Abstract
Turkey oak lumber is difficult to dry, being prone to cracks even at low temperatures. The main objective of the research was to test different drying conditions in order to establish whether air-drying or kiln-drying from a green state was more suitable; if the lumber width had an influence on the drying quality; if prior steaming had a positive effect upon the kiln-drying time and quality; if end cracks could be avoided by protecting the board ends; and what the most appropriate kiln-drying conditions were, with conventional drying. The research results recommend kiln-drying as a better alternative than air-drying in terms of both time and quality, but very mild conditions must be applied. Wide lumber parts cracked both when air-dried and when kiln-dried. All defect-free lumber parts dried accurately, with no deterioration. Steaming had a positive effect upon the drying quality; no steamed part cracked. The end protection of the boards was efficient only in the case of kiln-drying.
1. Introduction
The drying of Quercus wood species represents a challenge for the industry due to the high density, the heterogenous structure, the sensitivity to temperatures higher than 60–70 °C, and the tendency to crack, especially along the rays. The reference literature [1,2,3,4,5,6] recommends for European oak wood (Quercus robur and Quercus petraea) drying schedules with low temperatures (30-max.40 °C) and high relative air humidity (85–95%) during the first stage of actual drying (free water removal) and low drying gradients (1.5–2.0) during the second stage (drying below the fiber saturation point) in order to prevent cracking, but these conditions lead to very long drying times. Therefore, it is tempting to apply air-drying at least until the fiber saturation point is reached, in order to save energy. However, this approach is not always an appropriate one, because the lumber is exposed to biological attack and case-hardening [4] during this period. This often affects the wood quality, and sometimes it slows down the subsequent kiln-drying.
Turkey oak (Quercus cerris) belongs to the group of red oaks [7]. It has a high proportion of sapwood (50%) and significantly higher density (ρ0 = 728 kg/m3) than sessile oak (ρ0 = 667 kg/m3), and its fiber saturation moisture content is lower (23–24%), according to determinations performed by the authors, compared with sessile oak (26–27%). These properties make it more difficult to dry than European oak lumber. The difficult drying, combined with the scarcity of the reference sources, results in the reticence of the industry to valorize it [8].
Steaming was found as a solution to reduce wood hygroscopicity and also to attenuate the color differences within lumber boards that contain both sapwood and heartwood [9,10]. According to [9], the best results in terms of the equilibrium moisture content (EMC) reduction and color uniformization were obtained at 120 °C and 18 h. It is also known that steaming has a favorable effect upon the drying of wood, especially in the case of hardwoods. This is because it temporarily plastifies wood and thus allows a more rapid water removal, with fewer cracks. However, the steaming of Turkey oak wood is a difficult task. Poorly chosen steaming parameters (temperature and duration) may cause internal surface cracks, collapse, or warp.
A combined steaming–air-drying–thermo-vacuum treatment was applied by [11] to Turkey oak wood, in order to obtain a wooden material with improved processing properties. The freshly harvested logs were steamed at 110 °C and 140 kPa for 24 h, then cooled for 5 days and then cut into boards. The boards were air-seasoned for 5 months, until they reached a moisture content of 20–25%, then half of them were introduced in a press-vacuum plant (PVP) [12] and the other half in a thermo-vacuum cylinder (TVP) (both kilns being manufactured by WDE Maspell Italy). The PVP treatment avoided the deformation of the boards. The TVP treatment produced a more severe darkening. The incipient steaming had a decisive effect upon the EMC reduction. It was also observed that the defect-free boards suffered no qualitative damage, but the boards containing knots, for example, displayed severe cracks along a great part of the board.
According to the authors’ knowledge, in Romania, there is only one plant where vacuum-press drying is applied to oak lumber. Conventional drying is by far the most common method applied. According to a survey conducted in Romanian wood-processing companies [8], 30% of them perform kiln-drying from a green state, while 60% of the companies prefer pre-drying by air-seasoning followed by conventional kiln-drying. Most of the respondents (70%) indicated as a necessary optimization direction the reduction in the drying time and of the cracking tendency, especially with thicker grades (>40 mm).
