
Polymer Pellet Fabrication for Accurate THz-TDS Measurements




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Sample Preparation
2.2.2. True Density Measurements
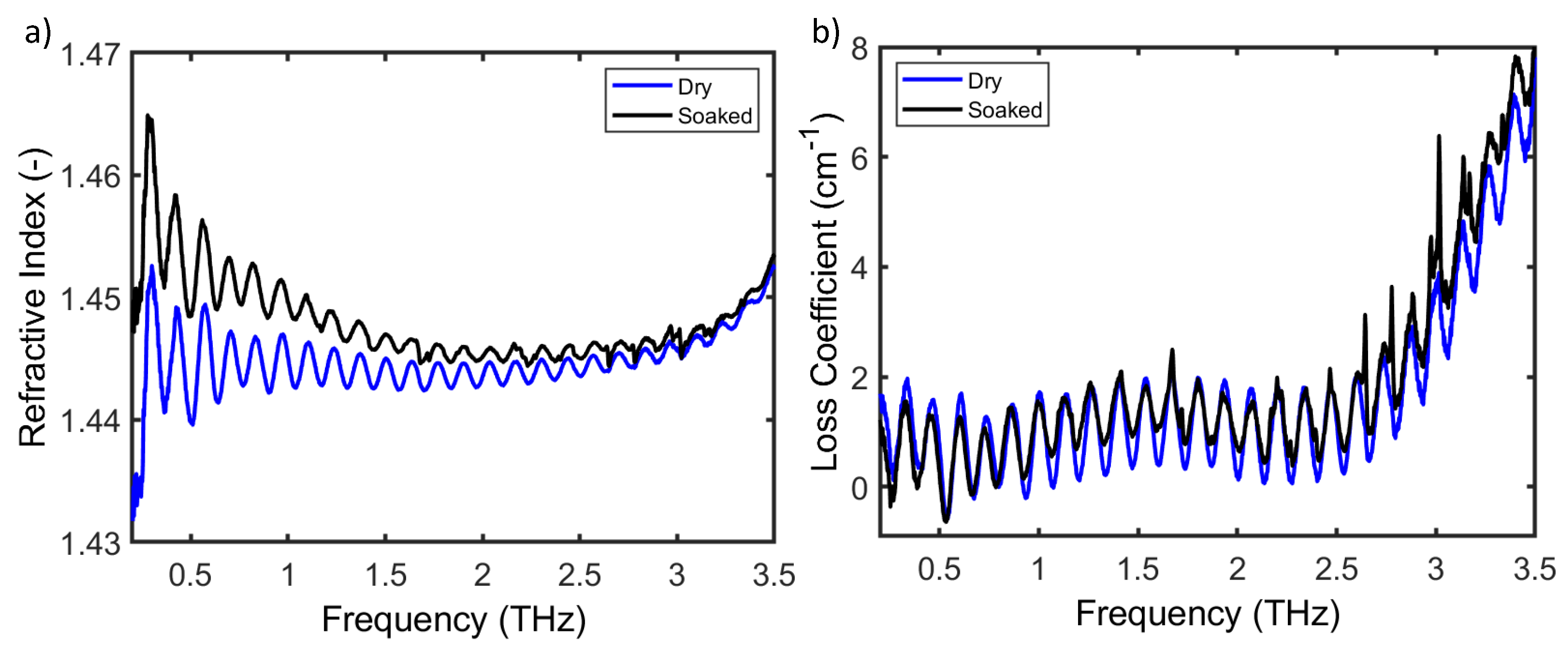
2.2.3. THz-TDS Measurements
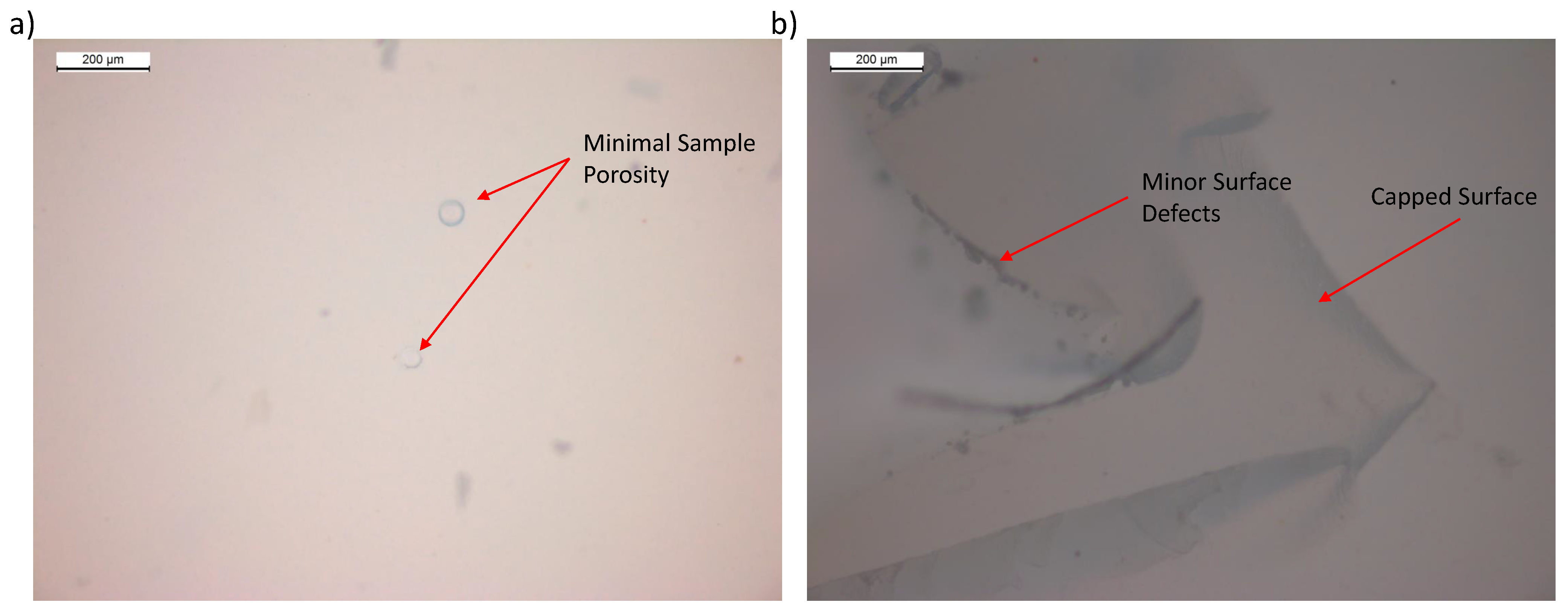
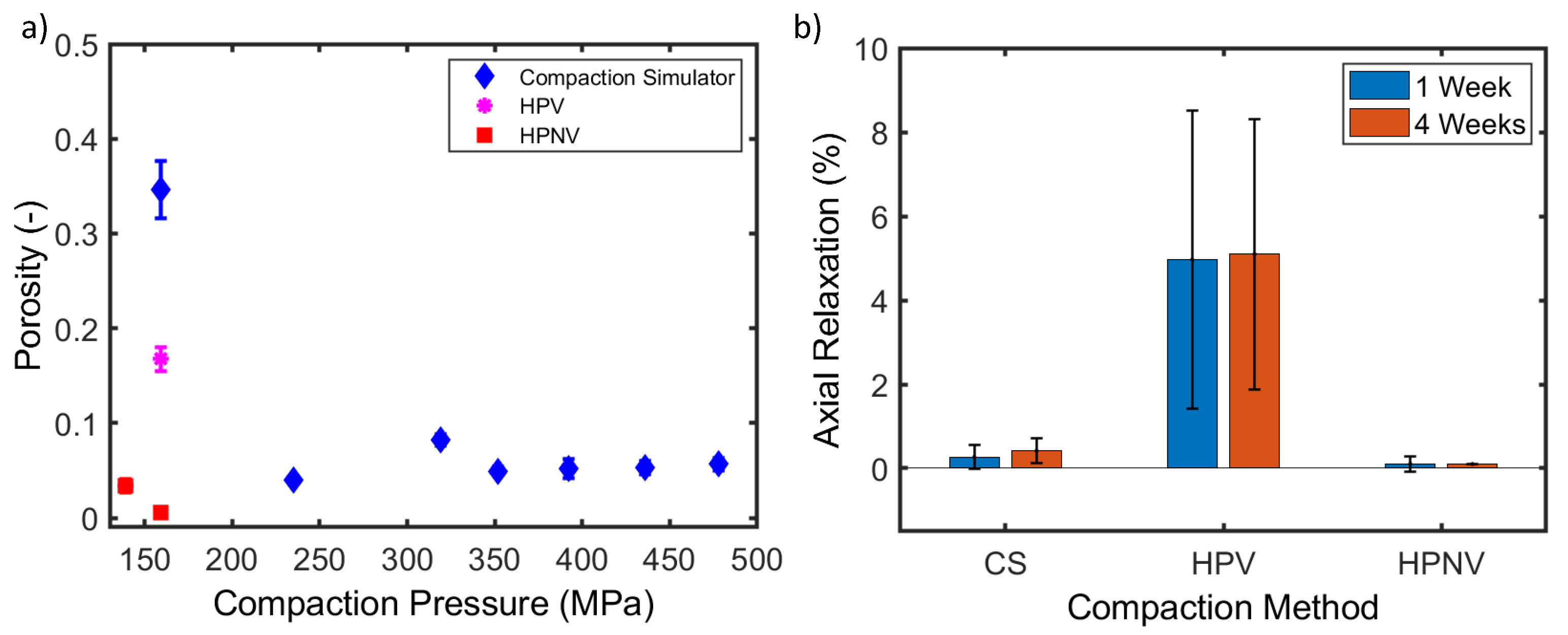
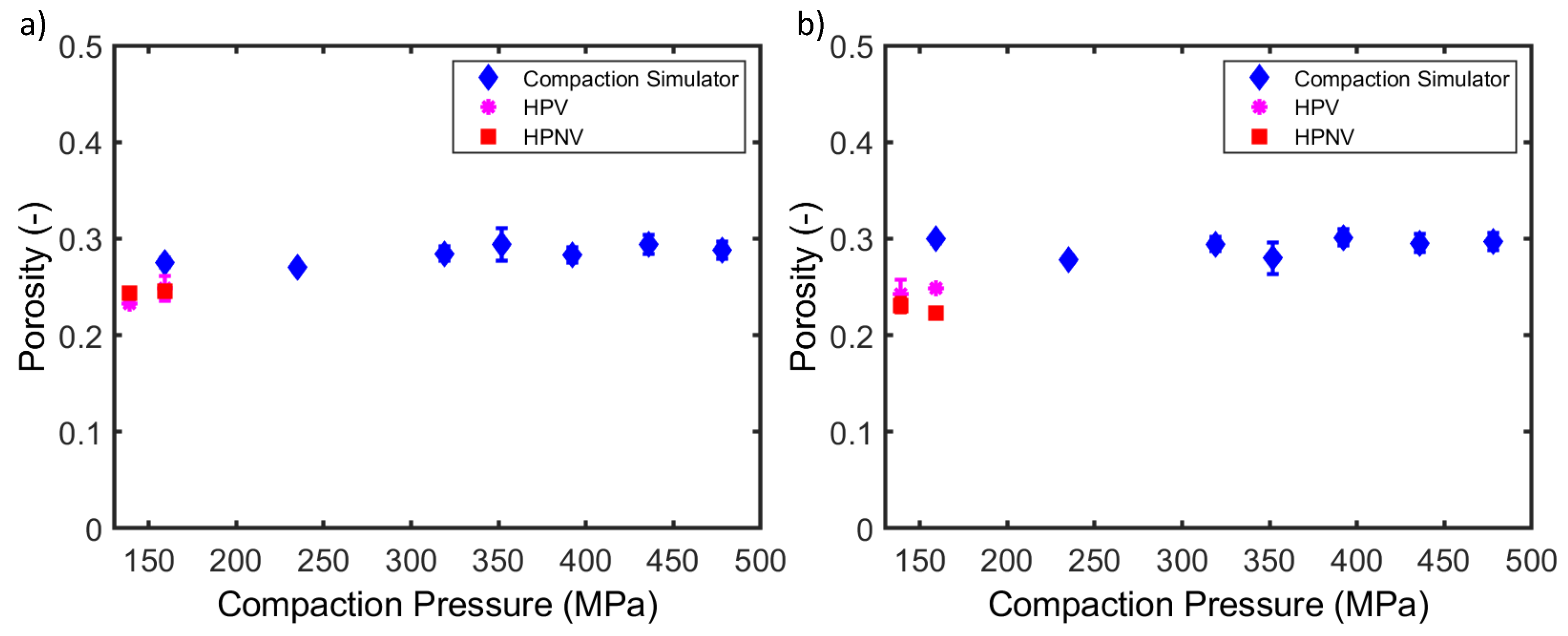
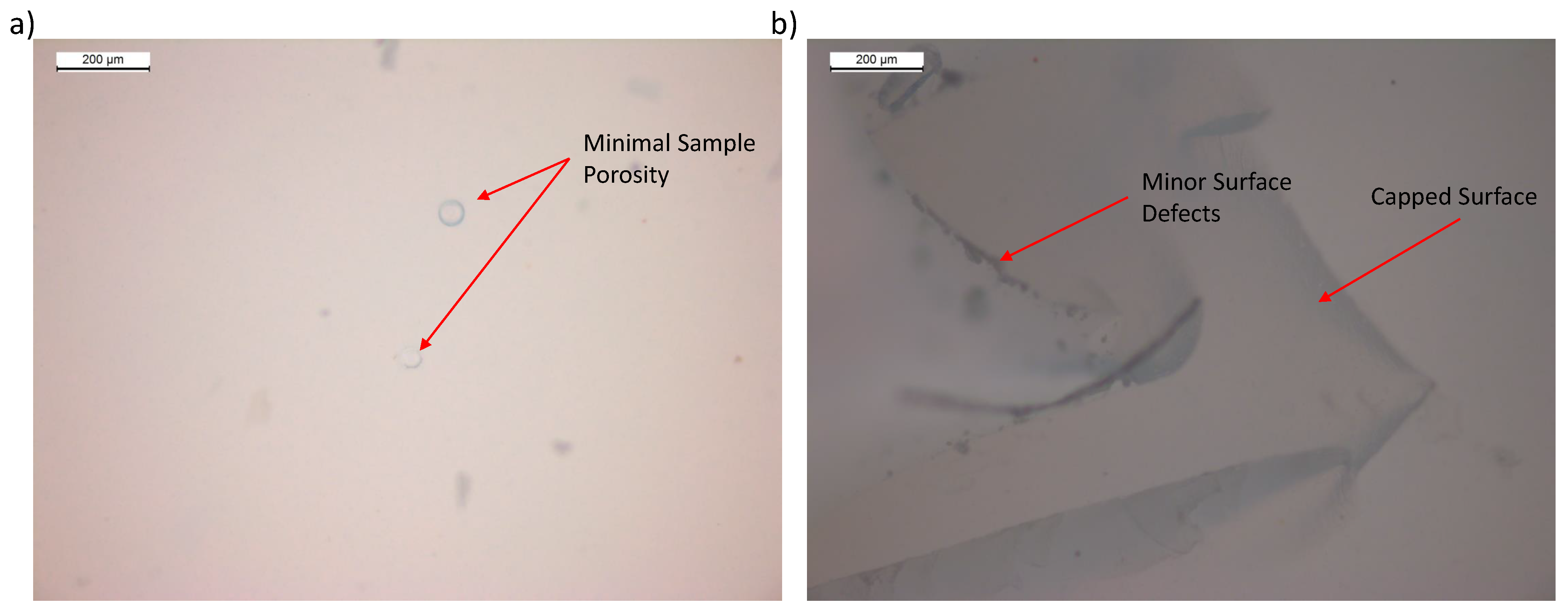
2.2.4. Sample Porosity Analysis
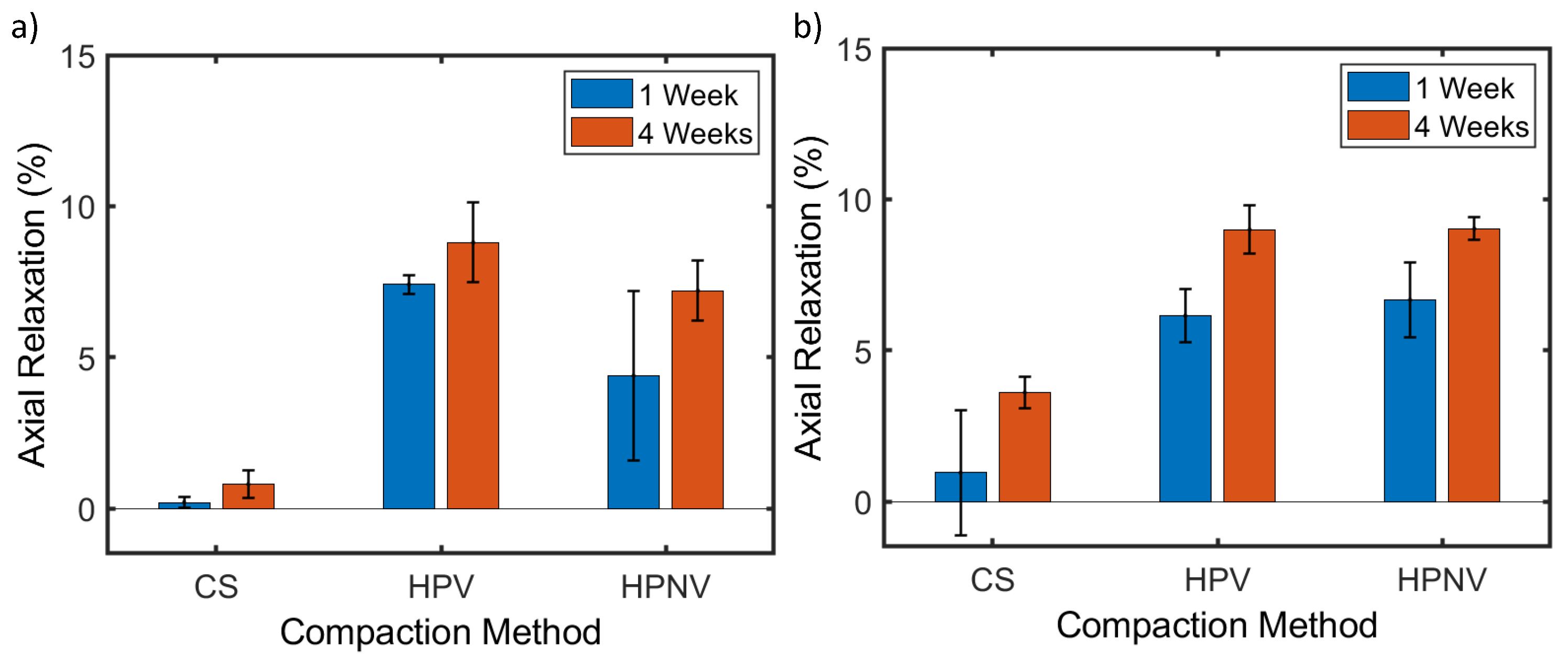
2.2.5. Axial Relaxation Measurements
2.2.6. Tensile Strength Measurements
3. Results
3.1. Gas Pycnometery Measurements
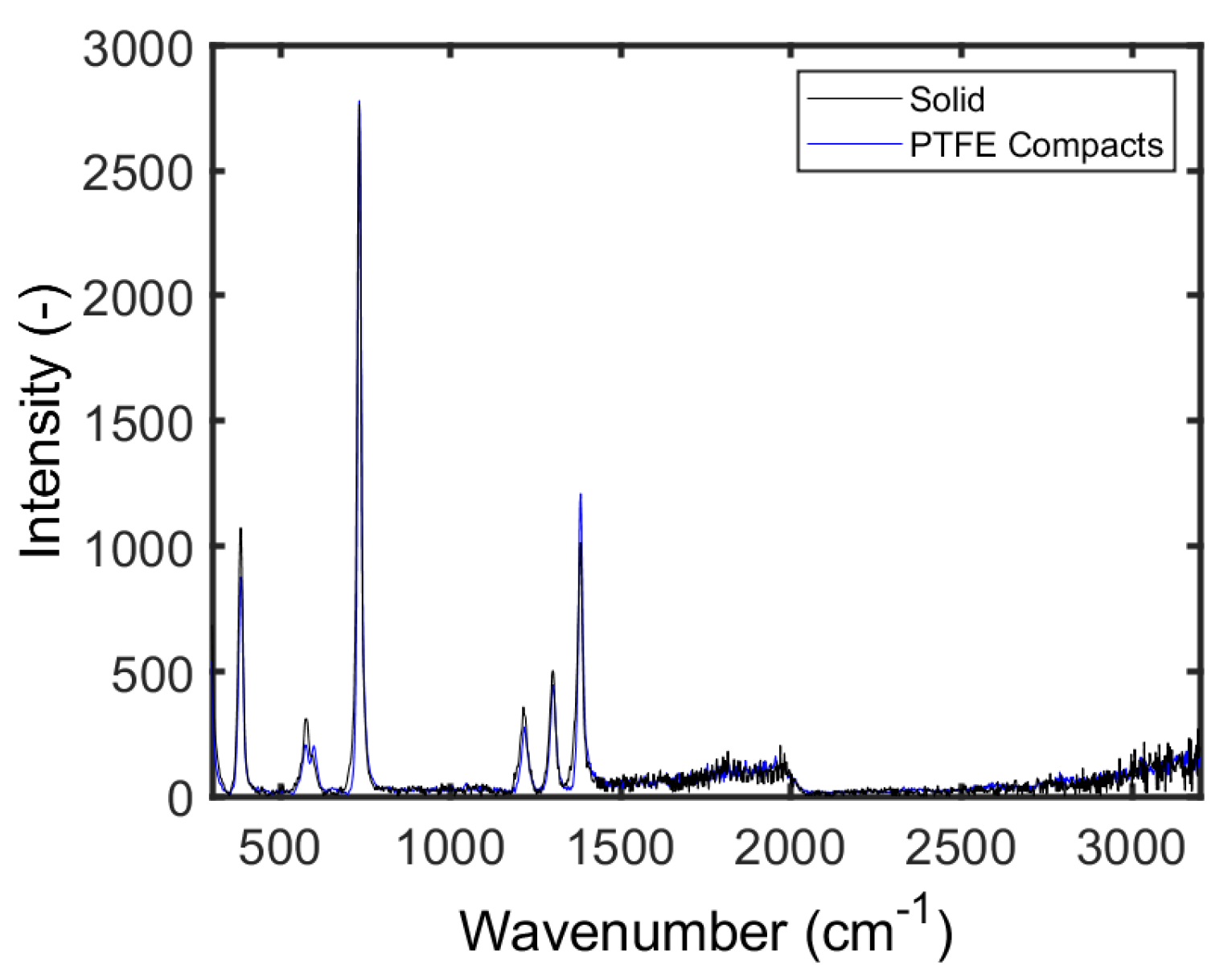
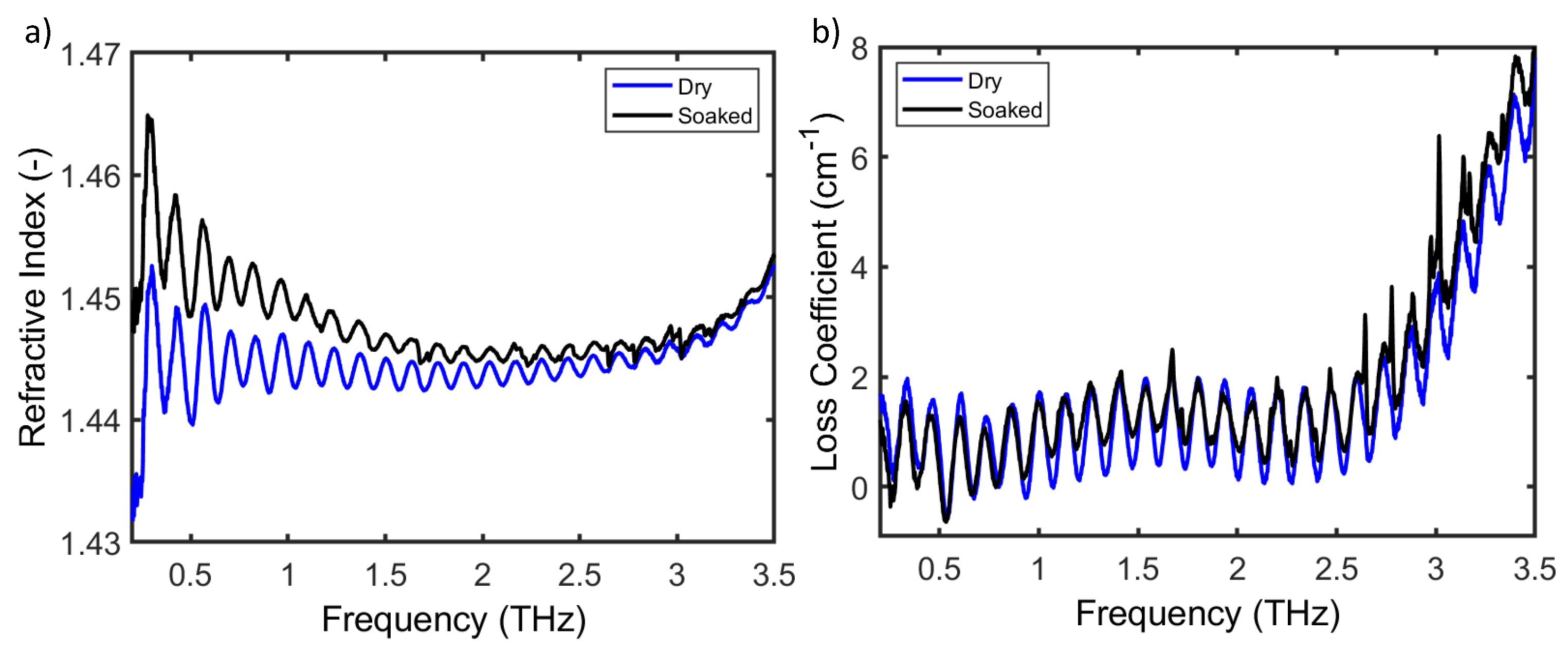
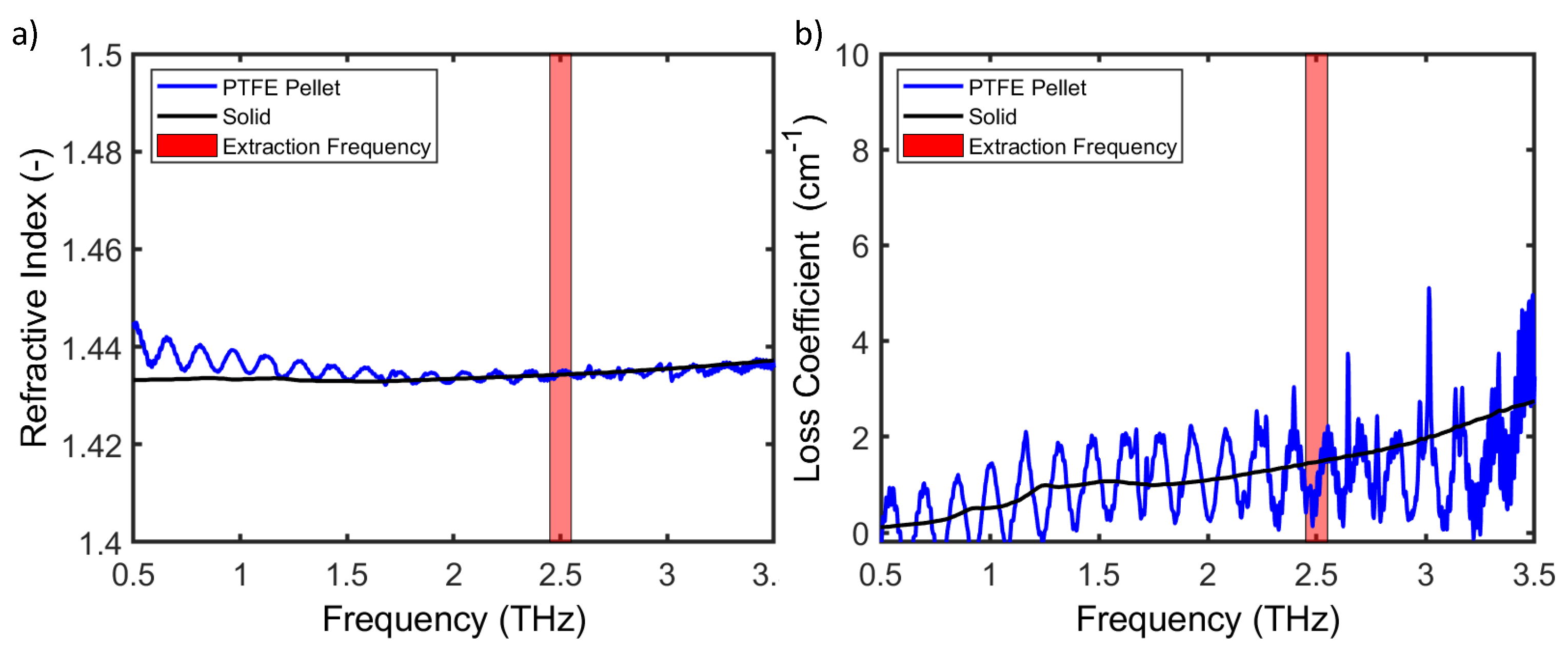
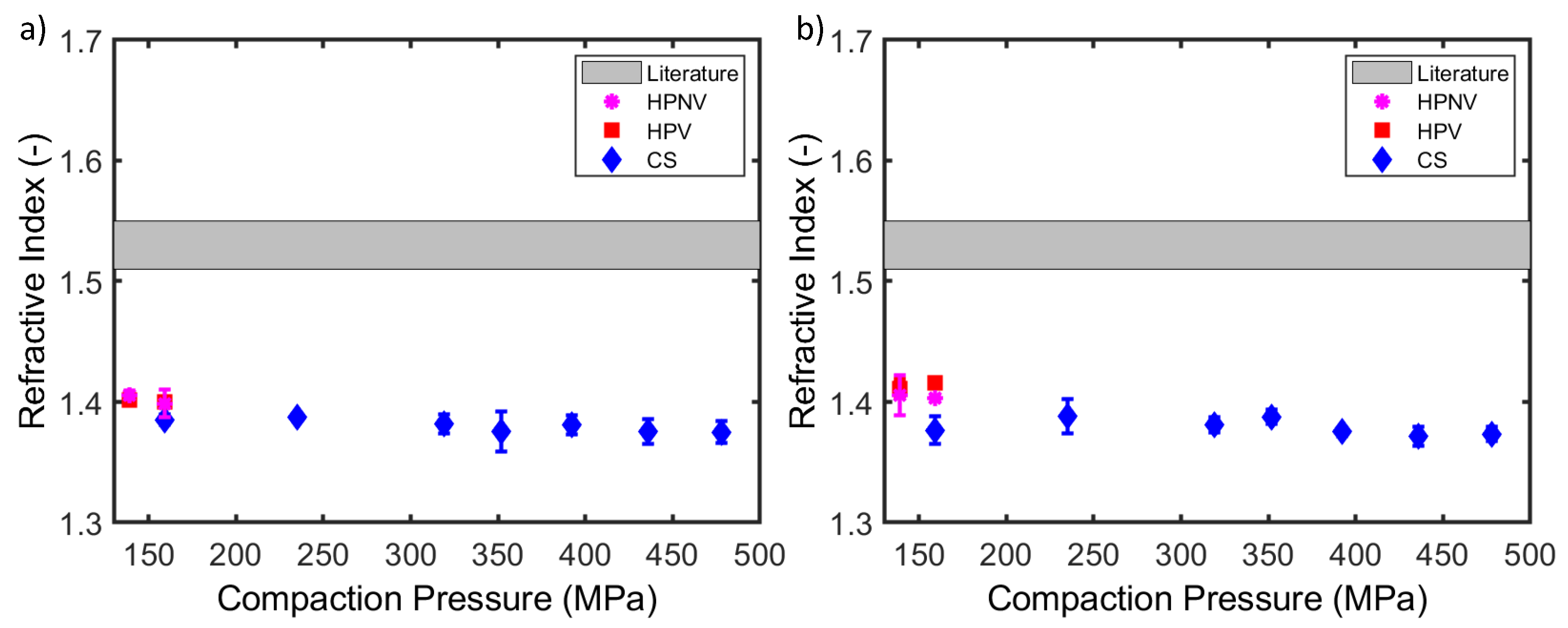
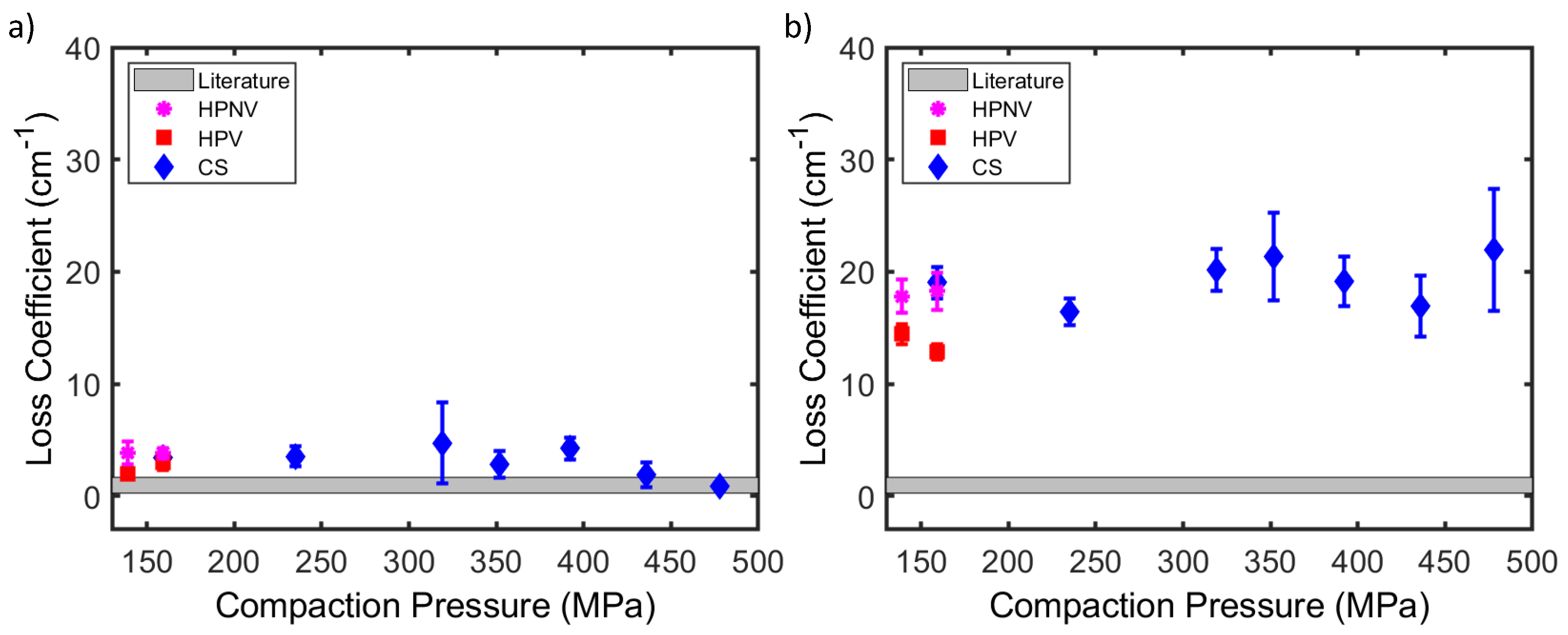
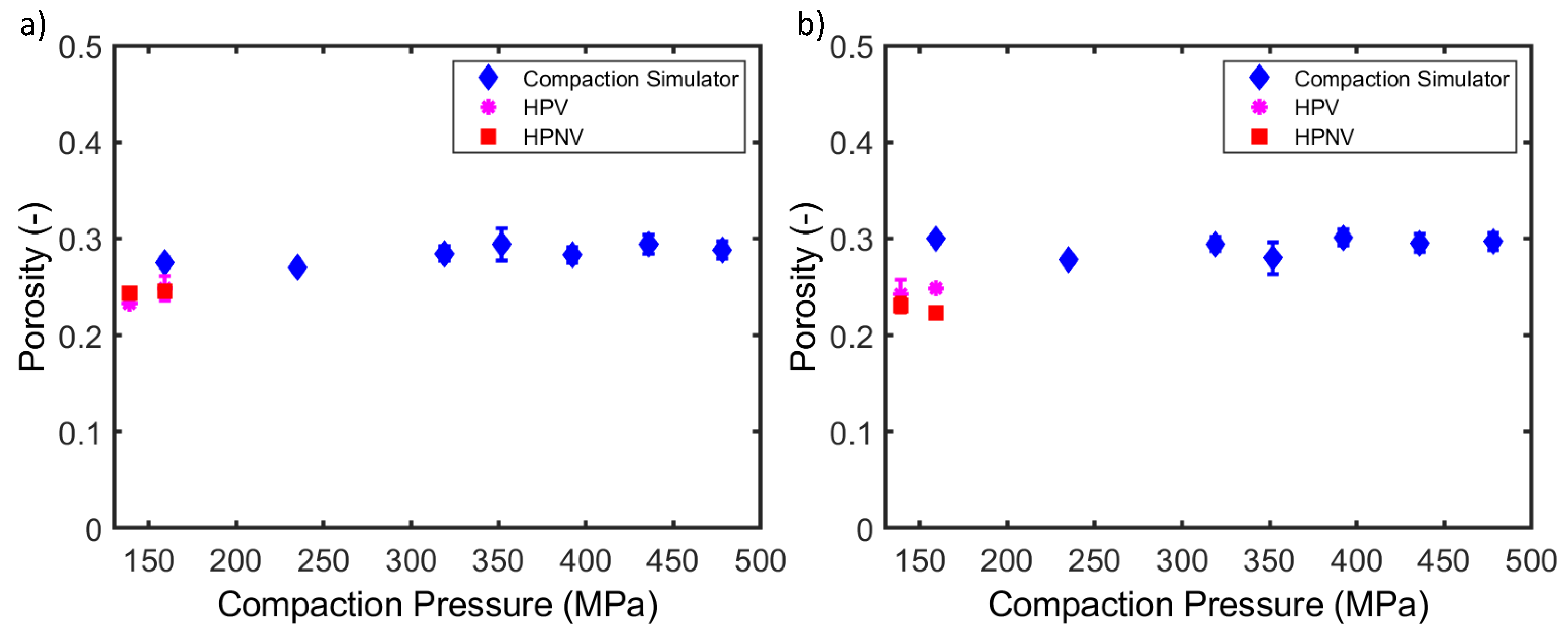
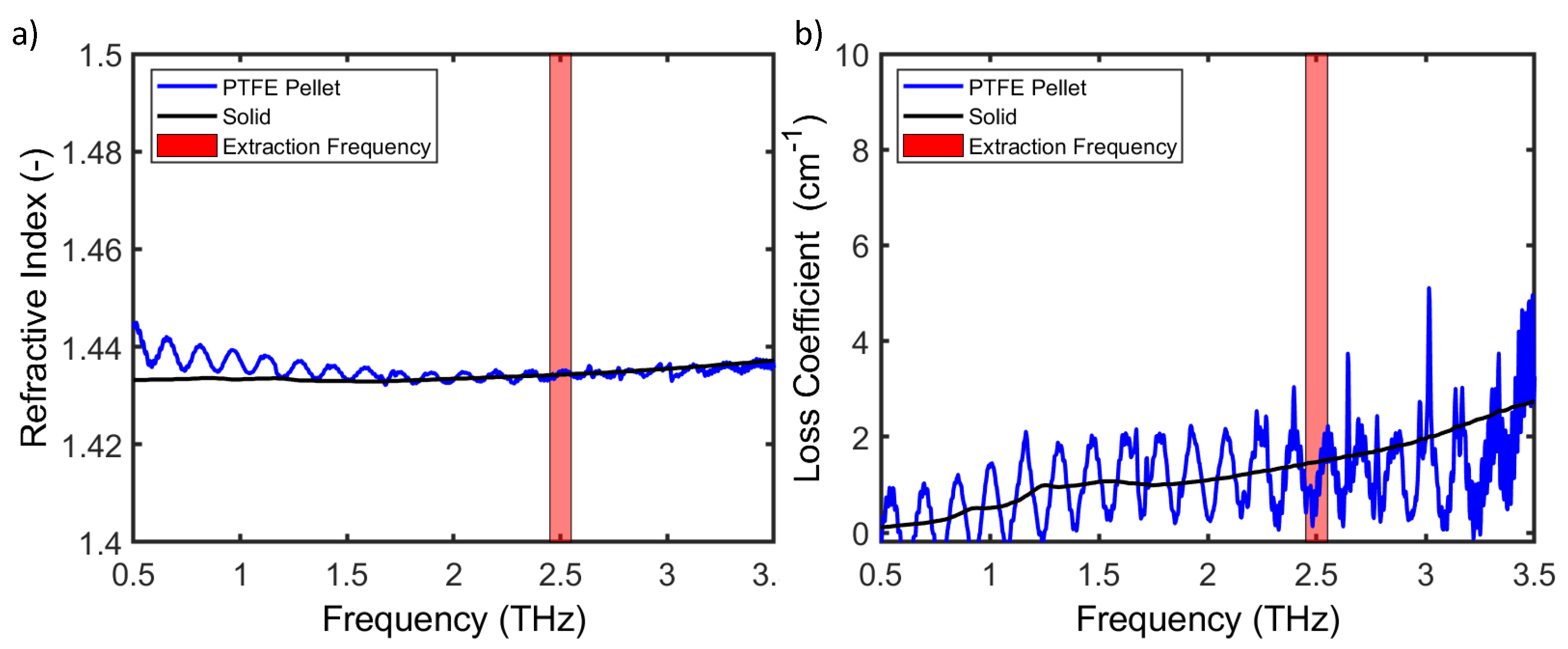
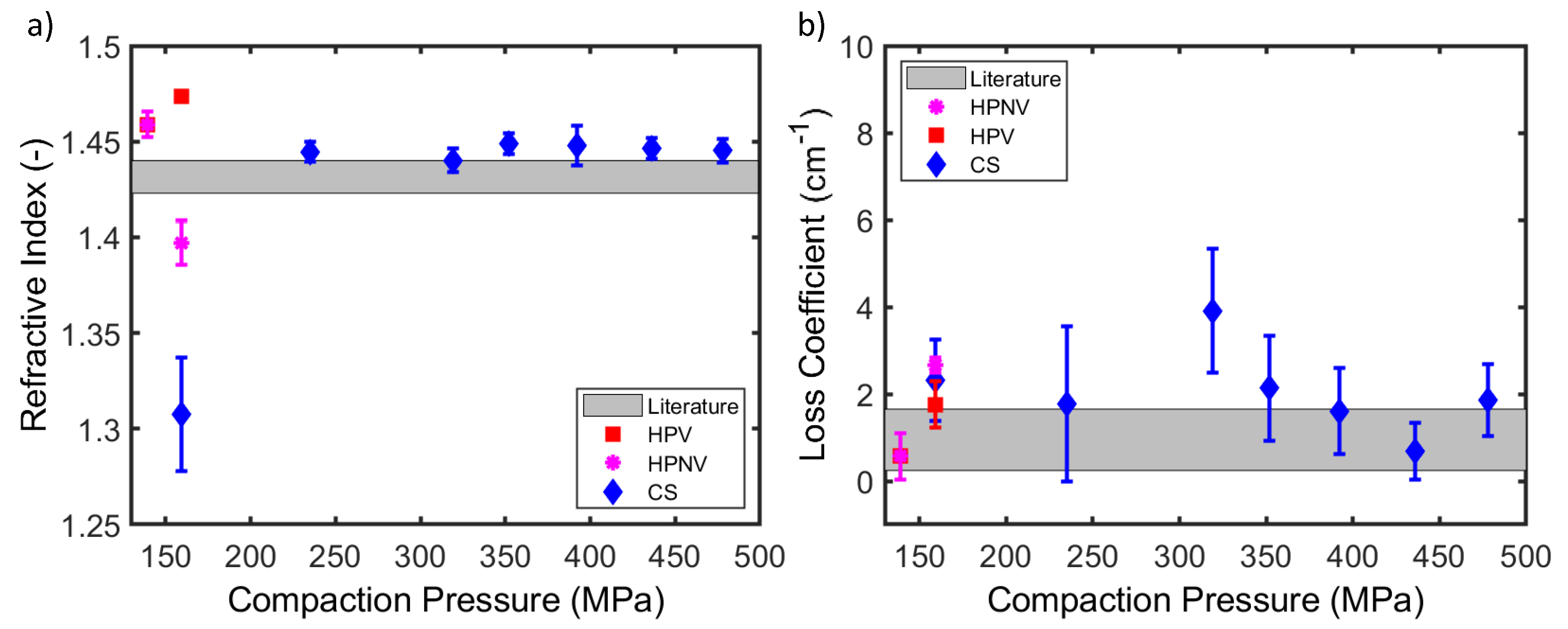
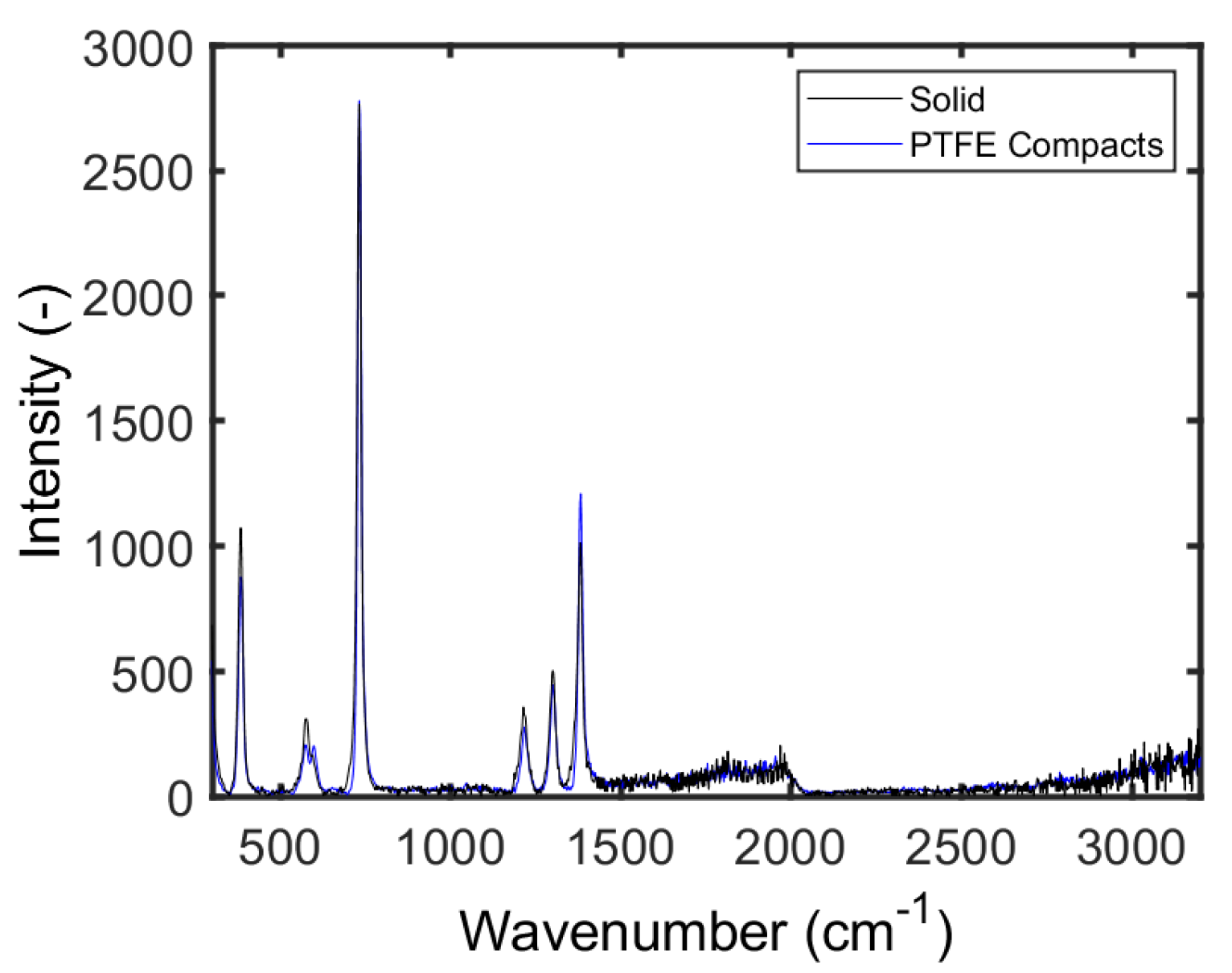
3.2. Polytetrafluoroethylene
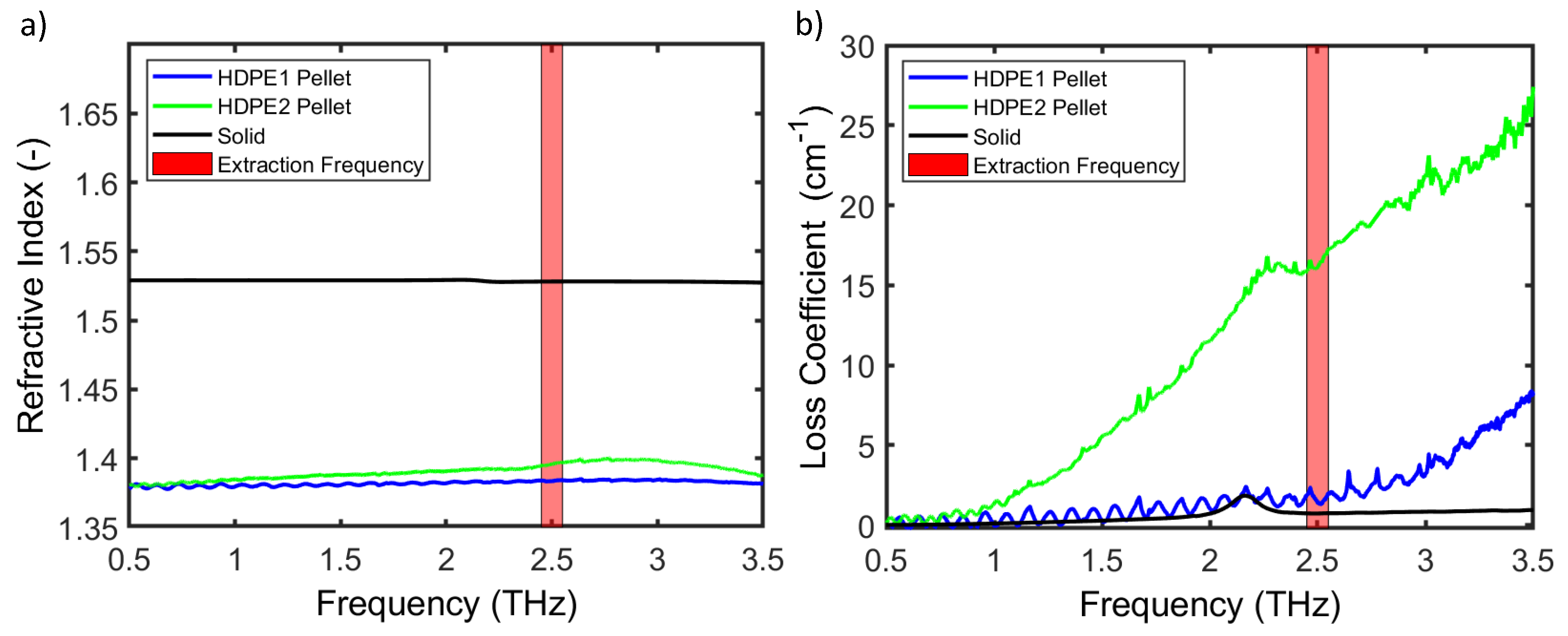
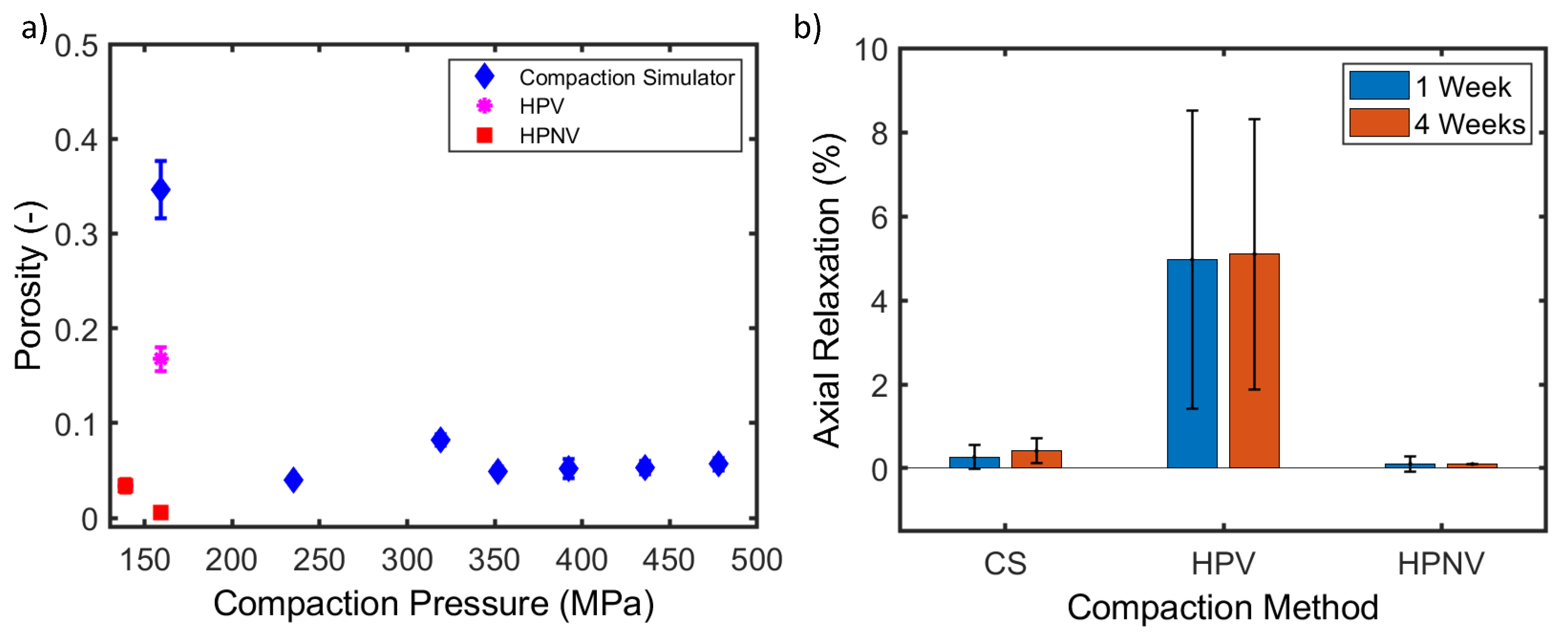
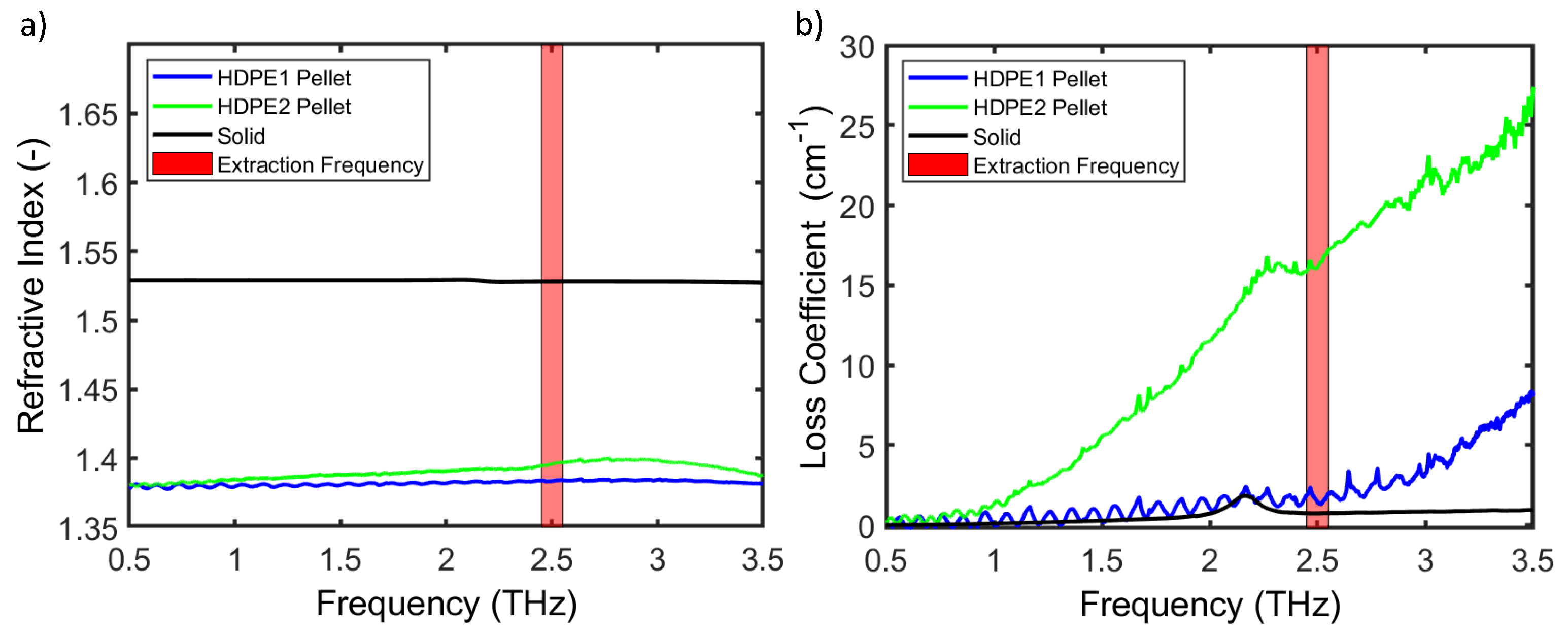
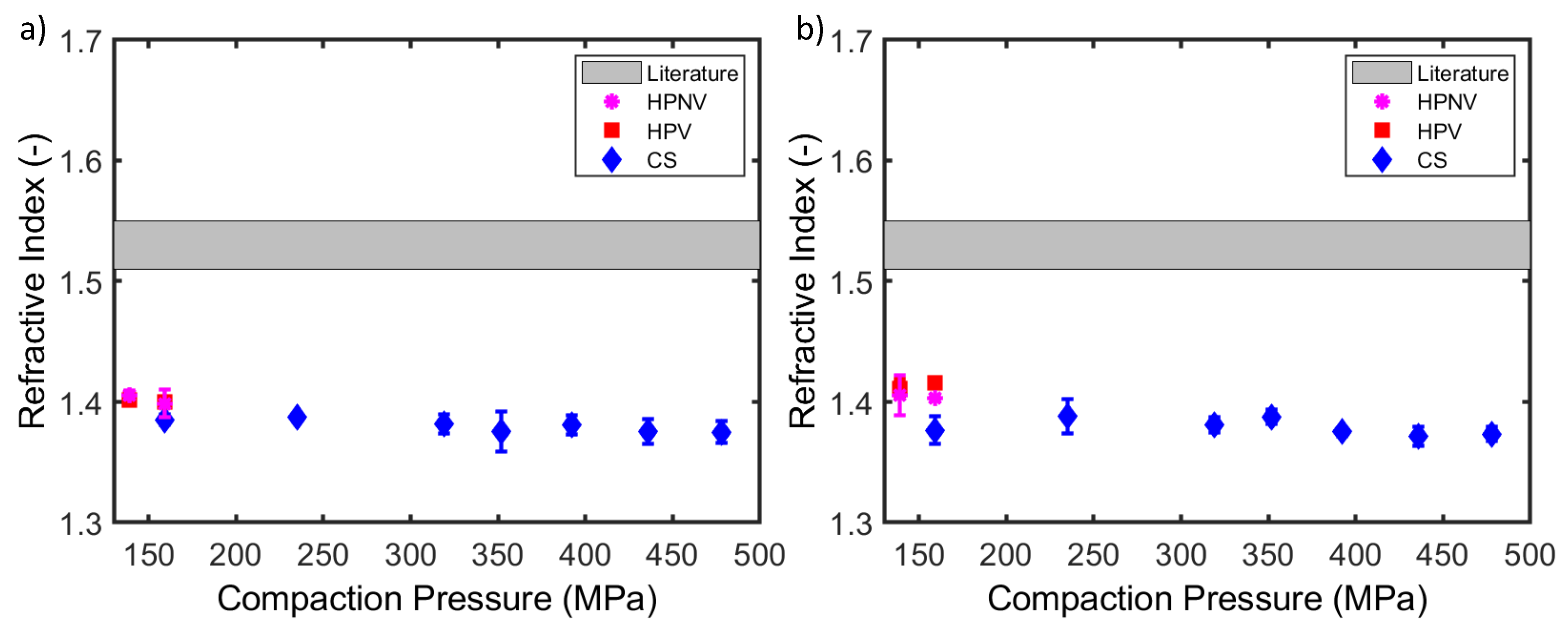
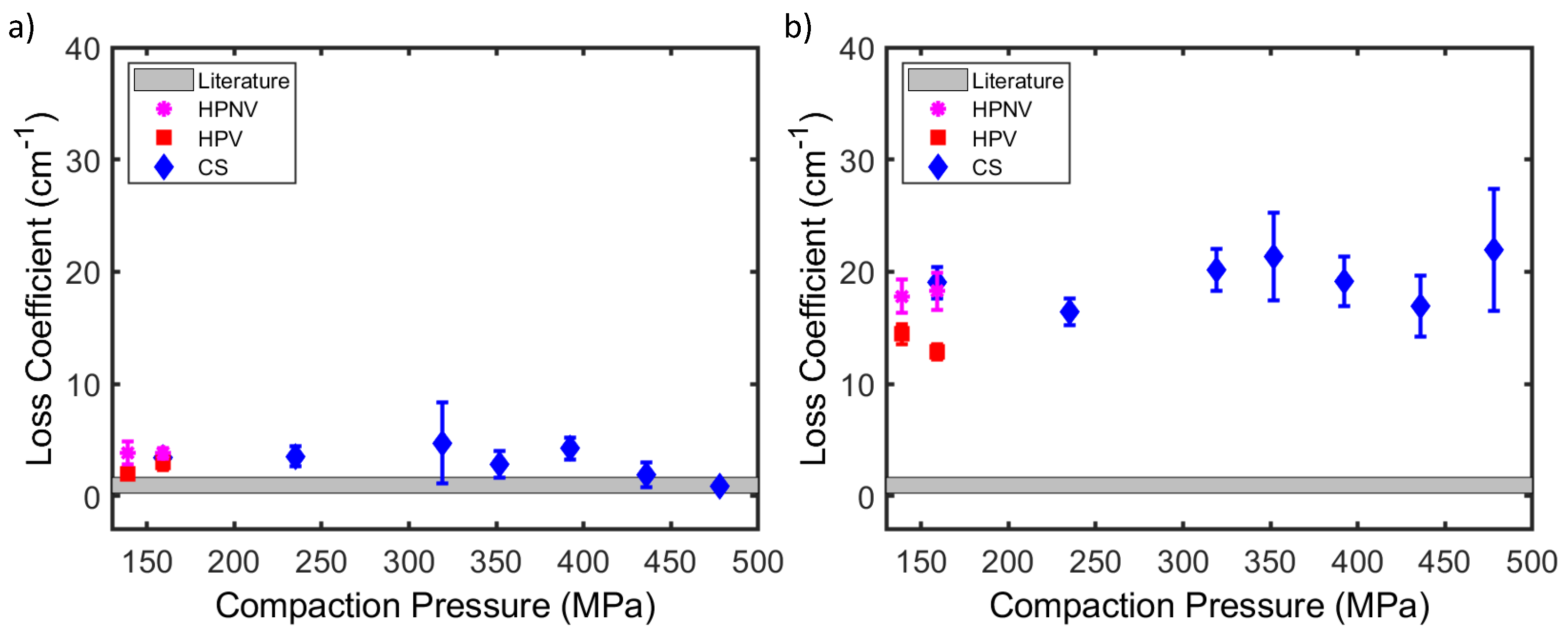
3.3. Polyethylene
3.4. Tensile Strength
