Lock-In Thermography and Ultrasonic Testing of Impacted Basalt Fibers Reinforced Thermoplastic Matrix Composites


 ,
,  , ,
, ,  and
and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
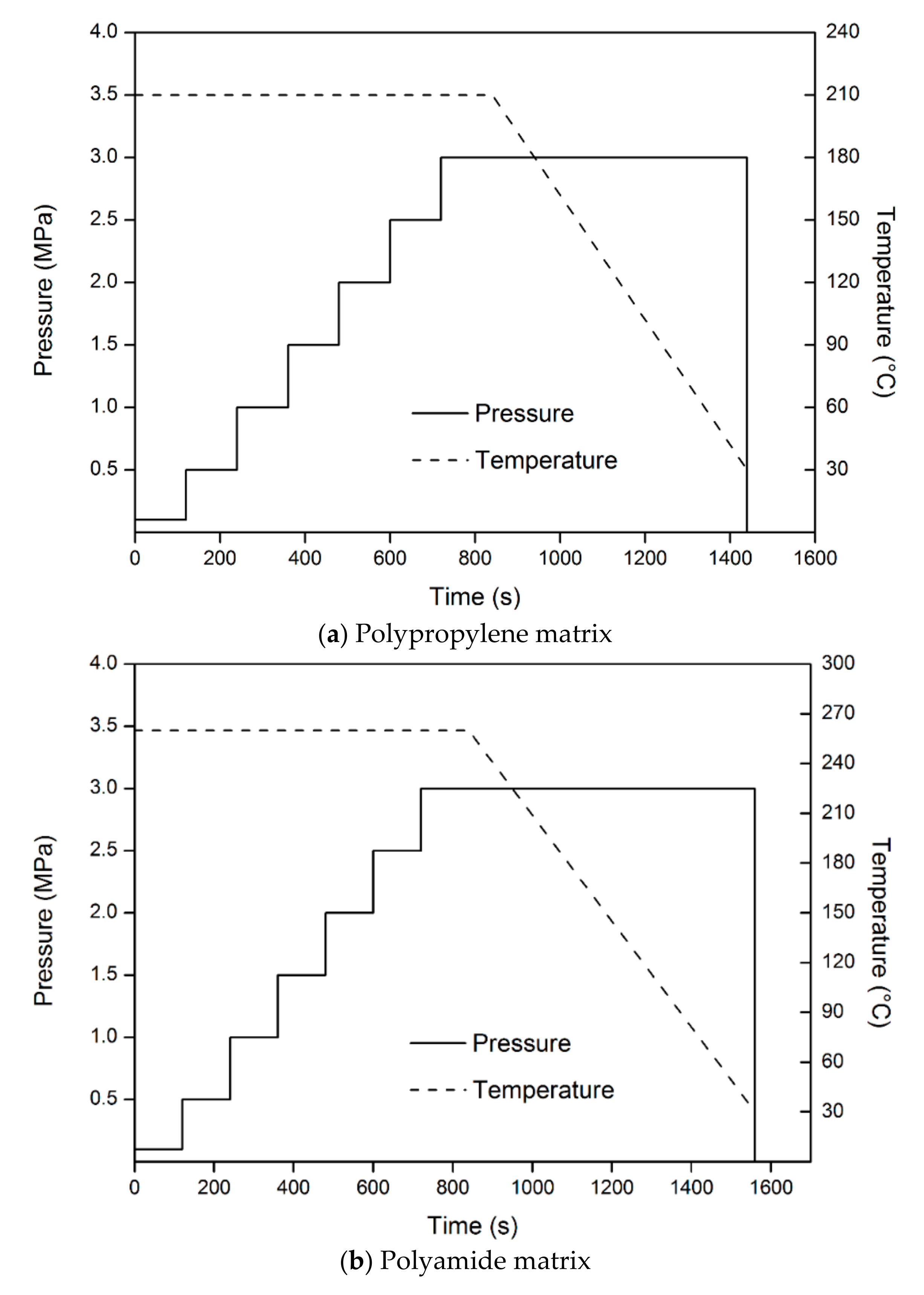
2.1. Description of Specimens
2.2. Impact Tests
2.3. Non-Destructive Evaluation
