
Valorization of Tomato By-Products: Advanced Extraction Methods and Bioprocessing of Bioactive Compounds and Functional Products

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Valorization of Tomato Peels
2.2.1. Soxhlet Extraction for the Recovery of Lycopene
2.2.2. Synergistic Application of UAE-MAE for the Recovery of Lycopene
2.3. Characterization of Tomato Peel Extracts
2.3.1. Extraction Yield of Lycopene from Tomato Peels
2.3.2. Analysis of Lycopene Content in Peel Extracts
2.4. Valorization of Tomato Seeds—Extraction Methods for the Recovery of Tomato Seed Oil
2.4.1. Conventional Extraction
2.4.2. Soxhlet Extraction
2.4.3. Synergistic Application of UAE-MAE
2.4.4. Pressurized Liquid Extraction (PLE)
2.5. Characterization of Tomato Seed Oil
2.5.1. Determination of Oil Yield
2.5.2. Analysis of Lycopene Content in Seed Oil
2.5.3. Analysis of Fatty Acids
2.6. Valorization of Tomato Juice Derived from Defective Fruits and By-Products
2.6.1. Pre-Culture and Microorganism Maintenance
2.6.2. Ethanol Production—First Fermentation Stage (Alcoholic Fermentation)
2.6.3. Acetic Acid Production—Second Fermentation Stage (Acetic Fermentation)
