMM. J. Harbin Inst. Technol. 2008, 3, 1439–1442. [Google Scholar] [CrossRef]
- Santolaria, J.; Aguilar, J.J.; Yagüe, J.A.; Pastor, J. Kinematic parameter estimation technique for calibration and repeatability improvement of articulated arm coordinate measuring machines. Precis. Eng. 2008, 32, 251–268. [Google Scholar] [CrossRef]
- Cheng, W.T.; Yu, L.D.; Fei, Y.T. Kinematic model and calibration of an articulated arm coordinate measuring machine. J. Univ. Sci. Technol. China 2011, 41, 439–444. [Google Scholar]
- Gao, G.B.; Zhang, H.S.; Wu, X.; Guo, Y. Structural Parameter Identification of Articulated Arm Coordinate Measuring Machines. Math. Probl. Eng. 2016, 2016, 1–10. [Google Scholar] [CrossRef]
- Dupuis, J.; Holst, C.; Kuhlmann, H. Improving the kinematic calibration of a coordinate measuring arm using configuration analysis. Precis. Eng. 2017, 50, 171–182. [Google Scholar] [CrossRef]
- Rim, C.H.; Rim, C.M.; Kim, J.G.; Chen, G.; Pak, J.S. A calibration method of portable coordinate measuring arms by using artifacts. MᾹPAN-J. Metrol. Soc. India 2019, 34, 1–11. [Google Scholar] [CrossRef]
- Gao, G.B.; Zhao, J.; Na, J. Decoupling of Kinematic Parameter Identification for Articulated Arm Coordinate Measuring Machines. IEEE Access 2018, 6, 50433–50442. [Google Scholar] [CrossRef]
- Benciolini, B.; Vitti, A. A new quaternion based kinematic model for the operation and the identification of an articulated arm coordinate measuring machine inspired by the geodetic methodology. Mech. Mach. Theory 2017, 112, 192–204. [Google Scholar] [CrossRef]
- Zhao, H.N.; Yu, L.D.; Xia, H.J.; Li, W.S. 3D artifact for calibrating kinematic parameters of articulated arm coordinate measuring machines. Meas. Sci. Technol. 2018, 29, 065009. [Google Scholar] [CrossRef]
- Acero, R.; Brau, A.; Santolaria, J.; Pueo, M.; Cajal, C. Evaluation of the use of a laser tracker and an indexed metrology platform as gauge equipment in articulated arm coordinate measuring machine verification procedures. Procedia Eng. 2015, 132, 740–747. [Google Scholar] [CrossRef][Green Version]
- Zhao, H.N.; Yu, L.D.; Jia, H.K.; Li, W.S.; Sun, J.Q. A New Kinematic Model of Portable Articulated Coordinate Measuring Machine. Appl. Sci. 2016, 6, 181. [Google Scholar] [CrossRef]
- Pan, Z.k.; Zhu, L.Q.; Guo, Y.K. Parameter calibration for articulated arm coordinate measuring machine based on interior point algorithm. Chin. J. Sci. Instrum. 2018, 39, 117–123. [Google Scholar]
- Santolaria, J.; Yagüe, J.A.; Jiménez, R.; Aguilar, J.J. Calibration-based thermal error model for articulated arm coordinate measuring machines. Precis. Eng. 2009, 33, 476–485. [Google Scholar] [CrossRef]
- Luo, Z.; Liu, H.; Cui, X.W.; Li, D.; Tian, K. Modeling and Compensation of Thermal Deformation Error of Articulated Arm Coordinate Measuring Machine. Acta Metrol. Sin. 2019, 40, 71–77. [Google Scholar]
- Yu, L.D.; Lu, S.Y.; Zhang, W.; Zhao, H.N. Measuring system of micro-deformation of parallel double-joint coordinate measuring machine linkage. J. Electron. Meas. Instrum. 2015, 29, 1621–1629. [Google Scholar]
- Vrhovec, M.; Kovač, I.; Munih, M. Measurement and compensation of deformations in coordinate measurement arm. In Proceedings of the IEEE International Symposium on Optomechatronic Technologies, Toronto, ON, Canada, 25–27 October 2010. [Google Scholar]