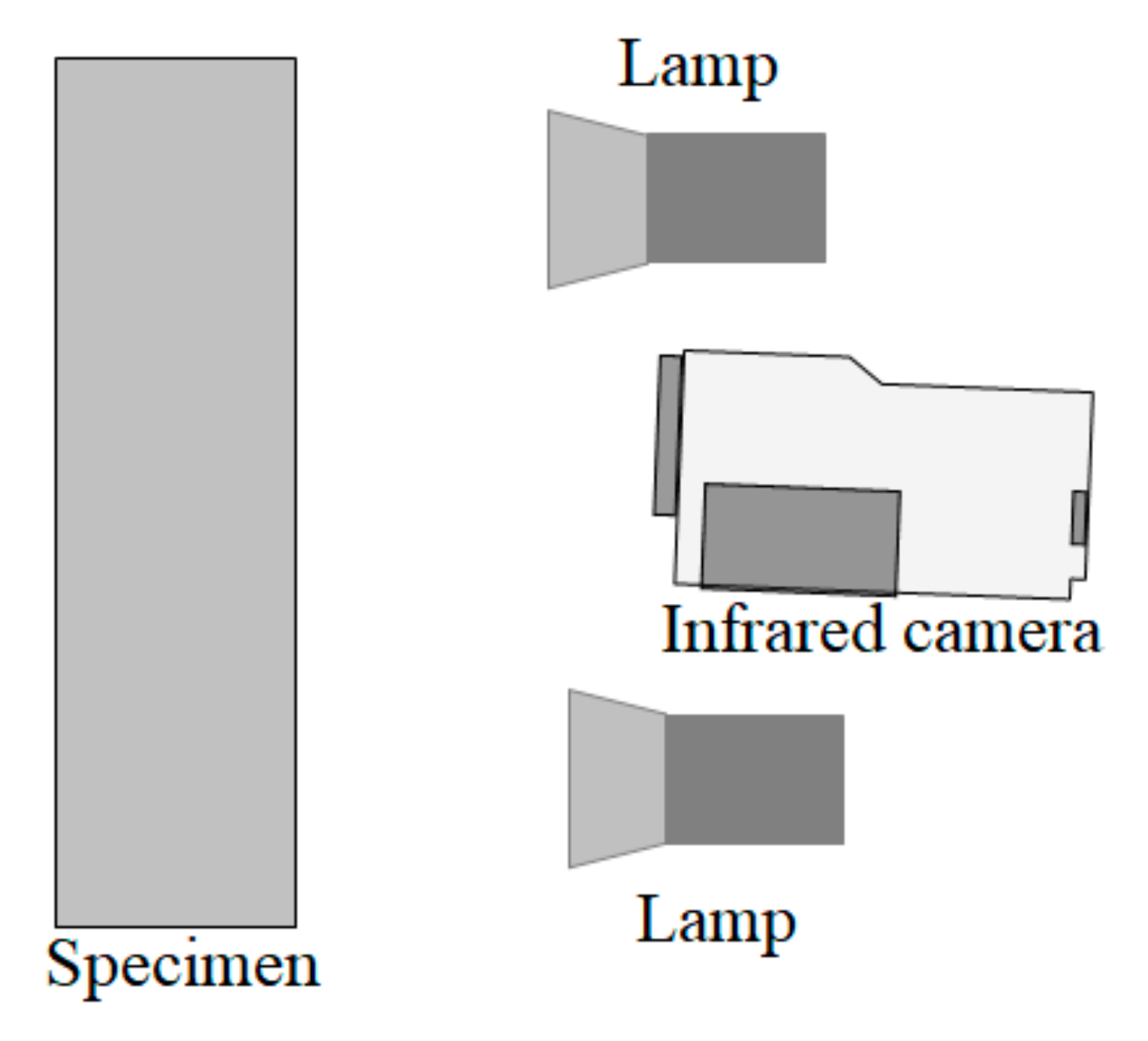
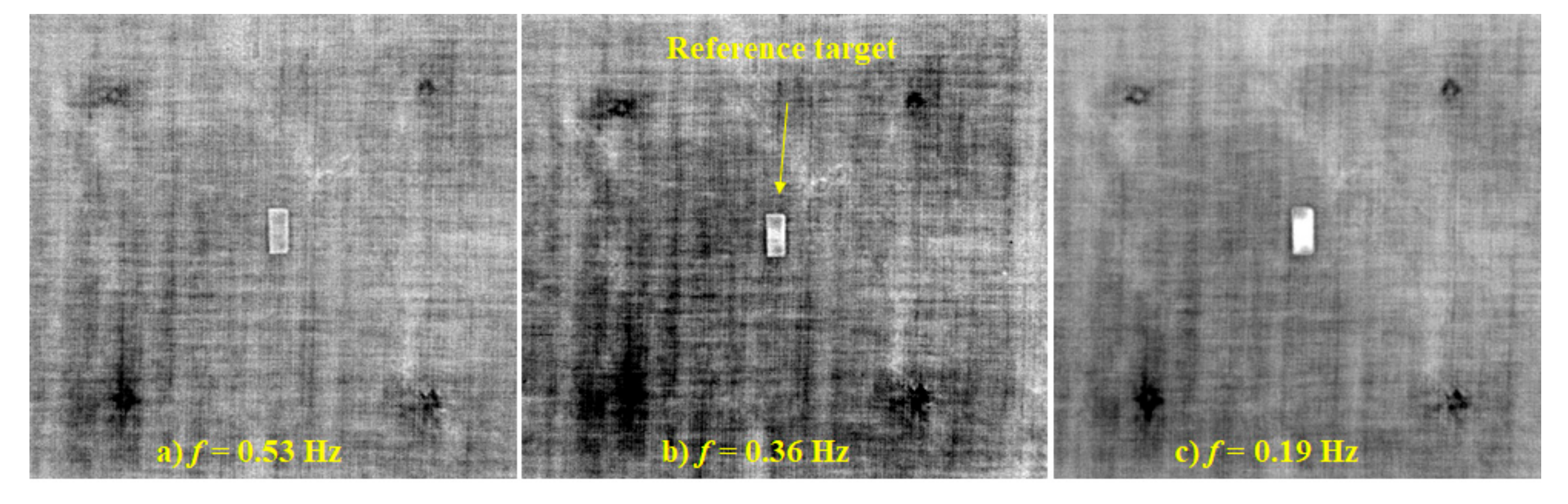
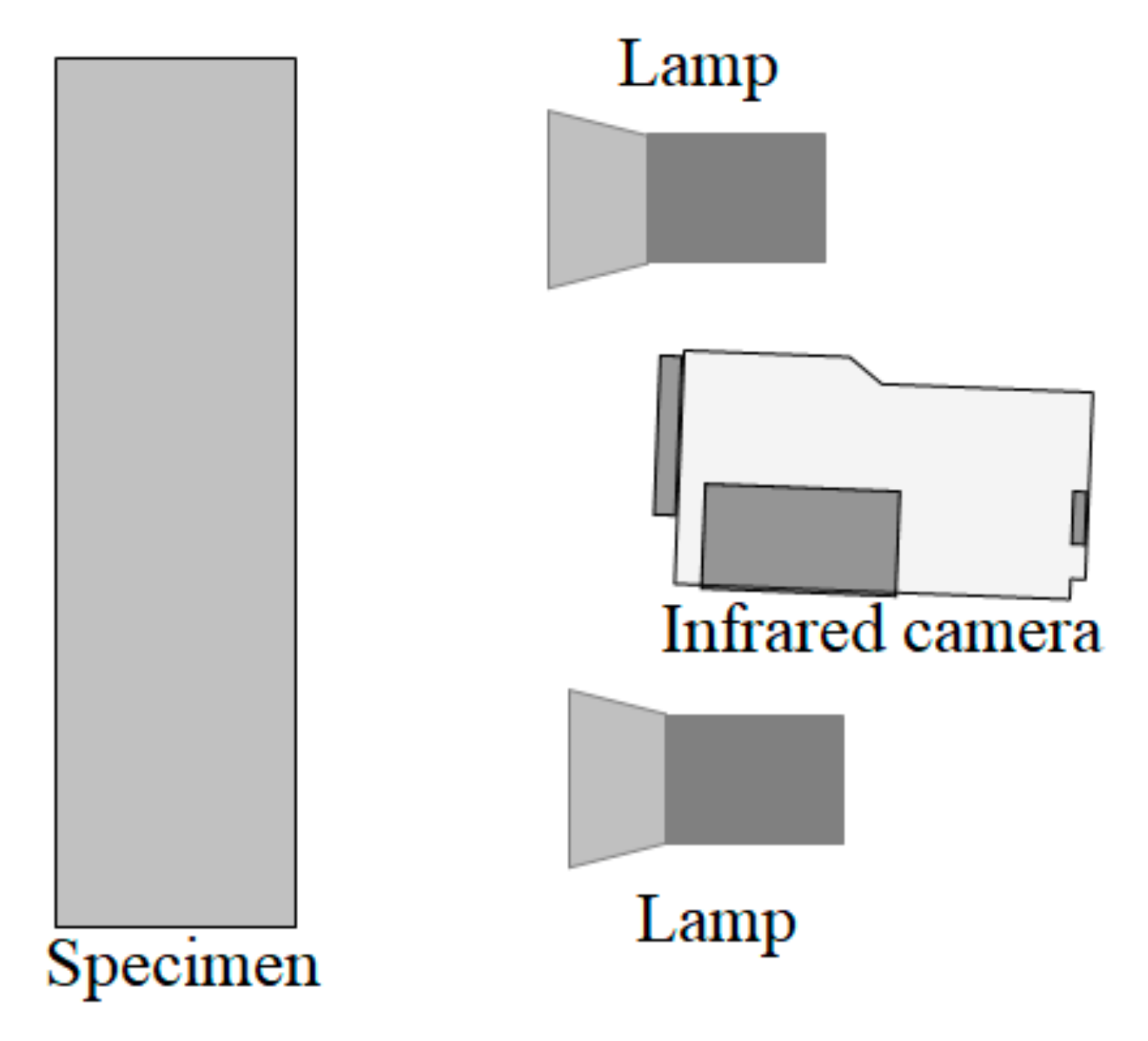
2.3.1. Lock-In Thermography