Therefore, the main objective of the present research was to test different drying conditions using the common drying methods (air-drying and conventional kiln-drying), in order to establish an optimum combination of temperature and air humidity for the drying of 50 mm thick Turkey oak lumber, so as to avoid cracking but also to optimize the drying time.
2. Materials and Methods
The wooden material used within this research consisted of 0.6 m long, 15–30 cm wide, and 50 mm thick lumber parts, cut from 14 logs existing in the log yard of a wood processing company, having average diameters of 45–50 cm and an age of 90–95 years. They were cut so that some of the boards included only heartwood, and some included both heartwood and sapwood.
Half of the selected boards, originating from the same plot, were stacked under a shed, tied together (Figure 1a), and exposed for 7 months (from 30 November 2022 to 3 July 2023) to air-drying conditions. The other half were stacked and kiln-dried in a FEUTRON KPK200 climate chamber (Figure 1b), with controlled air parameters.
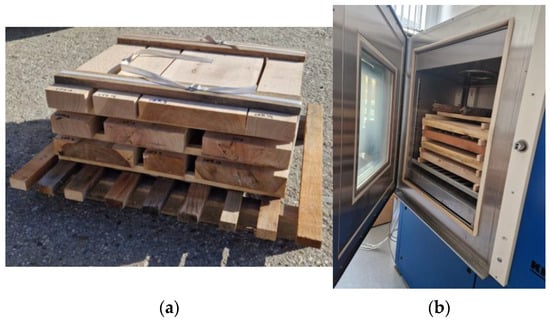
Figure 1.
Mini-stacks of 50 mm thick Turkey oak lumber prepared for air-drying (a) and for kiln-drying in a KPK200 climate chamber (b).
Half of the kiln-dried lumber boards were previously steamed at 100 °C for 48 h in an industrial steaming chamber.
In both drying tests, half of the lumber pieces placed within the same stack were end-protected. For the air-dried boards, a paraffin-based sealer was used, and for the kiln-dried boards, a mixture made with PVA adhesive and sawdust was used. Also, in both drying situations, the boards were dried under pressed conditions, in order to avoid deformations.
Before stacking, specimens were sampled (Figure 2) in order to assess the inital state of the boards, namely, the average initial moisture content, the moisture gradient across the lumber thickness, and the eventual inner stresses. The visible cracks were marked with white chalk.
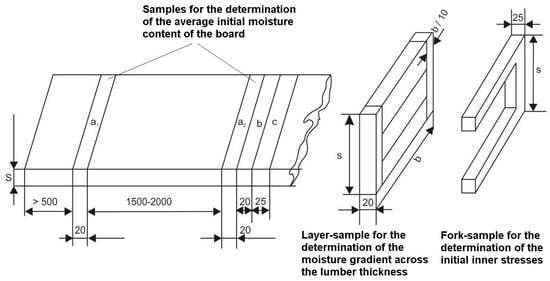
Figure 2.
Samples for the evaluation of the initial state of the lumber boards: a1 and a2—samples for determination of the average initial moisture content of the board; b—layer sample; c—fork sample.
The climatic conditions recorded during the air-drying exposure period are presented in Figure 3. The moisture content of the air-dried boards was monitored monthly by means of a resistive-type moisture meter type LG9NG from Holzmeister (Italy). Both the core moisture content (at 20 mm depth) and that in the surface layer (at 10 mm depth) were recorded, in order to assess not only the drying rate but also the evolution of the moisture gradient across the lumber thickness.
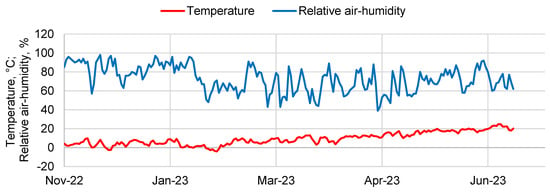
Figure 3.