- Luo, Z.; Liu, H.; Li, D.; Tian, K. Analysis and compensation of equivalent diameter error of articulated arm coordinate measuring machine. Meas. Control 2018, 51, 16–26. [Google Scholar] [CrossRef]
- Gąska, A.; Gąska, P.; Gruza, M. Simulation Model for Correction and Modeling of Probe Head Errors in Five-Axis Coordinate Systems. Appl. Sci. 2016, 6, 144. [Google Scholar] [CrossRef]
- Sładek, J.; Ostowska, K.; Gąska, A. Modeling and identification of errors of coordinate measuring arms with the use of a metrological model. Measurement 2013, 46, 667–679. [Google Scholar] [CrossRef]
- Ostrowska, K.; Gąska, A.; Kupiec, R.; Gromczak, K.; Wojakowski, P.; Sładek, J. Comparison of accuracy of virtual articulated arm coordinate measuring machine based on different metrological models. Measurement 2019, 133, 262–270. [Google Scholar] [CrossRef]
- Zheng, D.T.; Du, C.T.; Hu, Y.G. Research on optimal measurement area of flexible coordinate measuring machines. Measurement 2012, 45, 250–254. [Google Scholar] [CrossRef]
- Hu, Y.; Jiang, C.; Huang, W.; Hu, P.H. Optimal measurement area of articulated coordinate measuring machine calculated by ant colony algorithm. Opt. Precis. Eng. 2017, 25, 1486–1493. [Google Scholar] [CrossRef]
- González-Madruga, D.; Barreiro, J.; Cuesta, E.; González, B.; Martínez-Pellitero, S. AACMM performance test: Influence of human factor and geometric features. Procedia Eng. 2014, 69, 442–448. [Google Scholar] [CrossRef]
- Cuesta, E.; Mantaras, D.A.; Luque, P.; Alvarez, B.J.; Muina, D. Dynamic deformations in coordinate measuring arms using virtual simulation. Int. J. Simul. Model. 2015, 14, 609–620. [Google Scholar] [CrossRef]
- Eduardo, C.; Alejandro, T.; Hector, P.; González-Madruga, D.; Martínez-Pellitero, S. Sensor prototype to evaluate the contact force in measuring with coordinate measuring arms. Sensors 2015, 15, 13242–13257. [Google Scholar]
- Hu, Y.; Huang, W.; Hu, P.H.; Yang, H.T. Design of modular articulation in self-driven AACMM. Opt. Precis. Eng. 2018, 26, 2021–2029. [Google Scholar] [CrossRef]
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Robotics: Modelling, Planning and Control; Xi’An Jiaotong University Press: Xian, China, 2015. [Google Scholar]
- Li, Z.G. Introduction and Instances of ADAMS, 2nd ed.; National Defense Industry Press: Beijing, China, 2014. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joint/Parameter | Joint 1 | Joint 2 | Joint 3 | Joint 4 | Joint 5 | Joint 6 | Probe |
|---|---|---|---|---|---|---|---|
| Total mass (g) | 5555 | 6586 | 6043 | 4448 | 4034 | 3344 | 1087 |
| Centroid distance (mm) | 140 | 450 | 130 | 380 | 100 | 150 | - |
| Angular acceleration (°/s2) | 10 | 10 | 20 | 20 | 30 | 30 | - |
| Maximum inertia moment (N·m) | 20.04 | 18.17 | 6.46 | 6.37 | 0.20 | 0.16 | - |
| Maximum load moment by gravity (N·m) | 0.00 | 136.31 | 38.49 | 38.49 | 1.60 | 1.60 | - |
| Peak moment (N·m) | 20.04 | 154.48 | 44.95 | 44.86 | 1.94 | 1.90 | - |
| Deceleration ratio | 120 | 120 | 100 | 100 | 50 | 50 | - |
| Minimum moment required for motor (N·m) | 0.17 | 1.29 | 0.45 | 0.45 | 0.04 | 0.04 | - |