2.3.2. Ultrasonic Testing
3. Results
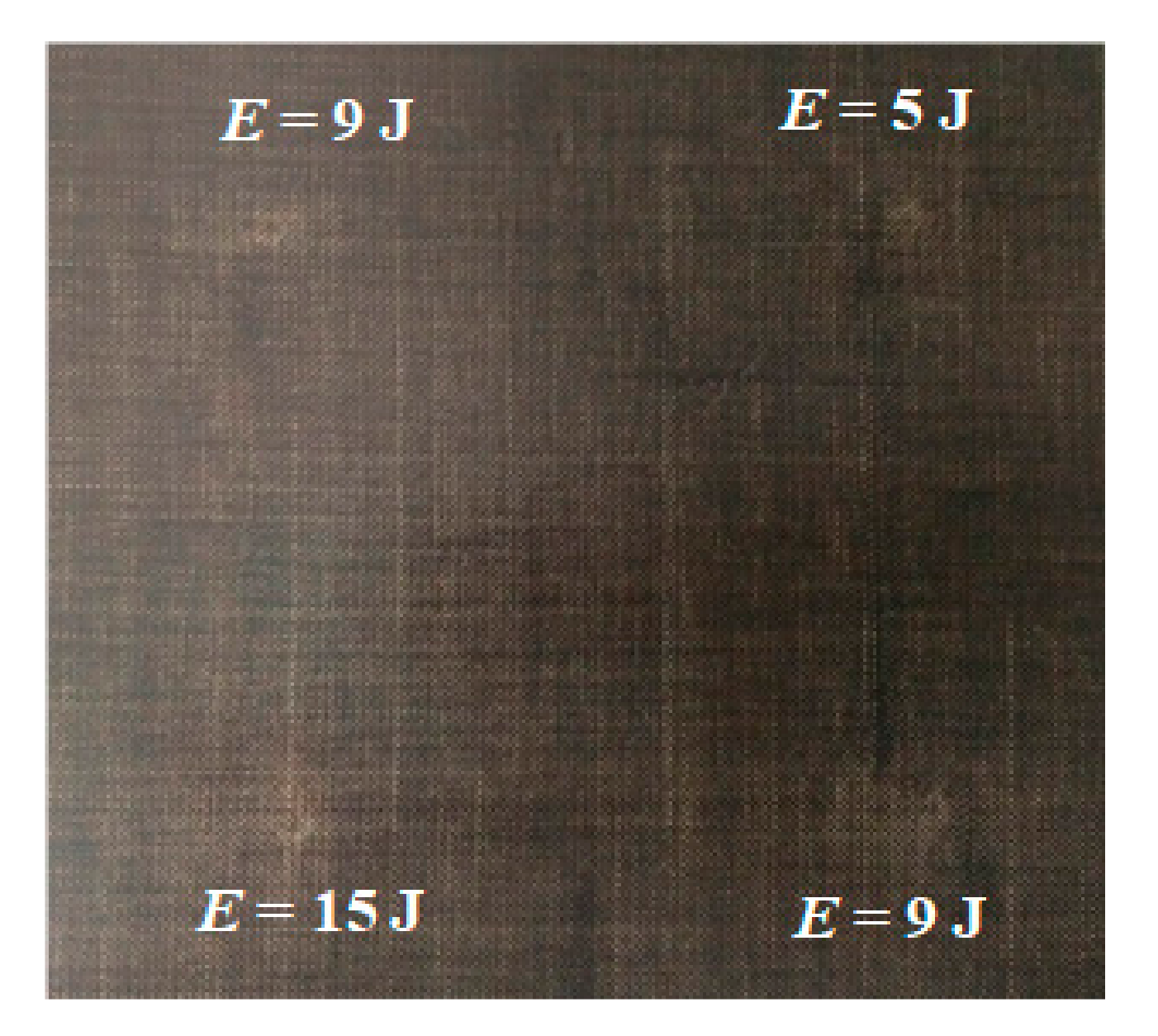
3.1. Polyamide Matrix-Based Specimen
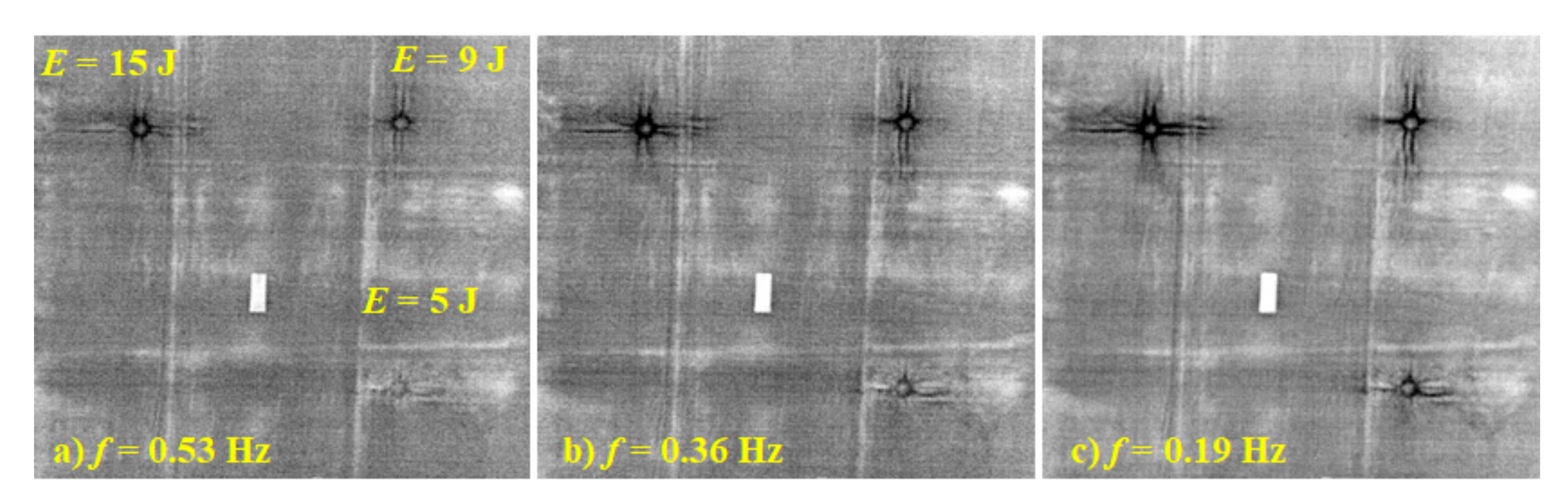