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Markl, D.; Sauerwein, J.; Goodwin, D.J.; van den Ban, S.; Zeitler, J.A. Non-destructive Determination of Disintegration Time and Dissolution in Immediate Release Tablets by Terahertz Transmission Measurements. Pharm. Res. 2017, 34, 1012–1022. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zeitler, J.A.; Shen, Y.C. Terahertz Spectrscopy and Imaging, 1st ed.; Springer: Berlin, Germany, 2012; pp. 451–489. [Google Scholar] [CrossRef]
- Naftaly, M.; Vieweg, N.; Deninger, A. Industrial Applications of Terahertz Sensing: State of Play. Sensors 2019, 19, 4203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Naftaly, M.; Miles, R.E. Terahertz time-domain spectroscopy for material characterization. Proc. IEEE 2007, 95, 1658–1665. [Google Scholar] [CrossRef]
- Shen, Y.C.; Jin, B.B. 20-Terahertz applications in the pharmaceutical industry. In Woodhead Publishing Series in Electronic and Optical Materials, Handbook of Terahertz Technology for Imaging, Sensing and Communications; Woodhead Publishing, 2013; Volume 5, pp. 579–614. Available online: https://www.sciencedirect.com/science/article/pii/B9780857092359500203 (accessed on 24 February 2022). [CrossRef]
- Pawar, A.Y.; Sonawane, D.D.; Erande, K.B.; Derle, D.V. Terahertz technology and its applications. Drug Invent. Today 2013, 5, 157–163. [Google Scholar] [CrossRef]