2.7. Characterization of Tomato Vinegar
2.7.1. Lycopene Content in Tomato Vinegar
2.7.2. Sugar and Alcohol Contents
2.7.3. pH Measurement
2.7.4. Total Acidity
2.7.5. Total Dissolved Solids (TDSs)
2.8. Experimental Design and Statistical Analysis
3. Results and Discussion
3.1. Recovery of Lycopene from Tomato Peels
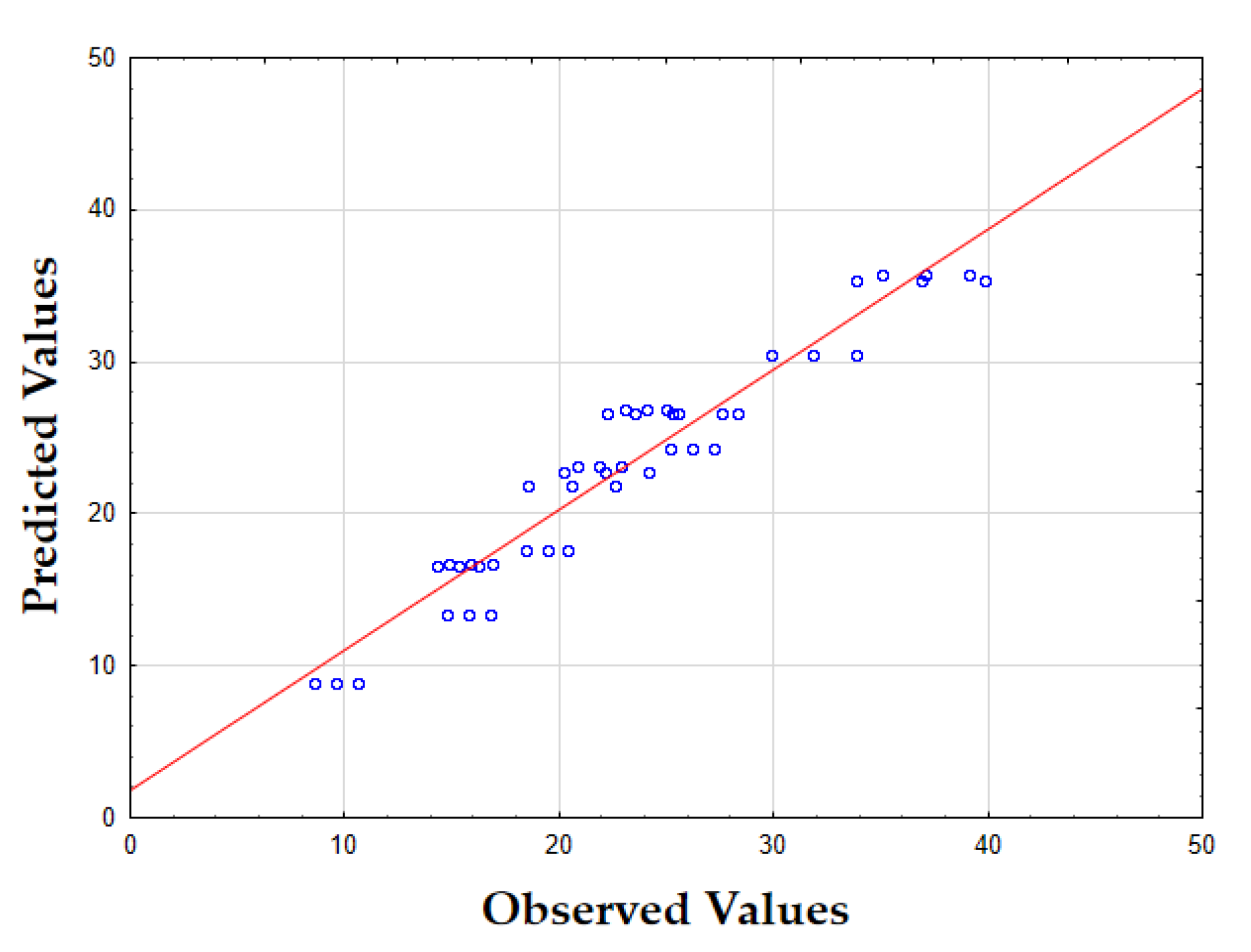
3.1.1. Model Fitting
Lycopene Content
Extraction Yield (EY)
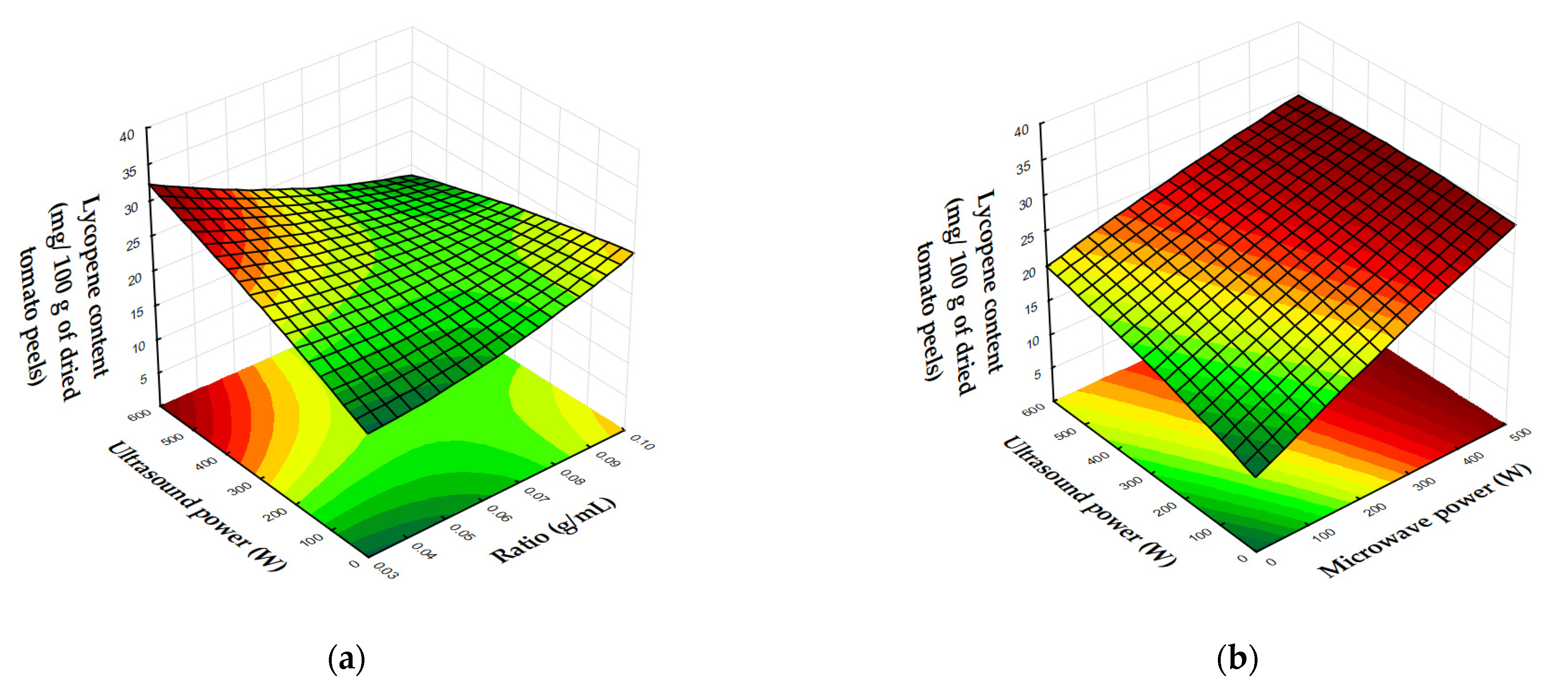
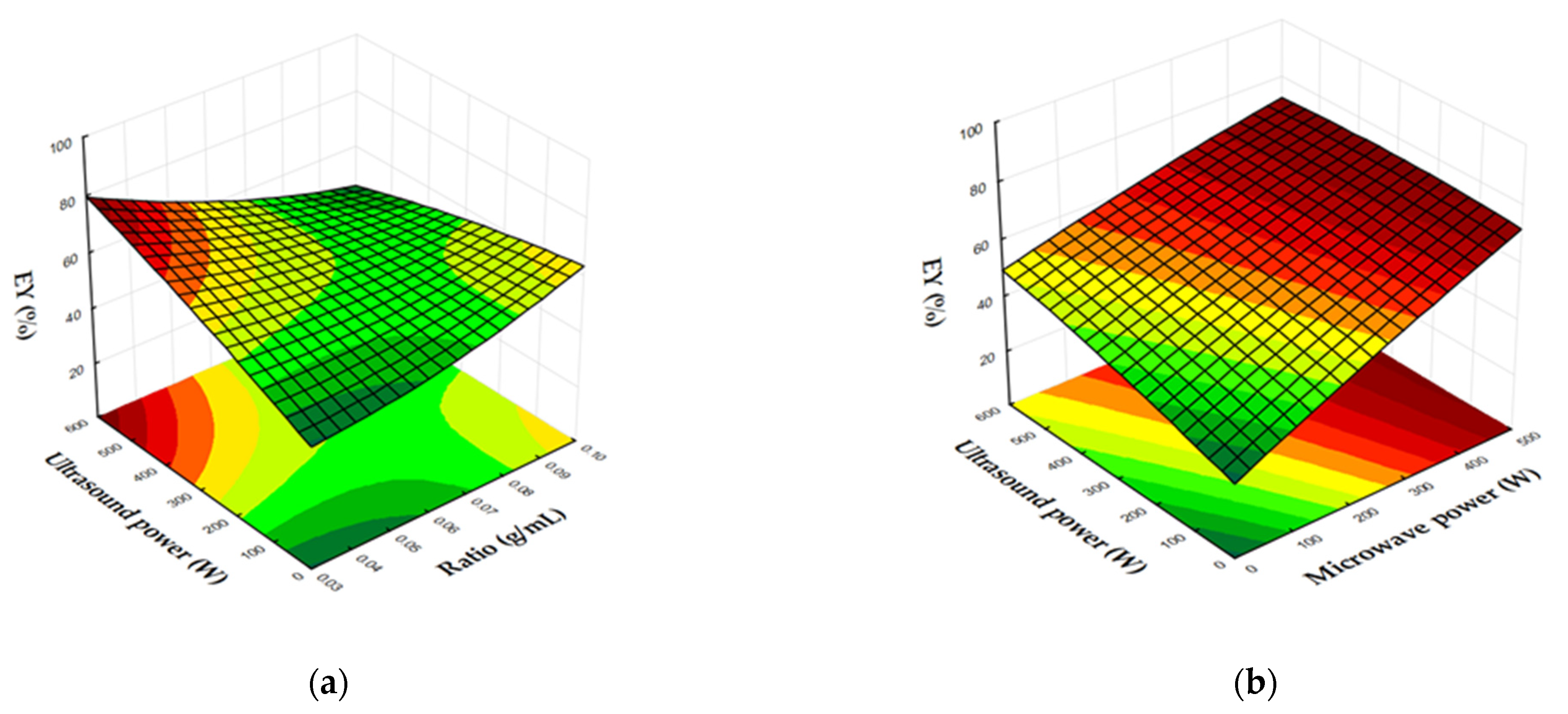
3.1.2. Interpretation of the Response Surface Model and Contour Plot