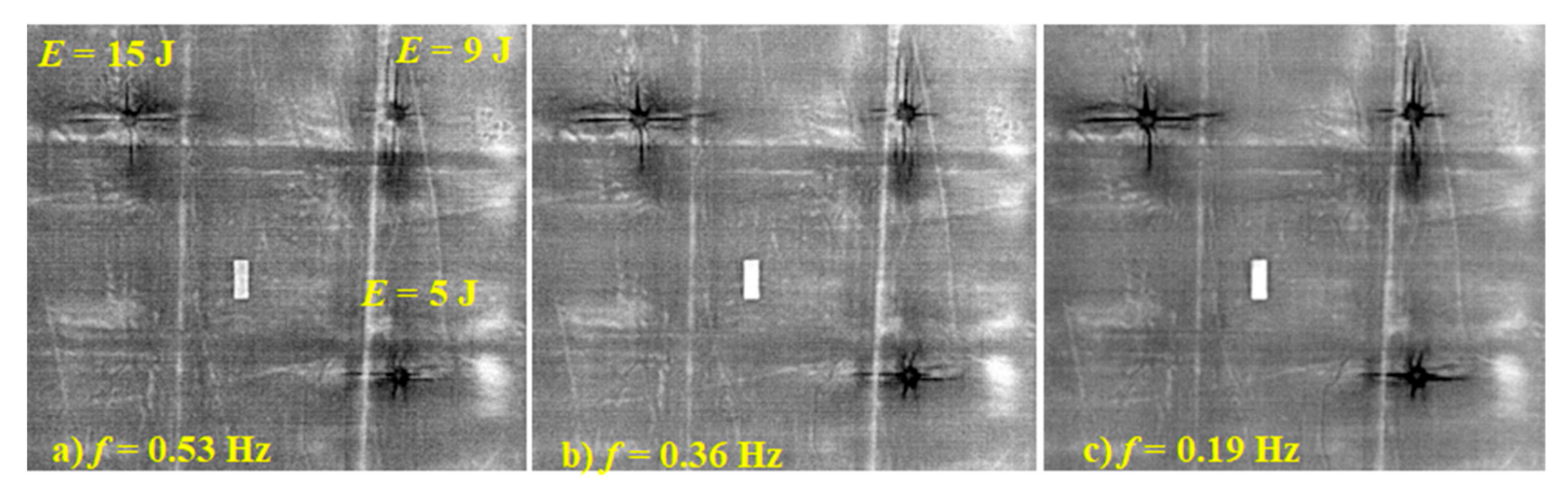
- There are dark stains in correspondence of the four impacts.
- The size of dark stains increases with the impact energy.