- Engelbrecht, S.; Tybussek, K.H.; Sampaio, J.; Böhmler, J.; Fischer, B.M.; Sommer, S. Monitoring the Isothermal Crystallization Kinetics of PET-A Using THz-TDS. J. Infrared Millim. Terahertz Waves 2019, 40, 306–313. [Google Scholar] [CrossRef]
- Sommer, S.; Raidt, T.; Fischer, B.M.; Katzenberg, F.; Tiller, J.C.; Koch, M. THz-Spectroscopy on High Density Polyethylene with Different Crystallinity. J. Infrared Millim. Terahertz Waves 2016, 37, 189–197. [Google Scholar] [CrossRef]
- Markl, D.; Strobel, A.; Schlossnikl, R.; Bøtker, J.; Bawuah, P.; Ridgway, C.; Rantanen, J.; Rades, T.; Gane, P.; Peiponen, K.E.; et al. Characterisation of pore structures of pharmaceutical tablets: A review. Int. J. Pharm. 2018, 538, 188–214. [Google Scholar] [CrossRef] [Green Version]
- Bawuah, P.; Markl, D.; Turner, A.; Evans, M.; Portieri, A.; Farrell, D.; Lucas, R.; Anderson, A.; Goodwin, D.J.; Zeitler, J.A. A Fast and Non-destructive Terahertz Dissolution Assay for Immediate Release Tablets. J. Pharm. Sci. 2020, 110, 2083–2092. [Google Scholar] [CrossRef]
- Bawuah, P.; Tan, N.; Tweneboah, S.N.A.; Ervasti, T.; Axel Zeitler, J.; Ketolainen, J.; Peiponen, K.E. Terahertz study on porosity and mass fraction of active pharmaceutical ingredient of pharmaceutical tablets. Eur. J. Pharm. Biopharm. 2016, 105, 122–133. [Google Scholar] [CrossRef]