3.2. Recovery of Tomato Seed Oil
3.2.1. Oil Yield
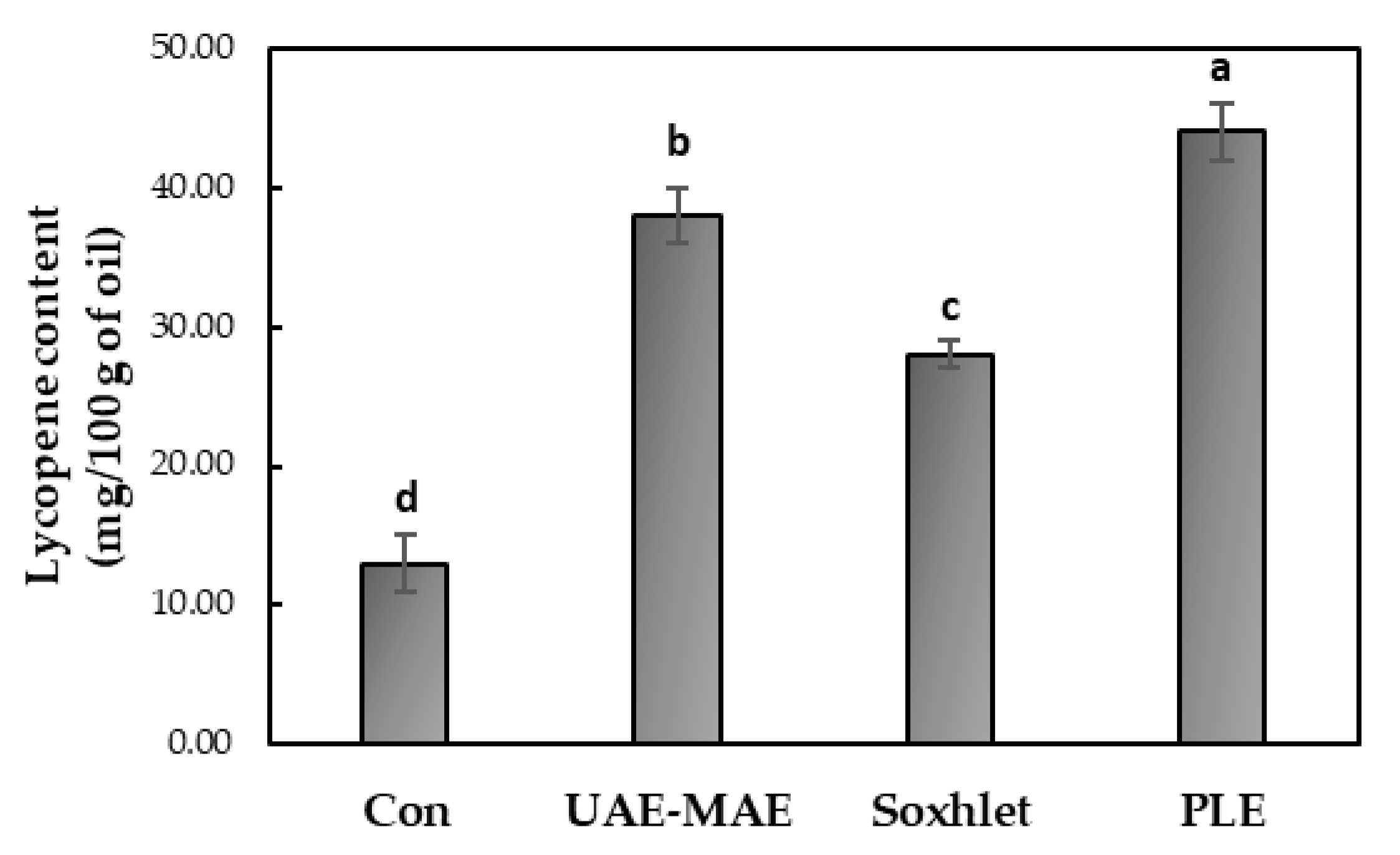
3.2.2. Lycopene Content of Tomato Seed Oil
3.2.3. Fatty Acid Content of Tomato Seed Oil
3.3. Fermentation Process and Product Characterization
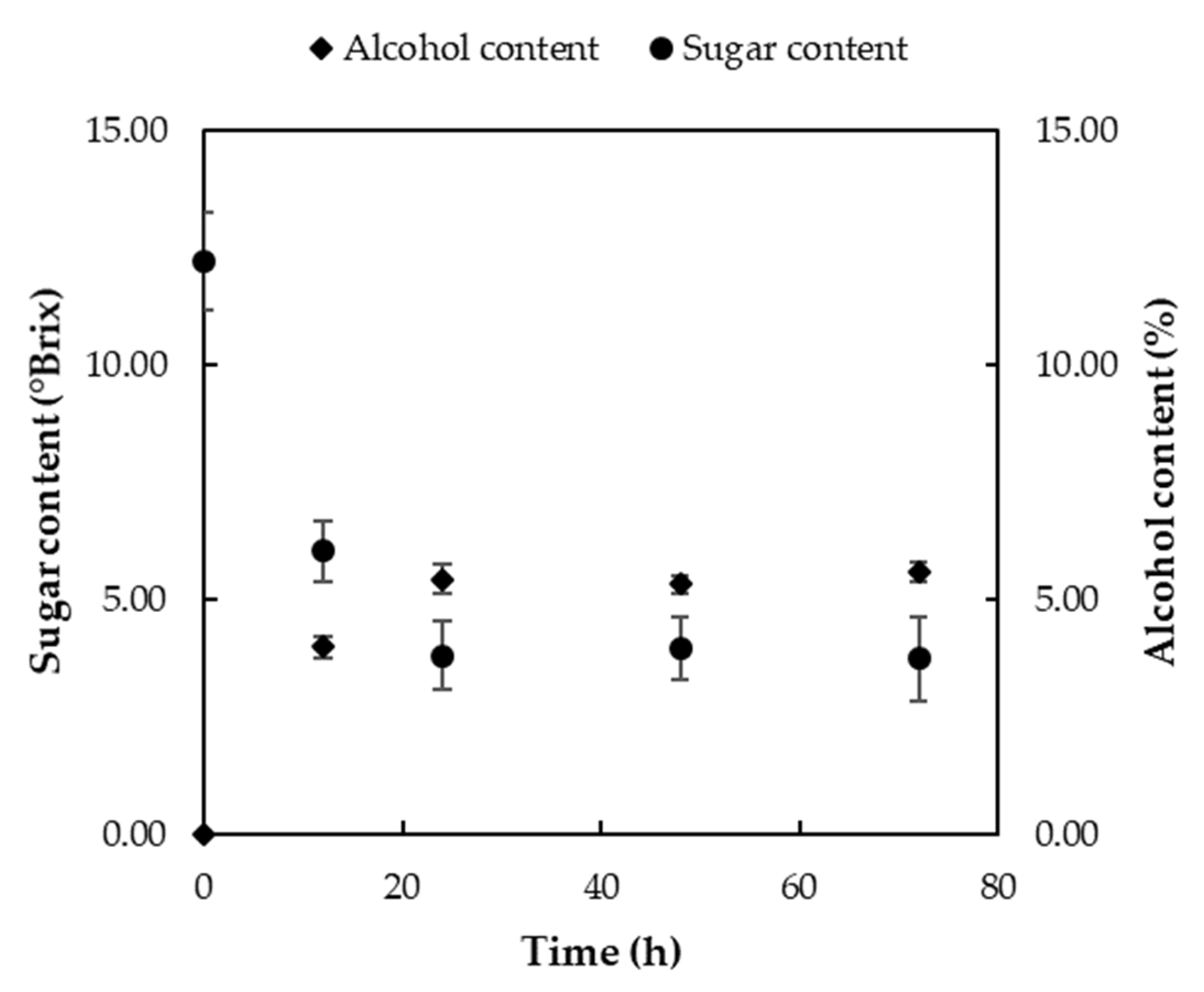
3.3.1. First Fermentation Stage—Alcoholic Fermentation
3.3.2. Second Fermentation Stage—Acetic Fermentation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FAOSTAT. 2023. Available online: https://www.fao.org/faostat/en/#data/ (accessed on 26 February 2025).