Climatic conditions during the air-drying.
The drying schedule applied within the kiln-drying test is presented in Table 1. It was established based on the reference literature [6,13,14,15,16] and on the authors’ experience with oak lumber drying. In this trial, the moisture content was continuously monitored by means of V2A sensors with insulated rods from Gann (Germany) (Figure 4a). The 25 mm long electrodes were used to assess the core moisture content, and short (15 mm) electrodes were placed nearby in the board (Figure 4b) to assess the moisture content in the surface layer.

Table 1.
Drying schedule applied for the kiln-drying of 50 mm thick Turkey oak wood.

Figure 4.
Monitorization of the moisture content of wood during kiln-drying by two pairs of V2A sensors, of different lengths (a), in order to measure separately the core and surface MC of the board (b).
The drying diagram was drawn for each load, and the drying rate (w) was calculated according to Equation (1), as a function of the moisture decrease interval (∆MC) and the time interval (∆t) during which this moisture decrease occurred:
The final quality control included the visual examination of each board and registration of the established defects within a drying record sheet, where also observations regarding the initial state of the examined board were noted. Additionally, a case-hardening test [17] for randomly chosen boards was performed (Figure 5).
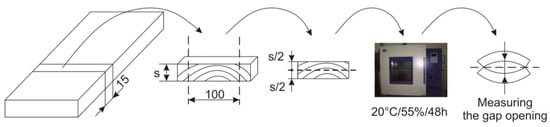
Figure 5.
Method for establishing the case-hardening degree after drying.
Through the adopted conditions, this reserach envisaged establishing the following:
- Which drying method is more suitable for Turkey oak lumber (air-drying vs. conventional kiln-drying from a green state);
- If the lumber width has an influence upon the drying quality and if the presence of sapwood and heartwood within the same piece of lumber favor (or not) the fissuring tendency;
- If sealing the lumber ends is an effective method to prevent end cracking in the case of 50 mm thick Turkey oak lumber and also, which sealer provides the better results (paraffin vs. sawdust mixed with PVA adhesive);
- If steaming is an efficient method to reduce the drying rate and/or to improve the drying quality in the case of Turkey oak wood.
Finally, some recommendations for the industry concerning the drying conditions to be applied in the case of 50 mm thick Turkey oak lumber were formulated.
3. Results
3.1. Initial Evaluation of the Lumber Boards
The evaluation of eight aleatory selected boards revealed an average initial moisture content of 55.5 ± 1.13%, an average moisture gradient across the lumber thickness of 12 ± 1%, and the absence of inner stresses (according to the fork samples, which all maintained absolutely straight teeth after cutting) (Figure 6).
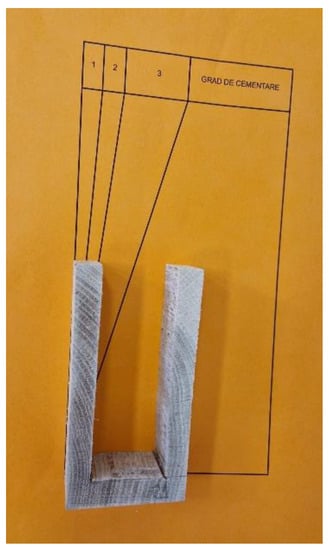
Figure 6.
Assessing the initial inner stresses in Turkey oak lumber.
The steamed boards displayed numerous cracks (Figure 7).

Figure 7.
Surface cracks after the steaming of Turkey oak boards.
3.2. Air-Drying
The evolution of the moisture content of the monitored boards throughout the air-drying period is presented in Figure 8.
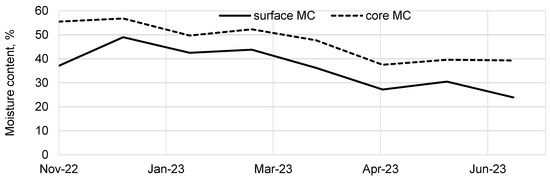
Figure 8.