- Da Silva, V.H.; Vieira, F.S.; Rohwedder, J.J.; Pasquini, C.; Pereira, C.F. Multivariate quantification of mebendazole polymorphs by terahertz time domain spectroscopy (THZ-TDS). Analyst 2017, 142, 1519–1524. [Google Scholar] [CrossRef]
- Jepsen, P.U.; Cooke, D.G.; Koch, M. Terahertz spectroscopy and imaging—Modern techniques and applications. Laser Photonics Rev. 2011, 5, 124–166. [Google Scholar] [CrossRef]
- Naftaly, M.; Tikhomirov, I.; Hou, P.; Markl, D. Measuring open porosity of porous materials using thz-tds and an index-matching medium. Sensors 2020, 20, 3120. [Google Scholar] [CrossRef] [PubMed]
- Smith, R.M.; Arnold, M.A. Terahertz time-domain spectroscopy of solid samples: Principles, applications, and challenges. Appl. Spectrosc. Rev. 2011, 46, 636–679. [Google Scholar] [CrossRef]
- Zeitler, J.A. Terahertz Spectroscopy and Imaging. In Terahertz Spectroscopy and Imaging, 1st ed.; Peiponen, K.E., Ed.; Springer: Berlin, Germany, 2016; pp. 171–222. [Google Scholar] [CrossRef]
- Pierno, L.; Fiorello, A.M.; Scafe, S.; Cunningham, J.; Burnett, A.D.; Linfield, E.H.; Davies, A.G. THz-TDS analysis of hidden explosives for homeland security scenarios. In Proceedings of the UCMMT 2013—2013 6th UK, Europe, China Millimeter Waves and THz Technology Workshop, Rome, Italy, 9–11 September 2013. [Google Scholar] [CrossRef]