3.2. Polypropylene Matrix-Based Specimens
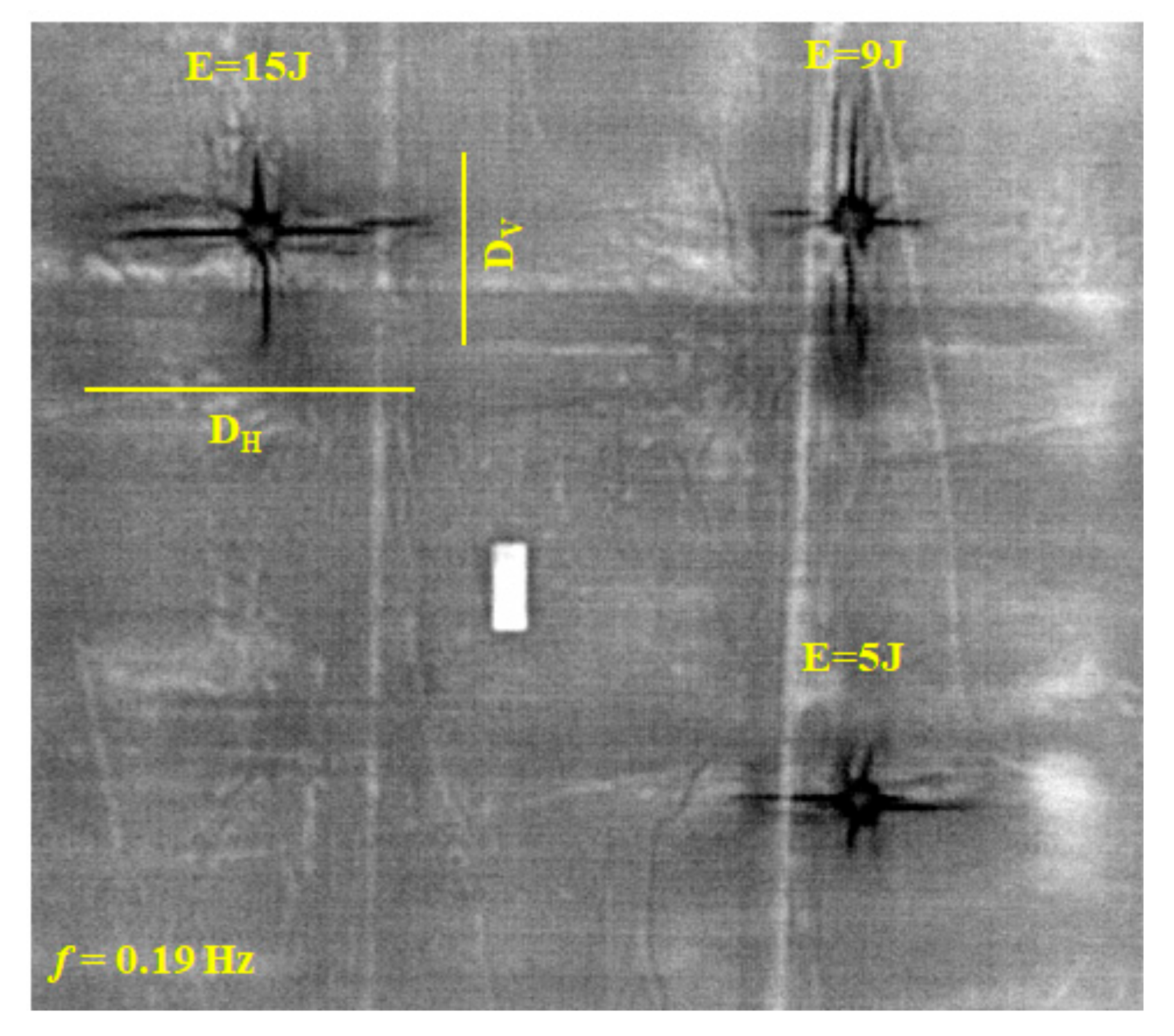
3.3. Measurement of Damage Extension
4. Data Discussion and Concluding Remarks
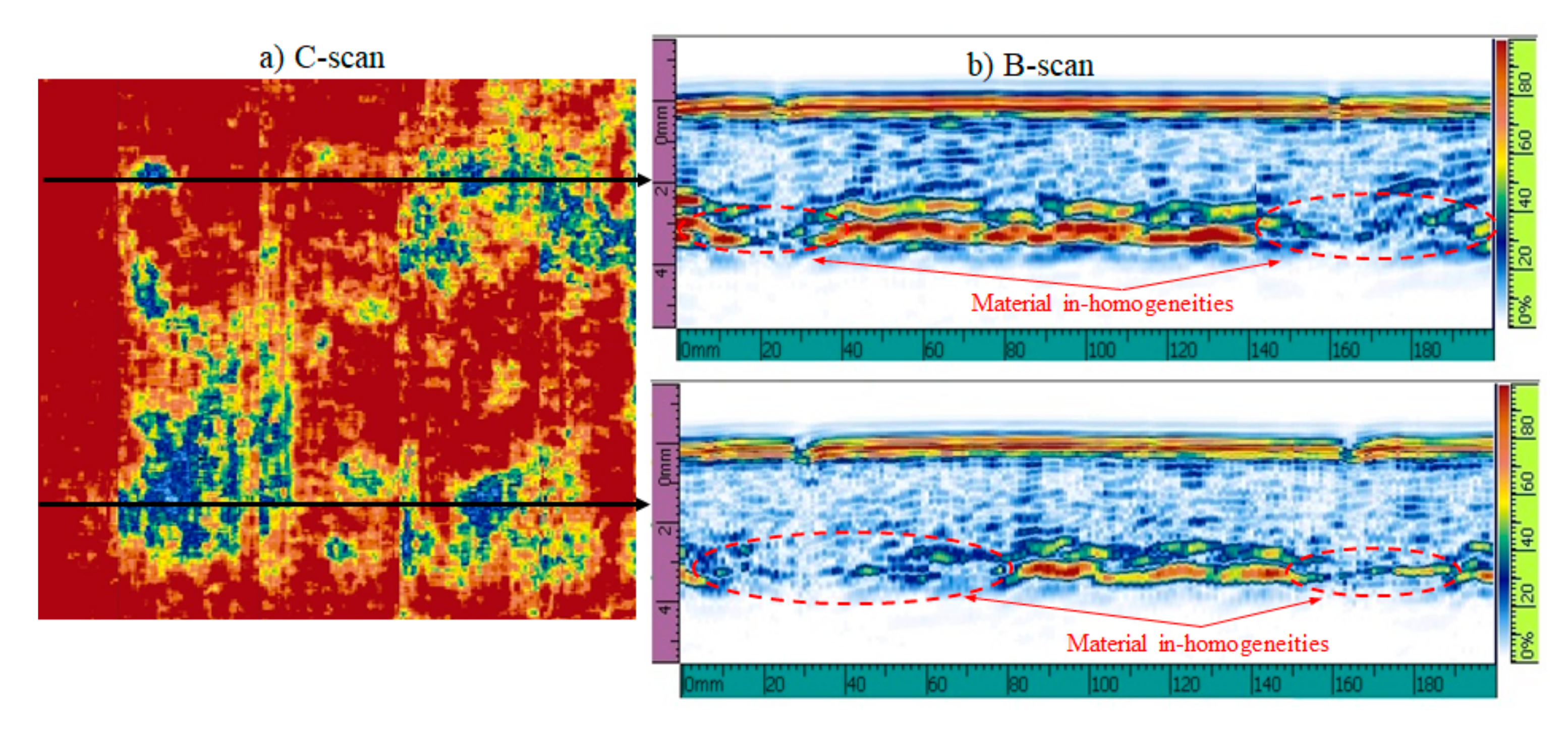
- The investigated materials are susceptible to defects formation during manufacturing. These defects may include non-uniform distribution of matrix and may be ascribed to non-uniform distribution of temperature and application of pressure during the compression cycle. This is likely to occur because of the compression performed in a press.
- Polypropylene/basalt specimens being hydrophilic get soaked with the coupling gel and cannot be inspected with gel-based UT. Instead, lock-in thermography, acting in a remote way without any contact, is well suited and effective to detect both manufacturing defects and impact damage, also in polypropylene-based specimens.
- Specimens involving PA6 as a matrix display better mechanical properties and react to impact with less extensive damage with respect to specimens involving polypropylene as a matrix. This because both polyamide and basalt fibers have polar chemical structure, which enables proper interface adhesion even in the absence of a coupling agent. Instead, the a-polar nature of polypropylene requires the addition of coupling agents and/or any prior treatment of fibers to assure good interfacial adhesion.
- The presence of the coupling (compatibilizing) agent has no significant effects on the extension of the impact damage with regards to the branches length on the superficial layer but mostly affects the deformation way of the underlying layers. More specifically, a stronger interface adhesion entails a crumple effect with stretching of the bottom layer. This effect is evident looking at the phase images taken from the rear of specimens PA6B (Figure 9a) and PC2B (Figure 9c) in comparison with the phase image of the specimen PPB (Figure 9b), which appear almost flat.