- Szabo, K.; Diaconeasa, Z.; Cătoi, A.F.; Vodnar, D.C. Screening of Ten Tomato Varieties Processing Waste for Bioactive Components and Their Related Antioxidant and Antimicrobial Activities. Antioxidants 2019, 8, 292. [Google Scholar] [CrossRef] [PubMed]
- Pataro, G.; Carullo, D.; Falcone, M.; Ferrari, G. Recovery of Lycopene from Industrially Derived Tomato Processing By-Products by Pulsed Electric Fields-Assisted Extraction. Innov. Food Sci. Emerg. Technol. 2020, 63, 102369. [Google Scholar] [CrossRef]
- Sangeetha, K.; Ramyaa, R.B.; Mousavi Khaneghah, A.; Radhakrishnan, M. Extraction, Characterization, and Application of Tomato Seed Oil in the Food Industry: An Updated Review. J. Agric. Food Res. 2023, 11, 100529. [Google Scholar] [CrossRef]
- Terenzi, C.; Bermudez, G.; Medri, F.; Davani, L.; Tumiatti, V.; Andrisano, V.; Montanari, S.; De Simone, A. Phenolic and Antioxidant Characterization of Fruit By-Products for Their Nutraceuticals and Dietary Supplements Valorization under a Circular Bio-Economy Approach. Antioxidants 2024, 13, 604. [Google Scholar] [CrossRef]
- Eslami, E.; Carpentieri, S.; Pataro, G.; Ferrari, G. A Comprehensive Overview of Tomato Processing By-Product Valorization by Conventional Methods versus Emerging Technologies. Foods 2023, 12, 166. [Google Scholar]
- Jiménez Bolaño, D.C.; Insuasty, D.; Rodríguez Macías, J.D.; Grande-Tovar, C.D. Potential Use of Tomato Peel, a Rich Source of Lycopene, for Cancer Treatment. Molecules 2024, 29, 3079. [Google Scholar] [CrossRef]
- Sabio, E.; Álvarez-Murillo, A.; Román, S.; Ledesma, B. Conversion of Tomato-Peel Waste into Solid Fuel by Hydrothermal Carbonization: Influence of the Processing Variables. Waste Manag. 2016, 47, 122–132. [Google Scholar] [CrossRef]
- Szabo, K.; Teleky, B.E.; Ranga, F.; Roman, I.; Khaoula, H.; Boudaya, E.; Ltaief, A.B.; Aouani, W.; Thiamrat, M.; Vodnar, D.C. Carotenoid Recovery from Tomato Processing By-Products through Green Chemistry. Molecules 2022, 27, 3771. [Google Scholar] [CrossRef]
- Singh, P.; Goyal, G.K. Dietary Lycopene: Its Properties and Anticarcinogenic Effects. Compr. Rev. Food Sci. Food Saf. 2008, 7, 255–270. [Google Scholar]
- Drosou, C.; Krokida, M. A Comparative Study of Encapsulation of β-Carotene via Spray-Drying and Freeze-Drying Techniques Using Pullulan and Whey Protein Isolate as Wall Material. Foods 2024, 13, 1933. [Google Scholar] [CrossRef]
- MacHmudah, S.; Zakaria; Winardi, S.; Sasaki, M.; Goto, M.; Kusumoto, N.; Hayakawa, K. Lycopene Extraction from Tomato Peel By-Product Containing Tomato Seed Using Supercritical Carbon Dioxide. J. Food Eng. 2012, 108, 290–296. [Google Scholar] [CrossRef]
- Lin, C.H.; Chen, B.H. Determination of Carotenoids in Tomato Juice by Liquid Chromatography. J. Chromatogr. A 2003, 1012, 103–109. [Google Scholar] [CrossRef] [PubMed]
- Periago, M.J.; Rincón, F.; Agüera, M.D.; Ros, G. Mixture Approach for Optimizing Lycopene Extraction from Tomato and Tomato Products. J. Agric. Food Chem. 2004, 52, 5796–5802. [Google Scholar] [CrossRef]
- Lasunon, P.; Phonkerd, N.; Tettawong, P.; Sengkhamparn, N. Effect of Microwave-Assisted Extraction on Bioactive Compounds from Industrial Tomato Waste and Its Antioxidant Activity. Food Res. 2021, 5, 468–474. [Google Scholar] [CrossRef]
- Silva, Y.P.A.; Ferreira, T.A.P.C.; Celli, G.B.; Brooks, M.S. Optimization of Lycopene Extraction from Tomato Processing Waste Using an Eco-Friendly Ethyl Lactate–Ethyl Acetate Solvent: A Green Valorization Approach. Waste Biomass Valorization 2019, 10, 2851–2861. [Google Scholar] [CrossRef]