- Özer, Z.; Gök, S.; Altan, H.; Severcan, F. Concentration-based measurement studies of L-tryptophan using terahertz time-domain spectroscopy (THz-TDS). Appl. Spectrosc. 2014, 68, 95–100. [Google Scholar] [CrossRef] [PubMed]
- Puc, U.; Abina, A.; Jeglič, A.; Zidanšek, A.; Kašalynas, I.; Venckevičius, R.; Valušis, G. Spectroscopic analysis of melatonin in the terahertz frequency range. Sensors 2018, 18, 4098. [Google Scholar] [CrossRef] [Green Version]
- Withayachumnankul, W.; Naftaly, M. Fundamentals of measurement in terahertz time-domain spectroscopy. J. Infrared Millim. Terahertz Waves 2014, 35, 610–637. [Google Scholar] [CrossRef]
- Bawuah, P.; Markl, D.; Farrell, D.; Evans, M.; Portieri, A.; Anderson, A.; Goodwin, D.; Lucas, R.; Zeitler, J.A. Terahertz-Based Porosity Measurement of Pharmaceutical Tablets: A Tutorial. J. Infrared Millim. Terahertz Waves 2020, 41, 450–469. [Google Scholar] [CrossRef] [Green Version]
- Sun, C.C. A material-sparing method for simultaneous determination of true density and powder compaction properties-Aspartame as an example. Int. J. Pharm. 2006, 326, 94–99. [Google Scholar] [CrossRef]