Author Contributions
Funding
Conflicts of Interest
References
- Collier, M.C.; Baird, D.G. Separation of a thermotropic liquid crystalline polymer from polypropylene composites. Polym. Compos. 1999, 20, 423–435. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, L. Sorrentino, Effect of basalt fiber hybridization on the impact behavior under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M.; Boffa, N.D.; Monaco, E.; Ricci, F. Nondestructive evaluation of carbon fibre reinforced composites with infrared thermography and ultrasonics. Compos. Struct. 2015, 134, 845–853. [Google Scholar] [CrossRef]
- Vikas, G.; Sudheer, M. A Review on Properties of Basalt Fiber Reinforced Polymer Composites. Am. J. Mater. Sci. 2017, 7, 156–165. [Google Scholar]
- Boccardi, S.; Boffa, N.D.; Carlomagno, G.M.; Del Core, G.; Meola, C.; Russo, P.; Simeoli, G. Inline monitoring of basalt-based composites under impact tests. Compos. Struct. 2019, 210, 152–158. [Google Scholar] [CrossRef]
- Meola, C.; Boccardi, S.; Carlomagno, G.M. Infrared Thermography in the Evaluation of Aerospace Composite Materials; Woodhead Publishing Print Book: Sawston, UK, 2016; 180p, ISBN 9781782421719. [Google Scholar]
- Busse, G. Optoacoustic phase angle measurement for probing a metal. Appl. Phys. Lett. 1979, 35, 759–760. [Google Scholar] [CrossRef]
- Letho, A.; Jaarinen, J.; Tiusanen, T.; Jokinen, M.; Luukkala, M. Magnitude and phase in thermal wave imaging. Electron. Lett. 1981, 17, 364–365. [Google Scholar]
- Beaudoin, J.-L.; Merienne, E.; Danjoux, R.; Egee, M. Numerical system for infrared scanners and application to the subsurface control of materials by photothermal radiometry. Proc. SPIE 1985, 590, 287–292. [Google Scholar]
- Busse, G.; Wu, D.; Karpen, W. Thermal wave imaging with phase sensitive modulated thermography. J. Appl. Phys. 1992, 71, 3962–3965. [Google Scholar] [CrossRef]
- Advances in Phased Array Ultrasonic Technology Applications; Manual; Olympus Scientific Solutions Americas (OSSA): Waltham, MA, USA, 2007.
- Ensminger, D.; Bond, L.J. Ultrasonics: Fundamentals, Technologies, and Applications, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Taheri, H.; Hassen, A.A. Nondestructive Ultrasonic Inspection of Composite Materials: A Comparative Advantage of Phased Array Ultrasonic. Appl. Sci. 2019, 9, 1628. [Google Scholar] [CrossRef]
- Drinkwater, B.W.; Wilcox, P.D. Ultrasonic arrays for non-destructive evaluation: A review. NDT&E Int. 2006, 39, 525–541. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Matrix | Thickness (mm) |
|---|---|---|
| PA6B | Polyamide | 3.0 |
| PPB | Pure polypropylene | 3.0 |
| PC2B | Polypropylene added with 2% maleic anhydride | 3.0 |
| E (J) | DH (mm) | DV (mm) |
|---|---|---|
| 5 | 40.0 | 24.0 |
| 9 | 46.0 | 54.0 |
| 15 | 75.4 | 42.0 |
| E (J) | DH (mm) | DV (mm) |
|---|---|---|
| 5 | 58.0 | 24.0 |
| 9 | 38.0 | 74.6 |
| 15 | 75.4 | 44.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boccardi, S.; Boffa, N.D.; Carlomagno, G.M.; Del Core, G.; Meola, C.; Monaco, E.; Russo, P.; Simeoli, G. Lock-In Thermography and Ultrasonic Testing of Impacted Basalt Fibers Reinforced Thermoplastic Matrix Composites. Appl. Sci. 2019, 9, 3025. https://doi.org/10.3390/app9153025
Boccardi S, Boffa ND, Carlomagno GM, Del Core G, Meola C, Monaco E, Russo P, Simeoli G. Lock-In Thermography and Ultrasonic Testing of Impacted Basalt Fibers Reinforced Thermoplastic Matrix Composites. Applied Sciences. 2019; 9(15):3025. https://doi.org/10.3390/app9153025
Chicago/Turabian StyleBoccardi, Simone, Natalino Daniele Boffa, Giovanni Maria Carlomagno, Giuseppe Del Core, Carosena Meola, Ernesto Monaco, Pietro Russo, and Giorgio Simeoli. 2019. "Lock-In Thermography and Ultrasonic Testing of Impacted Basalt Fibers Reinforced Thermoplastic Matrix Composites" Applied Sciences 9, no. 15: 3025. https://doi.org/10.3390/app9153025
APA StyleBoccardi, S., Boffa, N. D., Carlomagno, G. M., Del Core, G., Meola, C., Monaco, E., Russo, P., & Simeoli, G. (2019). Lock-In Thermography and Ultrasonic Testing of Impacted Basalt Fibers Reinforced Thermoplastic Matrix Composites. Applied Sciences, 9(15), 3025. https://doi.org/10.3390/app9153025