Drying diagram for air-dried Turkey oak lumber.
It can be noticed that after 7 months of exposure, the Turkey oak lumber eliminated only free water, 12% of its moisture content (from an average of 47% to an average of 35%), thus remaining at a moisture content above the fiber saturation point. The highest drying rate (w = 0.13%/day) was attained in June, but the average over the whole period was only 0.06%/day.
The moisture gradient across the lumber thickness in Turkey oak decreased from the initial 18% to 5–6% during the winter months, but it increased again a little toward the end of February, when the relative air humidity dropped from 80–90% to 60–70% (see Figure 3).
According to the obtained results, it can be stated that the air-drying of 50 mm thick Turkey oak lumber allowed the removal of ca. 2% of free water per month from November to April and ca. 4% of free water per month from May to October, in this geographic area (with a continental temperate climate). Under these circumstances, depending also on the initial moisture content, it might take 9–12 months for the 50 mm thick Turkey oak lumber to reach the fiber saturation point.
This result is in good correlation with data provided by an industrial survey [10], which indicated a duration of 9 months for the moisture content reduction from 45% to 35% in the case of the same species. According to the measured data, the air-drying time could be reduced if the lumber was stacked in March. The drying rate was increased during the spring and summer months, but increases in the moisture gradient across the lumber thickness and case-hardening hindered drying during the same period.
The obtained results showed that the air-drying of Turkey oak lumber required more than that of European oak or red oak. According to the reference literature, 50 mm thick European oak (Quercus robur) dries in 100 days from 50% to 25% when stacked in February and in 70 days when stacked in May [3], and 4/4 red oak lumber needs 2.5 months to dry from 80% to 21% when stacked in March [5].
The present research did not allow assessing the time needed to air-dry this species below the fiber saturation point.
The results of the final quality control, when all test boards were visually examined, revealed that 37% of the evaluated boards displayed surface and end cracks. The cracks occurred only on the wide boards (with b = 30 cm). None of the narrow boards (b = 15 cm) displayed any type of cracks, neither in the heartwood nor in the sapwood or in the transition area between the sapwood and heartwood. The end-sealing with a paraffin-based sealer was ineffective: 75% of protected pieces displayed end cracks (Figure 9). The case-hardening test confirmed the accumulation of moderate internal stresses through drying) as all evaluated boards recorded a gap opening of 2.5 ± 0.5 mm (medium case-hardening) (Figure 10). Crosscutting the test boards revealed that no internal cracks occurred.

Figure 9.
End cracks in air-dried 50 mm thick Turkey oak lumber despite paraffin-based end protection.
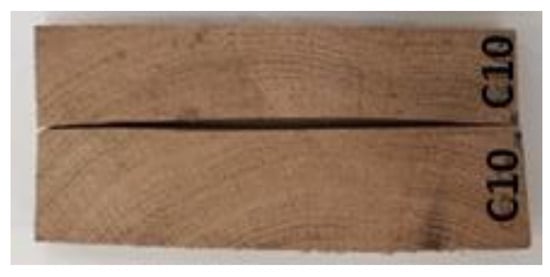
Figure 10.
Case-hardening sample of air-dried 50 mm thick Turkey oak lumber (gap opening = 2.5 mm).
3.3. Kiln-Drying
The drying diagram recorded for the kiln-dried batch is presented in Figure 11.
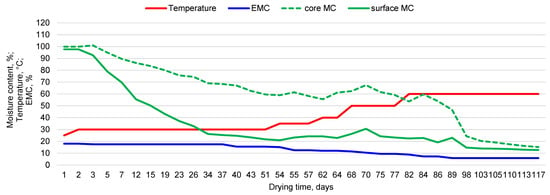
Figure 11.
Drying diagram for kiln-dried Turkey oak lumber.
