
Accuracy Improvement of a Laser Diode-Based System for Measuring the Geometric Errors of Machine Tools



Abstract
1. Introduction
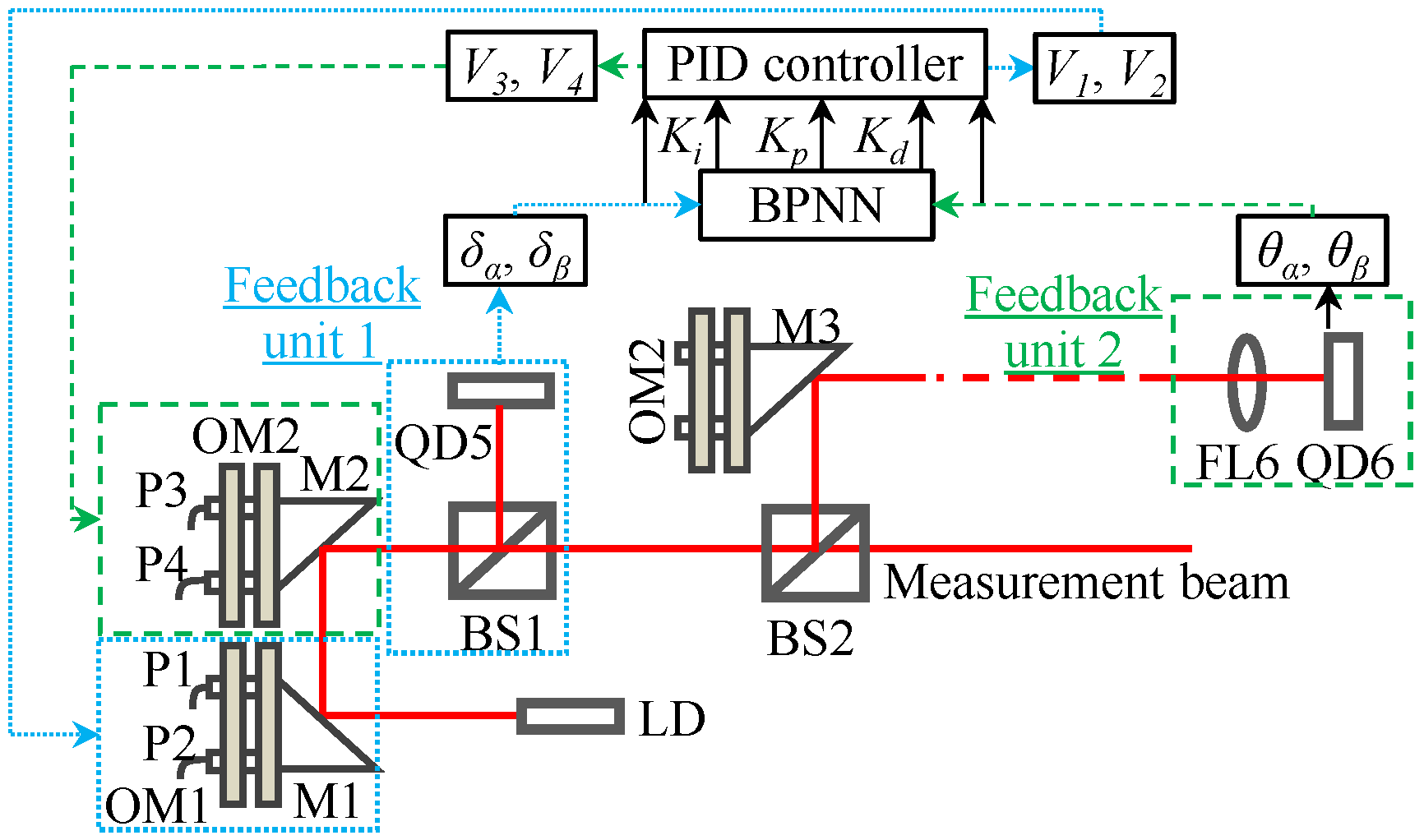
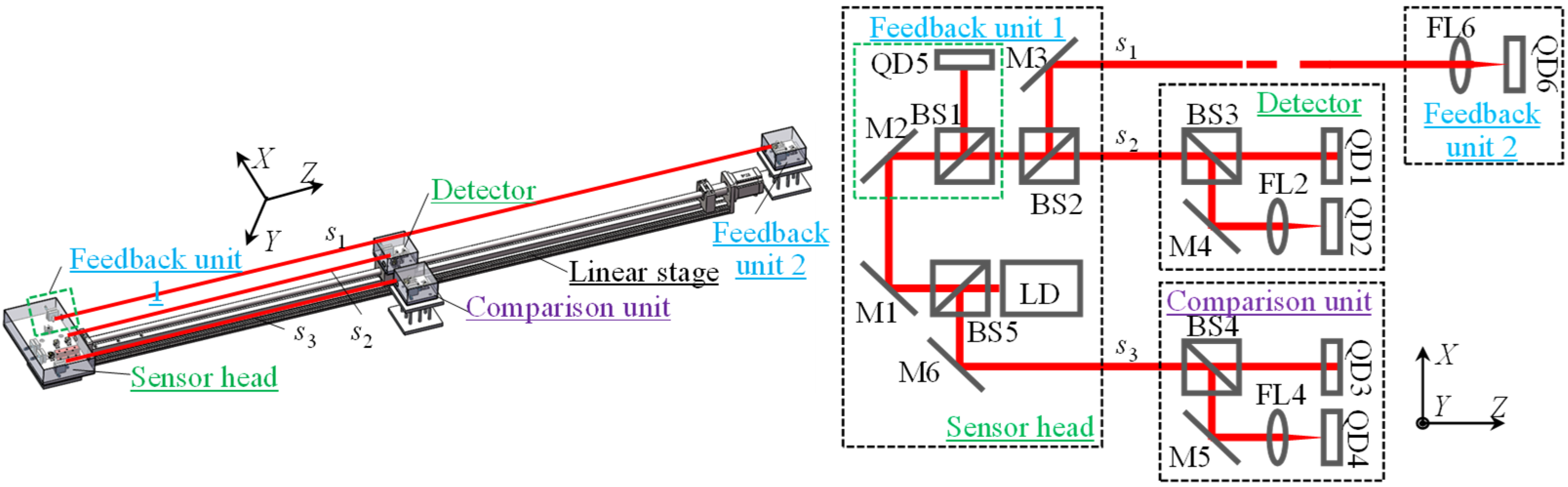
2. Measurement System
3. Factors Affecting Accuracy and Accuracy-Improvement Methods
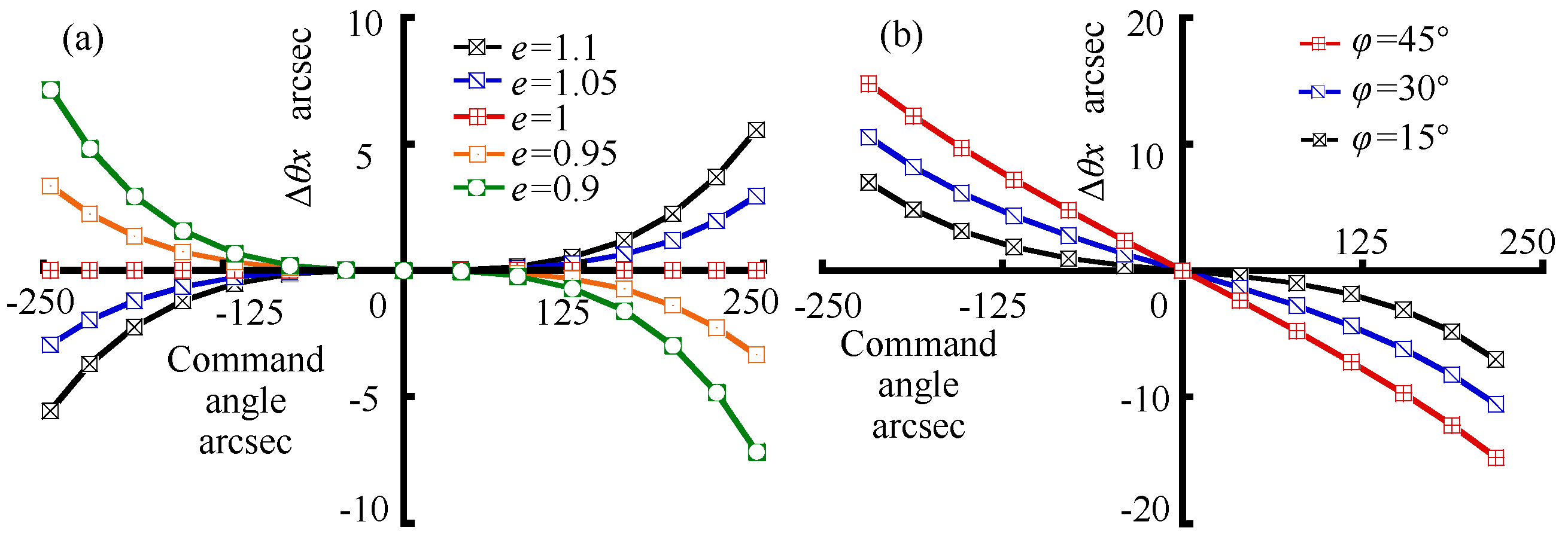
3.1. Effect of the Laser Spot Characteristic of the LD
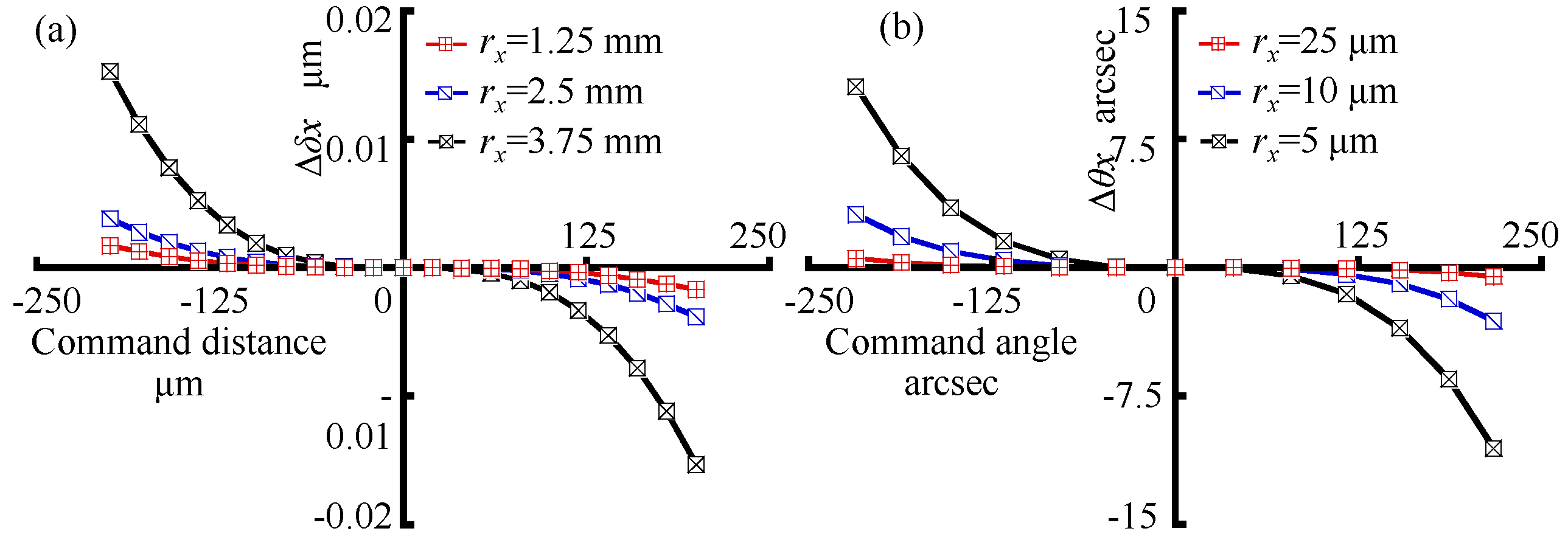
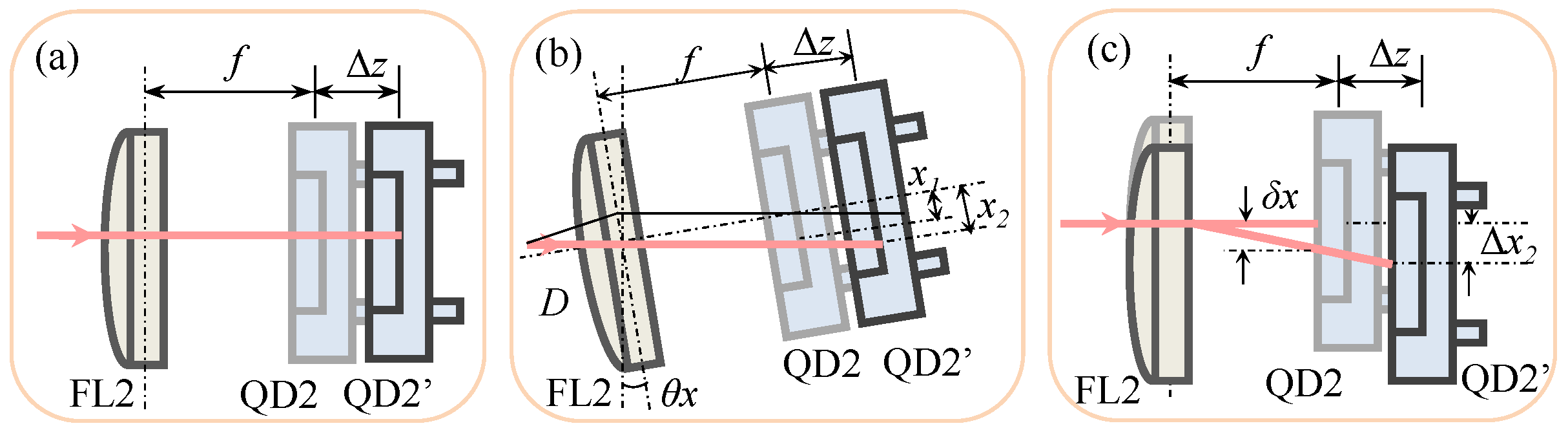
3.2. Effect of the Position Offset of the QD
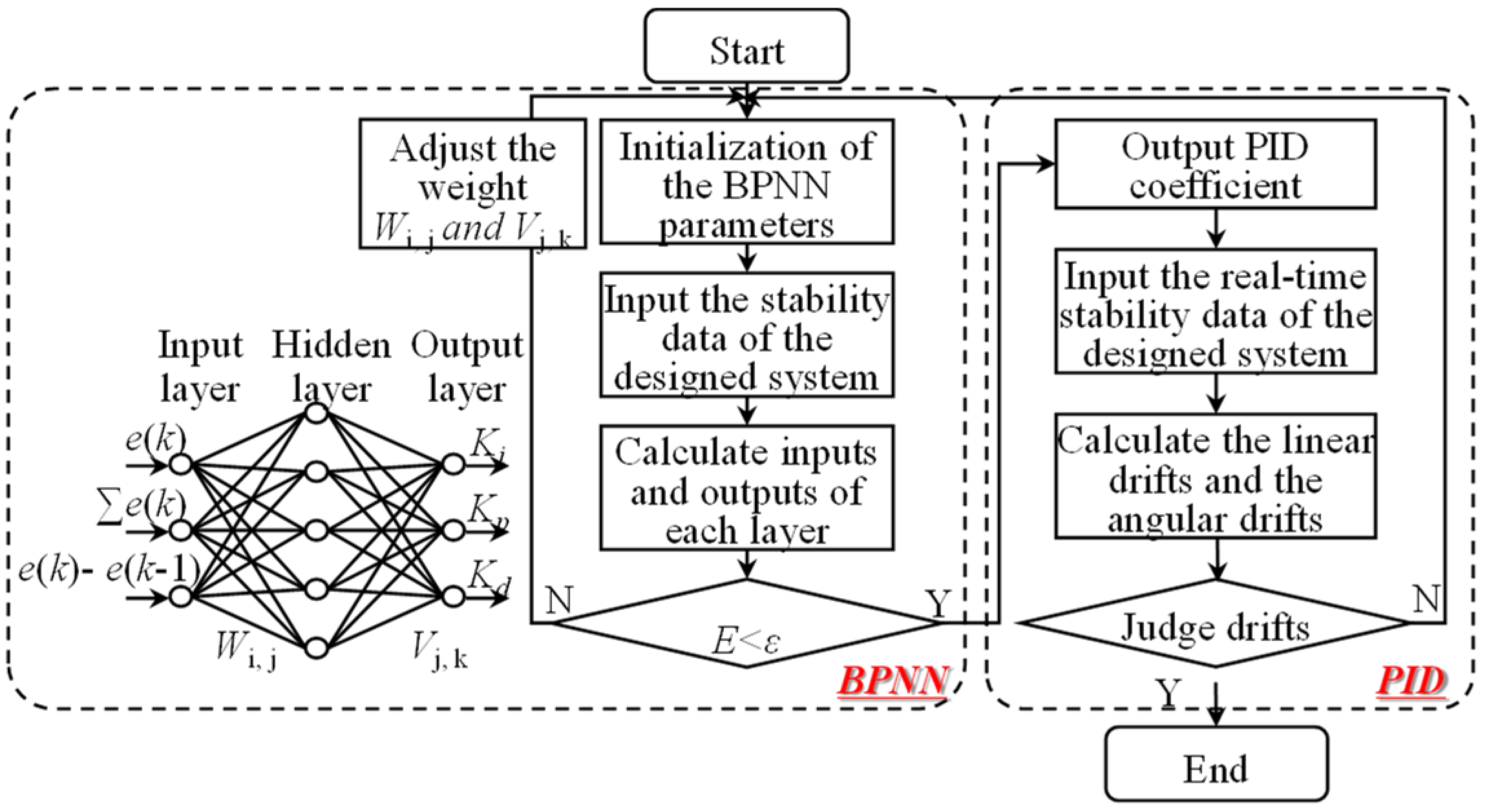
3.3. Effect of the Stability in Output Beam Direction of the LD
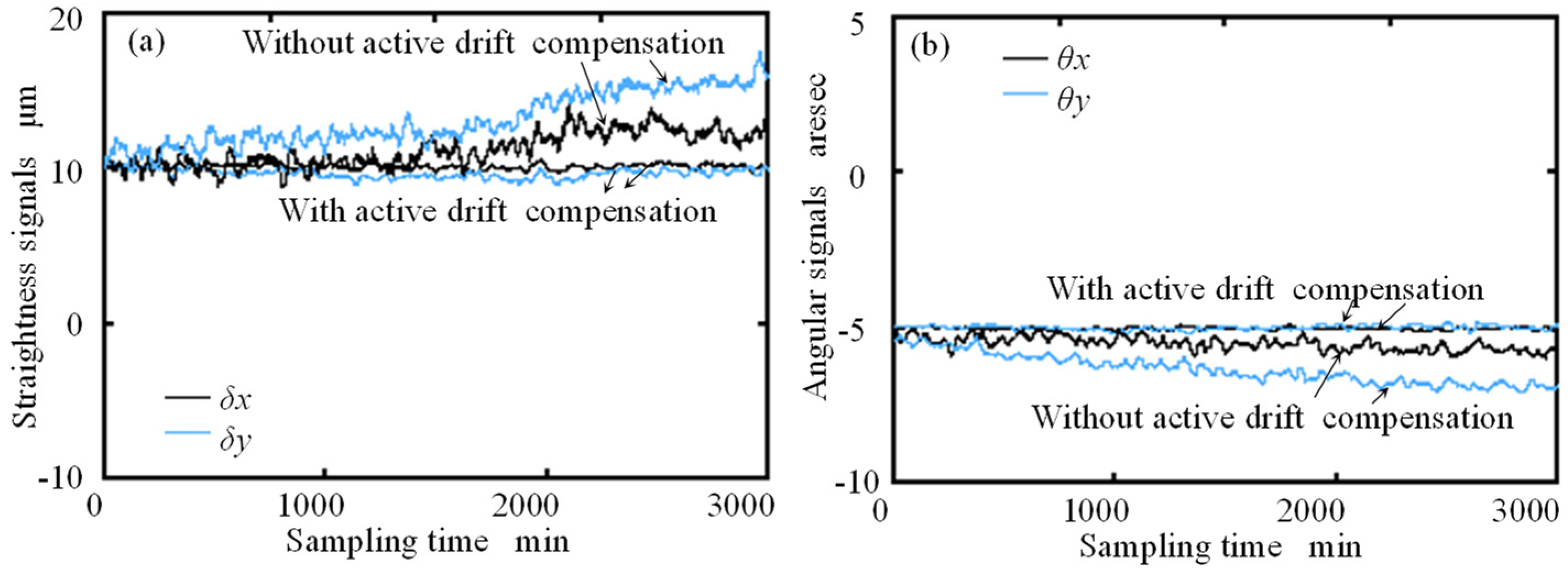
4. Experiment and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, D.; Bi, Y.; Ke, Y. An efficient error compensation method for coordinated CNC five-axis machine tools. Int. J. Mach. Tools Manuf. 2017, 123, 105–115. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and com-pensation of machines-an update. CIRP Ann. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Ramesh, R.; Mannan, M.A.; Poo, A.N. Error compensation in machine tools—A review: Part I: Geometric, cutting-force induced and fixture-dependent errors. Int. J. Mach. Tools Manuf. 2000, 40, 1235–1256. [Google Scholar] [CrossRef]
- Kwasny, W.; Turek, P.; Jedrzejewski, J. Survey of machine tool error measuring methods. J. Mach. 2011, 11, 7–38. [Google Scholar]
- Archenti, A.; Nicolescu, M.; Casterman, G.; Hjelm, S. A new method for circular testing of machine tools under loaded con-dition. Procedia CIRP 2012, 1, 575–580. [Google Scholar] [CrossRef]
- Wang, J.; Guo, J. The identification method of the relative position relationship between the rotary and linear axis of multi-axis numerical control machine tool by laser tracker. Measurement 2019, 132, 369–376. [Google Scholar] [CrossRef]
- Chen, J.R.; Ho, B.L.; Lee, H.W.; Pan, S.P.; Hsieh, T.H. Research on geometric errors measurement of machine tools using auto-tracking laser interferometer. J. Eng. Technol. 2018, 6, 631–636. [Google Scholar] [CrossRef][Green Version]
- ISO230-1 2012; Test Code for Machine Tools-Part 1: Geometric Accuracy of Machines Operating under No-Load or Quasi-Static Conditions. ISO: Geneva, Switzerland, 2012.
- Anke, G.; Dirk, S.; Gert, G. Self-calibration method for a ball plate artefact on a CMM. CIRP Ann. 2016, 65, 503–506. [Google Scholar]
- Cai, Y.; Wang, L.; Liu, Y.; Li, Y.; Fan, K.C. Accuracy improvement of linear stages using on-machine geometric error measurement system and error transformation model. Opt. Express 2022, 30, 7539–7550. [Google Scholar] [CrossRef]
- Cai, Y.; Yang, B.; Fan, K.C. Robust roll angular error measurement system for precision machines. Opt. Express 2019, 27, 8027. [Google Scholar] [CrossRef]