- Wu, C.Y.; Hancock, B.C.; Mills, A.; Bentham, A.C.; Best, S.M.; Elliott, J.A. Numerical and experimental investigation of capping mechanisms during pharmaceutical tablet compaction. Powder Technol. 2008, 181, 121–129. [Google Scholar] [CrossRef]
- Neu, J.; Schmuttenmaer, C.A. Tutorial: An introduction to terahertz time domain spectroscopy (THz-TDS). J. Appl. Phys. 2018, 124–125. [Google Scholar] [CrossRef] [Green Version]
- Jepsen, P.U. Phase Retrieval in Terahertz Time-Domain Measurements: A “how to” Tutorial. J. Infrared Millim. Terahertz Waves 2019, 40, 395–411. [Google Scholar] [CrossRef] [Green Version]
- Duvillaret, L.; Garet, F.; Coutaz, J.L. A reliable method for extraction of material parameters in terahertz time-domain spectroscopy. IEEE J. Sel. Top. Quantum Electron. 1996, 2, 739–745. [Google Scholar] [CrossRef] [Green Version]
- Duvillaret, L.; Garet, F.; Coutaz, J.L. Highly precise determination of optical constants and sample thickness in terahertz time-domain spectroscopy. Appl. Opt. 1999, 38, 409. [Google Scholar] [CrossRef]
- Busch, S.F.; Weidenbach, M.; Fey, M.; Schäfer, F.; Probst, T.; Koch, M. Optical Properties of 3D Printable Plastics in the THz Regime and their Application for 3D Printed THz Optics. J. Infrared Millim. Terahertz Waves 2014, 35, 993–997. [Google Scholar] [CrossRef]