- Kumcuoglu, S.; Yilmaz, T.; Tavman, S. Ultrasound Assisted Extraction of Lycopene from Tomato Processing Wastes. J. Food Sci. Technol 2014, 51, 4102–4107. [Google Scholar] [CrossRef]
- Laina, K.T.; Drosou, C.; Stergiopoulos, C.; Eleni, P.M.; Krokida, M. Optimization of Combined Ultrasound and Microwave-Assisted Extraction for Enhanced Bioactive Compounds Recovery from Four Medicinal Plants: Oregano, Rosemary, Hypericum, and Chamomile. Molecules 2024, 29, 5773. [Google Scholar] [CrossRef]
- Drosou, C.; Kyriakopoulou, K.; Laina, K.T.; Bimpilas, A.; Tsimogiannis, D.; Krokida, M. Revolutionizing Wine Waste: Advanced Techniques for Polyphenol Recovery from White Wine Byproducts. Agriculture 2025, 15, 648. [Google Scholar] [CrossRef]
- Kumar, S.; Nirmal Thirunavookarasu, S.; Sunil, C.K.; Vignesh, S.; Venkatachalapathy, N.; Rawson, A. Mass Transfer Kinetics and Quality Evaluation of Tomato Seed Oil Extracted Using Emerging Technologies. Innov. Food Sci. Emerg. Technol. 2023, 83, 103203. [Google Scholar] [CrossRef]
- Eller, F.J.; Moser, J.K.; Kenar, J.A.; Taylor, S.L. Extraction and Analysis of Tomato Seed Oil. JAOCS J. Am. Oil Chem. Soc. 2010, 87, 755–762. [Google Scholar] [CrossRef]
- Lee, J.H.; Cho, H.D.; Jeong, J.H.; Lee, M.K.; Jeong, Y.K.; Shim, K.H.; Seo, K. Il New Vinegar Produced by Tomato Suppresses Adipocyte Differentiation and Fat Accumulation in 3T3-L1 Cells and Obese Rat Model. Food Chem. 2013, 141, 3241–3249. [Google Scholar] [CrossRef]
- Vegas, C.; Mateo, E.; González, Á.; Jara, C.; Guillamón, J.M.; Poblet, M.; Torija, M.J.; Mas, A. Population Dynamics of Acetic Acid Bacteria during Traditional Wine Vinegar Production. Int. J. Food Microbiol. 2010, 138, 130–136. [Google Scholar] [CrossRef]
- Perumpuli, P.A.B.N.; Buddhika, M.A.A.; Kaumal, M.N. Production of Antioxidant Rich Tomato Vinegar: An Alternative to Coconut Vinegar in Culinary Production. Curr. Appl. Sci. Technol. 2022, 22, 1–11. [Google Scholar] [CrossRef]
- Drosou, C.; Krokida, M. Enrichment of White Chocolate with Microencapsulated β-Carotene: Impact on Quality Characteristics and β-Carotene Stability during Storage. Foods 2024, 13, 2699. [Google Scholar] [CrossRef]
- Mari, A.; Andriotis, P.; Drosou, C.; Laina, K.T.; Panagiotou, N.; Krokida, M. Enhancing Shelf-Life Stability of Refrigerated Potatoes through Osmotic Dehydration and Ohmic Heating Optimization: A Strategy to Mitigate Enzymatic Browning. Potato Res. 2024. [Google Scholar] [CrossRef]
- Tsakiri-Mantzorou, Z.; Drosou, C.; Mari, A.; Stramarkou, M.; Laina, K.T.; Krokida, M. Edible Coating with Encapsulated Antimicrobial and Antibrowning Agents via the Emerging Electrospinning Process and the Conventional Spray Drying: Effect on Quality and Shelf Life of Fresh-Cut Potatoes. Potato Res. 2024. [Google Scholar] [CrossRef]
- Lianfu, Z.; Zelong, L. Optimization and Comparison of Ultrasound/Microwave Assisted Extraction (UMAE) and Ultrasonic Assisted Extraction (UAE) of Lycopene from Tomatoes. Ultrason. Sonochem. 2008, 15, 731–737. [Google Scholar] [CrossRef]
- Ho, K.K.H.Y.; Ferruzzi, M.G.; Liceaga, A.M.; San Martín-González, M.F. Microwave-Assisted Extraction of Lycopene in Tomato Peels: Effect of Extraction Conditions on All-Trans and Cis-Isomer Yields. LWT 2015, 62, 160–168. [Google Scholar] [CrossRef]
- Stajčić, S.; Ćetković, G.; Čanadanović-Brunet, J.; Djilas, S.; Mandić, A.; Četojević-Simin, D. Tomato Waste: Carotenoids Content, Antioxidant and Cell Growth Activities. Food Chem. 2015, 172, 225–232. [Google Scholar] [CrossRef]