- Cai, Y.; Xie, B.; Wen, Z.; Fan, K.C. A miniature laser diode interferometer with self-compensation of retroreflector’s motion errors for displacement feedback of small-sized micro/nano motion stages. Measurement 2021, 186, 110172. [Google Scholar] [CrossRef]
- Ni, J.; Wu, S.M. An On-line measurement technique for machine volumetric error compensation. J. Eng. Ind-Trans. ASME 1993, 115, 85–92. [Google Scholar] [CrossRef]
- Jia, P.; Zhang, B.; Feng, Q.; Zheng, F. Simultaneous measurement of 6DOF motion errors of linear guides of CNC machine tools using different modes. Sensors 2020, 20, 3439. [Google Scholar] [CrossRef] [PubMed]
- Cui, S.; Soh, Y.C. Analysis and improvement of Laguerre Gaussian beam position estimation using quadrant detectors. Opt. Lett. 2011, 36, 1692–1694. [Google Scholar] [CrossRef]
- Jing, X.; Cheng, H.; Xu, C.; Feng, Y. Method to measure the position offset of multiple light spots in a distributed aperture laser angle measurement system. Appl. Opt. 2017, 56, 1740–1747. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Bryan, N.K.A.; Koh, S.S. Single aspherical lens for deastigmatism, collimation, and circularization of a laser beam. Appl. Opt. 2000, 39, 1148–1151. [Google Scholar] [PubMed]
- Serkan, M.; Kirkici, H. Optical beam-shaping design based on aspherical lens for circularization, collimation, and expansion of elliptical laser beam. Appl. Opt. 2008, 47, 230–241. [Google Scholar] [CrossRef] [PubMed]
- Tian, Z.; Nix, M.; Yam, S. Laser beam shaping using a single-mode fiber abrupt taper. Opt. Lett. 2009, 34, 229–231. [Google Scholar] [CrossRef]
- Kuang, C.; Hong, E.; Feng, Q. High-accuracy method for measuring two-dimensional angles of a linear guideway. Opt. Eng. 2007, 46, 51016. [Google Scholar]
- Li, K.; Kuang, C.; Liu, X. Small angular displacement measurement based on an autocollimator and a common-path compensation principle. Rev. Sci. Instrum. 2013, 84, 15108. [Google Scholar] [CrossRef]