- D’Angelo, F.; Bonn, M.; Gente, R.; Koch, M.; Turchinovich, D. Ultra-broadband THz time-domain spectroscopy of common polymers with THz air-photonics. In Proceedings of the Conference on Lasers and Electro-Optics Europe-Technical Digest, San Jose, CA, USA, 3–4 January 2014; pp. 2924–2926. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, K.; Yamaguchi, M.; Tani, M.; Hangyo, M.; Teramura, S.; Isu, T.; Tomita, N. Degradation diagnosis of ultrahigh-molecular weight polyethylene with terahertz-time-domain spectroscopy. Appl. Phys. Lett. 2004, 85, 5194–5196. [Google Scholar] [CrossRef] [Green Version]
- Wietzke, S.; Jansen, C.; Reuter, M.; Jung, T.; Kraft, D.; Chatterjee, S.; Fischer, B.M.; Koch, M. Terahertz spectroscopy on polymers: A review of morphological studies. J. Mol. Struct. 2011, 1006, 41–51. [Google Scholar] [CrossRef]
- Bawuah, P.; Karttunen, A.P.; Markl, D.; Ridgway, C.; Korhonen, O.; Gane, P.; Zeitler, J.A.; Ketolainen, J.; Peiponen, K.E. Investigating elastic relaxation effects on the optical properties of functionalised calcium carbonate compacts using optics-based Heckel analysis. Int. J. Pharm. 2018, 544, 278–284. [Google Scholar] [CrossRef]
- Wünsch, I.; Friesen, I.; Puckhaber, D.; Schlegel, T.; Finke, J.H. Scaling tableting processes from compaction simulator to rotary presses—Mind the sub-processes. Pharmaceutics 2020, 12, 310. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Material | Avg. Particle Size (μm) | Manufacturer True Density (g/cm) |