- Strati, I.F.; Oreopoulou, V. Recovery of Carotenoids from Tomato Processing By-Products—A Review. Food Res. Int. 2014, 65, 311–321. [Google Scholar] [CrossRef]
- Szabo, K.; Vasile Dulf, F.; Oke Teleky, B.-E.; Eleni, P.; Boukouvalas, C.; Krokida, M.; Kapsalis, N.; Rusu, A.V.; Socol, C.T.; Cristian Vodnar, D. Evaluation of the Bioactive Compounds Found in Tomato Seed Oil and Tomato Peels Influenced by Industrial Heat Treatments. Foods 2021, 10, 110. [Google Scholar] [CrossRef] [PubMed]
- Ouatmani, T.; Haddadi-Guemghar, H.; Boulekbache-Makhlouf, L.; Mehidi-Terki, D.; Maouche, A.; Madani, K. A Sustainable Valorization of Industrial Tomato Seeds (Cv Rio Grande): Sequential Recovery of a Valuable Oil and Optimized Extraction of Antioxidants by Microwaves. J. Food Process Preserv. 2021, 46, e16123. [Google Scholar] [CrossRef]
- Cardenas-Toro, F.P.; Alcázar-Alay, S.C.; Coutinho, J.P.; Godoy, H.T.; Forster-Carneiro, T.; Meireles, M.A.A. Pressurized Liquid Extraction and Low-Pressure Solvent Extraction of Carotenoids from Pressed Palm Fiber: Experimental and Economical Evaluation. Food Bioprod. Process. 2015, 94, 90–100. [Google Scholar] [CrossRef]
- Calvo, M.M.; Dado, D.; Santa-María, G. Influence of Extraction with Ethanol or Ethyl Acetate on the Yield of Lycopene, β-Carotene, Phytoene and Phytofluene from Tomato Peel Powder. Eur. Food Res. Technol. 2007, 224, 567–571. [Google Scholar] [CrossRef]
- Botineștean, C.; Hădărugă, N.G.; Hădărugă, D.I.; Jianu, I. Fatty Acids Composition by Gas Chromatography-Mass Spectrometry (GC-MS) and Most Important Physical-Chemicals Parameters of Tomato Seed Oil. J. Agroaliment. Process. Technol. 2012, 18, 89–94. [Google Scholar]
- Silva, V.; Mehrpour, G.; Soares, V.; Santo, D.; Nunes, P.; Quintas, C. Quality and Biological Properties of Vinegar Processed from Non-Valorized Fruits in Southern Portugal. Future Foods 2024, 9, 100337. [Google Scholar] [CrossRef]
- Cejudo-Bastante, C.; Durán-Guerrero, E.; García-Barroso, C.; Castro-Mejías, R.; Castro, R. Volatile Compounds, Polyphenols and Sensory Quality in the Production of Tomato Vinegar. J. Food Nutr. Res. 2017, 5, 391–398. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable Levels | Observed Values | ||||
|---|---|---|---|---|---|
| Run | X1 (Solid/Liquid Ratio, g/mL) | X2 (Microwave Power, W) | X3 (Ultrasound Power, W) | Lycopene Content (mg/100 g of Tomato Peels) | EY (%) |
| 1 | 0.03 | 0 | 600 | 9.59 f ± 1.01 | 23.58 i ± 1.20 |
| 2 | 0.03 | 200 | 600 | 25.55 c ± 2.21 | 62.83 c,d ± 2.30 |
| 3 | 0.03 | 200 | 300 | 26.18 b,c ± 1.31 | 64.39 c ± 1.40 |
| 4 | 0.03 | 200 | 0 | 24.04 c,d ± 1.32 | 59.12 d,e ± 1.10 |
| 5 | 0.03 | 0 | 0 | 37.08 a ± 2.09 | 91.20 a ± 2.90 |
| 6 | 0.1 | 200 | 300 | 15.28 e,f ± 1.21 | 37.59 h ± 1.30 |
| 7 | 0.1 | 500 | 300 | 15.75 e ± 1.17 | 38.74 h ± 0.09 |
| 8 | 0.1 | 500 | 600 | 20.56 c,d,e ± 2.31 | 50.57 f,g ± 0.15 |
| 9 | 0.1 | 200 | 300 | 36.88 a ± 3.14 | 90.69 a ± 2.54 |
| 10 | 0.1 | 200 | 300 | 21.85 c,d ± 1.18 | 53.74 f ± 1.02 |
| 11 | 0.05 | 0 | 600 | 15.90 e ± 1.19 | 39.09 h ± 0.95 |
| 12 | 0.05 | 0 | 300 | 19.43 d,e ± 1.11 | 47.79 g ± 1.31 |
| 13 | 0.05 | 500 | 0 | 22.18 c,d ± 2.34 | 54.55 e,f ± 1.56 |
| 14 | 0.05 | 500 | 0 | 22.18 c,d ± 2.34 | 54.55 e,f ± 1.97 |
| 15 | 0.05 | 500 | 600 | 25.28 c,d ± 3.14 | 62.18 c,d ± 2.01 |
| 16 | 0.05 | 0 | 0 | 31.86 a,b ± 2.21 | 78.35 b ± 2.34 |
| Source | Coefficients | Standard Error | Sum of Squares | DF | Mean Square | F-Value |
|---|---|---|---|---|---|---|
| Lycopene content (μg/g of tomato peels) a | ||||||