- Hu, P.; Mao, S.; Tan, J. Compensation of errors due to incident beam drift in a 3 DOF measurement system for linear guide motion. Opt. Express 2015, 23, 28389. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Tan, J.; Qiu, L.; Zou, L.; Cui, J.; Shi, Z. Enhancing laser beam directional stability by single-mode optical fiber and feedback control of drifts. Rev. Sci. Instrum. 2005, 76, 036101–03601-3. [Google Scholar] [CrossRef]
- Zhao, W.; Qiu, L.; Feng, Z.; Li, C. Laser beam alignment by fast feedback control of both linear and angular drifts. Optik 2006, 117, 505–510. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| With Active Drift Compensation | Without Active Drift Compensation | |||||
|---|---|---|---|---|---|---|
| 50 mm | 500 mm | 1500 mm | 50 mm | 500 mm | 1500 mm | |
| δx [μm] | 0.11 | 0.71 | 0.88 | 0.44 | 1.82 | 2.91 |
| δy [μm] | 0.13 | 0.76 | 1.02 | 0.95 | 2.51 | 4.67 |
| θx [arcsec] | 0.08 | 0.06 | 0.11 | 0.55 | 1.16 | 1.35 |
| θy [arcsec] | 0.09 | 0.11 | 0.17 | 0.90 | 0.93 | 1.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Y.; Gao, Y.; Yin, K.; Fu, Q.; Fan, K. Accuracy Improvement of a Laser Diode-Based System for Measuring the Geometric Errors of Machine Tools. Appl. Sci. 2022, 12, 3479. https://doi.org/10.3390/app12073479
Cai Y, Gao Y, Yin K, Fu Q, Fan K. Accuracy Improvement of a Laser Diode-Based System for Measuring the Geometric Errors of Machine Tools. Applied Sciences. 2022; 12(7):3479. https://doi.org/10.3390/app12073479
Chicago/Turabian StyleCai, Yindi, Yinghao Gao, Kedi Yin, Qin Fu, and Kuangchao Fan. 2022. "Accuracy Improvement of a Laser Diode-Based System for Measuring the Geometric Errors of Machine Tools" Applied Sciences 12, no. 7: 3479. https://doi.org/10.3390/app12073479
APA StyleCai, Y., Gao, Y., Yin, K., Fu, Q., & Fan, K. (2022). Accuracy Improvement of a Laser Diode-Based System for Measuring the Geometric Errors of Machine Tools. Applied Sciences, 12(7), 3479. https://doi.org/10.3390/app12073479