The kiln-drying allowed the drying from an average initial moisture content of 68% (determined by means of the oven-dry method, considering that in this stage the sensors provided no precise reading) to an average of 15% within 117 days, in the absence of forced air circulation. This corresponds to a drying rate of 0.45%/day. The free water was removed within 35 days (which corresponded to a drying rate of 1.3%/day). The average drying rate for the bound water removal (from 24% to 15%) was 0.8%/day. The same as with air-drying, the kiln-drying times were higher than indicated by the reference literature for European oak [3,13,14], but this result could not be considered concludent, because the kiln-drying was performed with no air circulation. Kiln-drying in an industrial dryer was envisaged as up-following stage of research, in order to obtain a concludent result concerning the kiln-drying time of Turkey oak.
The moisture gradient across the lumber thickness increased during the first stage of drying up to 40% until the surface layer reached 24%. At this point, the moisture content in the surface layer remained almost constant for 5 weeks, and the constant drying rate period began, when the core moisture content started decreasing, reducing the moisture gradient across the lumber thickness as well. Toward the end of the process, the difference between the core and surface MC reached 3%, even without conditioning, which was a very good result. This correlated well with the acceptable case-hardening values (<3 mm) that were obtained for all tested pieces.
The final quality control revealed that 88% of the test pieces remained intact and displayed no type of cracks. None of the steamed pieces cracked, and furthermore, the cracks caused by steaming closed. Only one piece of lumber displayed several surface cracks and had internal cracks as well. This was a narrow part containing exclusively heartwood, with unprotected ends. No wide board and no end-protected board displayed cracks.
The positive effect of steaming was also demonstrated by the results of the case-hardening test performed after drying and cooling, which revealed gap openings of 2.2 ± 0.2 mm for the steamed pieces (Figure 12a) and higher (2.5 ± 0.5 mm) for the unsteamed ones (Figure 12b).

Figure 12.
Case-hardening samples of kiln-dried 50 mm thick Turkey oak lumber: (a) steamed board (gap opening = 2 mm) and (b) unsteamed board (gap opening = 3 mm).
4. Conclusions
The drying tests revealed that Turkey oak lumber is indeed diffcult to dry conventionally but not impossible. The following conclusions can be formulated:
- The drying quality very much depended on the wood quality and the growth defects. The presence of knots, eccentric pith, and inclined grain induced incipient inner stresses that were difficult to handle. Most pieces with such defects cracked and/or warped during drying.
- Kiln-drying from a green state provided better results than air-drying, in terms of both quality and time, due to the possibility of rigorous air humidity control at high values during the first stage of drying.
- The most important issue with the 50 mm thick lumber was the moisture gradient across the lumber thickness, which was high (10–18%) from the beginning of the process. Turkey oak is very sensitive to temperature, so as soon as the temperature rises (even under natural conditions, when shifting from winter to spring), if the air humidity is not high enough, the lumber will crack. By rigorously controlling the air humidity, kiln-drying created better conditions to keep the inner stresses under control. Maintaining the temperature at 30 °C and the air humidity at 80–85% until the surface layer (measurement at 8–10 mm depth inside wood) reached 24% helped to avoid cracks in all defect-free boards that were tested.
- The gradual increase in the temperature up to 60 °C (maximum), by maintaining the drying gradient at 1.5–2.0, allowed good drying quality, with no cracks, of the defect-free boards, at an average drying rate of 0.45%/day.
- Steaming prior to kiln-drying had a positive effect upon the drying quality. No influence upon the drying time was observed.
- The lumber width influenced the drying quality: narrow boards (b = 15 cm), even if they contained both sapwood and heartwood, dried better than wide boards (b = 30 cm).
- End protection by means of paraffin-based sealer during air-drying did not help preventing cracks. Protection with a PVA adhesive + sawdust mixture applied on the kiln-dried boards provided much better results. No protected board cracked.