|---|---|---|---|
| PTFE | PTFE | 1 | 2.15 |
| HDPE1 | PE | 42 | 0.94 |
| HDPE2 | PE | 125 | 0.94 |
| Name | Manufacturer True Density (g/cm) | (g/cm) |
|---|---|---|
| PTFE | 2.15 | 2.07 ± 0.01 |
| HDPE1 | 0.94 | 0.96 ± 0.02 |
| HDPE2 | 0.94 | 0.95 ± 0.01 |
| Name | Tensile Strength (MPa) |
|---|---|
| PTFE | 3.162 ± 0.050 |
| PTFE | 3.162 ± 0.050 |
| HDPE2 | 0.846 ± 0.058 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murphy, K.N.; Naftaly, M.; Nordon, A.; Markl, D. Polymer Pellet Fabrication for Accurate THz-TDS Measurements. Appl. Sci. 2022, 12, 3475. https://doi.org/10.3390/app12073475
Murphy KN, Naftaly M, Nordon A, Markl D. Polymer Pellet Fabrication for Accurate THz-TDS Measurements. Applied Sciences. 2022; 12(7):3475. https://doi.org/10.3390/app12073475
Chicago/Turabian StyleMurphy, Keir N., Mira Naftaly, Alison Nordon, and Daniel Markl. 2022. "Polymer Pellet Fabrication for Accurate THz-TDS Measurements" Applied Sciences 12, no. 7: 3475. https://doi.org/10.3390/app12073475
APA StyleMurphy, K. N., Naftaly, M., Nordon, A., & Markl, D. (2022). Polymer Pellet Fabrication for Accurate THz-TDS Measurements. Applied Sciences, 12(7), 3475. https://doi.org/10.3390/app12073475