| Joint 1/Joint 2 | Joint 3/Joint 4 | Joint 5/Joint 6 | ||
|---|---|---|---|---|
| Motor | Rated moment (N·m) | 1.6 | 0.5 | 0.1 |
| Mass (g) | 1800 | 1050 | 500 | |
| Harmonic reducer | Mass (g) | 1240 | 560 | 380 |
| Peak moment (start/stop) (N·m) | 159 | 51 | 17 | |
| Maximum moment (instant) (N·m) | 289 | 104 | 33 |
| Part Index | Part Name | Part Mass (g) | Volume (cm3) | Volume Ratio (%) | Model Mass (g) | Model Density (g/cm3) |
|---|---|---|---|---|---|---|
| A1-1 | Joint 1 input (including Motor 1) | 10,610 | 6627.71 | 42.52 | 5154 | 0.78 |
| A1-2 | Joint 1 output | 2544.69 | 16.33 | 1979 | ||
| A2-1 | Joint 2 input | 3729.58 | 23.93 | 2900 | ||
| A2-2 | Joint 2 output | 2684.65 | 17.22 | 2089 | ||
| M2 | Motor 2 (including brake) | 2100 | 849.22 | 100 | 2100 | 2.47 |
| A2-A3 | Joint 2–3 link rod | 293 | 164.56 | 100 | 293 | 1.78 |
| A3-1 | Joint 3 input (including Motor 3) | 7023 | 942.48 | 30.53 | 2144 | 2.28 |
| A4-1 | Joint 4 input | 1336.23 | 43.29 | 3040 | ||
| A4-2 | Joint 4 output | 808.29 | 26.18 | 1839 | ||
| M4 | Motor 4 (including brake) | 1250 | 270 | 100 | 1250 | 4.63 |
| A4-A5 | Joint 4–5 link rod | 200 | 112.48 | 100 | 200 | 1.78 |
| A5-1 | Joint 5 input (including Motor 5) | 5290 | 628.32 | 56.37 | 2982 | 4.75 |
| A6-1 | Joint 6 input | 486.30 | 43.63 | 2308 | ||
| A6-2 | Joint 6 output | 1087 | 622.10 | 89.50 | 973 | 1.56 |
| P | Probe | 73.00 | 10.5 | 114 | ||
| M6 | Motor 6 (including brake) | 700 | 121.64 | 100 | 700 | 5.75 |
| Joint | Angular Acceleration (°/s2) | Peak Moment (MSC Adams) (N·m) | Peak Moment of Reducer (Start/Stop) (N·m) | Output Moment of Motor with Reducer (N·m) |
|---|---|---|---|---|
| 1 | 10 | 12.42 | 159 | 192 |
| 2 | 10 | 118.11 | 159 | 192 |
| 3 | 20 | 38.26 | 51 | 50 |
| 4 | 20 | 31.77 | 51 | 50 |
| 5 | 30 | 1.97 | 17 | 5 |
| 6 | 30 | 0.84 | 17 | 5 |
| PWM/Steady-State Speed (rad/s) | 4%/0.23 | 6%/0.67 | 8%/1.10 | 10%/1.53 | 12%/1.97 | 14%/2.27 |
|---|---|---|---|---|---|---|
| σU | 0 | 0.85 | 0 | 1.01 | 1.21 | 0 |
| σD | 0.64 | 0.85 | 1.1 | 0 | 0 | 1.8 |
| Gauge Block d (mm) | 10.0 ± 0.00012 | 9.5 ± 0.00012 | 9.0 ± 0.00012 | 8.5 ± 0.00012 | 8.0 ± 0.0012 | 7.5 ± 0.00012 | 7.0 ± 0.00012 |
| Θ (rad) | 0.0635957 | 0.0616782 | 0.0596319 | 0.0576776 | 0.0557386 | 0.0537353 | 0.517687 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Huang, W.; Hu, P.-H.; Liu, W.-W.; Ye, B. Design and Validation of a Self-Driven Joint Model for Articulated Arm Coordinate Measuring Machines. Appl. Sci. 2019, 9, 3151. https://doi.org/10.3390/app9153151
Hu Y, Huang W, Hu P-H, Liu W-W, Ye B. Design and Validation of a Self-Driven Joint Model for Articulated Arm Coordinate Measuring Machines. Applied Sciences. 2019; 9(15):3151. https://doi.org/10.3390/app9153151
Chicago/Turabian StyleHu, Yi, Wei Huang, Peng-Hao Hu, Wen-Wen Liu, and Bing Ye. 2019. "Design and Validation of a Self-Driven Joint Model for Articulated Arm Coordinate Measuring Machines" Applied Sciences 9, no. 15: 3151. https://doi.org/10.3390/app9153151
APA StyleHu, Y., Huang, W., Hu, P.-H., Liu, W.-W., & Ye, B. (2019). Design and Validation of a Self-Driven Joint Model for Articulated Arm Coordinate Measuring Machines. Applied Sciences, 9(15), 3151. https://doi.org/10.3390/app9153151