Author Contributions
Conceptualization, I.-T.D. and M.C.; methodology, I.-T.D. and M.C.; graphics, S.-V.G.; validation, I.-T.D., S.-V.G. and M.C.; formal analysis, M.C.; investigation, I.-T.D.; resources, I.-T.D.; data curation, I.-T.D.; writing—original draft preparation, I.-T.D.; writing—review and editing, I.-T.D.; visualization, I.-T.D.; supervision, M.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded as part of the research programme of the Transilvania University of Brasov.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Janik, W. Handbuch der Holztrocknung; VEB Fachbuchverlag Leipzig: Leipzig, Germany, 1965. [Google Scholar]
- Kollmann, F.F.P.; Cote, W.A. Principles of Wood Science and Technology. I. Solid Wood; Springer Verlag Berlin: Berlin/Heidelberg, Germany, 1968. [Google Scholar]
- Marinescu, I. Wood Drying; Technical Publishing House: Bucharest, Romania, 1979. (In Romanian) [Google Scholar]
- Lamb, F.M.; Wengert, E.M. Techniques and Procedures for the Quality Drying of Oak Lumber; Department of Wood Science and Forest Product, Virginia Tech.: Blacksburg, VA, USA, 1990. [Google Scholar]
- Denig, J.; Wengert, E.M.; Simpson, W.T. Drying Hardwood Lumber; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 2000. [Google Scholar]
- Truebswetter, T. Holztrocknung: Verfahren zur Trocknung von Schnittholz-Planung von Trocknungsanlagen, 2nd ed.; Fachbuchverlag Leipzig im Carl Hanser Verlag: Leipzig, Germany, 2006. [Google Scholar]
- Richter, H.G.; Dallwitz, M.J. Commercial Timbers: Descriptions, Illustrations, Identification, and Information Retrieval; DELTA Database: 2000. Available online: https://delta-intkey.com/wood/en/index.htm (accessed on 15 October 2022).
- Deaconu, I.; Campean, M. Survey concerning the challenges of industrial drying of Quercus lumber. Pro Ligno 2022, 18, 36–44. [Google Scholar]
- Todaro, L.; Zuccaro, L.; Marra, M.; Basso, B.; Scopa, A. Steaming effects on selected wood properties of Turkey oak by spectral analysis. Wood Sci. Technol. 2012, 46, 89–100. [Google Scholar] [CrossRef]
- Tolvaj, L.; Molnar, S. Color homogenization of hardwood species by steaming. Acta Silv. Lignaria Hung. 2006, 2, 105–112. [Google Scholar]
- Ferrari, S.; Allegretti, O.; Cuccui, I.; Moretti, N.; Marra, M.; Todaro, L. A revaluation of Turkey oak wood (Quercus cerris L.) through combined steaming and thermo-vacuum treatments. BioResources 2013, 8, 5051–5166. [Google Scholar] [CrossRef]
- Allegretti, O.; Cividini, R.; Valenti, L.; Negri, M. Vacuum press drying process for beech. Laboratory tests on the influences of drying parameters on quality. In Proceedings of the IUFRO Wood Drying Conference, Brasov, Romania, 24–29 August 2003. [Google Scholar]
- Hildebrand, R. Die Schnittholztrocknung; Robert Hildebrand Maschinenbau: Oberboihingen, Germany, 1979. [Google Scholar]
- Cividini, R. Conventional Kiln-Drying of Lumber; NARDI S.p.A.: Chiampo, Italy, 2001. [Google Scholar]
- McMillen, J.M. Drying stresses in red oak. For. Prod. J. 1955, 5, 71–76. [Google Scholar]
- Wengert, E.M. Drying Oak Lumber; Dept. of Forestry, University of Wisconsin-Madison: Madison, WI, USA, 1990. [Google Scholar]
- ENV 14464:2002; Sawn Timber. Method for Assessment of Case-Hardening. Available online: https://standards.iteh.ai/catalog/standards/cen/016624f6-9158-4a8e-83bb-3ca54dc4659d/env-14464-2002 (accessed on 22 August 2023).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).