| Model | 8.83 | 4.38 | 28,070.13 | 10 | 2807.01 | 459.01 *** |
| X1 | −2.38 | 9.05 | 43.50 | 1 | 43.50 | 7.11 * |
| X12 | 9.23 | 2.06 | 7.10 | 1 | 7.10 | 1.16 NS |
| X2 | 15.45 | 2.10 | 1444.02 | 1 | 1444.02 | 236.13 *** |
| X22 | 4.70 | 4.36 | 2.08 | 1 | 2.08 | 0.34 NS |
| X3 | −0.46 | 0.79 | 59.31 | 1 | 59.31 | 9.70 ** |
| X32 | −0.65 | 0.88 | 3.38 | 1 | 3.38 | 0.55 NS |
| X1X2 | 0.25 | 0.82 | 0.58 | 1 | 0.58 | 0.09 NS |
| X1X3 | −9.52 | 0.89 | 694.19 | 1 | 694.19 | 113.51 *** |
| X2X3 | −2.06 | 0.47 | 119.56 | 1 | 119.56 | 19.55 *** |
| Residual | 232.39 | 38 | 6.12 | |||
| Total | 2690.30 | 47 | ||||
| EY (%) b | ||||||
| Model | 21.72 | 7.88 | 169,789.04 | 10 | 16,978.90 | 856.09 *** |
| X1 | −5.86 | 16.31 | 263.13 | 1 | 263.13 | 13.27 *** |
| X12 | 22.69 | 3.71 | 42.93 | 1 | 42.93 | 2.16 NS |
| X2 | 37.99 | 3.77 | 8734.52 | 1 | 8734.52 | 440.40 *** |
| X22 | 11.55 | 7.85 | 12.57 | 1 | 12.57 | 0.63 NS |
| X3 | −1.13 | 1.42 | 358.74 | 1 | 358.74 | 18.09 *** |
| X32 | −1.61 | 1.58 | 20.46 | 1 | 20.46 | 1.03 NS |
| X1X2 | 0.62 | 1.48 | 3.49 | 1 | 3.49 | 0.18 NS |
| X1X3 | −23.41 | 1.61 | 4198.97 | 1 | 4198.97 | 211.71 *** |
| X2X3 | −5.06 | 0.84 | 723.16 | 1 | 723.16 | 36.46 *** |
| Residual | 753.66 | 38 | 19.83 | |||
| Total | 15,620.94 | 47 |
| Fatty Acids (mg/g Oil) | PLE | UAE-MAE | Soxhlet | Conventional |
|---|---|---|---|---|
| Palmitic | 149.2 a ± 3.0 | 128.4 b ± 3.6 | 152.3 a ± 3.9 | 109.7 c ± 3.2 |
| Stearic | 53.6 a ± 2.6 | 50.6 a,b ± 2.8 | 51.0 a,b ± 2.5 | 44.3 b ± 2.8 |
| Oleic (ω-9) | 231.7 b ± 4.3 | 217.2 c ± 4.1 | 258.5 a ± 4.2 | 178.0 d ± 4.0 |
| Linoleic (ω-6) | 544.7 b ± 4.8 | 530.5 c ± 4.7 | 608.9 a ± 4.6 | 416.3 d ± 4.6 |
| Linolenic (ω-3) | 20.8 a,b ± 2.2 | 21.6 a,b ± 2.5 | 23.2 a ± 2.2 | 16.2 b ± 2.0 |
| Properties | Value |
|---|---|
| Lycopene content (mg/100 g) | 10.02 ± 0.64 |
| Initial sugar content (°Brix) | 12.21 ± 1.05 |
| Final sugar content (°Brix) | 3.73 ± 0.91 |
| Alcohol content (%) | 5.58 ± 0.21 |
| pH | 4.20 ± 0.10 |
| TDSs (g/100 g) | 3.81 ± 0.84 |
| Properties | Value |
|---|---|
| Lycopene content (mg/100 g) | 9.19 ± 0.70 |
| Total acidity | 5.42 ± 0.24 |
| Alcohol content (%) | 0.05 ± 0.00 |
| pH | 2.85 ± 0.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Drosou, C.; Laina, K.T.; Dimoula, M.; Eleni, P.M.; Boukouvalas, C.J.; Topakas, E.; Krokida, M. Valorization of Tomato By-Products: Advanced Extraction Methods and Bioprocessing of Bioactive Compounds and Functional Products. Appl. Sci. 2025, 15, 3914. https://doi.org/10.3390/app15073914
Drosou C, Laina KT, Dimoula M, Eleni PM, Boukouvalas CJ, Topakas E, Krokida M. Valorization of Tomato By-Products: Advanced Extraction Methods and Bioprocessing of Bioactive Compounds and Functional Products. Applied Sciences. 2025; 15(7):3914. https://doi.org/10.3390/app15073914
Chicago/Turabian StyleDrosou, Christina, Konstantina Theodora Laina, Maria Dimoula, Panagiota Maria Eleni, Christos J. Boukouvalas, Evangelos Topakas, and Magdalini Krokida. 2025. "Valorization of Tomato By-Products: Advanced Extraction Methods and Bioprocessing of Bioactive Compounds and Functional Products" Applied Sciences 15, no. 7: 3914. https://doi.org/10.3390/app15073914
APA StyleDrosou, C., Laina, K. T., Dimoula, M., Eleni, P. M., Boukouvalas, C. J., Topakas, E., & Krokida, M. (2025). Valorization of Tomato By-Products: Advanced Extraction Methods and Bioprocessing of Bioactive Compounds and Functional Products. Applied Sciences, 15(7), 3914. https://doi.org/10.3390/app15073914